公差分析基础PPT课件
合集下载
公差分析基础课件

根据分析结果,评估现有 公差方案的优劣,提出优 化方案,并进行实施。
在产品生命周期中持续进 行公差分析,不断优化公 差方案,提高产品质量和 降低制造成本。
02
公差分析的数学基础
概率论与数理统计
概率论
概率论是研究随机现象的数学学科,它为公差分析提供了理 论基础。概率论可以帮助我们理解随机变量的分布、期望值 、方差等概念,这些概念在公差分析中非常重要。
公差优化设计的方法与步骤
确定设计目标
明确产品性能要求,确定需要优化的关键公差项。
建立数学模型
根据实际需求,建立公差优化问题的数学模型,包括目标函数、约束条件等。
求解数学模型
采用适当的优化算法,求解数学模型以获得最优解。
分析结果
对优化结果进行分析,评估其对产品性能的影响,并据此进行必要的调整。
公差优化设计实例
VS
实例二
某箱体类零件的孔径为φ10H7,要求其 与轴类零件的配合精度为H8/s7。根据尺 寸公差的计算方法,我们可以计算出该孔 径的尺寸公差,并分析其对配合精度的影 响。
04
形位公差分析
形位公差的基本概念
形位公差
描述零件几何形状、尺寸和相对位置的允许变动范围 的参数。
形位公差包括
形状公差和位置公差。
公差分析的未来发展方向
跨学科融合
将公差分析与其他工程学科、数学、统计学 等学科进行交叉融合,推动公差分析理论和 方法的发展。
云平台与大数据技术
利用云平台和大数据技术,实现公差数据的存储、 处理和分析,提高分析效率和精度。
标准化与规范化
制定和完善公差分析的标准化和规范化体系 ,推动公差分析在工业界的广泛应用。
THANKS
公差与配合知识培训课件(PPT 83张)

2.2 标准公差系列
2.2.1 公差等级
确定尺寸精确程度的等级称为公差等级。 不同零件和零件上不同部位的尺寸,对精确程度 的要求往往不同,为了满足生产的需要,国家标准 设置了20个公差等级,各级标准公差的代号为IT01, IT0,IT1,IT2,…,IT18。IT01精度最高,其余依次降 低,标准公差值依次增大。
1.3 公差及公差带
1.3.1 公差
公差的大小表示对零件加工精度高低的要求,并不 能根据公差的大小去判定零件尺寸是否合格。上、 下偏差表示每个零件实际偏差大小变动的界限,是 代数值,是判断零件尺寸是否合格的依据,与零件 加工精度的要求无关,但是,上下偏差之差的绝对 值(公差)是与精度有关。公差是误差的允许值, 是由设计确定的,不能通过实际测量得到。
第2章 公差与配合的应用
2.1 基准制的选择
2.2 标准公差系列
2.3 公差等级的选择 2.4 基本偏差系列
2.5 基本偏差的选择
2.1 基准制的选择
基准制是一种零件的基本偏差(公差带位置) 不变,而只改变另一种零件的基本偏差(公差位置 ),以获得不同的配合性质。基准制分为基孔制和 基轴制两种。 基孔制:基本偏差固定不变的孔的公差带,与不同 基本偏差轴的公差带形成的各种配合。对于该基准 制,是孔的最小极限尺寸与基本尺寸相等,孔的下 偏差为零的一种配合制度,基本偏差为H。 基轴制:基本偏差固定不变的轴的公差带,与不同 基本偏差孔的公差带形成的各种配合。对于该基准 制,是轴的最大极限尺寸与基本尺寸相等,轴的上 偏差为零的一种配合制度,基本偏差为h。
2.4 基本偏差系列
