注塑机常用英语
注塑模具英语词汇
注塑模具英语词汇-CAL-FENGHAI.-(YICAI)-Company One1注塑模具英语词汇一、工程部 / Design department:1) Designer - 设计师。
2) Assembly drawing - 模具组装图。
3) Mold layout - 模具结构图。
4) 2D product drawing - 2D产品图。
5) 3D product data - 3D产品数据。
6) Part drawing - 散件图。
7) Insert molding - 镶件模。
8) 2 color mold / Double injection tool - 双色模。
9) Hydraulic system - 油/水压系统。
10) Parting line - 分模线。
11) Air venting - 排气槽。
12) Cooling system - 冷却系统。
13) Screw - 镙丝。
14) Hot runner system - 热流道。
15) Valve gate - 伐针入水口。
16) Fan gate - 扇型入水口。
17) Pin point gate - 针点进胶。
18) Moon gate / Banana gate - 香蕉,象牙入水口。
19) Submarine gate - 潜水口。
20) Injection machine tonnage - 注塑机吨数。
21) Number of cavity - 穴数。
22) Steel - 钢材。
23) Copper - 铜。
24) Tungsten copper - 钨铜。
25) Beryllium copper - 铍铜。
26) Hardening - 加硬/淬火。
27) Tempering - 回火。
28) Chroming - 电镀。
29) Painting - 喷漆。
30) Resin - 胶材。
31) Printing - 丝印。
注塑机专业英语
注塑机专业英语Revised on November 25, 2020钣金 machine cover / upper cover/ side cover锁模部分 clamping unit射胶部分 injection unit机架 machine frame / base电气系统 electric system液压系统 hydraulic system机械系统 mechanical system机门safety door / fixed door / movable door锁模部分 clamping unit电脑控制器 computer controller机械安全锁 mechanical safety interlock射胶部分 injection unit液压系统 hydraulic system电箱 electrical cabinet / cable机架分体线 stand split line机架螺丝孔 foundation bolt hole机架machine base / supporting frame理论注射容积 theoretical shot volume 实际注射量 shot weight螺杆直径 screw diameter注射压力 injection pressure注射速度 injection speed注射速率 injection rate螺杆长径比screw L/D ratio螺杆行程 screw stroke螺杆转速 screw speed熔胶能力plasticizing capacity锁模力 clamping force开模/锁模行程 mold clamping / opening stroke模板尺寸 platen size拉杆间距 distance between tie bars / rods模板最大距离 max. daylight容模量 mold thickness (min. & max.)顶出行程 hydraulic ejection stroke顶出力hydraulic ejection force顶针数 nos. of ejector pin液压系统压力hydraulic system pressure油泵马达 pump motor电热量 heating capacity 温度控制区数 nos. of temp control zones射嘴接触力 nozzle contact forceInjection射出Cooling time 冷却时间Holding time 锁模时间Injection alarm time 射出警报时间Injection start delayFinal cushion minimum valueChange-over to holding by valuePlasticizing end valueHydrarlic change-over pressure holdingScrewvalue for change-over to holdingChange-over to holding by enable valueHydraulic pressure in holding 锁模压力Filling stage pressure limitInjection speed 射出速度Injection注射Cooling time冷却时间Holding timeInjection alarm time注射报警时间Injection start delay注射开始延时Final cushion minimum value最后段位置Change-over to holding by value切换到锁模Plasticizing end value预塑重终点Hydrarlic change-over pressure holding切换到保压Screwvalue for change-over to holding加料Change-over to holding by enable valueHydraulic pressure in holding锁模力Filling stage pressure limit充模压力Injection speed注射速度Plasticizing delay预塑延时1st suck-back speed储料一速度1st suck-back pressure储料一压力Screwrotation speed螺杆转速Decompression value at end of injection注射终点Decompression value at end of plasticizing预塑终点Mould closing关模Mould close force关模压力Mould closing safety time.. 