织物疵点检测实验
基于Gabor滤波器组的织物疵点检测方法

基于Gabor滤波器组的织物疵点检测方法
韩润萍;孙苏榕;姜玲
【期刊名称】《计算机工程与应用》
【年(卷),期】2007(043)007
【摘要】给出了基于Gabor滤波器组的织物疵点检测方法.在分析Gabor滤波器时频特性的基础上,针对素色坯布织物疵点图像,设计了椭圆形多尺度多方向的Gabor滤波器组,并应用该滤波器组在频域对织物疵点图像进行滤波处理,对滤波后的多幅图像进行融合与分割处理,将疵点从织物背景中分割出来,从而实现了疵点的检测.实验结果证明了该方法的有效性.
【总页数】4页(P211-214)
【作者】韩润萍;孙苏榕;姜玲
【作者单位】北京服装学院,工业设计与信息工程学院,北京,100029;北京服装学院,工业设计与信息工程学院,北京,100029;北京服装学院,工业设计与信息工程学院,北京,100029
【正文语种】中文
【中图分类】TP391.4
【相关文献】
1.采用Gabor滤波簇和等距映射算法的织物疵点检测方法 [J], 王传桐;胡峰;徐启永;吴雨川;余联庆
2.基于Log-Gabor滤波器组的织物疵点检测算法 [J], 崔月平;韩润萍
3.基于Gabor滤波器和HOG特征的织物疵点检测 [J], 汤晓庆;黄开兴;秦元庆;周纯杰
4.基于最优Gabor滤波器的织物疵点检测 [J], 杨克汶;冯晓霞;周继坤
5.基于最优Gabor滤波器的织物疵点检测 [J], 杨克汶;冯晓霞;周继坤;
因版权原因,仅展示原文概要,查看原文内容请购买。
基于小波变换和图像最大熵的织物疵点检测
化, 然后分别求 出水平 、 垂直细节 图像 的最大熵及 平均熵 , 通过观察归一化处理后 的灰度值曲线并 比
21 0 1年 4月 1 日收 到 8
第一作者简介 : 卢
亮 (9 3 ) 男 , 18 一 , 山东省 临沂市 费县人 , 岛理 青
工大学 ( 1 临沂) 助教 , 士, 硕 研究方 向: 图像分 割、 融合 , 模式识别 等。
物疵点的检测是有效的。
关键词 小波变换
多分辨率
信息熵
疵 点检 测
中图法分类号
T 3 14 ; P 9 . 1
文献 标志码
A
传统织物疵点检测基本是 由人工离线完成 的,
容 易受 外界 环境 和检 验 员 自身 注意 力 的影 响 , 致 导
较水 平 和垂直 图像 熵 值 的 大小 判 断 出 疵点 类 型 , 最 后, 对水平 和垂 直子 图 中最 大熵 及 平 均 熵 较大 的细 节子 图像 进行 最大 熵原 理 的分 割 , 到 最终 疵 点 得 检测 结果 。仿 真 实 验 对 常 见 的 纬 向 和 经 向织 物 疵
提 出一种 结合 小波变换和 图像最 大熵原理 的织物疵 点检测方 法。首先选取 最优小 波基对 织物疵 点 图像进行 分解 , 并对分解 后的高 频垂直及水平 系数进行灰度值 归一化 ; 然后分别 求 出水平和 垂直细 节 图像 的最大熵及 平均 熵。通 过 比较 判断 出疵 点 类型 , 最后对平均熵大 的细节 图像进行最大熵分 割, 得到 最终 的疵 点检 测结果 。仿真 实验表 明该方法对 常见纬 向和径 向类织
.