基本偏差是指零件公差带靠近零线位置的上偏 差或下偏差。当公差带位置在零线以上时,其基本 偏差为下偏差;当公差带位置在零线以下时,其基 本偏差为上偏差。 基本偏差代号用拉丁字母表示,小写字母代表 轴,大写字母代表孔。以轴为例,其排列顺序基本 上从a依次到z,在拉丁字母中,除去与其他代号易 混淆的5个字母i、l、o、p、q、我,增加了7个双字 母代号cd、ef、fg、js、za、zb、zc,共组成28个基 本偏差代号。其排列顺序见图所示。孔的28个基本 偏差代号,与轴完全相同,用大写字母表示。
公差分析讲义PPT学习教案

❖ 根据RSS进行 6σ 设计时, 预想会发生 4.3ppm 不良
RSS
4. 公差分析方法
确定 System的允许差后, 通过 Tolerance Analysis, 参考工程能力, 进行System的 工程能力分析, 最后确定CTQ的允许公差
Min/Max
最初的 设计构想图
✓ 目标尺寸 (Target)
❖ USL/LSL
- USL: Upper Spec Limit,规格上限 - LSL: Lower Spec Limit,规格下限。
❖ Tolerance (公差)
- 指顾客允许的限界尺寸 (USL 和 LSL) - 用数字确定 - 适用于组装品的特性和单位部品中
❖ Min / Max(极限公差法,即Worst Case法)
活用基准 Data
4.65 X σLT 6.15 X σST
假设是长期工程时 : 使用生产 Data 假设工程是在管理状态下 假设是短期工程Data时 : 使用新规模具
活用 Six Sigma 6.15 X σST 方法
以合理的 Subgroup收集Data Data 分为短期, 长期
第4页/共28页
良好的公差适用的优点
❖ 组装时的恰当性和机能向上 ❖ 可以对基本设计构成进行更好的
Sensitivity Analysis ❖ 减少模具修正的频度
对现 System的认识不足 会导致不完整的开发
第5页/共28页
1. 公差分析
7. 统计性公差分析的类型
1) 线性公差分析 ❖ 性能的函数式由构成部品尺寸的加减构成时, 称此式为线性的, 且性能的标准偏差用Root Sum of Square (RSS)求出.
Block Box(左 侧 )
RSS
4. 公差分析方法
确定 System的允许差后, 通过 Tolerance Analysis, 参考工程能力, 进行System的 工程能力分析, 最后确定CTQ的允许公差
Min/Max
最初的 设计构想图
✓ 目标尺寸 (Target)
❖ USL/LSL
- USL: Upper Spec Limit,规格上限 - LSL: Lower Spec Limit,规格下限。
❖ Tolerance (公差)
- 指顾客允许的限界尺寸 (USL 和 LSL) - 用数字确定 - 适用于组装品的特性和单位部品中
❖ Min / Max(极限公差法,即Worst Case法)
活用基准 Data
4.65 X σLT 6.15 X σST
假设是长期工程时 : 使用生产 Data 假设工程是在管理状态下 假设是短期工程Data时 : 使用新规模具
活用 Six Sigma 6.15 X σST 方法
以合理的 Subgroup收集Data Data 分为短期, 长期
第4页/共28页
良好的公差适用的优点
❖ 组装时的恰当性和机能向上 ❖ 可以对基本设计构成进行更好的
Sensitivity Analysis ❖ 减少模具修正的频度
对现 System的认识不足 会导致不完整的开发
第5页/共28页
1. 公差分析
7. 统计性公差分析的类型
1) 线性公差分析 ❖ 性能的函数式由构成部品尺寸的加减构成时, 称此式为线性的, 且性能的标准偏差用Root Sum of Square (RSS)求出.
