S7-1200 PLC 与RFID 读写器的通信
rfid读写器与plc网口通讯
rfid读写器与plc网口通讯RFID读写器与PLC网口通信技术的应用随着信息技术的不断发展,RFID(Radio Frequency Identification)读写器与PLC(Programmable Logic Controller)网口通信技术的应用越来越广泛。
RFID技术通过无线电频率的识别技术,实现对物体的远距离感应与识别。
而PLC是一种可编程逻辑控制器,它通过处理各种输入和输出信号来控制机械或工业过程。
将RFID读写器与PLC网口通信技术结合,不仅可以提高自动化生产线的效率,还可以为各行业带来更多可能性。
一、RFID读写器的工作原理及特点RFID读写器利用射频技术进行通信。
它由天线、调制解调器和控制器组成。
当被识别物体经过RFID读写器的感应范围内时,读写器会发送射频信号,并收集物体上的RFID标签返回的信号。
通过这种方式,可以实现对物体的远程读取和写入。
RFID读写器具有许多优点。
首先,它能够快速、准确地读取物体上的RFID标签,而无需接触物体表面。
其次,RFID标签通常具有较长的寿命,可以在恶劣环境下使用,比如高温、湿度或腐蚀性环境。
此外,RFID系统还可以同时读取多个标签,并实现高速数据传输。
这些特点使得RFID技术在各个行业中得到广泛应用。
二、PLC网口通信技术的应用领域PLC网口通信技术是将PLC与其他设备(如人机界面、传感器、运动控制器等)通过以太网进行连接的技术。
通过PLC网口通信,可以实现PLC与其他设备之间的数据交互和控制指令传输。
这种技术广泛应用于自动化生产线、工业物联网和智能家居等领域。
在自动化生产线中,PLC网口通信技术可以实现生产过程中各个设备之间的信息传递,提高生产效率和产品质量。
比如,在汽车制造过程中,可以利用RFID读写器与PLC网口通信技术实现对零部件的追踪和管理。
通过读取RFID标签上的信息,PLC可以判断零部件是否符合要求,并对生产流程进行调整。
3_RFID配置与使用说明
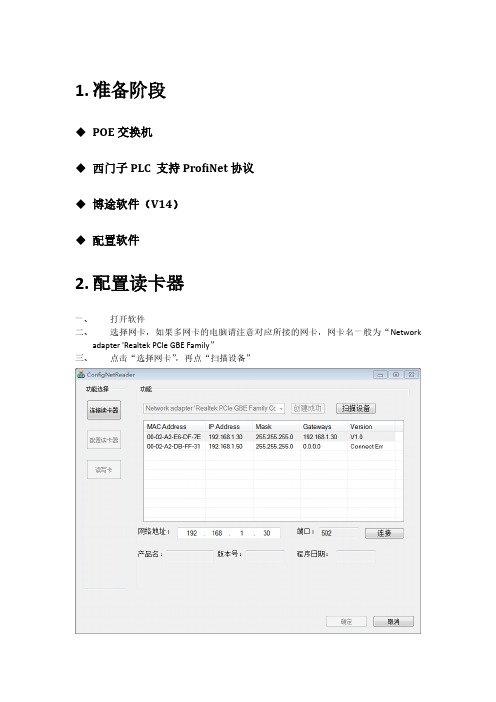
1.准备阶段◆POE交换机◆西门子PLC 支持ProfiNet协议◆博途软件(V14)◆配置软件2.配置读卡器一、打开软件二、选择网卡,如果多网卡的电脑请注意对应所接的网卡,网卡名一般为“Networkadapter 'Realtek PCIe GBE Family”三、点击“选择网卡”,再点“扫描设备”四、选择IP设备后点“连接”,软件加载到产品型号,版本,固件日期五、点击“配置读卡器”根据需要调整内存大小,例如默认是16字节。
注意这里必须跟后面配置PLC一致读卡模式:正常读就需要发送命令才读数据自动读模式:上电后会根据配置“地址、数量”读数据六、点击“读写卡”测试读写卡功能选择操作模式-> 卡片地址-> 操作数量,点“执行”修改相应的输出刷新时间3.设置工程参数◆安装GSD文件打开博途-> 选项-> 管理通用站描述文件GSD选择GSD文件点击安装◆创建工程以下用博途V14 SP1为例1:打开软件-> 创建工程-> 添加新设备(PLC)-> 设备和网络管理-> 找到“CkenKongReader Device”-> 左击“CK RE/PNS V4.4.0.X”拉到左侧2:双击“ckreaderrepns1”修改名字为“ckreaderrepns1”如果有多个读卡器修改为“ckreaderrepns1”,“ckreaderrepns2”,“ckreaderrepns3”,依次。