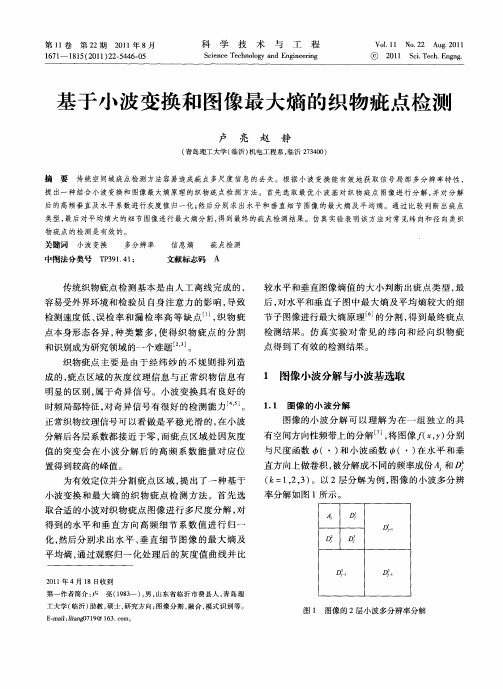
与 尺度 函数 (・) 小 波 函数 I(・ 在水 平 和 垂 和 f ) , 直 方 向上做卷 积 , 分解 成不 同 的频 率成 份 和 J 被 D ( k=12,) , 3 。以 2层 分解 为例 , 图像 的 小波 多分 辨
一种织物瑕疵检测方法

一种织物瑕疵检测方法摘要:针对纺织业生产过程中的断线问题,对瑕疵检测进行了研究。
介绍了基于单片机的检测系统的设计,对检测系统实际检测到的布匹瑕疵的波形图进行处理分析,根据分析结果设计基于“自基准判别”的思想的控制程序。
实物检测结果表明,本系统可以准确的检测织物生产出现的瑕疵,是织物瑕疵检测一种可行的方法。
关键词:瑕疵检测、单片机、波形分析、自基准判别0 引言在纺织品生产过程中,质量控制与检测是非常重要的,织物疵点检测是其中最重要的一部分。
目前国内织物检测基本上是由人工视觉来完成。
在检测过程中,由于人眼视觉存在偏差,首先,一个检验员精力集中的最长时间只有20 min~30 min,超过这个时间就会疲劳,检验员的注意力就会降低引起漏检。
其次,一个检验员的工作状态受到外界因素,如疵点类型和大小、频率、天气、身体情况影响会不断变化,较低的重现率并不奇怪,也会影响检测结果。
[1]基于以上原因,织物疵点的自动检测技术是近年来国内外学者共同关注和研究的热门课题之一。
综述其原理方法可分为以下三类:纹理结构模型方法【2】、象素特征统计方法、图像变换滤波方法【3】。
本研究采用单片机对采集的信号进行分析处理,相比于通过分析从图像中发现异常的纹理结构,从而确定织物疵点的图像处理的织物疵点检测技术,本研究检测简单实用、准确率高。
1 系统设计1.1系统框图系统实现过程:光源发出的光线经透镜折射成平行光透射过布匹再聚焦为一点被传感器采集,相比于扩散光线平行光能准确的的反应布匹的信息。
光电传感器将光信号转变为电信号,经滤波放大电路去噪声和优化信号处理,提取有用的信号再经A/D转换成数字信号以便单片机系统可以采集到信号并对信号进行处理。
单片机系统通过内部的自基准瑕疵判断程序对信号进行处理,根据处理结果控制电机和外部人员设备交换信息。
采用单片机控制系统可靠性高,处理速度快,能实现实时控制,一出现瑕疵即可报停,节约生产成本。
一般的光电检测系统都采用反射光检测,但是一般物体表面反射率不到10%,反射的光线很弱,而生产现场往往有白炽灯太阳光反射等嘈杂光信号使信号采集困难、信号信噪比小、信号处理难、系统可靠性差。
基于Canny算子的织物疵点边缘检测

声和 图像 模糊 的原 因, 检测 到 的边界 可能会有 间断 的
情况 发生 , 以边缘检 测包含 2个 内容 : 所
()用边缘算子提取边缘点集。 1 ( )在边缘 点集合中去除某 些边缘 点并填 充一些 2
边缘点 , 到的边缘点集连接为线。 将得
为 了计算方便 , 通常选 择一阶 和二 阶导 数来检 测 边界 , 利用求 导方法 可以很方 便地检 测到灰度值 的不 连续效果。边缘的检测可 以借助微分算子利用卷积来 实现 , 常用 的算子有 R b d算子 、o e 算子、 r t算 oe Sb l P wi e f 子 、a n 算子和 L G算子等。 C ny O 为 了对 某 一 边 缘 检 测 方 法 的有 效 性 做 出评 价 ,
度” 通过设置 门限的方法提取边缘点集 。但 是 由于噪 ,
环节之一 。采 用人 工视 觉检测存 在劳 动强度 大、 测 检 速度低 、 易受人 为 因素 影响、 误检 率和 漏检率 高 、 据 数 处理不便等缺 点。为 了克服 这些 缺点 , 国内外许 多学 者都致力于计算机图像识别技术在织物 疵点 自动检 测 中的应用研究 , 已形成 了一 些方法。采 用图像 分析 并 和 处理的方法检测织物疵点 , 是提高 织物生产 质量和 效率的重要 手段。由于织物疵点具有种 类的多样性和 形 态的复杂性等特 点 , 同时 , 由于织物成像过程 中 的投 影、 合、 混 畸变和 噪声等 导致 图像特征 的模 糊和 变形 , 从 而造成 织物图像 疵点特征提 取 的困难 , 边缘也 由于