Block Box(左 侧 )
公差基础知识培训教材(PPT169页)
一、公差与测量概述
3.互换性的作用
使用过程: 方便替换
缩短维修时间和节约费用
生产制造: 专业化协调生产 提高产品质量和生产效率
装配过程: 缩短装配时间 提高效率
产品设计: 简化绘图、计算 加速产品更新换代
问题:如何使工件具有互换性? 若制成的一批零件实际尺寸数
值等于理论值,即这些零件完全相同,这当然能够互换。但在生产上 不可能,且没有必要。因而实际生产只要求制成零件的实际参数值在 一定范围内变动,保证零件充分近似即可。
(2)遵守工艺等价原则。 未注公差——也叫自由公差。 而公差是允许尺寸的变动范围,是没有正负号的绝对值,也不能为零(零值意味着加工误差不存在,是不可能的)。
标准按不同的级别颁发。
公差基础知识培训
一、公差与测量概述
二、尺寸公差基础知识
目
三、形位公差基础知识
录
四、表面粗糙度基础知识
五、测量技术基础知识
标准的含义:为在一定的范围内获得最佳秩序,对活动或结果规定的 共同的和重复使用的规则、导则或特性文件。它是实现互换性的基础。
2 . 标准化:现代化生产的特点是品种多、 规模大、 分工细、 协作多 , 为使社会生产有序地进行,必须通过标准化使产品规格简化,使分散的
、局部的生产环节相互协调和统一。
标准化的含义:制定、颁布、实施标准的全部活动过程。
公差与偏差是两个不同的概念。 公差表示制造精度的要求,反映加工的难易程度。 偏差表示与基本尺寸远离程度,它表示公差带的位置,影 响配合的松紧程度。
二、尺寸公差基础知识
公差与极限偏差的比较
•两者区别: •从数值上看:极限偏差是代数值,正、负或零值是有意义的; 而公差是允许尺寸的变动范围,是没有正负号的绝对值,也不能 为零(零值意味着加工误差不存在,是不可能的)。实际计算时 由于最大极限尺寸大于最小极限尺寸,故可省略绝对值符号。 •从作用上看:极限偏差用于控制实际偏差,是判断完工零件是 否合格的根据,而公差则控制一批零件实际尺寸的差异程度。 •从工艺上看:对某一具体零件,公差大小反映加工的难易程度 ,即加工精度的高低,它是制定加工工艺的主要依据,而极限偏 差则是调整机床决定切削工具与工件相对位置的依据。 •两者联系:公差是上、下偏差之代数差的绝对值,所以确定了 两极限偏差也就确定了公差。
公差分析 ppt课件
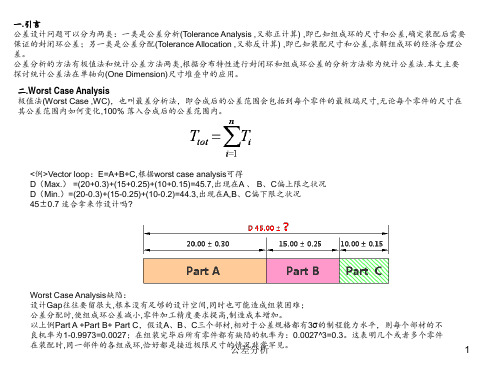
二.Worst Case Analysis 极值法(Worst Case ,WC),也叫最差分析法,即合成后的公差范围会包括到每个零件的最极端尺寸,无论每个零件的尺寸在 其公差范围内如何变化,100% 落入合成后的公差范围内。
<例>Vector loop:E=A+B+C,根据worst case analysis可得 D(Max.) =(20+0.3)+(15+0.25)+(10+0.15)=45.7,出现在A 、 B、C偏上限之状况 D(Min.)=(20-0.3)+(15-0.25)+(10-0.2)=44.3,出现在A,B、C偏下限之状况 45±0.7 适合拿来作设计吗?
Worst Case Analysis缺陷:
设计Gap往往要留很大,根本没有足够的设计空间,同时也可能造成组装困难;
公差分配时,使组成环公差减小,零件加工精度要求提高,制造成本增加。
以上例Part A +Part B+ Part C,假设A、B、C三个部材,相对于公差规格都有3σ的制程能力水平,则每个部材的不
一.引言 公差设计问题可以分为两类:一类是公差分析(Tolerance Analysis ,又称正计算) ,即已知组成环的尺寸和公差,确定装配后需要 保证的封闭环公差;另一类是公差分配(Tolerance Allocation ,又称反计算) ,即已知装配尺寸和公差,求解组成环的经济合理公 差。 公差分析的方法有极值法和统计公差方法两类,根据分布特性进行封闭环和组成环公差的分析方法称为统计公差法.本文主要 探讨统计公差法在单轴向(One Dimension)尺寸堆叠中的应用。
良机率为1-0.9973=0.0027;在组装完毕后所有零件都有缺陷的机率为:0.0027^3=0.3。这表明几个或者多个零件
<例>Vector loop:E=A+B+C,根据worst case analysis可得 D(Max.) =(20+0.3)+(15+0.25)+(10+0.15)=45.7,出现在A 、 B、C偏上限之状况 D(Min.)=(20-0.3)+(15-0.25)+(10-0.2)=44.3,出现在A,B、C偏下限之状况 45±0.7 适合拿来作设计吗?
