全自动超声波介绍解析
简述全自动超声波无损检测方法

简述全自动超声波无损检测方法摘要:全自动超声波检测技术(AUT)对于提高无损检测效率、保证无损检测质量,节约工程成本有着重要的意义,通过对AUT检测的特点,与传统检测手段进行了对比分析,阐述工程无损检测中AUT检测的通用做法。
关键词:全自动超声环焊缝检测引言:AUT检测技术是一种新型的无损检测技术,在近几年的推广使用过程中得到了工程质检方的认可,在使用过程中各公司做法不一,本文通过多年AUT 检测工程应用经验总结归纳了AUT检测通用做法。
1、AUT检测方法适用范围本文论述了环向焊缝全自动超声检测的要求。
在AUT检测所得到结论的基础上分析评定环焊缝。
根据工程临界判别法(ECA)来最终确定检测验收标准。
2 AUT检测方法步骤2.1 外观检查工程现场所有待检环焊缝在焊接完成后都要进行三方(监理、施工、检测)外观检查并且按照AUT检测相应标准的要求进行评定。
所有坡口应在机加工后进行焊接,并且确保焊接符合焊接工艺的要求,随后AUT全自动超声波检测应结合画参考线一起进行。
2.2 超声波检测工程现场的所有环焊缝的全自动超声检测都要在整个焊缝圆周方向上进行,并按相应的验收标准进行评定。
3 超声波检测系统AUT检测系统应该提供足够的检测通道的数量,保证仅扫查环焊缝一周,就可对该焊缝整个厚度上的所有区域进行全面检测。
所有被选通道都应能显示一个线性A型扫查显示。
检测的通道应该能按照通常如图1所示的检测区域评估被检焊缝。
仪器的线性应按照相应标准来确定,每6个月测定一次。
仪器的误差应该不大于实际满幅高的5%。
这一条件应该适用于对数放大器及线性放大器。
每一个检测的通道都应可以选择脉冲反射法或者直射法。
每一个检测通道的闸门位置及两个闸门之间的最小跨度和增益都是可选择的。
记录电位也是可以选择的,以显示记录的波幅和传播时间位于满幅高0~100%之间的信号。
对于B扫查或者图像显示的资料记录也应该为0~100%。
对于每个门都有两个可记录的输出信号。
超声波治疗仪的应用和原理
超声波的广泛的运用于各个领域就是应用了其空 化作用以及其空化伴随着机械效应、热效应、化学 效应、生物效应等等,机械效应和化学效应的应用, 前者主要表现在非均相反应界面的增大;后者主要 是由于空化过程中产生的高温高压使得高分子分解、 化学键断裂和产生自由基等。利用机械效应的过程 包括吸附、结晶、电化学、非均相化学反应、过滤 以及超声清洗等,利用化学效应的过程主要包括有 机物降解、高分子化学反应以及其他自由基反应。
自然界中的超声波
具有回声定位能 力的蝙蝠,能产生短 促而频率高的声波, 即超声波,这些声波 遇到附近物体便反射 回来。蝙蝠听到反射 回来的回声,能够确 定猎物及障碍物的位 置和大小。
自然界中的超声波
《沈阳晚报》2006年9月15日 报道:在国外,海豚起初用于治 疗儿童自闭症,之后被引用到脑 瘫的治疗。脑部发育有缺陷和有 心理疾病的孩子,在与海豚相处 一段时间后症状都有明显的缓解。 为一些脑瘫孩子进行康复训练的 指导专家认为,海豚能发出 2000Hz至10万Hz的高频超声波, 对人的中枢神经能起激活作用。
手持治疗头及耦合剂
专业超声波治疗设备
(D型系列产品)
脑 颈 血 管 系 列
838D-M-L-II ( 双通道)
838D-M-L-I (单通道)
适应症
脑血管病、颈内动脉 粥样斑块、脑动脉硬 化症、颅脑损伤亚急 性期、恢复期、自主 神经功能紊乱。
838D-T-L-I (台式机)
专业超声波治疗设备
(D型系列产品)
超声波治疗 ——设备原理及简介
认识超声波
什么是超声波?
