产品过程流转单
内部流转单1

表1-1
XXXX信息内部流转单
备注:1.本表由运营部负责填写、流转、编号。
2.本表流转结束,由经办人负责将此内部流转单送客服部备案。
3.本表自2011年4月开始启用。
表1-2
XXXX交易订单内部流转单(备)
编号:
备注:1.本表由运营部负责填写、流转、编号。
2.本表流转结束,由经办人负责将此内部流转单送客服部备案。
3.本表自2011年4月开始启用。
表1-3
XXXX交易订单内部流转单(商户备)
备注:1.本表由运营部负责填写、流转、编号。
2.本表流转结束,由经办人负责将此流转单送商户备案。
3.本表自2011年4月开始启用。
工序流转单模板
2
3
4
7
隔离塞点胶、固化
5
6
7
8
8
车间
核算
合 计
生产
统计
生产调度:车间调度:统 计:
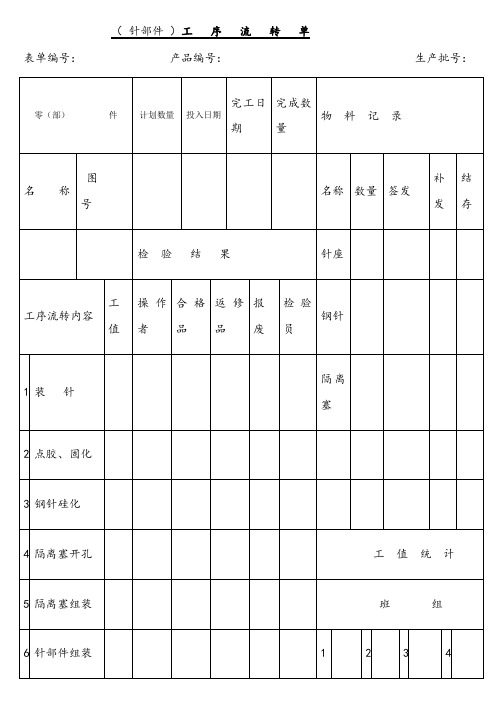
(针部件)工 序 流 转 单
表单编号:产品编号:生产批号:
零(部) 件
计划数量
投入日期
完工日期
完成数量
物 料 记 录
名 称
图 号
名称
数量
签发
补发
结存
检 验 结 果
导 管
工序流转内容
工值
操作者
合格品
返修品
报废
检验员
金属揳
1
导管分切
Y三通
2
扩 口
保护套
3
压 合
4
熔 头
工 值 统 计
5
装保护套
班 组
6
1
2
3
4
7
5
6
7
8
8
车间
核算
合 计
生产
统计
生产调度:车间调度:统 计:
(总 装)工 序 流 转 单
表单编号:产品编号:生产批号:
零(部) 件
计划数量
投入日期
完工日期
完成数量
物 料 记 录
名 称
图 号
名称
数量签发补发ຫໍສະໝຸດ 结存检 验 结 果
连接座
工序流转内容
工值
操作者
合格品
返修品
报废
检验员
延长管
1
延长管粘结、固化
端帽
2
检通、硅化
止水夹
3
总装
肝素帽
4
产品流转单使用规范

一、目的:
为规范生产流程,提高生产效率,减少产品生产过程中发生的少件、漏件、漏工序生产等现象,特制订本制度。
二、范围:
XX工厂
三、定义:
明确使用方法,确保正常周转。
四、权责单位:
生管部、生产部、品质部、资管科
五、处理方法:
1、自封袋内包含产品流转卡和料单图纸各一份;
2、接收到产品流转卡后请认真核对产品流转卡和料单图纸,如有不符情况以料单图纸为准并提交到生管部给予10元/单奖励;
3、签字接收后接收人对该产品负全责,如出现损坏、丢失都由接收人承担全部责任;
4、产品在本工序生产完成并自检合格后,按要求填写产品流转卡,并对照产品流转卡上的生产流程转序到下一工序;
5、木工车间产品流转卡随门扇同步转序;油漆车间产品流转卡随套板、套线同步转序;
6、产品流转过程中如出现未按要求填写产品流转卡的情况,给予责任工序提交水果基金10元/单;产品流转卡如遗失,给予遗失工序提交水果基金30元/份;。
采购合同流转单模板
采购合同流转单模板双方约定,为了明确双方在采购合同流程中的相关责任、义务及权利,特制定本采购合同流转单。
在本流转单中,“乙方”代表采购方,而“甲方”代表供应方。