时间Mould closing pressure.. 压力1st closing safety stage pressure合模一段压力1st mould closing speed ...成型速度1st stage mould closing speed1st stage mould closing safety position.....位置High pressure start position高压锁模位置Number of repeat mould closing movement..重复次数Holding time 保压时间Injection start delay 注射延迟Injection注射Cooling time冷却时间Holding time保压时间Injection alarm time注射报警时间Injection start delay注射开始延时(注射延时启动延时)Final cushion minimum value最后段位置(最小余量)Change-over to holding by value切换到锁模(保压由位置切换)Plasticizing end value预塑重终点(熔胶终止)Hydrarlic change-over pressure holding切换到保压Screwvalue for change-over to holding加料Change-over to holding by enable value保压由位置切换Hydraulic pressure in holding锁模力(保压)Filling 填充Injection alarm time 射胶时间Injection start delay 延迟射胶Final cushion minimum value 不知道这个是在哪个页面或项目下,如果是射胶那应该是:最小射胶终点(应该是品质项目设置的)Change-over to holding by value不知道这个是在哪个页面或项目下,如果是射胶那应该是:最大射胶终点(应该是品质项目设置的)Plasticizing end value终点位置。
注塑机常用英语

注塑英语大全成型工艺流程及条件介绍Molding technique procedure and parameter introduction 第一节成型工艺Section 1 molding technique.1.成型工艺参数类型Sorts of molding parameter.(1).注塑参数ction parameter.a.注射量ction rate.b.计量行程Screw back positionc.余料量Cushiond.防诞量Sucking back ratee.螺杆转速Screw speedf.塑化量Plastic0 rateg.预塑背压Screw back pressureh.注射压力和保压压力ction pressure and holding pressurei.注射速度ction speed(2)合模参数Clamping parametera.合模力Clamping forceb.合模速度Clamping speedc.合模行程.Clamping stroked.开模力Opening force e.开模速度Opening speed f.开模行程Opening positiong.顶出压力Ejector advance pressureh.顶出速度Ejector advance speedi.顶出行程Ejector advance position2.温控参数Temperature parametera.烘料温度Dry resin material temperatureb.料向与喷嘴温度Cylinder temperature and nozzle temperaturec.模具温度Mold temperatured.油温Oil temperature3.成型周期Molding cyclea.循环周期Cycle timeb.冷却时间Cool timec.注射时间ction timed.保压时间Holding pressure timee.塑化时间Plant timf.顶出及停留时间Knocking out and delay timeg.低压保护时间Mold protect time成型工艺参数的设定须根据产品的不同设置. Molding technique parameter setting differs depending on type of product第二节成型条件设定Section 2 Molding parameter Setting按成型步骤:可分为开锁模,加热,射出,顶出四个过程.Molding steps: mold opening/closing, heating ction and knocking out.开锁模条件: Mold opening parameter:快速段中速度High-speedmid-speed低压高压速度Low pressure high pressure speed锁模条件设定: Mold closing parameter setting1锁模一般分:快速→中速→低压→高压Mold closing: high-speed →low-speed →low pressure→high pressure。
注塑机专业英语