: 不能用特殊字符如:@ ! # _ % ^ & *3:双击功能框出现:4:右击-> 分配设备名称5:依次分配每个设备名称6:配置映射内存图1 16字节配置图2 32字节配置图3 64字节配置图4 128字节配置◆下载程序到PLC◆连接成功后读卡器电源绿灯亮4.读卡操作以i68 和Q68 为例进行读操作以上面的配置为例:输入区为i68开始和输出区q68开始。
西门子S7-1200与第三方设备自由口通信详解
西门子S7-1200与第三方设备自由口通信详解西门子S7-1200 紧凑型PLC在当前的市场中有着广泛的应用,由于其性价比高,所以常被用作小型自动化控制设备的控制器,这也使得它经常与第三方的设备(扫描枪、打印机等设备进行通讯。
因为没有第三方的设备,这里就以超级终端为例介绍自由口通讯。
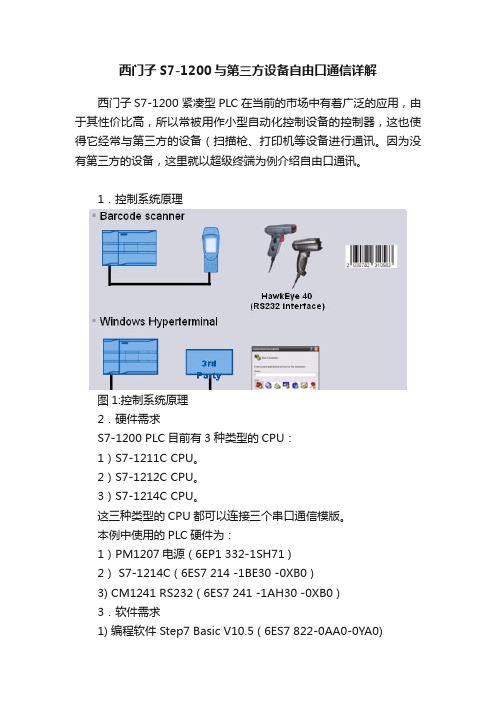
1.控制系统原理图1:控制系统原理2.硬件需求S7-1200 PLC目前有3种类型的CPU:1)S7-1211C CPU。
2)S7-1212C CPU。
3)S7-1214C CPU。
这三种类型的CPU都可以连接三个串口通信模版。
本例中使用的PLC硬件为:1)PM1207电源 ( 6EP1 332-1SH71 )2) S7-1214C ( 6ES7 214 -1BE30 -0XB0 )3) CM1241 RS232 ( 6ES7 241 -1AH30 -0XB0 )3.软件需求1) 编程软件 Step7 Basic V10.5 ( 6ES7 822-0AA0-0YA0)4.组态我们通过下述的实际操作来介绍如何在Step7 Basic V10.5 中组态S7-1214C 和超级终端通信。
点击桌面上的“Totally Integrated Automation Portal V10”图标,打开如下图:图2:新建S7 -1200项目首先需要选择“Create new project”选项,然后在“Project name:”里输入PTP;在“Path:”修改项目的存储路径为“C:\”;点击“Create”,这样就创建了一个文件PTP的新项目。
创建后的窗口如下图所示:图3:新建项目后点击门户视图左下角的“Project View”切换到项目视图下,如下图:图4:切换到项目视图打开后,在“Devices”标签下,点击“Add new device”,在弹出的菜单中输入设备名“PLC_1”并在设备列表里选择CPU的类型。
选择后如下图:图5:PLC硬件组态插入CPU后,点击CPU左边的空槽,在右边的“Catalog ”里找到“Communication”下的RS232模块,拖拽或双击此模块,这样就把串口模块插入到硬件配置里,接下来就需要配置此RS232模块硬件接口参数,选择RS232模块,在其下方会出现该模块的硬件属性配置窗口,在属性窗口里有两个选项,一个是“general”;一个是“RS232 interface”。
PLC及PC与RFID识别读写器串行通讯的实现

PLC及PC与RFID识别读写器串行通讯的实现RFID的全称是Radio Frequency Identification,即射频识别,它利用无线电射频实现可编程控制器(PLC)或微机(PC)与标识间的数据传输, 从而实现非接触式目标识别与跟踪。
一个典型的RFID射频识别系统包括四部分:标识、天线、控制器和主机(PLC或PC),系统结构图见图1。
图1 RFID射频识别系统结构图标识一般固定在跟踪识别对象上,如托盘、货架、小车、集装箱,在标识中可以存储一定字节的数据,用于记录识别对象的重要信息。
