织物疵点检测
基于小波变换和图像最大熵的织物疵点检测
化, 然后分别求 出水平 、 垂直细节 图像 的最大熵及 平均熵 , 通过观察归一化处理后 的灰度值曲线并 比
21 0 1年 4月 1 日收 到 8
第一作者简介 : 卢
亮 (9 3 ) 男 , 18 一 , 山东省 临沂市 费县人 , 岛理 青
工大学 ( 1 临沂) 助教 , 士, 硕 研究方 向: 图像分 割、 融合 , 模式识别 等。
物疵点的检测是有效的。
关键词 小波变换
多分辨率
信息熵
疵 点检 测
中图法分类号
T 3 14 ; P 9 . 1
文献 标志码
A
传统织物疵点检测基本是 由人工离线完成 的,
容 易受 外界 环境 和检 验 员 自身 注意 力 的影 响 , 致 导
较水 平 和垂直 图像 熵 值 的 大小 判 断 出 疵点 类 型 , 最 后, 对水平 和垂 直子 图 中最 大熵 及 平 均 熵 较大 的细 节子 图像 进行 最大 熵原 理 的分 割 , 到 最终 疵 点 得 检测 结果 。仿 真 实 验 对 常 见 的 纬 向 和 经 向织 物 疵
提 出一种 结合 小波变换和 图像最 大熵原理 的织物疵 点检测方 法。首先选取 最优小 波基对 织物疵 点 图像进行 分解 , 并对分解 后的高 频垂直及水平 系数进行灰度值 归一化 ; 然后分别 求 出水平和 垂直细 节 图像 的最大熵及 平均 熵。通 过 比较 判断 出疵 点 类型 , 最后对平均熵大 的细节 图像进行最大熵分 割, 得到 最终 的疵 点检 测结果 。仿真 实验表 明该方法对 常见纬 向和径 向类织
.
与 尺度 函数 (・) 小 波 函数 I(・ 在水 平 和 垂 和 f ) , 直 方 向上做卷 积 , 分解 成不 同 的频 率成 份 和 J 被 D ( k=12,) , 3 。以 2层 分解 为例 , 图像 的 小波 多分 辨
基于频域滤波的织物疵点检测
目前织物疵点检测 手段基 本上 还是利用 人工视 觉 , 由检 验 人 员 按 照 自己 的经 验 完 成 对 疵 点 的 检 测 和 分 级 。然 而 这 种 检测方法存在检测效率低 、 受到工作环境等影响等缺 点 , 不能 满足实际纺织工业织物 检测 的需要 , 因此 基于纹 理分析 的机 器视觉检测方法将越来越受 到重 视。 织物纹理通常是 由经 纬纱线 重复排 列而 成 , 而织物 疵点 表现为织物纹理的局部 异常 , 因此 对织物 纹理 的局部分 析就
Fr l nte ai o te a r xuec sic t n p c m i g a d r e o eF s F u e rnfr ( F ) i t ,o s f h b c etr l s a o ,as e t ew s e v df m t a t o r r a s m F T . sy h b s f i t a f i i u r ma i r h i T o
V0 . . 0 128 No 1
0c .2 Leabharlann t 08基 于频 域 滤 波 的织 物 疵 点 检 测
管 声启 . 秀华 石
( 北工业大学 航海学 院, 安 707 ) 西 西 10 2
f i a 3 08 @ 1 3. o n i 0 41 s 6 t m1
摘
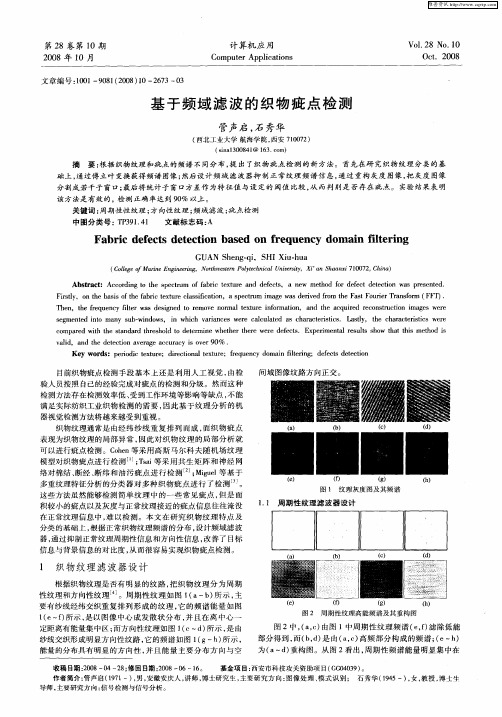
要 : 据织物纹理和疵点 的频谱 不 同分 布 , 出了织物疵 点检 测的新 方法 。首 先在研 究织物 纹理分 类的基 根 提
Ab t a t sr c :Ac od n o te s e t m f fb i tx u e a d d f c s a n w t o o ee td tc in w s p e e td c r i gt h p cr u o a r e t r n ee t, e meh d f rd fc ee t a r s n e . c o
面料检验-美标四分制完整版
美标四分制检验标准布匹的检验方法常见的是"四分制评分法",在这个"四分制评分法"中,对于任何单一疵点的最高评分为四分。
无论布匹存在多少疵点,对其进行的每直线码数(Linear yard)疵点评分都不得超过四分。
美国四分制标准是出口坯布或者印染布的外观质量的检验标准,具体规定如下:一、织物疵点评分标准:织物疵点按“四分制”(FOUR POINT SYSIEM)评分1、评分方法疵点在3英寸或以下(7.6cm)评一分疵点超过3英寸而到6英寸(7.6-15.2cm)评二分疵点超过6英寸到9英寸(15.2-22.8cm)评三分疵点超过9英寸(23cm以上)评四分2、连续性疵点,每1码计四分:3、较大的疵点(有破洞等)不计大小,每1码计四分;4、横档、中边色、不对色、幅不足、幅不同、有皱、整理不良等,连续发生时,每1码计四分。