钣金 machine cover / upper cover/ side cover 锁模部分 clamping unit射胶部分 injection unit机架 machine frame / base电气系统 electric system液压系统 hydraulic system机械系统 mechanical system机门 safety door / fixed door / movable door 锁模部分 clamping unit电脑控制器 computer controller机械安全锁 mechanical safety interlock射胶部分 injection unit液压系统 hydraulic system电箱 electrical cabinet / cable机架分体线 stand split line机架螺丝孔 foundation bolt hole机架 machine base / supporting frame理论注射容积 theoretical shot volume实际注射量 shot weight螺杆直径 screw diameter注射压力 injection pressure注射速度 injection speed注射速率 injection rate螺杆长径比 screw L/D ratio螺杆行程 screw stroke螺杆转速 screw speed熔胶能力 plasticizing capacity锁模力 clamping force开模/锁模行程 mold clamping / opening stroke 模板尺寸 platen size拉杆间距 distance between tie bars / rods模板最大距离 max. daylight容模量 mold thickness (min. & max.)顶出行程 hydraulic ejection stroke顶出力 hydraulic ejection force顶针数 nos. of ejector pin液压系统压力 hydraulic system pressure油泵马达 pump motor电热量 heating capacity温度控制区数 nos. of temp control zones射嘴接触力 nozzle contact forceInjection射出Cooling time 冷却时间Holding time 锁模时间Injection alarm time 射出警报时间Injection start delayFinal cushion minimum valueChange-over to holding by valuePlasticizing end valueHydrarlic change-over pressure holding Screwvalue for change-over to holdingChange-over to holding by enable valueHydraulic pressure in holding 锁模压力Filling stage pressure limitInjection speed 射出速度Injection注射Cooling time冷却时间Holding timeInjection alarm time注射报警时间Injection start delay注射开始延时Final cushion minimum value最后段位置Change-over to holding by value切换到锁模Plasticizing end value预塑重终点Hydrarlic change-over pressure holding切换到保压Screwvalue for change-over to holding加料Change-over to holding by enable valueHydraulic pressure in holding锁模力Filling stage pressure limit充模压力Injection speed注射速度Plasticizing delay预塑延时1st suck-back speed储料一速度1st suck-back pressure储料一压力Screwrotation speed螺杆转速Decompression value at end of injection注射终点Decompression value at end of plasticizing预塑终点Mould closing关模Mould close force关模压力Mould closing safety time.. 时间Mould closing pressure.. 压力1st closing safety stage pressure合模一段压力1st mould closing speed ...成型速度1st stage mould closing speed1st stage mould closing safety position.....位置High pressure start position高压锁模位置Number of repeat mould closing movement..重复次数Holding time 保压时间Injection start delay 注射延迟Injection注射Cooling time冷却时间Holding time保压时间Injection alarm time注射报警时间Injection start delay注射开始延时(注射延时启动延时)Final cushion minimum value最后段位置(最小余量)Change-over to holding by value切换到锁模(保压由位置切换)Plasticizing end value预塑重终点(熔胶终止)Hydrarlic change-over pressure holding切换到保压Screwvalue for change-over to holding加料Change-over to holding by enable value保压由位置切换Hydraulic pressure in holding锁模力(保压)Filling 填充Injection alarm time 射胶时间Injection start delay 延迟射胶Final cushion minimum value 不知道这个是在哪个页面或项目下,如果是射胶那应该是:最小射胶终点(应该是品质项目设置的)Change-over to holding by value不知道这个是在哪个页面或项目下,如果是射胶那应该是:最大射胶终点(应该是品质项目设置的)Plasticizing end value终点位置。
注塑机相关名词中英文对照

58 driller
鑽床
93 general manager
總經理
59 easily damaged parts
易損件
94 glove(s) with exposed fingers 割手套
60 education and training
教育與訓練 95 grease/oil stains
油污
61 electric screw driver
縮水
172 production department
生產部門 207 shut die
架模
173 production line
流水線