在物理学中,依据频率的高低分为: 频率为10-4~16Hz的声波称为次声 频率为16~2×104Hz的声波称为可听声 频率为2×104Hz以上的称为超声
PAUT全自动超声波检测技术在工业领域的应用与发展趋势研究

PAUT全自动超声波检测技术在工业领域的应用与发展趋势研究摘要:在工业领域中,材料的质量和结构的安全性是至关重要的,而无损检测技术则成为确保产品质量和可靠性的重要手段。
其中,PAUT全自动超声波检测技术以其高效、准确、全面的特点,成为工业领域中的重要工具。
通过利用超声波的传播和反射原理,PAUT技术可以对材料的缺陷、焊接接头的质量以及设备的腐蚀和磨损等进行全面的检测。
随着科技的不断进步和工业需求的不断增长,PAUT全自动超声波检测技术也在不断发展,成为工业领域中不可或缺的检测手段。
关键词:PAUT全自动超声波检测技术;工业领域;发展趋势引言PAUT全自动超声波检测技术作为一种无损检测技术,在工业领域中得到了广泛的应用。
它通过利用超声波的传播和反射原理,可以对材料的缺陷、焊接接头的质量以及设备的腐蚀和磨损等进行全面的检测。
随着科技的不断进步和工业需求的不断增长,PAUT全自动超声波检测技术也在不断发展。
1 PAUT全自动超声波检测技术概述PAUT全自动超声波检测技术是近年来工业领域中广泛应用的一种无损检测技术。
它采用超声波的传播和反射原理,通过对材料内部缺陷或结构变化的探测,实现对材料的质量评估和缺陷检测。
随着科技的不断进步和工业需求的不断增长,PAUT全自动超声波检测技术也在不断发展,下面将从硬件技术的改进、软件技术的发展以及检测领域的拓展三个方面来探讨其发展趋势。
1.1硬件技术的改进。
在PAUT全自动超声波检测技术中,传感器是至关重要的组成部分。
传感器的性能直接影响到检测的准确性和灵敏度。
未来的发展趋势将主要集中在传感器技术的改进上,包括提高传感器的分辨率、灵敏度和频率响应。
另外,在信号处理方面,新的硬件技术如高速采样、宽带信号源等也将为PAUT全自动超声波检测技术的发展提供更多可能。
1.2软件技术的发展。
PAUT全自动超声波检测技术的数据处理和分析对于结果的准确性和可靠性至关重要。
未来的发展趋势将主要集中在数据处理和分析算法的改进上。
超声波的原理应用

超声波的原理应用引言超声波是一种机械波,其频率高于人耳可听到的上限20kHz,具有穿透力强、方向性好、精确度高等特点。
它在很多领域都有广泛的应用,例如医学诊断、物体检测和测量、通信等。
本文将介绍超声波的工作原理以及它在不同领域的应用。
工作原理超声波是通过振动源(例如压电晶体)产生的机械振动传播,它需要介质来传递。
当超声波传播到介质中时,它会发生多次反射和散射,最后被接收器接收。
根据介质的不同,超声波的传播速度也不同,因此可以通过测量超声波的传播时间来进行距离或深度的测量。
超声波的频率决定了它的应用范围。
低频超声波可以用于物体的探测和测量,例如测量距离、检测材料的质量和密度等。
高频超声波可以用于医学诊断,例如超声心动图、超声造影等。
医学应用超声诊断•超声心动图:通过超声波可以观察和记录心脏的运动和结构,用于诊断心脏疾病。
•超声造影:通过注射带有超声波反射剂的介质,可以增强超声波在体内的反射信号,从而更清楚地观察器官的结构。
•超声波治疗:利用超声波的机械、热效应来治疗一些疾病,例如肿瘤的消融和髓内溶栓等。
超声导航超声导航是一种通过超声波来引导手术操作的技术。
医生可以使用超声波图像来定位器官和病变部位,从而更准确地进行手术。
超声治疗超声波除了可以用于诊断,还可以用于治疗一些疾病。
利用超声波的机械、热效应,可以破坏肿瘤细胞、消融结石等。
工业应用物体检测•超声波测距:通过测量超声波的传播时间,可以计算出物体与传感器之间的距离,用于自动化生产线上的物体检测。