二、以平方码为单位的计算方法1、每匹布:(常用)评分数×36×100/(码数×有效幅度(英寸))=评分/100平方码2、每单货:(整批布)总分数×36×100/(总码数×有效幅度(英寸))=评分/100平方码三、验收标准(以100平方码为基准)适用欧洲、美国、日本等国家。
每匹布1组15分/100平方码2组20分/100平方码3组25分/100平方码4组40分/100平方码5组60分/100平方码现通用标准是选用2组、3组、4-5组不用四、全面疵点的评分标准☆连续性疵点1、连续有规律性疵点,1码计四分2、连续性3码以上,作不合格品对待。
☆整幅疵点3、合格品内不允许有以下疵点存在:A.长度超过6英寸全幅疵点。
B.较细小的全幅疵点,100码内超过5处。
C.以100码为单位,每10码中严重疵点平均2处以上。
D.布头、布尾3码内有严重疵点或整幅疵点的。
E.在平放裁床时,有边绉、预缩皱、波浪皱、折皱、皱条等疵布。
基于Canny算子的织物疵点边缘检测

声和 图像 模糊 的原 因, 检测 到 的边界 可能会有 间断 的
情况 发生 , 以边缘检 测包含 2个 内容 : 所
()用边缘算子提取边缘点集。 1 ( )在边缘 点集合中去除某 些边缘 点并填 充一些 2
边缘点 , 到的边缘点集连接为线。 将得
为 了计算方便 , 通常选 择一阶 和二 阶导 数来检 测 边界 , 利用求 导方法 可以很方 便地检 测到灰度值 的不 连续效果。边缘的检测可 以借助微分算子利用卷积来 实现 , 常用 的算子有 R b d算子 、o e 算子、 r t算 oe Sb l P wi e f 子 、a n 算子和 L G算子等。 C ny O 为 了对 某 一 边 缘 检 测 方 法 的有 效 性 做 出评 价 ,
度” 通过设置 门限的方法提取边缘点集 。但 是 由于噪 ,
环节之一 。采 用人 工视 觉检测存 在劳 动强度 大、 测 检 速度低 、 易受人 为 因素 影响、 误检 率和 漏检率 高 、 据 数 处理不便等缺 点。为 了克服 这些 缺点 , 国内外许 多学 者都致力于计算机图像识别技术在织物 疵点 自动检 测 中的应用研究 , 已形成 了一 些方法。采 用图像 分析 并 和 处理的方法检测织物疵点 , 是提高 织物生产 质量和 效率的重要 手段。由于织物疵点具有种 类的多样性和 形 态的复杂性等特 点 , 同时 , 由于织物成像过程 中 的投 影、 合、 混 畸变和 噪声等 导致 图像特征 的模 糊和 变形 , 从 而造成 织物图像 疵点特征提 取 的困难 , 边缘也 由于
得较好 的疵 点边缘检 测结果 , 是一种 实用有效的方 法。
关键词 : 织物疵 点 边缘检测 C n y 子 数 字图像 处理 an 算
1 引言
基于自适应LBP和SVM的织物疵点检测算法
21 0 0年 6月
计 算பைடு நூலகம் 应 用
Ju n lo o ue piain o ra fC mp trAp l t s c o
Vo . O No. 13 6
J n 0 0 u e2 1
文章 编 号 :0 1— 0 1 2 1 ) 6—19 0 10 9 8 ( 00 0 57— 5
基 于 自适 应 L P和 S M 的 织 物疵 点 检 测 算 法 B V
付 蓉 , 美红 石
(. 1 西安工 程大学 计算机科学学 院 , 安 70 4 西 10 8; 2 西安电子科技大学 电子工程学院 , . 西安 7 07 ) 1 0 5
(n en y 16 CB agl ma@ 2 .O ) i
Ab ta t An a v n e o a i ay p t r s me h d wa r p s d t e c b h i ma e f au e .Ad p i e L c l sr c: d a c d l c lb n r at n t o s p o o e o d s r et e ma n i g e t r s e i at oa v
u i g t e s me p t r e o d p c i ee ttxu e sr c u e n t e t d t n lu i r lc lb n r at r s B s d o h sn h a at n s tt e itdf r n e t r t t r s i h r i o a nf m o a ia p t n . a e n t e e f u a i o y e