Worst Case Analysis缺陷:
设计Gap往往要留很大,根本没有足够的设计空间,同时也可能造成组装困难;
公差分配时,使组成环公差减小,零件加工精度要求提高,制造成本增加。
以上例Part A +Part B+ Part C,假设A、B、C三个部材,相对于公差规格都有3σ的制程能力水平,则每个部材的不
一.引言 公差设计问题可以分为两类:一类是公差分析(Tolerance Analysis ,又称正计算) ,即已知组成环的尺寸和公差,确定装配后需要 保证的封闭环公差;另一类是公差分配(Tolerance Allocation ,又称反计算) ,即已知装配尺寸和公差,求解组成环的经济合理公 差。 公差分析的方法有极值法和统计公差方法两类,根据分布特性进行封闭环和组成环公差的分析方法称为统计公差法.本文主要 探讨统计公差法在单轴向(One Dimension)尺寸堆叠中的应用。
良机率为1-0.9973=0.0027;在组装完毕后所有零件都有缺陷的机率为:0.0027^3=0.3。这表明几个或者多个零件
公差学习ppt第1章(3)[52P][1.23MB]
![公差学习ppt第1章(3)[52P][1.23MB]](https://img.taocdn.com/s3/m/8fe90b17fc4ffe473368ab8e.png)
在间隙配合和过渡配合中当公差等级8级时或过盈配合时的公差等级7级时常用尺寸的孔比相同等级的轴加工起来要困难加工成本相对也高些为了使组成配合的孔和轴工艺等价选用公差时可把轴的公差比孔的公差定高一级例如h5g4h5m5h6p5等
1.3 极限与配合的选用
公差与配合的选择在机械产品的设计与制造中非常重 要,它直接影响到机械产品的使用性能和加工成本。在设 计过程中,孔、轴公差与配合的选择包括基准制、公差等用要求的前提下,力求最大的技术经济效益。
活塞销与活塞及连杆上的孔的公差带 基孔制配合
反过来,如果我们在设计中采用基轴制配合,把活塞 销加工成一种公差带(大小一样),而把活塞孔和连杆孔 分别加工成两种不同的公差带,这样既便于加工,又便于 装配(如图) 。
活塞销与活塞及连杆上的孔的公差带 基轴制配合
(3)任何与标准零部件配合的孔和轴,必须以标准件 为基准。 例如滚动轴承的内圈与轴颈的配合采用基孔制,滚动 轴承的外圈与轴承座孔的配合则采用基轴制。 另外,有时为满足某些配合的特殊需要,国家标准允 许在孔和轴的配合中采用任意公差带组成的配合,即没有 基准的非基准制配合。非基准制配合代号如(T7/f6)、 (F8/g8)等。
但是,对于下面三种情况,采用基轴制时比较经济合 理。 (1)在农业机械、纺织机械和建筑机械制造过程中, 因上述机械精度要求不高,选择具有一定精度(IT9~ IT11)的冷拉钢材做轴时,不必切削加工就可直接使用, 因此应选用基轴制。 (2)在同一基本尺寸的轴的不同部位上,装配几个不 同松紧要求的孔的零件时,为方便加工和利于装配,应该 选用基轴制。
计算-查表法就是根据己知配合的极限过盈或间隙, 先计算出配合公差,再把配合公差合理的分配给孔和轴, 最后用查表1-2确定孔和轴的标准公差的方法。
1.3 极限与配合的选用
公差与配合的选择在机械产品的设计与制造中非常重 要,它直接影响到机械产品的使用性能和加工成本。在设 计过程中,孔、轴公差与配合的选择包括基准制、公差等用要求的前提下,力求最大的技术经济效益。
活塞销与活塞及连杆上的孔的公差带 基孔制配合
反过来,如果我们在设计中采用基轴制配合,把活塞 销加工成一种公差带(大小一样),而把活塞孔和连杆孔 分别加工成两种不同的公差带,这样既便于加工,又便于 装配(如图) 。
活塞销与活塞及连杆上的孔的公差带 基轴制配合
(3)任何与标准零部件配合的孔和轴,必须以标准件 为基准。 例如滚动轴承的内圈与轴颈的配合采用基孔制,滚动 轴承的外圈与轴承座孔的配合则采用基轴制。 另外,有时为满足某些配合的特殊需要,国家标准允 许在孔和轴的配合中采用任意公差带组成的配合,即没有 基准的非基准制配合。非基准制配合代号如(T7/f6)、 (F8/g8)等。