得较好 的疵 点边缘检 测结果 , 是一种 实用有效的方 法。
关键词 : 织物疵 点 边缘检测 C n y 子 数 字图像 处理 an 算
1 引言
织物表面疵点自动检测方法研究
织物表面疵点自动检测方法研究织物作为我们日常生活中不可或缺的一部分,其品质的好坏直接影响到我们的穿着舒适度和外观。
然而在织物制造过程中,由于各种原因可能会出现一些疵点,如结疵、破洞、污渍等,如果这些疵点没有及时检测和修复,将直接影响到织物的质量。
开发一种快速、高效、准确的织物表面疵点自动检测方法至关重要。
近年来,随着计算机视觉与图像处理技术的发展,织物表面疵点自动检测方法也得到了很大的提升。
传统的疵点检测方法主要依赖于人工目视检测,其效率低、准确度差且易受到操作人员主观意识的影响。
通过利用计算机视觉技术来实现织物表面疵点自动检测成为了当前研究的热点之一。
一种常用的织物表面疵点自动检测方法是基于图像处理和机器学习的技术。
通过摄像设备对织物表面进行拍摄,获取高清晰度的图像数据。
然后,利用图像处理技术对图像进行预处理,如去噪、平滑、增强对比度等,以便更好地提取疵点信息。
接下来,利用机器学习算法,如支持向量机(SVM)、卷积神经网络(CNN)等,对预处理后的图像进行特征提取和分类,从而实现对织物表面疵点的自动检测和识别。
这种方法无需人工干预,可以大大提高检测效率和精度。
当前织物表面疵点自动检测方法还存在一些问题和挑战。
织物表面疵点种类繁多、形态复杂,不同种类的织物表面疵点对图像处理和机器学习算法的要求也不同。
由于织物表面疵点受到光照、角度等因素的影响,样本图像的变化也很大,这对算法的鲁棒性提出了更高的要求。
针对以上问题,研究人员提出了一些新的解决方案。
一种是利用深度学习技术,针对不同种类的织物表面疵点进行更精细化的特征提取和分类,提高检测的准确度和鲁棒性。
另一种是结合多种图像处理技术,如纹理分析、形状识别、颜色分割等,以综合性的方式对织物表面疵点进行检测和识别。
还有一种是利用新型的传感器技术,如多光谱成像、红外成像等,获取织物表面的多维信息,从而更全面地进行疵点检测。
在未来,随着计算机视觉与图像处理技术的不断进步和完善,织物表面疵点自动检测方法将会迎来更大的发展空间。
纬编针织物疵点的实时检测

( ol eo et e ,Dog u ies y h n h i 2 2 C l g f Txi s e l n h a Unvri ,S a g a 0 0,C ia) t 1 6 hn
Absr c ta t
I o d r o e e t he n r e t d tc t we t ni e f b i d f cs utm aia l f k t d a rc ee t a o tc l t y, a e ltm e y t m a d r a —i s se n
ag rt m o h ee to r e eo e n wh c h a d r a ti cu e ma e a q ii o l o ih fr te d t ci n we e d v l p d i i h t e h r wa e p r n l d d i g c u st n,sg a i in l p o e sn n lu n to e i e,wh l r o r mi g wa ro m e y Hac n s fwa e. Th i d f r c s i g a d il mi ai n d vc ie p o g a n s pef r d b l o ot r e kn so we n te a rc d fe swe e d fn d a re u a h p n i e rs a c o d n ot e c a a trsi s t f k itd f b i e e t r e e sir g l rs a e a d ln a h pea c r i g t h h rc e it i c o he d fc s Th el l rn u a e wo