当标识随识别对象移动时,标识就成为一个移动的数据载体。
以RFID在计算机组装线上的应用为例,标识中可以记录机箱的类型(立式还是卧式)、所需配件及型号(主板、硬盘、CD-ROM等)、需要完成的工序等。
又如在邮包的自动分拣和跟踪应用中,可以在标识中存储邮包的始发地、目的地、路由等信息。
天线的作用是通过无线电磁波从标识中读数据或写数据到标识中。
天线形状大小各异,大的可以做成货仓出口的门或通道,小的可以小到1mm。
控制器用于控制天线与PLC或PC间的数据通信,有的控制器还带有数字量输入输出,可以直接用于控制。
控制器与天线合称读写器。
PLC或PC根据读写器捕捉到的标识中的数据完成相应的过程控制,或进行数据分析、显示和存储。
本文即以具有代表性的美国EMS(Escort Memory Systems)公司的13.56MHz无源RFID 射频识别读写器LRP830为例,介绍了PLC及PC与RFID读写器进行串行通讯,从而获取标识数据,用于控制或数据处理的具体实现方法。
2RFID射频识别读写器的命令集及串行通讯协议以LRP830读写器为例,LRP830是EMS 13.56MHz无源系列射频读写器中的一种,它的标识和天线可以在水下或高温腐蚀环境中正常工作,可以一次读写99个标识,最大读写。
S7-1200如何通过 RF120C 与 RFID 通信
如何通过RF120C 与RFID 通信从STEP 7 Basic/Professional V13 SP1 开始,在编程指令,"选件包"中集成了 SIMATIC Ident 配置文件和 Ident指令块,使用TIA Portal 进行组态与编程的 S7-1200/1500 可以使用这些指令对工业识别系统进行操作。
S7-1200 可以使用RF120C 通信模块,实现与西门子工业识别系统的通信。
本文介绍通过S7-1200 CPU 和 RF120C ,使用 Ident 指令块,实现对RF200进行读、写操作。
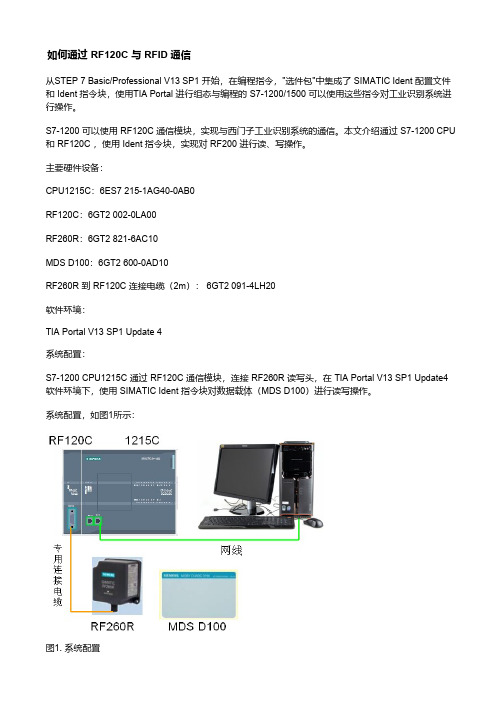
主要硬件设备:CPU1215C:6ES7 215-1AG40-0AB0RF120C:6GT2 002-0LA00RF260R:6GT2 821-6AC10MDS D100:6GT2 600-0AD10RF260R到 RF120C 连接电缆(2m): 6GT2 091-4LH20软件环境:TIA Portal V13 SP1 Update 4系统配置:S7-1200 CPU1215C 通过RF120C 通信模块,连接 RF260R 读写头,在 TIA Portal V13 SP1 Update4 软件环境下,使用 SIMATIC Ident 指令块对数据载体(MDS D100)进行读写操作。
系统配置,如图1所示:图1. 系统配置1. 设备组态首先,通过“设备视图”对CPU 和 RF120C进行组态,如图2所示:图2. 组态RF120C选择连接的阅读器类型,本例中连接的是 RF260R ,故选择“RF200 常规”,如图3所示:图3. 选择阅读器类型查看 RF120C 的“IO 起始地址”和“硬件标识符”,后续编程需要使用这两个参数,如图4所示:图4. IO 起始地址和硬件标识符2. 指令编程当在主程序 OB1使用了“选件包”中的 RFID 相关指令(例如在 OB1 中拖拽Reaet_Reader 指令),则会自动的在“PLC数据类型”中增加如图5所示的数据类型如:“IID_CMD_STRUCT”、“IID_HW_CONNECT”等,并使用数据类型“IID_HW_CONNECT”创建参数DB 块,如图5所示:图5.设置连接参数DB 块将上述创建的参数DB 块变量 “connect_para”填写到“Reaet_Reader”指令的“HW_CONNECT”引脚上,如图6所示:图6. 调用“Reaet_Reader” 指令创建用户数据块, DB5 用于写数据到标签,DB6用于存储来自标签的数据,如图7所示:图7. 创建读/写数据块注意:需要在 DB 块“属性”修改数据块类型为标准 DB 块。