208 shut height of a die
架模高度
174 production unit 175 production, to produce
生產單位 生產
209 sliding rack
送料不到位
44 delivery deadline
交貨期
79 final inspection
終檢
45 delivery, to deliver 46 demand and supply 47 dents
交貨 需求 壓痕
80 fit together 81 fixture 82 flow board
補漆
184 rear plate
後板
150 painting peel off
髒汙
185 receive
領取
151 PAL Pallet/skid
棧板
186 registration
登記
152 pallet
棧板
187 registration card
注塑机专业英语

保压后制品在模具内部成型完毕脱离模具的现象 方便成型制品脱离模具而设计的角度 成型制品不容易脱离模具的现象 残留在制品内部因各种原因产生的应力 很多小分子连接而成的具有较大质量的长分子连 熔体在模具内冷却状态之一的数学表示方法 成毛型坯后加制工品或拿留出有的大过量程余量 的待加工品 配完合成C一PU个工组作件的或马产达品经过 的步骤 以塑料为原料生产的制品 通过注射方式成型的模具 倾斜于分型面、随模具的开闭产生相对运动的圆柱零件 斜向镶块或滑动的镶块 组合方式之一 使镶件或拼块定位并紧固在一起的框套形结构零件 成型模具内表面突起的组件 使动模能固定在压机或注塑机上的L型垫块 在腔内起部分成型作用,并在开模时把塑件从型腔内推出的零件 用于推出塑件或浇注系统凝料的杆件 支撑推出和复位零件,直接传递机床推出力的板件 借助模具的闭合动作,强制推出机构复位的杆件 浇口的相关尺寸 熔融塑料经主流道直接进入型腔的进料方式 沿塑料件内圆周扩展进料的浇口 设置在模具的分型处 从塑件的内或外侧进料的方式 从分流道道型腔方向的宽度逐渐增加的呈扇型的浇口
斜销 斜滑块
悬臂搭扣连接 模套 型芯 支架 推块 推杆 推板 复位杆 浇口尺寸 直接浇口 盘式浇口 侧浇口 扇形浇口
demolding draft ejection difficulties internal stress long chain macromolecules frozen layer fraction removal rough machining servomotor workstage plastic parts injection mould angle pin / finger cam angled-lift / splits cantilever snap joints chase / bolster / frame Core ejector housing / mould base leg ejector pad ejector pin ejector plate push-pack pin Gate dimensions(sizes) direct gate;sprue gate disk gate edge gate fan gate
注塑机常用英语
注塑英语大全成型工艺流程及条件介绍Molding technique procedure and parameter introduction 第一节成型工艺Section 1 molding technique.1.成型工艺参数类型Sorts of molding parameter.(1).注塑参数ction parameter.a.注射量ction rate.b.计量行程Screw back positionc.余料量Cushiond.防诞量Sucking back ratee.螺杆转速Screw speedf.塑化量Plastic0 rateg.预塑背压Screw back pressureh.注射压力和保压压力ction pressure and holding pressurei.注射速度ction speed(2)合模参数Clamping parametera.合模力Clamping forceb.合模速度Clamping speedc.合模行程.Clamping stroked.开模力Opening force e.开模速度Opening speed f.开模行程Opening positiong.顶出压力Ejector advance pressureh.顶出速度Ejector advance speedi.顶出行程Ejector advance position2.温控参数Temperature parametera.烘料温度Dry resin material temperatureb.料向与喷嘴温度Cylinder temperature and nozzle temperaturec.模具温度Mold temperatured.油温Oil temperature3.成型周期Molding cyclea.循环周期Cycle timeb.冷却时间Cool timec.注射时间ction timed.保压时间Holding pressure timee.塑化时间Plant timf.顶出及停留时间Knocking out and delay timeg.低压保护时间Mold protect time成型工艺参数的设定须根据产品的不同设置. Molding technique parameter setting differs depending on type of product第二节成型条件设定Section 2 Molding parameter Setting按成型步骤:可分为开锁模,加热,射出,顶出四个过程.Molding steps: mold opening/closing, heating ction and knocking out.开锁模条件: Mold opening parameter:快速段中速度High-speedmid-speed低压高压速度Low pressure high pressure speed锁模条件设定: Mold closing parameter setting1锁模一般分:快速→中速→低压→高压Mold closing: high-speed →low-speed →low pressure→high pressure。
注塑机常用英语