但是,对于下面三种情况,采用基轴制时比较经济合 理。 (1)在农业机械、纺织机械和建筑机械制造过程中, 因上述机械精度要求不高,选择具有一定精度(IT9~ IT11)的冷拉钢材做轴时,不必切削加工就可直接使用, 因此应选用基轴制。 (2)在同一基本尺寸的轴的不同部位上,装配几个不 同松紧要求的孔的零件时,为方便加工和利于装配,应该 选用基轴制。
计算-查表法就是根据己知配合的极限过盈或间隙, 先计算出配合公差,再把配合公差合理的分配给孔和轴, 最后用查表1-2确定孔和轴的标准公差的方法。
公差 PPT
▪ 测量器具分类
▪ {A}公法线千分尺属于{.XZ}类量具。 ▪ (A)微动螺旋(B)游标类(C)指示表 (D)光学机械类 ▪ {B}A ▪ {A}内径百分表属于{.XZ}类量具。 ▪ (A)微动螺旋(B)游标类(C)指示表 (D)光学机械类 ▪ {B}C ▪ {A}万能量角器属于{.XZ}类量具。 ▪ (A)微动螺旋(B)游标类(C)指示表 (D)光学机械类 ▪ {B}B ▪ {A}{.XZ}都属于微动螺旋类量具。 ▪ (A)螺纹千分尺(B)高度游标卡尺(C)万能量角器(D)内径千分尺 ▪ (E)公法线千分尺{B}ADE ▪ {A}{.XZ}都属于指示表类量具。 ▪ (A)内径百分表(B)高度游标卡尺(C)杠杆千分表 ▪ (D)杠杆千分尺(E)内径千分表 ▪ {B}ACE ▪ {A}直角尺属于通用测量器具。 ▪ {B}× ▪ {A}量块属于基准量具。 ▪ {B}√
▪工装选用
▪ 测量方法分类
▪ {A}按工件上同时测量的被测几何量的多少分类,测量方法可分为单项测量和{.XZ}。 ▪ (A)多项测量(B)综合测量(C)双项测量 (D)直接测量 ▪ {B}B ▪ {A}用螺纹通规检验螺纹的作用中径,属于{.XZ}。 ▪ (A)间接测量(B)比较测量(C)单项测量(D)综合测量 ▪ {B}D ▪ {A}如图所示测量方法属于{.XZ}。 ▪ (A)绝对测量(B)非接触测量(C)综合测量(D)比较测量 ▪ {B}D ▪ {A}使用内径百分表测量孔径属于{.XZ}。 ▪ (A)直接测量(B)间接测量(C)接触测量 (D)绝对测量(E)比较测量 ▪ {B}ACE ▪ {A}下列测量方法中,{.XZ}属于非接触测量。 ▪ (A)外径千分尺测轴径(B)光切显微镜测表面粗糙度(C)投影仪测孔位置度 ▪ (D)大型工具显微镜测螺纹牙型半角(E)立式光学比较仪测轴径 ▪ {B}BCD ▪ {A}立式光学比较仪测量轴径属于比较测量。 ▪ {B}√ ▪ {A}用正弦规测量角度属于直接测量。 ▪ {B}×
公差学习ppt第1章(2)[72P][1.77MB]
为了方便使用,国家标准按轴的基本偏差计算公式计 算出了轴的基本偏差数值表,具体见上表。
轴的标准公差IT、基本偏差可由表查出, 轴的另一个极限偏差就可以利用以下公式计算出来。 (IT=es-ei) 公差带在零线之下时: ei=es-IT 公差带在零线之上时: es=ei+IT
〖例〗试查表确定轴Φ35p8的基本偏差和另一极限偏 差。 〖解〗①查表确定轴的标准公差 基本尺寸Φ35属于大于30~50尺寸段, 查表1-2得IT8=39μm。
为了减少定值刀具量具的数量提高技术经济效益根据不同的使用要求把孔或轴的公差带固定起来而用改变轴或孔的公差带位置的方法来改变配合的松紧以满足各种配合要求的制度称为基准制
1.2
极限与配合标准的主要内容
1.2.1 配合制 孔、轴的配合是否满足使用要求,主要看是否可以保 证极限间隙或极限过盈的要求。显然满足同一使用要求的 孔、轴公差带的大小和位置是无限多的。
1.基孔制 基孔制是指基本偏差为一定的孔的公差带,与不同基 本偏差的轴的公差带形成各种配合的制度,如图a所示。