浅谈RFID读写器与PLC的通讯配置

—139—《装备维修技术》2021年第7期浅谈RFID 读写器与PLC 的通讯配置梁 鹏(上汽通用五菱汽车股份有限公司,广西 柳州 545000)摘 要: RFID 是一种可以同时对多目标进行非接触式读取信息的技术,PLC 为可编程逻辑控制器,可对设备部件作业进行控制。
PLC 结合RFID 无线读写技术可达到高效识别目标和数据交换的目的,具备将重要生产数据进行读取存储并上传至服务器的功能,适合应用于智能制造、零部件生产等流水线作业领域。
关键词:RFID;PLC;数据交换Abstract: RFID is a non-contact information reading technology for multiple targets at the same time. PLC is a programmable logic controller, which can control the operation of equipment components.PLC combined with RFID wireless reading and writing technology can achieve the purpose of efficient identification of targets and data exchange, with the important production data to read and store and upload to the server function, suitable for application in intelligent manufacturing, parts production and other pipeline operations.Key words: RFID;PLC;Data Exchange0.前言RFID 是Radio Frequency Identification 的缩写,是射频识别的意思。
S7-1500 通过CANopen与RFID通信
S7-1500 通过CANopen与RFID通信简介本文档介绍了如何使用S7-1500 PLC通过CANopen协议与RFID设备进行通信。
CANopen是一种基于CAN总线的通信协议,用于实现不同设备之间的数据交换。
RFID(Radio Frequency Identification)是一种无线通信技术,用于识别和追踪标签上的信息。
S7-1500与CANopen通信配置1. 首先,确保S7-1500 PLC上安装了适配器模块,用于支持CANopen通信。
2. 连接适配器模块与CAN总线进行通信。
3. 在TIA Portal软件中创建S7-1500的配置,配置适配器模块以及CANopen通信参数。
RFID设备与CANopen通信配置1. 确保RFID设备支持CANopen协议,并具备相应的接口。
2. 连接RFID设备与CAN总线进行通信。
3. 配置RFID设备的CANopen通信参数,设置设备的标识符、数据长度等信息。