F Ro g . S IM e o g U n H ih n ( .Sho o o p t c ne i nP lt h i U i rt,XinS a ni 10 8 hn ; 1 colfC m ue Si c,X ' o e nc nv sy r e a y c ei ' h ax 0 4 ,C ia a 7 2 colfEet ncE gnen ,Xda n e i,X ' h a x 10 5 hn ) .Sho l r i n i r g iinU i rt i aS an i 0 7 ,C ia o co ei v sy a 7
基于互相关的印花织物疵点检测
Durn h ee to r c s , a f s n r aie co s c re ain c mp tto s p o o e b s d o h i g t e d tci n p o e s a t o m lz d r s o r lto o u ai n i r p s d a e n t e
( 态 纺 织 教 育部 重 点 实 验 室 ( 南 大学 ) 生 江 ,江 苏 无 锡 24 2 ) 112
摘
要
为实 现 印花 织 物 中疵 点 的 自动 检 测 , 以互 相 关 理论 为基 础 , 合 图像 处 理 技 术 , Ma a 7 0构 建 了一 套 结 以 t b. L
印花 织 物 疵点 自动 检 测 系 统 。在 疵 点 检 测 过 程 中 , 出 以加 和表 理 论 为 基 础 实 现 互 相 关 系 数 的快 速 计 算 。通 过 对 提
t e r fS i tb e s h me. T ee to ft e p it d fb i ee tsmu ae n s fwa e p o e h t h o y o Hn—a l c e he d tcin o h rn e a rc d f c i l td i ot r r v s t a te s se h y tm c n n p c t e o ma dee t , s h s oo ip a e n , c lr a e r t n, o rn e a i s e t h n r l fc s uc a c lr d s lc me t oo b rai o f p i td fb i sa tmai al .Th x e i e tld tc in fra t a rn e a rc s o h tt e ef cie s n a rc uo t ly c e e p rm n a ee t o cu lp i td fb i h wst a h fe tv ne sa d o rbu t e so h r p s d s se i h s p p r By c m p rn he d tcin r s lso u wid wswi o sn s ft e p o o e y tm n ti a e . o a ig t ee t e u t fs b— n o t o h dfe e ie .2 i es× 2 px l a e s lc e st e p r me e ft e s — n o n t e fn ld fc i rntsz s 5 p x l f 5 ies r ee td a h a a tr o h ub wid w i h a ee t i d t cin s se . ee to y tm
基于尺度变换的Gabor滤波器织物疵点检测

使 G br 波 函数 的 比例伸 缩 尺 度 随 中心 频 率 而 变 化 。用 G br 度 变换 的 3个 尺 度 和 4个 方 向 的 滤 波 器 组 分 别 a o滤 ao 尺 与 正常 和 待 识别 的疵 点 织 物 图像 进 行 卷 积 , 提取 正 常 与异 常 织 物 纹 理 特 征 , 而得 到 偏 差 图像 。再 对 偏 差 图像 进 从 行 融 合 , 织 物 疵点 突显 出 来 。最 后 通 过 阂 值处 理 检 测 出织 物疵 点 。 对 缺 经 、 纬 、 纬 交错 和 油 污 4种 常见 织 物 使 缺 经 缺 陷 的 实验 结 果 表 明 , 种方 法 是 有 效 的 。 这
第3 卷 1
第 9期
纺
织
Байду номын сангаас
学
报
Vo . 1 31.No 9 .