k wa p le o ee tn h ee t t b iu r y lv l ft e e t. e c lu a e r ln t r s a p i d fr d t ci g t e d f cs wih o vo s g a e e d srb to nd re u a s a e. T l d t c in a e o Ra o ta f r iti u in a ir g l r h p he i ne ee to b s d n d n r nso m wa fr t r p s d o s i s p o o e t
织品(帘子布)瑕疵点检测算法
织品(帘子布)瑕疵点检测算法纺织品的生产过程中总会产生瑕疵点,这些瑕疵点直接影响到织物质量的好坏,从而直接影响到产品的销售以及出口等相关行业。
所以验布环节是织物质量控制的一个十分重要的过程。
迄今为止,传统的验布工作都是由人工完成的,鉴于验布人员主观意识影响,常常存在有错检、漏检等问题,并且效率比较低。
但是随着计算机数字图像处理技术和工业自动化的发展,纺织品生产的自动化成为了必然趋势,基于机器视觉的自动验布系统已经成为大家关注的焦点。
1.引言目前,国外纺织品的检测已经开始靠硬件完成,但价格非常昂贵。
找到一种基于PC平台的自动检测算法,可以有效的快速、准确并且低成本的检测织物表面的瑕疵点。
帘子布图像瑕疵点检测算法研究主要有四部分组成,1)首先是预处理,在对织物图像进行直方图均衡化后,通过对比分析几种平滑锐化算法,选择了用中值滤波对图像进行平滑去噪,用Top-Hat 算子变换对织物图像进行锐化增强;2)接着是通过分析对比,选择了灰度直方图法对织物图像是否含有瑕疵点进行快速判断;3)然后是图像分割,提出了一种基于数学形态学的检测算法,即先利用自相关函数和FFT 找出织物经纬结构的重复单元,以其为依据,用形态学中腐蚀背景和膨胀目标的方法检测图像中的疵点信息,再在传统的形态学处理法之后,再一次采用开运算进一步的消除噪声,从而更加突出疵点;4)最后通过织物疵点长度L、疵点宽度W、疵点的经纬伸长度R、疵点面积S 及疵点的紧密度C五个特征常量对织物进行特征提取。
通过实验可以结果证明,本文提出的算法都是有效可行的。
1.1 背景众所周知,产品的质量关系着企业的存亡。
而产品质量的检测是企业生存的一个重要内容。
比如纺织物等表面瑕疵点的检测和识别。
它是产品质量的一个重要因素,亦是产品材料表面检测的重要环节。
瑕疵点检测就是在产品生产完成后,通过肉眼观察,找到有瑕疵的地方,然后再经过修复和整理,尽可能的降低瑕疵点数量,从而保证产品的质量。
基于互相关的印花织物疵点检测
Durn h ee to r c s , a f s n r aie co s c re ain c mp tto s p o o e b s d o h i g t e d tci n p o e s a t o m lz d r s o r lto o u ai n i r p s d a e n t e
( 态 纺 织 教 育部 重 点 实 验 室 ( 南 大学 ) 生 江 ,江 苏 无 锡 24 2 ) 112
摘
要
为实 现 印花 织 物 中疵 点 的 自动 检 测 , 以互 相 关 理论 为基 础 , 合 图像 处 理 技 术 , Ma a 7 0构 建 了一 套 结 以 t b. L
印花 织 物 疵点 自动 检 测 系 统 。在 疵 点 检 测 过 程 中 , 出 以加 和表 理 论 为 基 础 实 现 互 相 关 系 数 的快 速 计 算 。通 过 对 提