S7-1500与RFID通信实现1. 在TIA Portal软件中创建S7-1500的程序,实现与RFID设备的通信逻辑。
2. 使用适配器模块提供的函数块,进行CANopen通信的数据交换。
3. 根据RFID设备的通信协议,发送命令并接收数据。
示例代码下面是一个简单的示例代码片段,演示了S7-1500 PLC如何通过CANopen协议与RFID设备通信。
VARrfidData: ARRAY[0..7] OF BYTE; // 存储从RFID设备读取的数据rfidStatus: BOOL; // RFID设备状态END_VARNETWORK// 读取RFID设备的数据CALL ReadRFIDData(rfidData, rfidStatus);// 处理RFID设备的数据IF rfidStatus THEN// 数据有效,进行相应的操作ELSE// 数据无效,进行错误处理END_IFEND_NETWORK总结通过以上步骤和示例代码,我们可以实现S7-1500 PLC与RFID设备之间的CANopen通信。
工业RFID应用之技术篇(二):用Modbus TCP实现RFID读写器和S7-1200 PLC通讯
工业RFID应用之技术篇(二):用Modbus TCP实现RFID读写器和S7-1200 PLC通讯但凡做工控的技术人员,对Modbus这个单词一定不陌生。
Modbus-RTU和Modbus-TCP协议都是工业现场十分常见且应用非常广泛的通讯协议。
在上一期我们详细介绍了使用Modbus RTU 协议连接PLC和RFID 高频读写器,那么这一期我们就来聊聊Modbus TCP协议,并且结合实例看看TCP协议又是如何连接PLC与RFID高频读写器,希望能够对大家有一些帮助。
Modbus-RTU和Modbus-TCP两个协议的本质都是MODBUS协议,靠MODBUS寄存器地址来交换数据。
不过Modbus RTU活跃在串行通讯领域,常使用RS485或者RS232串口通讯,而Modbus TCP则应用于以太网通信领域,使用以太网通信,并可支持以太网POE供电。
现如今Modbus TCP协议可以说是业界标准,绝大多数品牌的PLC 都支持Modbus TCP通讯协议,因此晨控RFID产品的E系列RFID高频读写器就应运而生。
晨控E系列的RFID高频读写器不仅全面支持Modbus TCP通讯协议,根据客户的设备需求还可定制支持不同通讯协议的RFID,我们力求为客户提供全方位的技术支持。
RFID高频读写器CK-FR08-E系列相比于Modbus RTU的主从站协议规则(只有一个主站),在Modbus TCP中则定义多主站多从站的模式,主站是客户机(CLIEBT),从站是服务器(SERVER),实现了复数主站和复数从站通过总线在网络上进行数据交互。
每一个主站(客户机)都可以访问任意的服务器获取数据信息,实现了数据的自由分配和调取,相比于RTU协议来的更加的灵活自由。
我们用实例来说明:系统:Windows10编程软件:TIA Portal V14RFID读写器:CK-FR08-E02PLC:Siemens S7-1200通讯协议:Modbus TCP连接方式:以太网连接实物图如下,这里使用一个交换机将PLC,PC和RFID读写器连接在一起,同时RFID读写器采用POE供电,不需要另外提供电源,可极大节省成本。
三菱电机 Q 系列 PLC 与图尔克 RFID 串行通信说明