一、合同内容及流转情况1. 本次采购合同的具体内容为:______________________(以下简称“合同内容”),合同金额为______________(人民币,下同)。
2. 乙方在签署合同后,根据合同内容和相关要求,将该合同流转给甲方,甲方确认收到后即可承担供应方的责任,履行合同要求。
3. 甲方在收到合同后应在规定时间内进行审查核实,并按照合同要求提供相应货物或服务。
二、合同流转手续1. 乙方应在签署合同后的_______个工作日内将该合同发送至甲方。
甲方收到合同后应尽快确认并签署。
2. 甲方确认签署合同后,应通知乙方,同时应在规定时间内按合同要求履行相应责任。
3. 若合同流转中出现违反合同内容的情况,甲方应在签署后的______个工作日内通知乙方并要求修改或撤销。
三、责任及义务1. 乙方承诺所提供的合同内容真实有效,如有任何虚假陈述,应承担相应法律责任。
2. 甲方应按照合同要求履行供应方责任,确保提供的产品或服务符合合同要求,并保证交货时间及质量。
3. 双方在合同流转过程中如有任何争议,应友好协商解决,若不能解决,则提交相关部门或仲裁机构处理。
四、其他约定1. 本流转单自双方签署后生效,适用于双方之间的所有采购合同流转事宜。
2. 本流转单每次签署之后均应保留备份,以备日后查阅。
3. 对于未尽事宜,双方可在合同流转过程中随时协商修改并签署补充协议。
乙方:___________________(签名)甲方:___________________(签名)日期:______________以上内容经双方确认属实有效,流转生效。
生产流转单

客户 工序 操作人员 1 加拿大 日期 订单名称 生产数量 合格 不合格 返工 报废 备注 支架 检验人员
焊接
2 3 4 操作人员 1 备注
清洗擦拭
2 3 4 操作人员 备注
冲压点
操作人员 备注
上螺丝
操作人员 备注
螺杆压点
操作人员 备注
装箱
注意事项 目的:为有序生产,避免生产时造成混乱,充分发挥绩效的考核作用,特制定本生产流转单。 此流转单每工序经由检验员完成各工序检验,检验员需定时完成检验,异常情况及时通知反馈,对生产不良品造成的追溯个人,由此带来的
注意事项
目的:为有序生产,避免生产时造成混乱,充分发挥绩效的考核作用,特制定本生产流转单。 此流转单每工序经由检验员完成各工序检验,检验员需定时完成检验,异常情况及时通知反馈,对生产不良品造成的追溯个人,由此带来的 损失,不计入工资范畴。
车间生产工序流转单用制度
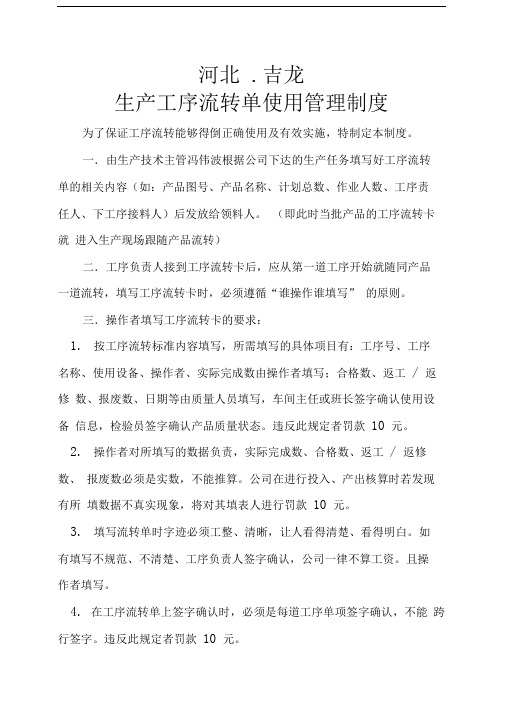
河北.吉龙生产工序流转单使用管理制度为了保证工序流转能够得倒正确使用及有效实施,特制定本制度。
一.由生产技术主管冯伟波根据公司下达的生产任务填写好工序流转单的相关内容(如:产品图号、产品名称、计划总数、作业人数、工序责任人、下工序接料人)后发放给领料人。
(即此时当批产品的工序流转卡就进入生产现场跟随产品流转)二.工序负责人接到工序流转卡后,应从第一道工序开始就随同产品一道流转,填写工序流转卡时,必须遵循“谁操作谁填写” 的原则。