21 0 0年 9月
J u n l fT x i s ac o r a e t e Re e rh o l
S p.,2 0 e 01
文 章 编 号 :2 3 9 2 ( 0 0 0 . 0 8 0 0 5 —7 1 2 1 )9 0 3 .4
d va in i g s ma e t e d f cs o h fb i r mi e t An n l e it ma e k h ee t ft e a rc p o n n . o d f al i y,f b i ee t r e e t d b a rc d f es a e d tce y
基 于 尺 度 变 换 的 G b r滤 波 器 织 物 疵 点 检 测 ao
陈树 越 ,冯 军
( 常州 大学 信 息科 学 与 工 程 学 院 , 苏 常州 江 2 36 ) 114
织物表面疵点自动检测方法研究
织物表面疵点自动检测方法研究织物是我们日常生活中常见的一种材料,它被广泛应用于服装、家居用品、车辆内饰等领域。
在织物生产过程中,常常会出现疵点,如结疵、污点、断经、断纬等问题,这些疵点会影响织物的质量和美观度,甚至影响产品的销售。
研究织物表面疵点的自动检测方法对于提高织物生产质量和效率具有重要意义。
本文将探讨织物表面疵点自动检测方法的研究现状和发展趋势。
一、织物表面疵点的特点和影响织物表面疵点主要包括结疵、污点、断经、断纬等问题。
这些疵点会影响织物的外观和质量,降低产品的使用价值。
特别是在服装等领域,疵点对产品的影响更加显著。
及时准确地检测和处理织物表面疵点是非常重要的。
二、织物表面疵点检测的传统方法传统的织物表面疵点检测方法主要依靠人工目视检查和手工智能检测。
人工目视检查虽然可以发现一些明显的疵点,但是由于人的主观判断和疲劳度,往往容易漏检或误判。
而手工智能检测则是依靠专人操作检测设备进行检测,虽然准确度较高,但是成本较高且效率低下。
随着计算机视觉、图像处理和人工智能技术的发展,织物表面疵点自动检测方法也得到了迅速发展。
目前,主要的研究方向包括图像采集、特征提取和疵点识别。
1. 图像采集图像采集是织物表面疵点自动检测的第一步,其主要目的是获取织物表面的图像数据。
近年来,随着成像技术的不断进步,高分辨率、高速度的相机和传感器得到了广泛应用,可以实现对织物表面的高质量图像采集。
2. 特征提取特征提取是织物表面疵点自动检测的关键步骤,其主要目的是从图像数据中提取能够表征疵点的特征。
常用的特征提取方法包括纹理特征、色彩特征、形状特征等。
通过有效的特征提取方法,可以有效地区分疵点和正常区域。
3. 疵点识别疵点识别是织物表面疵点自动检测的最终目标,其主要目的是利用图像处理和机器学习技术识别出织物表面的疵点。
目前,常用的疵点识别方法包括基于规则的方法、基于特征的方法和基于深度学习的方法。
这些方法可以有效地识别出织物表面的疵点,并实现自动化检测。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
DEFECT DETECTION IN REPETITIVE FABRIC PATTERNSR.PerezComputer Engineering Technical University of Valencia Ferrandiz y Carbonell no.2Alcoy,Spain. email:ruperez@disca.upv.esJ.SilvestreComputer EngineeringTechnical University of Valenciaemail:jsilves@disca.upv.esJ.MunozInstituto Tecnologico TextilEmilio Sala no.1Alcoy,Spainemail:jmunoz@aitex.esABSTRACTIn this paper a automated analysis system for defect de-tection in the print process offlocked fabrics with repet-itive patterns is presented.This process represents a less computationally complex method than the detection of any type of pattern in the print process.For this reason,this problem can be solved using a personal computer(PC)in-specting100%of the production that fulfill the require-ments of repetitive patterns.This system will be extremely useful for companies which produce repetitive pattern tex-tiles in large quantities.The implementation of a prototype system,based on the Fast Fourier Transform,will be de-scribed.KEY WORDSTextile Inspection,Fast Fourier Transform1IntroductionIn spite of the advantages that computer vision provides to the fabric inspection process,in the production stage as well asfinal inspection,this technology has had little impact on the textile sector when considering developed systems,research articles and research institute projects. Meier[1]points out that although no electronic system is equal to the human eye,there are disadvantages.These include concentration,reproducibility of the process,es-pecially with the entire width of the fabric,speed and spe-cial functions:analyzing the size,form,configuration,con-trast and relevancy of the defect to thefinality of the prod-uct.However,the textile industry employs computer vision very little because:•Visual inspection of irregularities is complex due to the fact that the product is sometimes irregular by na-ture.The textile process can vary significantly and it can still be considered correct.•Fabric materials areflexible and can easily be dis-torted,which makes it difficult to use standard meth-ods for automated inspection.•The economic cost it is possibly greater in this sec-tor than in others,because of the size of the area to be inspected and the resolution required to detect the defects.For these reasons,the development of systems governed by these restrictions,capable of detecting errors visible to the human eye,are quite expensive.Nevertheless,there have been serious attempts by researchers to introduce these techniques in the textile sector.For example,in regular texture fabrics analysis,Shin[2]develops an algorithm for defect detection and classification based on energy mea-sures and the adaptive mask theorem.Although this needs the design of a classifier using test data,it is not a gener-ally