国家标准规定,基孔制配合中的孔称为基准孔,代号 为H,是基孔制配合中的基准件。轴为非基准件。 基准孔以其下偏差(EI)为基本偏差,数值为零。上 偏差(ES)为正值,即它的公差带位于零线上方,如图所 示。
代入公式,计算轴的下偏差、上偏差: ei=ES-Ymin =0.024-(-0.046)=+0.070mm es= ei+Ts =+0.070+0.016=0.086mm 根据计算结果,绘制公差带图。
1.2.2 标准公差系列 1.标准公差因子(公差单位) 用以确定标准公差的基本单位;是基本尺寸的函数和 制定标准公差数值系列的基础。 在实际生产中,机械零件的误差不仅与加工方法有关, 而且与基本尺寸的大小有关。因此,评定制造精度时,不 能仅看公差值的大小,同时要注意基本尺寸大小对加工精 度的影响。
公差带图PPT课件
(2)根据极限尺寸的大小判定 当Dmin≥dmax时,为间隙配合;当Dmax≤dmin
时,为过盈配合;以上两条均不成立时,为过渡配合。 (3)根据公差带图判定 当孔的公差带在轴的公差带之上为间隙配合;
当孔的公差带在轴的公差带之下为过盈配合;当孔的公差带与 轴的公差带相互交叠为过渡配合。
2019/10/18
2019/10/18
9
例题:绘出孔 2500.021
和轴
250.020 0.033
的公差带图
孔公差带
+
ES
0
EI
-
es
ei
轴公差带
2019/10/18
10
练一练
1.绘出孔 5000.050 图。
和轴 500.040 0.020
的公差带
2.绘出孔 9000.035
和轴 900.110 0.090
线所限定的一个区域。
公差带图:一般将尺寸公差与基本尺寸的关系, 按放大比例画出简图。
8
步例骤题
1.做零线:画一直线,标上“0”和“+”“-”号,做
25 绘单向出尺孔寸并标25注00.021
和轴。 250.020 0.033
的公差带图。
2.上下极限偏差线:首先根据偏差大小选定一个适当的
过盈配合(interference fit):具有过盈
(包括最小过盈为零)的配合,此时孔公差带在轴公 差带之下。也有两个极限值(Ymax,Ymin )。
2019/10/18
es 轴
ei Ymax
ES 孔
EI
Ymin
21
过盈配合的不同情况
2019/10/18
22
过渡配合(transition fit):可能具有间隙也可能具 有过盈的配合。此时,孔的公差带与轴的公差带相
时,为过盈配合;以上两条均不成立时,为过渡配合。 (3)根据公差带图判定 当孔的公差带在轴的公差带之上为间隙配合;
当孔的公差带在轴的公差带之下为过盈配合;当孔的公差带与 轴的公差带相互交叠为过渡配合。
2019/10/18
2019/10/18
9
例题:绘出孔 2500.021
和轴
250.020 0.033
的公差带图
孔公差带
+
ES
0
EI
-
es
ei
轴公差带
2019/10/18
10
练一练
1.绘出孔 5000.050 图。
和轴 500.040 0.020
的公差带
2.绘出孔 9000.035
和轴 900.110 0.090
线所限定的一个区域。
公差带图:一般将尺寸公差与基本尺寸的关系, 按放大比例画出简图。
8
步例骤题
1.做零线:画一直线,标上“0”和“+”“-”号,做
25 绘单向出尺孔寸并标25注00.021
和轴。 250.020 0.033
的公差带图。
2.上下极限偏差线:首先根据偏差大小选定一个适当的
过盈配合(interference fit):具有过盈
(包括最小过盈为零)的配合,此时孔公差带在轴公 差带之下。也有两个极限值(Ymax,Ymin )。
2019/10/18
es 轴
ei Ymax
ES 孔
EI
Ymin
21
过盈配合的不同情况
2019/10/18
22
过渡配合(transition fit):可能具有间隙也可能具 有过盈的配合。此时,孔的公差带与轴的公差带相
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
四,計算