三.操作者填写工序流转卡的要求:1.按工序流转标准内容填写,所需填写的具体项目有:工序号、工序名称、使用设备、操作者、实际完成数由操作者填写;合格数、返工/ 返修数、报废数、日期等由质量人员填写,车间主任或班长签字确认使用设备信息,检验员签字确认产品质量状态。
违反此规定者罚款10 元。
2.操作者对所填写的数据负责,实际完成数、合格数、返工/ 返修数、报废数必须是实数,不能推算。
公司在进行投入、产出核算时若发现有所填数据不真实现象,将对其填表人进行罚款10 元。
3.填写流转单时字迹必须工整、清晰,让人看得清楚、看得明白。
如有填写不规范、不清楚、工序负责人签字确认,公司一律不算工资。
且操作者填写。
4.在工序流转单上签字确认时,必须是每道工序单项签字确认,不能跨行签字。
违反此规定者罚款10 元。
四.每道工序加工完工后,操作者立即报工序负责人进行检验,经工序负责人检验确认合格、并在流转单上签字确认后,方能流入下工序。
违规者罚款20 元。
五.工序流转单可按批次或单个(套)产品进行流转,如是遇产品分批流转时,操作者必须做好标识,并要单独填写一份分批流转单,且原始流转单随合格产品进行流转,分批流转单随分批零件进行流转。
流转单上所规定的填写内容必须填写齐全,以便产品的追踪,并有工序负责人的签字确认。
凡未经过工序负责人签字确认的一律不算工时。
(因为产品状态不明确,不知合格否)六.工序流转单在整个产品生产工序或组装工序完工后,由操作者提交工序负责人检验,经检验合格、并经工序负责人签字确认后交库房办理入库手续。
生产流转单
·镀铝来料预检 □合格 □其它 ·备注及质量记录:
·水洗执行时间月日
·完成米数 总计水洗完成米
水洗机长: 在线品检复核:
二次套胶
□4色机
□其它
·水洗来料预检 □合格 □其它·备注及质量记录:
·印版/设备预检 □合格 □其它
·套印车速米/分钟
·套胶完成时间月日
·原膜收缩率原版周长mm / 水洗后印面单版总长mm /收缩率%
套胶机长: 在线品检复核:
烘胶
□1号机
□2号机
·印刷/二次套胶来料预检 □合格 □其它 ·备注及质量记录:
·烘胶车速米/分 烘胶温度度
·烘胶时间月日 烘胶操作人: 在线品检复核:
完
成
分切
□卧式
□立式
·分切出成品小卷 总计(□个/□套);m2/ 换算得原膜米
·备注及质量记录:
·分切完成时间月日 分切机长:包装人:在线品检复核:
当班机长:
印刷
过程
记录
相关参数
印刷车速:米/分 温度:度 湿度:%
过程描述
1.中途停车: □无 □有(次)/停车原因:
2.其他质量记录:
剥离 □始终干净 □其它:
套色 □稳定可控 □其它:
色相 □前后一致/符合标样 □其它:
版面 □无缺陷 □其它:
·备注:
填报机长: 在线品检复核:
完成结果
设备:□8色 □4色 □6色
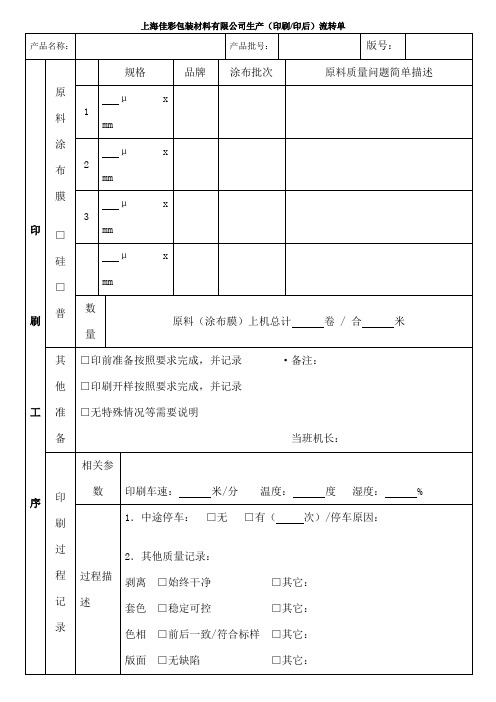
上海佳彩包装材料有限公司生产(印刷/印后)流转单
产品名称:
产品批号:
版号:
印刷Biblioteka 工序原料涂布膜
□硅
□普
规格
品牌
涂布批次