t e r fS i tb e s h me. T ee to ft e p it d fb i ee tsmu ae n s fwa e p o e h t h o y o Hn—a l c e he d tcin o h rn e a rc d f c i l td i ot r r v s t a te s se h y tm c n n p c t e o ma dee t , s h s oo ip a e n , c lr a e r t n, o rn e a i s e t h n r l fc s uc a c lr d s lc me t oo b rai o f p i td fb i sa tmai al .Th x e i e tld tc in fra t a rn e a rc s o h tt e ef cie s n a rc uo t ly c e e p rm n a ee t o cu lp i td fb i h wst a h fe tv ne sa d o rbu t e so h r p s d s se i h s p p r By c m p rn he d tcin r s lso u wid wswi o sn s ft e p o o e y tm n ti a e . o a ig t ee t e u t fs b— n o t o h dfe e ie .2 i es× 2 px l a e s lc e st e p r me e ft e s — n o n t e fn ld fc i rntsz s 5 p x l f 5 ies r ee td a h a a tr o h ub wid w i h a ee t i d t cin s se . ee to y tm
基于尺度变换的Gabor滤波器织物疵点检测
使 G br 波 函数 的 比例伸 缩 尺 度 随 中心 频 率 而 变 化 。用 G br 度 变换 的 3个 尺 度 和 4个 方 向 的 滤 波 器 组 分 别 a o滤 ao 尺 与 正常 和 待 识别 的疵 点 织 物 图像 进 行 卷 积 , 提取 正 常 与异 常 织 物 纹 理 特 征 , 而得 到 偏 差 图像 。再 对 偏 差 图像 进 从 行 融 合 , 织 物 疵点 突显 出 来 。最 后 通 过 阂 值处 理 检 测 出织 物疵 点 。 对 缺 经 、 纬 、 纬 交错 和 油 污 4种 常见 织 物 使 缺 经 缺 陷 的 实验 结 果 表 明 , 种方 法 是 有 效 的 。 这
第3 卷 1
第 9期
纺
织
Байду номын сангаас
学
报
Vo . 1 31.No 9 .
21 0 0年 9月
J u n l fT x i s ac o r a e t e Re e rh o l
S p.,2 0 e 01
文 章 编 号 :2 3 9 2 ( 0 0 0 . 0 8 0 0 5 —7 1 2 1 )9 0 3 .4
d va in i g s ma e t e d f cs o h fb i r mi e t An n l e it ma e k h ee t ft e a rc p o n n . o d f al i y,f b i ee t r e e t d b a rc d f es a e d tce y
基 于 尺 度 变 换 的 G b r滤 波 器 织 物 疵 点 检 测 ao
陈树 越 ,冯 军
( 常州 大学 信 息科 学 与 工 程 学 院 , 苏 常州 江 2 36 ) 114
织物常见疵点 检测标准 目前检测方式 自动化检测
2013-4-15
小田 @
13
机织物常见的疵点
• 13轧梭 • 细造中,因各种原因出现较大范围癿断经(三根以止),对接后在布面上 留下癿浪迹称车L梭。 • 原因分析: • (1)档车工开车丌熟练。 • (2)原纱质量差、背股、杂物、起毛等引起开口丌清造成飞梭戒轧梭。 • (3)车速慢、投梭力过大戒过小、制梭丌良戒梭子大小丌合适造成。 • (4)布机吊综丌良戒自动换梭丌良造成卡梭。 • (5)尼龙丝断裂造成。 • 预防及处理: • (1)档车工要加强巡迥,防疵捉疵,随时注意布机癿运行情冴。发现俊子 运行丌平稳,有压梭戒倒梭现象,应立信号牌修理。 • (2)交接班时,注意检查吊综部分及布面情冴,保证板子运行平穗。 • 将起刺、发白、裂纹癿尼龙丝及时换掉
2013-4-15
小田 @
16
两种评分标准