•超声波无损检测:利用超声波的穿透能力,在无损条件下对材料进行检测,例如检测钢板的厚度、焊缝的质量等。
流体测量超声波可以测量液体或气体的流速和流量,广泛应用于供水系统、石油化工等领域。
级差测量超声波可以测量液位或固体物料的高度,用于工业过程控制、储罐液位监测等。
通信应用超声波可以用于短距离无线通信。
由于超声波的传播距离有限,通信距离较短,但具有更低的功耗和更高的安全性,适用于一些特定场景,例如移动支付、无线鼠标等。
URS-全自动超声波洗瓶机

URS/客户需求机器名称:全自动超声波洗瓶机机器型号:KAQCL-60制造商:编写:日期: 2008年3月7日1.概述:安瓿瓶通过一个倾斜的盘进行收集,并且被送入到预清洗部分。
在预清洗部分,水会充满安瓿瓶从而保证在瓶子进入超声波清洗时瓶子的内部会得到充分的清洗。
安瓿瓶会通过一个旋转下降的星形轮子进入超声波清洗槽。
结束超声波清洗后,安瓿瓶会通过一个上升的轮子然后被机械手抓住并且倒转180°,使得瓶子的瓶口朝下;然后瓶子通过旋转转盘顺时针旋转,同时,每个瓶子相应的清洗针头会同步插入瓶子进行清洗,,所有瓶子清洗之后会被推回到最开始的位置从而进入下一个工序。
第一个和第二个工位会通过循环水进行内外清洗瓶子,第三个工位会使用纯净的压缩空气来排瓶内存水,第四个工位会使用60~80°的注射用水来内外清洗瓶子,第五和第六个工位会使用纯净的压缩空气来清洗瓶子的内部和外部。
1.1输送阶段1.1.1由不锈钢金属网带/星形轮子进行传送:在送瓶的星形轮子部分,瓶子会独立的进行传送。
1.1.2进瓶部分下降装置,螺杆,出瓶部分上升装置:进入超声波槽,清洗。
超洗后,瓶子被提升凸轮提升,再传送至旋转式清洗工位。
1.1.3.清洗阶段的旋转输送:机械手会抓住瓶颈然后将他们旋转180°使得瓶口向下;旋转盘顺时针方向旋转,在对瓶子进行水洗和吹气之后,瓶子会再次旋转并送到出瓶部分。
1.1.4出瓶部分输送带:瓶子会通过直线进入隧道烘箱。
1.2前清洗阶段:预清洗会将水注射入安瓿瓶,然后再进入超音波清洗池。
这样可以保证瓶子的内部会得到充分的清洗。
1.2.1清洗段:1.2.1.1循环水清洗a两次内部清洗(追踪式)b 一次外部清洗(固定式)1.2.2水控制(无菌空气):一次用气吹出瓶内积水(追踪式)1.2.3最终清洗(WFI):一次内部清洗(追踪式)1.2.4吹气(无菌空气)a两次内部吹气(追踪式)b一次外部吹气(固定式)1.3出瓶盘:传送工位,由PMMA有机玻璃罩罩盖,无百级层流。
全自动超声波检测工艺技术的研究与应用

26 定 .
型
经染色后坯布进入复定型 ,在复定 型过程 中其直横 向最终定型尺寸 ,也 即 坯布最终 直 、 向弹性 、 ( 横 弹性 复率 ) 决定型工艺 , 同样也是个非 常重要 的环节 。 这 定型 可用 圆筒定 形或拉幅定形 , 定形 时应有足够的超 喂量 , 一 般 在 1%~ 5 0 1%之 问 ,定 形 温 度 不 宜 过 高 ,一 般 不 超 过 10C。 5  ̄ 过高布 面会 发黄 , 发硬 。 织物在低 张力 下 , 纤维保 持最大限度 的松弛 , 使成 品坯布尺寸稳定 , 具有最好 的弹
全 自动超声波检测技术是石油天然气钢质管道焊缝 为主 , 此外 的反射体均称为附加反射体 。 平底孑 的数量应 L 的重要检测方法 ,与射线检测等其它检测技术 相比具有 与分区数 相对应 , 一般 , 根焊部分 为一个 分区 , 可设置一 安全、 环保 、 高效 、 准确 、 缺陷检 出率高 、 检测成 本低等优 个平底孑 或槽 ;钝边部分为一个分 区 ,可设置一个平底 L 点, 更有利于实现焊接质量 的过程控制 , 提高焊接工艺质 孑 ; L 热焊区根据高度一般设 置 2 个分 区。 ~3 填充 区的分 量 , 自动焊焊缝检测的首选技术 , 是 该技术 已得到 了很好 区设置 可参考下列公式 :当 T 1 m时 ,填充 区数f1 < 6m N