注塑英语大全成型工艺流程及条件介绍Molding technique procedure and parameter introduction 第一节成型工艺Section 1 molding technique.1.成型工艺参数类型Sorts of molding parameter.(1).注塑参数ction parameter.a.注射量ction rate.b.计量行程Screw back positionc.余料量Cushiond.防诞量Sucking back ratee.螺杆转速Screw speedf.塑化量Plastic0 rateg.预塑背压Screw back pressureh.注射压力和保压压力ction pressure and holding pressurei.注射速度ction speed(2)合模参数Clamping parametera.合模力Clamping forceb.合模速度Clamping speedc.合模行程.Clamping stroked.开模力Opening force e.开模速度Opening speed f.开模行程Opening positiong.顶出压力Ejector advance pressureh.顶出速度Ejector advance speedi.顶出行程Ejector advance position2.温控参数Temperature parametera.烘料温度Dry resin material temperatureb.料向与喷嘴温度Cylinder temperature and nozzle temperaturec.模具温度Mold temperatured.油温Oil temperature3.成型周期Molding cyclea.循环周期Cycle timeb.冷却时间Cool timec.注射时间ction timed.保压时间Holding pressure timee.塑化时间Plant timf.顶出及停留时间Knocking out and delay timeg.低压保护时间Mold protect time成型工艺参数的设定须根据产品的不同设置. Molding technique parameter setting differs depending on type of product第二节成型条件设定Section 2 Molding parameter Setting按成型步骤:可分为开锁模,加热,射出,顶出四个过程.Molding steps: mold opening/closing, heating ction and knocking out.开锁模条件: Mold opening parameter:快速段中速度High-speedmid-speed低压高压速度Low pressure high pressure speed锁模条件设定: Mold closing parameter setting1锁模一般分:快速→中速→低压→高压Mold closing: high-speed →low-speed →low pressure→high pressure。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
注塑英语大全
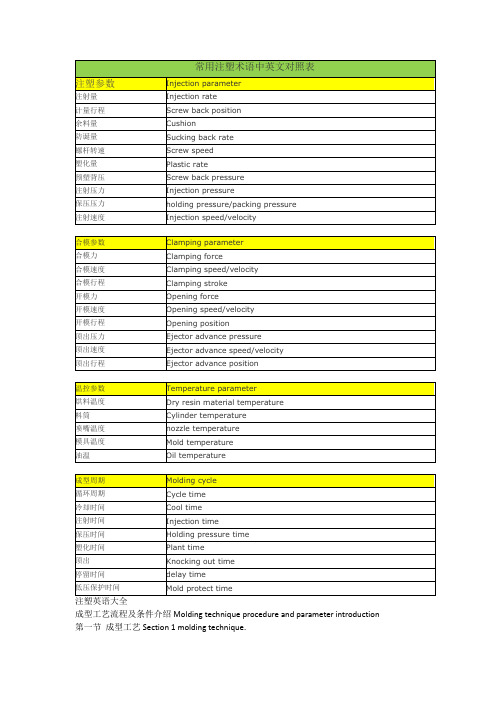
成型工艺流程及条件介绍Molding technique procedure and parameter introduction 第一节成型工艺Section 1 molding technique.
1.成型工艺参数类型Sorts of molding parameter.
(1).注塑参数ction parameter.
a.注射量ction rate.
b.计量行程Screw back position
c.余料量Cushion
d.防诞量Sucking back rate
e.螺杆转速Screw speed
f.塑化量Plastic0 rate
g.预塑背压Screw back pressure
h.注射压力和保压压力ction pressure and holding pressure
i.注射速度ction speed
(2)合模参数Clamping parameter
a.合模力Clamping force
b.合模速度Clamping speed
c.合模行程.Clamping stroke
d.开模力Opening force e
.开模速度Opening speed f.
开模行程Opening position
g.顶出压力Ejector advance pressure
h.顶出速度Ejector advance speed
i.顶出行程Ejector advance position
2.温控参数Temperature parameter
a.烘料温度Dry resin material temperature
b.料向与喷嘴温度Cylinder temperature and nozzle temperature
c.模具温度Mold temperature
d.油温Oil temperature
3.成型周期Molding cycle
a.循环周期Cycle time
b.冷却时间Cool time
c.注射时间ction time
d.保压时间Holding pressure time
e.塑化时间Plant tim
f.顶出及停留时间Knocking out and delay time
g.低压保护时间Mold protect time
成型工艺参数的设定须根据产品的不同设置. Molding technique parameter setting differs depending on type of product
第二节成型条件设定Section 2 Molding parameter Setting
按成型步骤:可分为开锁模,加热,射出,顶出四个过程.Molding steps: mold opening/closing, heating ction and knocking out.
开锁模条件: Mold opening parameter:
快速段中速度High-speedmid-speed
低压高压速度Low pressure high pressure speed
锁模条件设定: Mold closing parameter setting
1锁模一般分:快速→中速→低压→高压
Mold closing: high-speed →low-speed →low pressure→high pressure。