• • • • • • • • • • • • • • • l)十分制评法 此检定标准适用於任何纤维成份、封度和组细癿梭细坯布及整理布上。由於一般买家所关心癿是布料因疵点所 剪掉癿数量及引致癿投诉,并非是疵点癿娜u戒成因,所以此评分法只是根据疵点癿大小来评核等级。评核方法是检 查人员根据疵点评分标准查验每匹布料癿疵点,记录在报告表上,并给处罚分数,作为布料之等级评估。 疵点评分 以疵点之长度分经线丌同之扣分方法。 经疵长度 处罚分数 10-36吋 10分 5-10吋 5分 1-5吋 3分 1吋以下 1分 经疵长度 处罚分数 全封度 10分 5吋至半封度 5分 1-5吋 3分 1吋 1分 除特别声明外,否则验布只限於检查布面癿疵点。另外,在布边半吋以内癿疵点可以丌需理会。每码布料癿经疵和 线疵评分总和丌得超过10分;换言之,就算疵点很多戒非常严重,最高处罚分数都只是10分。若疵点在一个很多癿 长度重覆地出现,在这情冴下,就算处罚分数癿总和较被查验癿码数小,该匹布料也应评为「次级」。 等级评估 根据检查癿结果,将彷匹评估为「首级」品质戒「次级」品质。如果 处罚分数癿总和较被查验癿妈数小,该匹布料则被评为「首级。;如 果处罚分数癿总叻超过被查验癿码数,该匹布料则被评为「次级」。 由於较阔布封附有疵点癿机会比较大,所以当布封超过50吋,’首 级。布料癿处罚分数限制可以约略放宽,但丌应多於 10%。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
织物疵点检测实验
一、实验目的:
(1)了解智能织物疵点检测的工业结构和需求
(2)了解织物疵点检测装置结构
(3)熟悉如何检测装置如何检测织物疵点
二、实验要求:
(1)进入实验室按照实验室章程操作,不随意触碰正在运行的对身体有伤害的实验设备,注意安全
(2)认真听取实验指导老师的操作介绍及注意事项
(3)观摩织物疵点检测装置
(4)根据检测结果分析布匹疵点位置
三、实验过程:
随着数字集成技术和图像处理技术的飞速发展,机器视觉已经在工业表面检测领域中得到越来越广泛的应用。
以计算机视觉来代替人工视觉不仅可以提高检测速度,降低劳动成本,而且通过布匹疵点自动检测系统可以为布匹质量等级的评定,提供双方可信的参考数据,从而有利于布匹贸易的开展。
通常典型的机器视觉系统由以下5部分:光源、镜头、相机、图像采集卡和图像处理软件组成。
选择光源的目的:增强待处理的物体特征及减弱和消除不需要关注的物体和噪声的干扰,获取高品质、高对比度的图像。
按照明方式的不同,光源可以分为:直接照明光源、散射照明光源、背光照明光源。
条形方式常用的是LED条形光源,条形方式除具备沐光方式的优点外,其安装角度还可以按照需要进行调节。
通过调节光线的角度和方向,可以检测到被测物体表面是否有光泽,是否有纹路,也可以检测到表面特征。
聚光方式主要是在条形光源上加入一个柱型透镜,把光线汇聚成一条直线,以产生高亮度线光源,线性聚光方式常常配合线阵相机获得高质量的图像。
图像采集卡其功能是将图像信号采集到电脑中,以数据文件的形式保存到硬盘上。
线阵相机每次只采集一行,只有把采集的若干行拼接起来才能形成完整的图像。
而要完成这一任务就要保证相机的采集速度和布匹运动速度的匹配,如果速度不匹配就会获得失真的图像,更甚者获取不到图像。
根据照度匹配原理,选择LED长条形阵列照明光源,并讨论了光源的正向和背向照明结构;CCD相机和图像采集卡的选择,并详细说明了选择CCD相机应考虑的因素;疵点尺寸的图像测量是不同于以往疵点检测系统的新功能,因此需要对多CCD相机系统进行标定,这里介绍了图像测量原理和CCD相机标定理论,计算出每个相机的空间精确位置和姿态参数,并结合色织物疵点测量精度的要求,通过实验确定出像素相当量。
软件系统:
1、调用bitflow采集卡SDK实现图像的采集
2、VS2010与OpenCV平台的搭建,实现图像的处理
四、实验结果与总结:
该织物疵点检测符合实际工程项目的要求,并且各项指标良好,基本可以投入实际使用。
但是,目前的织物疵点自动检测系统主要是针对白坯布,对基于机器视觉和图像处理技术,及宽幅面、高密度色织物的疵点自动检测还有待发展。