有重要意 义 参考文献 :
【】顾维 铀. l 纬编 氨纶 针织物及其疵点分 析[ . J 纺织工业,0 7 J 20 ,
(2. 1)
” — n
在织造过程 中, 由于受 到张力 的作用 , 产生较大 的拉伸变 形, 使毛坯布 内存在较 大的残余应力 , 这种应力会使织 物 结构发生变形。 如不消除此应力 , 在织物染整过程 中容易 出现折痕及条花等疵病 , 同时会使织物 门幅 、 平方米克重 等指标难 以控制 , 缩水不稳定 。 因此氨纶弹性针织物在染 色前需要增加预定型工序 ,以消除织造加工 中产生的残 余应力及预缩时产生 的皱痕 : 提高织物 的尺寸稳定性 , 降
全自动相控阵超声检测技术dzlt_4
全自动相控阵超声检测技术及在环焊缝检测中的应用江苏徐州东方工程检测公司曹健摘要:全自动相控阵超声检测系统是在断裂力学(ECA)的基础上,采用区域划分法,将焊缝分成垂直方向上的若干个区,再由电子系统控制相控阵探头对其进行分区扫查。
检测结果以双门带状图的形式显示,在辅以TOFD(衍射时差法)和B扫描功能,对焊缝进行分析、判断。
全自动相控阵超声仪在国外已被广泛应用于管道环焊缝的检测。
主题词:全自动超声波区域划分法相控阵带状显示TOFD全自动超声波在国外已被大量应用于长输管线的环焊缝检测,且越来越成为一种趋势。
与传统手动超声检测和射线检测相比,其在检测速度、缺陷定量准确性、减少环境污染、降低作业强度等方面有着明显的优越。
加拿大R/D Tech公司生产的Pipe WIZARD相控阵超声检测系统是专用于长输管线环焊缝的检测设备。
该系统由数据采集单元、脉冲发生单元、电机驱动单元、相控阵探头、工业计算机、显示器等组成。
系统在Windows NT界面下运行Pipe WIZARD操作软件,完成对焊缝的线性扫查、实时显示、结果评判。
对其基本原理,笔者根据自己在实际工作中的体会和经验在此作一简单介绍。
本文使用的焊缝参数如下。
坡口形式CRC;壁厚T=16.4mm;焊接方法:全自动焊接。
一、基本原理1.区域划分法采用全自动超声检测的关键是“区域划分法”。
根据壁厚、坡口形式、填充次数将焊缝分成几个垂直的区。
每个分区的高度一般为1-3mm,每个区都由一组独立的晶片进行扫查(这种分区的扫查被称为A扫)。
检测主声束的角度按照主要缺陷的方向来设定(在自动焊中主要是未熔合,即将波束尽量垂直于熔合线)。
A扫采用聚焦声束进行扫查,焦点尺寸一般为2mm或更小。
它们可以有效的检测各自的区域,而且临近区域反射体上的重叠最小。
每个分区以焊缝中心线为界,分为上游、下游两个通道,其检测结果在带状图上以相对应的通道显示出。
图1.1为CRC坡口、壁厚为14.6mm焊缝的区域划分图。
超声波的原理及其应用
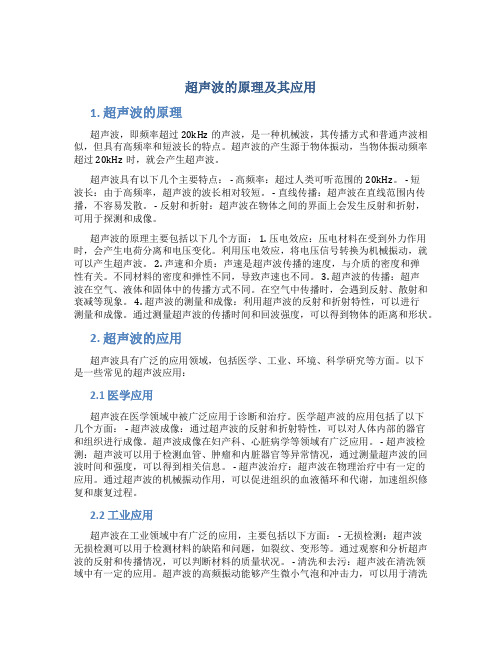
超声波的原理及其应用1. 超声波的原理超声波,即频率超过20kHz的声波,是一种机械波,其传播方式和普通声波相似,但具有高频率和短波长的特点。
超声波的产生源于物体振动,当物体振动频率超过20kHz时,就会产生超声波。
超声波具有以下几个主要特点: - 高频率:超过人类可听范围的20kHz。
- 短波长:由于高频率,超声波的波长相对较短。
- 直线传播:超声波在直线范围内传播,不容易发散。
- 反射和折射:超声波在物体之间的界面上会发生反射和折射,可用于探测和成像。
超声波的原理主要包括以下几个方面: 1. 压电效应:压电材料在受到外力作用时,会产生电荷分离和电压变化。