請算出如圖工件按圖加工後封閉環A0尺寸及其公差。
02:13
18
按被測要素的功能關系分
(1).單一要素
(2).關聯要素
02:13
6
公差原則
獨立原則
就是圖樣上標出的尺寸公差和形位公差各自獨立相互無關量測時分別 滿足各自的公差要求。(採用獨立原則時在圖樣上不須加注任何符號)
相關原則
指圖樣上給定的形位公差淤尺寸公差相互有關的公差原則,也即是尺
寸值有富余時可補償給形位值的原則。根據被測實際要素所應遵守的邊界原 則故同可分為包容原則和最大實體原則兩種:
(2).實際要素 : 零件上實際存在的要素。
按幾何特征分
(1).輪廓要素 : 構成零件外廓能為人們直接感覺到的要素,如平面,圓柱面, 直線等。
(2).中心要素 : 指零件上的軸線.球心.兩平行平面的中心面,它們是抽象的不 可見的,但卻隨著相應的輪廓要素存在而客觀存在。
按在公差中的地位分
(1).被測要素:圖樣上給出了形狀或(和)位置公差要求的要素。 (2).基準要素:用來確定被測要素方向或(和)位置的要素稱為基準要素,理 想的基準要素簡稱為基準。
監淤公差的不可避免性,必須給生產以合理的公 差。在定制公差時須考慮以下極點:
1. 滿足產品的功能需求(客戶要求) 2. 現有設備條件下能制造出來 3. 經濟性
02:13
4
公差的分類
尺寸公差 形位公差
02:13
5
公差要素
按存在的狀態分
(1).理想要素 : 具有幾何學意義的要素。設計時圖樣上給出要素的形狀和位置 關系,它們是沒有幾何誤差的理想要素。
1練習
一, 填空
1,誤差的產生有(
)和( )兩種。
2,公差分(
)公差和(
)公差。
其中形位公差包括( ),(
)。
3,公差原則有(
)和(
)。
4,尺寸鏈有(
),( )的特性。
二, 名詞解釋
1,被測要素:
2,基準要素:
三, 簡答
1,包容原則和最大實體原則分別所遵守的尺寸邊界是什麼?
(1).包容原則
又秤泰勒原則,就是以最大實體尺寸作為邊界值,檔被測要素上各點 的實際尺寸已達到此邊界值時,則此要素不在有任何的形位誤差,而隻有檔 實際尺寸偏離最大實體尺寸時,其偏離值允許補償給形位誤差。
(2).最大實體原則
最大實體原則應用淤被測要素時,是以實效尺寸作為邊界,隻有當被
測要素的實際尺寸偏離最大實體尺寸時其偏離值允許補償給形位誤差。
公差分析基礎
JEYNI
02:13
1
簡介
誤差的產生 公差的制定 公差分類 公差要素 公差原則 尺寸鏈 思考與練習
02:13
2
誤差的產生
1 . 制造誤差
制造過程中不可能將工件作的絕對正確,誤差是不可 避免的。
2 . 量測誤差
限於量測技術及人的操作因素,誤差也是不可避
02:13
3
公差的制定
封閉性:即尺寸按一定順序連接,形成封閉外形。
制約性:其中一各尺寸變動將影響其他尺寸變化。
分類:
按應用場合:裝配尺寸鏈和零件工藝尺寸鏈 按空間位置:線性尺寸鏈,平面尺寸鏈,空間尺寸鏈 按計量單位:長度尺寸鏈,角度尺寸鏈。
尺寸鏈組成:
封閉環:間接獲得,最後保証的尺寸。 組成環:除封閉環外的其他環
增環:檔其它環不變時,該環增加(或減小)封閉環會隨之而增加(或減小) 減環:檔其它環不變時,該環增加(或減小)封閉環會隨之而減小(或增加)
尺寸鏈計算:
正計算:用與驗証設計圖樣中某項精度指標是否能達到。
反計算:就是已知封閉環求解組成環,用於產品設計階段。
中間計算:常用於結構設計,用於確定一些難加工和不易改變公差的組成環的公
0差2:1值3 的確定。
11
02:13
12
02:13
13
02:13
14
尺寸鏈的解法
02:13
15
02:13
02:13
7
最大實體尺寸:在實際要素的尺寸公差范圍內而且具有材料最多時的尺寸。
時效尺寸:最大實體尺寸與形位公差綜合而成,對軸而言為最大實體尺寸加 形位公差;對空而言為最大實體尺寸減形位公差。
02:13
8
02:13
9
02:13
10
尺寸鏈
定義及特性
產品的制造或裝配過程中,有相關的尺寸或位置關系所組成的封閉尺寸系統, 稱為尺寸鏈。