accepted method(Campbell[3-6])due to the impos-sibility of obtaining representative defect data with all er-ror characteristics.Cohen[7]develops a system based on a Gaussian Markov Random Field(GMRF)model of the correct textile texture,using non-overlapped windows to extract the GMRF parameters and compare it using a clas-sifier,with the correct characteristics of the fabric texture to determine the correctness of the window.Other work on texture defect detection can be seen in papers by Camp-bell[3-6]and Balakrishnan[8],based on Fourier Trans-form and where they also offer an interesting description of the fabric problems,Hoffer[9]uses an Optic Fourier Trans-form(OFT),Lewis[10],develops a Fourier based method using multiresolution decomposition by wavelets,and Es-cofet[11]uses the Fourier Angular Spectra Correlation to detect global defects and Gabor Filters to detect local de-fects.This paper is organized as follow:In section2we explain the problems and their particularities,in section3 we present the developed algorithm and in section4the results and the conclusions are shown.2Problem descriptionIn the textile industry,the print process is the way in which a particular substance,usually dye,is impregnated on to a fabric in some areas using a perforated cylinder with holes positioned to give the desired design.A cylinder is used for each colour in the process.The most common problem in this process is the obstruction of the cylinder holes by dust, solidification of the dye,etc.so that the resulting design is faulty.In theflocked fabrics industry,it is normal proce-dure to use this process to makeflocked drawings on fabric bases.The colour of the fabric bases is usually the same as theflock to be printed,as well as the adhesive used tofix theflock to the weave.Therefore,although this process ofproduction is usually slower that the normal fabric printing processes and only works with one colour,it presents a se-rious disadvantage to the inspection of defects by the work-ers.This disadvantage is that all the elements used have the same colour,which makes detection very difficult.When considering that up to10,000meters of the same design and colour can be produced,it is easy to see the importance of automatic detection of the printing defects.The system has to detect the defects produced in the print process of the adhesive on the fabric bases,so that later theflock adheres to the desired areas.The system designed does not require hi-res images since the geometric patterns are not exactly equal.In addition,when the adhesive fails in a small area, the adhesion process masks this so it is imperceptible in thefinished product.Another factor introduced by the im-perfection of the textile geometric designs and what it is tried to avoid in the stamping process when the defect is detected,it will be signalled to the operator,who can clean the cylinder in the area indicated.Thus,the defect is cor-rected and the number of defective meters is minimized. 3Approach3.1HardwareFor the detection of defects,a colour linear camera of2048 pixels has been used,which provides sufficient resolution for a fabric analysis of1,60meters.For the illumination system,due to the opacity of the fabric base,a front light system need to be used,that provides an adequate contrast between the fabric and adhesive,obtaining therefore im-ages where the design can be appreciated.3.2Developed algorithmThe algorithm used is based on the calculation of the fast Fourier Transform(FFT)on windows throughout all the image.To each one of these windows the forward FFT is applied,and then frequencies arefiltered using a mask on the transformed image.Once the image isfiltered,the inverse transform is applied to obtain thefiltered real im-age in which the defects appear as a white or dark spots, as thefiltering process removes the repetitive pattern.In a post process stage,the repetition of these defects is ana-lyzed since those that are repeated in all rapports constitute significant defects for the company.3.2.1Windowing processThe FFT window size is set