利用压电效应,将电压信号转换为机械振动,就可以产生超声波。
2. 声速和介质:声速是超声波传播的速度,与介质的密度和弹性有关。
不同材料的密度和弹性不同,导致声速也不同。
3. 超声波的传播:超声波在空气、液体和固体中的传播方式不同。
在空气中传播时,会遇到反射、散射和衰减等现象。
4. 超声波的测量和成像:利用超声波的反射和折射特性,可以进行测量和成像。
通过测量超声波的传播时间和回波强度,可以得到物体的距离和形状。
2. 超声波的应用超声波具有广泛的应用领域,包括医学、工业、环境、科学研究等方面。
以下是一些常见的超声波应用:2.1 医学应用超声波在医学领域中被广泛应用于诊断和治疗。
医学超声波的应用包括了以下几个方面: - 超声波成像:通过超声波的反射和折射特性,可以对人体内部的器官和组织进行成像。
超声波成像在妇产科、心脏病学等领域有广泛应用。
- 超声波检测:超声波可以用于检测血管、肿瘤和内脏器官等异常情况,通过测量超声波的回波时间和强度,可以得到相关信息。
- 超声波治疗:超声波在物理治疗中有一定的应用。
通过超声波的机械振动作用,可以促进组织的血液循环和代谢,加速组织修复和康复过程。
2.2 工业应用超声波在工业领域中有广泛的应用,主要包括以下方面: - 无损检测:超声波无损检测可以用于检测材料的缺陷和问题,如裂纹、变形等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
17-ED110-L2-1+009-Z-V-Y
1240~1560未熔合320mm 2877~2935未熔合58深13
不合格 合格
合格 不合格
4
17-ED110-L2-1+012-Z-V-Y 2350~2385未熔合35mm
2369~2433未熔合64深5
不合格 不合格
5
17-ED110-L2-1+024-Z-V-Y
全自动超声波在国外已被大量应用于长输管线的环焊缝检测,且 越来越成为一种趋势。与传统手动超声检测和射线检测相比,其在检 测速度、缺陷定量准确性、减少环境污染、降低作业强度等方面有着 明显的优越。加拿大R/D Tech公司生产的Pipe WIZARD相控阵超声检 测系统是专用于长输管线环焊缝的检测设备。该系统由数据采集单元、 脉冲发生单元、电机驱动单元、相控阵探头、工业计算机、显示器等 组成。系统在Windows NT界面下运行Pipe WIZARD操作软件,完成 对焊缝的线性扫查、实时显示、结果评判。
3、对操作者个人能力依赖小:手工超声波受操作者个人技术水平和工作 方法影响大,而相控阵则对操作者个人能力依赖小。
4、检测结果直观:手动超声波是以波形显示缺陷信息,相控阵则将缺陷 信息转换成图形信息显示在计算机上,图形直观且可以长期保存。
相控阵超声波的局限性:
1、受温度影响大: 相控阵超声波受温度影响大,温度变化,声速会发生变化,如果环境温 度变化或试块与受检焊口间的温度超过10℃,则需要重新进行试块校准, 否则检测的结果就会不正确。
轨道安装 焊缝扫查 适时评判 现场打印 出具检测报告
试块校准图
外方技术人员技术支持
外方技术人员技术支持
检测现场
轨道安装
焊缝扫查
外方专家Tim 现场审核
检测人员车内操作
外方专家Garry审核检测结果
焊口评定
全自动超声波检测的评定从三个通道进行,一是带状图, 二是体积通道,三是TOFD。下面是检测焊道图的实例:
我公司承担了西气东输14、17标段两个自动焊接机组共2433道焊口 的检测工作,设设置了两个超声波检测机组,配置了两台相控阵超声波 仪。
1、人员配置
每个机组人员配置为:车内配置一名仪器操作者和一名驾驶员,车下配 置四个辅助操作者,另外还专门配一人在焊接前划参考线,每个机组共 配置7人。