三菱电机Q系列PLC与图尔克RFID串行通信说明作者巢晓阳实验对象:三菱电机Q系列PLC:Q38B+Q61P+Q03UDECPU+QJ61BT11N+QJ71C24N图尔克RFID:BL20-E-GW-RS-MB/ET(串口网关),BL20-2RFID-S(RFID模块),TN-Q80-H1147(RFID读写头),TW-R50-B128(RFID载码体)。
由于图尔克的该串口网关采用Modbus-RTU通信,所以此次QJ71C24N串口模块采用预定义协议方式来进行通信。
一.QJ71C24N串口模块的设置(GX Works2)1.在“智能功能模块”上点击右键,并选择“添加新模块”。
2.在弹出的对话框中选择如下:3.双击“开关设置”。
在弹出的对话框中设置如下(此次采用RS485通信,设置CH2如红框中所示):其中,“通信协议设置”选择“通信协议”表示采用预定义协议方式。
4.双击“各种控制指定”并设置如下:5.选择“工具”/“通信协议支持功能”/“串行通信模块”。
6.在弹出的窗口中选择“文件”/“新建”。
点击“添加”。
在弹出的对话框中设置如下(由于采用Modbus-RTU通信,“类型”选择“通信协议库”,“制造商”选择“Schneider Electric”,“型号”选择“MODBUS”):根据此次通信的需要,添加以下2个协议:1)Write Multiple Registers(功能代码:16)2)Read Input Registers(功能代码:04)7.选择“编辑”/“软元件批量设置”。
在弹出的对话框中设置如下:8.在完成以上设置以后,选择“在线”/“模块写入”将协议设置数据写入到QJ71C24N串口模块中。
9.PLC程序编写(需要使用CPRTCL专用指令来执行预定义协议)其中,专用指令CPRTCL中的第1个K2表示CH2,第2个K2表示连续执行2条协议,D302中指定的是第1个执行的协议编号为1,D303中指定的是第2个执行的协议编号为2。
plc+rf双模融合通信hybrid dual mode芯片机制
plc+rf双模融合通信hybrid dual mode芯片机制
PLC+RF双模融合通信技术是目前物联网领域中广泛采用的一种通信技术,它是利用电力线通信(PLC)和无线射频通信(RF)相结合的方式来实现物联网设备间的通信。
为了实现PLC+RF双模融合通信,需要使用一种特殊的芯片,即Hybrid Dual Mode芯片。
这种芯片是一种集成了PLC和RF通信模块的智能芯片,它能够同时支持两种通信模式,实现双模融合通信。
具体来说,Hybrid Dual Mode芯片的机制如下:
1. PLC通信模块:该模块采用电力线通信技术,通过电力线将数据传输到接收端。
PLC通信模块负责将数据编码、调制、发送到电力线上,并在接收端进行解码、调制和解析。
2. RF通信模块:该模块采用无线射频通信技术,通过无线信道将数据传输到接收端。
RF通信模块负责将数据编码、调制、发送到无线信道上,并在接收端进行解码、调制和解析。
3. 双模切换机制:当PLC通信模块和RF通信模块同时开启时,双模切换机制会根据当前的通信环境自动选择合适的通信模式,以保证数据的高效、稳定传输。
4. 资源共享:Hybrid Dual Mode芯片中的PLC通信模块和RF
通信模块可以实现资源共享。
例如,当PLC通信模块正在进行数据传输时,RF通信模块可以利用芯片中的缓存区存储数据,以避免数据的丢失。
总之,Hybrid Dual Mode芯片是一种非常先进的通信技术,它
能够实现PLC和RF双模融合通信,为物联网设备的通信提供了更加可靠、高效的解决方案。
随着物联网技术的不断发展,Hybrid Dual Mode芯片的应用前景将会越来越广阔。