to256pixels.Different win-dow sizes were tested and the best results were obtained using this window size with the resolution used.To con-struct the windows,a superimposition among them has been made so that only the central part of the inversed im-ages is processed,avoiding edge problems on the FFT win-dow.For the overlapping of the different FFT windows,it has been taken into account that the quantity of windows to process covers the whole image plus an external border similar to the overlapping which exists between the rest of the windows.This external border added to the original image avoids border problems in the margins of the image. This extra border which together with the rest of the image we will call amplified image,isfilled with the inverted im-age which we analyse.Infigure1the windowing process can be seen with the overlapping of thewindows.Figure1.FTT Windows on aflock adhesive image.The contrast has been exaggerated3.2.2Windows processingOnce the windowing process of the image is calculated,the FFT is done on each ter,the necessary calcu-lations are made to obtain thefilter mask that will elimi-nate the frequencies whose module is superior to a certain threshold value,which will belong to the repetitive pattern that appears in the printing.For this,firstly the module of the transformed image is calculated and then the logarithm is applied to obtain a higher contrast transformed image.A histogram of the resulting image is calculated to select a percentage of the existing frequencies.In the tests,this percentage oscillated around15%.In other words,for the filtering,the algorithm will choose to eliminate a percent-age of the frequencies that dynamically exceed a threshold obtained from the windows analysis.Once the threshold has been obtained,these frequencies are eliminated and the inverse transform is applied again to obtain thefiltered im-age.3.2.3Post-processingAfter thefiltered image is obtained,the post-processed one is calculated,which includes the detection of possible de-fects and if this has been repeated.For the detection of possible defects,a similar method to the FFTfiltering is used.The image histogram is calculated and is analyzed to remain with a certain percentage of pixels.Then the image is thresholded,the isolated background noise pixels appear, and only one pixel sized items are removed,since the real defects always have a greater size.When we have the real defects that appear in the im-age,itfinds out if they are significant defects for the com-pany or not.In this case,a defect is only significant,if itrepeats during all rapports,since these take place by the ob-struction of some of the points of the cylinder injector.If the defect is not repeated,the obstruction has disappeared by itself and it does not make sense to stop production to correct it.For that reason,when we detect a defect,it is analyzed and only if this has already appeared in previous rapport is the defect marked to be significant.If the defect is new,it is stored so that its possible repetition can be ver-ified.If the defect doesn’t appear in the following rapports, it will be eliminated because it is not considered significant.3.2.4ImplementationThe inspection system has two different parts:The me-chanical structure and the hardware that are responsible for the correct acquisition of the images of the fabric,and the software application that does all the processing,analysis and possible actions to be taken.The system has to analyze all the fabric,and when some relevant defects are found(as has been commented previously,in the case of the print-ing,the relevant defects are those that take place in each rapport and not in a sporadic form),the machine can make the decision to stop production so that the worker can clean the stamping roller.When the machine starts to analyze the fabric,the program starts a thread to do the acquisition of the images and whenever a new image is acquired,another thread is started to process the frame.This thread analy-ses the image using the technique explained in the previ-ous