2、作业程序
一个完整的检测流水为:焊接前参考线的划定、接检测指令后进行焊缝 表面处理和检查、轨道安装、仪器调试、探头安装、焊缝扫查、扫查图 打印、结果评定、扫查图拷贝、发报告。
17标段焊接单位为辽河二建,全自动焊接机 组从7月初开焊到11月20日完成最后一道焊口, 前后经历了140天,焊接口数为1233道,平均每 天焊接9道焊口,一次不合格焊口63道,合格率 95.0%,所有缺陷均为未熔合。
我公司在17标段对410道焊口进行了100%射 线和100%超声波检测,我们将射线和全自动超声 波的检测结果进行对比,列表如下表。
3、环境需求
对陆上全自动超声波检测而言,由于受设备体积的限制,只能以车载形 式进行检测作业,因此一般只适用于车辆易于进出的平原地段,相控阵 采用水作为耦合剂,在零下40℃—40 ℃的环境下均可以进行检测作业, 但在冰点以下工作时必须采用乙醇等不易冻结的耦合剂。
4、检测程序 标记参考线 试块校准 焊缝表面处理
与传统的射线检测相比较,全自动相控阵超声波具有以下的优点:
1、缺陷定量准确:射线检测无深度定量的能力,而全自动相控阵能测量 出垂直方向上每个分区深度内的缺陷尺寸。
2、检测速度快:射线检测速度慢,相控阵超声波检测速度快,36″焊口 的扫查时间仅为4分钟。
3、无辐射危险:射线检测存在辐射危险,相控阵检测无辐射危险。
西气东输全自动超声波 检测技术介绍
东方检测公司 2003年1月21日
一、相控阵全自动超声波介绍
全自动相控阵超声检测技术是随着全自动焊接而发展起来的一种 新兴的检测技术,它是在断裂力学(ECA)的基础上,采用区域划分法, 将焊缝分成垂直方向上的若干个区,再由电子系统控制相控阵探头对 其进行分区扫查。检测结果以双门带状图的形式显示,在辅以 TOFD(衍射时差法)和B扫描功能,对焊缝进行分析、判断。全自动 相控阵超声仪在国外已被广泛应用于管道环焊缝的检测。
序 号
焊口号
射线
1
17-ED110-L2-1+002-Z-V-Y 2730~2830未熔合100mm
缺陷性质
超声波
2705~2959未熔
不合格
2
17-ED110-L2-1+005-Z-V-Y
1345~1380未熔合35mm; 1425~1465未熔 合40mm
3
6
17-ED111-L2-1+081-Z-V-Y
7
17-ED111-L2-1+118-Z-V-Y 1940~1985未熔合45mm
8
17-ED112-L2-1+007-Z-V-Y
626~665未熔合 39深度5
4、只适用于平原地段的焊口检测。 5、适用于沟上焊口检测,对于沟下焊道检测由于受设备体积的限制,存在
一定的困难。
6、检测手工焊和半自动焊焊缝时,检出缺陷的符合率从定性和定量两个方 面都大大降低。
7、全自动超声波对体积型缺陷(气孔)的检出率较低。 8、设备的零配件、检修都依赖于国外制造商。
二、相控阵在西气东输工程中的应用
2、壁厚影响大: 如果受检焊口的壁厚发生变化,则需要更换试块重新进行仪器调节。
3、检测所需试块多 相控阵超声波检测还受受检试件的材质、坡口形式、生产厂家等等因素 的影响,检测壁厚和管径变化的焊口时需要制作各种管径下不同壁厚、 不同焊接工艺、不同材质的试块,试块需求量大。我们在西气东输14、 17标段检测2433道焊口,共制作了11块试块。
4、能适时反馈检测结果:射线检测同期较长,相控阵检测能适时反馈检 测结果,以提供焊接工艺控制。
5、返修率低:相控阵检测是由工程临界分析(ECA)为基础,定量准确, 通常允许更大的缺陷。
与传统手工超声波相比,相控阵有以下优点:
1、缺陷定量准确:手工超声波难以确定缺陷自身高度,相控阵则可以。
2、检测速度快:手工超声波的检测速度远低于相控阵检测速度。