原料质量问题简单描述
样品检测流转单(产品类)
受理编号:疾( )检(20 )
商标及样品名称
样品性状
委托单位
包 装
受检Hale Waihona Puke 位生产批号生产单位
生产日期
样品来源
规格数量
保存条件
留样数量
检测类别
□委托 □仲裁 □鉴定 □监测 □其它:
检
测
项
目
及
相
关
内
容
理
化
数 量
收样人
20 年 月 日
微生物
数 量
收样人
20 年 月 日
毒
理
数 量
备 注
注:1.当此页信息填写不下时,可以添加附页。2.当委托方的委托项目为非认证认可项目或方法依据与中心认证认可方法依据不同时,请在检验项目后予以注明。
收样人
20 年 月 日
其它
数 量
收样人
20 年 月 日
相关资料
□有□无如有是:
检验结果评价
□要 □不要
拟定检验完成日期
20 年 月 日
检验依据
交样人
20 年 月 日
备 注
资料流转
□检测流转单 □原始记录(共 页) □检验报告(共 页) □相关资料 □其它
移 交 人
20 年 月 日
签收人
20 年 月 日
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
流水号: 任务单号: 组件规格:□1580*808 □1482*992 ) □1640*992 □其他( ) 电池种类:□单晶 □多晶 电池片数: □54 □60 □72 ) 特殊要求: 电池规格 □125*125 日期 单串焊 □0.16*2 □0.2*2 □其他( 日期 叠层 日期 时间 互检 设备编号 校准方法 标件编号 不合格品描述 处置 班次 时间 互检 设备编号 ) EVA规格、报检单号 背膜规格、报检单号 电流 电压 返工件描述 处置 班次、操作人 玻璃规格、报检单号 时间 互检 互连条规格 报检单号 助焊剂型号、报检单号 不合格数 □156*156 □其他( 换片数量 ) 班次、操作人 分选组长: 班次、操作人 No.
时间
互检
不合格品描述
处置
班次、操作人
日期
时间
互检
设备编号
校准方法
标件编号
功率
串联电阻
并联电阻Leabharlann 填充因子班次、操作人
日期
时间
互检
设备编号
结果判定
接地标识
组件标签
不合格品描述及处置
班次、操作人
互检
设备编号
校准方法
标件编号
不合格品描述
处置
班次
日期 装框 日期
时间
互检
设备编号
铝型材规格、报检单号
硅胶型号、报检单号
不合格品描述
处置
班次、操作人
时间
互检
接线盒型号、报检单号
连接器型号
线缆长度及型号
不合格品描述
处置
班次、操作人
日期 清洗 日期
时间
互检
清洗剂名称
不合格品描述
处置
班次、操作人
外观 检查 电性 测试 耐压 测试
电池片厂家: □中电 □晶澳 □茂迪 □其他( 日期 分选 时间
组件功率: □175W □180W □180W黑 □185W 报检单号 电池功率
□200W □220W □240W □其他(
层压前 检测
日期 层压 日期
时间
互检
设备编号
工艺参数
实测温度
EVA时间
不合格品描述
处置
班次、操作人
层压后 检测
时间