section and gives back a report with the possible errors found on it.Another problem found,is due to the use of a linear camera that causes due to optical and luminance rea-sons,that the ends of the image always appear darker than the central part.Nevertheless it is a smaller problem since the change of intensity for this reason isfixed and known. To solve this problem,a correction vector is captured from a white image and is stored and used later to correct all the acquisitions.The designed prototype can work as well in colour images,as in black and white images,although the optimal results are obtained normally using colour images. Although the captured image is a colour one,the analysis is made with a black and white transformed image.For the conversion,an algorithm of maximum contrast is used that gives very good results even with the mixtures of difficult colours such as blue or black base with black design.Infig-ure2,there is a dark green color design,with the correction and contrast stretch at the bottom.Once the corrected im-age is made,the different windows are calculated to do the FFT and,thenfilter it,as has been explained in the previous section.Infigure3,thefiltered result of the whole image can be observed.In the image,a black point is appraised that exactly represents the defect that exists in the design and that thefiltration heightens when eliminating the rest of the repetitive design of thepattern.Figure2.ImageCorrectionFigure3.FTT Filtered Image4Results and ConclusionsIn thefigure4,the defects detected by the system are shown.There are a lot of repetitive patterns that have been tested correctly by thefiltration algorithm.As can be seen in the images,the proposed algorithm works very well with all the tested designs even with very slight imperfections and strange asymmetric designs.It also has been tested with a wide colour spectra,including colours difficult to the human eye such as dark blue adhesive with dark blue weave,and black on black,and the results are good.5References[1]R.Meier,J.Uhlmann,R.Leuenberger.El sistema auto-matico de inspeccion para tejidos.Revista de la Industria Textil,Zellweger Uster,375,2000.[2]Shaw-jyh Shin,I-Shou Tsai,Po-Dong Lee.Feng Chia.Automatic faults detection and recognition for static plain fabrics.I nt.Journal of Clothing Science and Tech-nology.8(1/2),56-65.[3]J.G Campbell,Fionn Murtagh.Automatic Visual Inspection of Woven Textiles Using a Two-stage Defect Detector.Optical Engineering,37(9),1998,2536-2542.[4]J.G.Campbell,A.A.Hashim,T.Martin,McGin-nity Thomas,F.Lunney.Flaw Detection in woven tex-tiles by neural network.N eural Networks Conference, Maynooth,1995,92–99.[5]J.G.Campbell,A.A.Hashim,F.D.Murtagh.Flaw Detection in Woven Textiles using Space-dependet Fourier Transform.Irish Signals and Systems Conference,London-derry,N.Ireland,1997,500-506.[6]J.G.Campbell, C.Fraley, F.Murtagh, A.E. Raftery.Linear Flaw Detection in woven textiles usingFigure4.Examples of Defect DetectionModel-based Clustering.Irish Machine Vision and Image Processing Conference,Londonderry,N.Ireland,1997, 241-252.[7]F.S.Cohen,Zhigang Fan,Stephane Attali.Auto-mated Inspection of Textile Fabrics Using Textural Models. IEEE Transactions on Pattern Analysis and Machine Intel-ligence,13(8),1991,803-808.[8]H.Balakrishnan,S.Venkataraman,S.Jayaraman. FDICS.A Vision-based System for the Identification and Classification of Fabric Defects.Journal of Textile Insti-tute,1998.[9]Lois M.Hoffer,Franco Francini,B.Tiribilli,G. Longobardi.Neural networks for the optical recognition of defects in cloth.Optical Enginers,35(11),1996,3183-3190.[10]J.Lewis Dorroty,G.Vachtsevanos,Warren Jasper.Real-Time Fabric Defect Detection and Control in Wearing Processes.National Textile Center Annual Report, Georgia Institute of Technology,North Carolina State Uni-versity,1995,143-152.[11]lan,J.Escofet,J.Pladellorens,R. Navarro.Recognition and Inspection of Textile webs us-ing Fourier Analysis and Gabor Filters.VII National Symposium on Pattern Recognition and Image Analysis, Barcelona,Spain,1997,299-304.。