(完整版)产品质量检验报告.doc
产品质量分析报告(10篇)范文
产品质量分析报告(10篇)温馨提示:本文是笔者精心整理编制而成,有很强的的实用性和参考性,下载完成后可以直接编辑,并根据自己的需求进行修改套用。
产品质量分析报告第1篇:中国xx研究所xx公司色织厂共同研制的新产品――防静电仿毛华达呢, 已试生产出。
织物的主要质量指标到达了纺织工业部标准, 防静电性能指标明显优于日本工业标准《静电安全指南》所列举的性能指标。
下头就试制中的质量问题作如下分析。
一、质量管理体系xx公司色织厂生产系统有纺纱、染纱、准备、织造、整理等主要车间。
产品质量分析报告。
从纺纱到成品构成了一条较完整的生产线, 多年来以外贸出口产品为主, 今年为100%出口。
2003年出口合格率为xx%, 20xx年1-6月份出口合格率为95%, 比去年同期增长 6.01%。
多年来, 从生产质量管理上积累了较丰富的经验。
公司有一套与生产相适应的质量管理体系, 有专职质量管理检验人员200人, 占全公司在职人数的13.3%, 由厂长工程师主抓质量工作。
质量检查科具体负责各车间的产品质量, 各生产车间的关键环节均设有质量检查网点。
同时, 由质量检查科派出人员专职监督抽查, 实行三级检验, 并在原传统的管理基础上吸取了先进的全面质量管理方法, 把质量工作同经济职责制结合起来, 同时建立了百分考核制, 并在中层科室车间干部中举办了全面质量管理学习班。
二、质量保证措施为对以后的试产供给依据, 公司从原料、原纱一进厂就进行化验、测试, 同时为严格控制保证产品质量, 特制定了《防静电新产品质量管理条例》。
在新产品试制中, 全厂充分发挥车间职能科室的配合作用各检测网点的把关作用, 同时广泛宣传防静电新产品的意义, 启发员工的主人翁职责感。
每周定期召开一次质量分析会, 预测分析处理生产中发生的问题。
为了及时了解到新产品的质量情景, xx纺织科学研究所xx总工程师亲访用户, 及时把质量信息反馈给色织厂。
三、质量水平分析(一)下机质量及入库质量(略)(二)物理指标(略)(三)染色牢度(略)(四)防静电性能指标(略)上述情景说明, 本产品的主要指标到达了纺织工业部的标准, 防静电性能指标明显优于日本同类产品, 具有良好的防静电性能。
(完整版)产品质量检验报告
三、主要零件关键项目和主要项目加工制造质量
序号
检验项目
质量要求
实测结果
单项评论
减速机箱体K4119.1.1(新)-2
1
与轴承配合尺寸
Φ215.01
合格
2
配合处表面粗糙度
Ra1.6
Ra1.6
合格
3
与轴承配合处尺寸
Φ280.00
合格
4
配合处粗糙度
Ra1.6
Ra1.6
合格
5
竖孔孔径
Φ215.02
合格
4
下端轴承孔表面粗糙度
Ra1.6
Ra1.6
合格
磨辊轴5R4125.1.9B-7A
1
与上端轴承配合处轴径
Φ80.02
合格
2
配合处表面粗糙度
Ra1.6
Ra1.6
合格
3
与下端轴承配合处轴径
Φ100.02
合格
4
配合处表面粗糙度
Ra1.6
Ra1.6
合格
5
与轴套配合处轴径
Φ120.04
合格
6
配合处表面粗糙度
锥度与梅花架配合处键槽宽
31.95
合格
15
键槽两侧表面粗糙度
Ra3.2
Ra3.2
合格
审核:检测:
编号J9116产品检验报告
序号
检验项目
质量要求
实测结果
单项评论
减速机大齿轮K4119.1.1-3
1
中心距及偏差
450±0.0485
450.03
合格
2
齿圈径向跳动公差
0.071
0.06
产品质量跟踪报告(范本)
产品质量跟踪报告(范本)第一篇:产品质量跟踪报告(范本)为了提高企业的信誉,增强企业在市场经济的竞争能力,公司对产品质量进行跟踪,以此发现产品生产直至使用过程中存在的各种问题,并及时采取纠正措施,从而为用户提供全方位的服务。
公司主要通过以下方式对产品质量进行跟踪:一、产品的质量控制措施以及内部审核中对产品质量的审查;本公司依据GB/T19001-2000 idt ISO 9001:2000《质量管理体系—要求》建立质量管理体系,并定期进行管理评审。
管理评审每年度不得少于一次。
有下列情况时,质检部可报请管理者代表增加评审次数,经总经理批准后可实施评审。
1.做好标识管理,便于产品质量追溯:仓管部库管员负责对库内采购的原材料、外加工部件及库内成品进行标识;生产车间负责生产区域内原材料、在制品、外加工部件、工装流水线上的各种半成品及成品下线前的产品标识;质检部对所有产品表示的执行情况进行检查监督;生产车间、仓管员对产品的可追溯性负责。
1.1原材料的标识1.1.1原材料入库后,库管员按类别登记入账,并做好原材料标识,标识的内容包括:原材料名称、产地、供应商、数量、规格、批次等,具体表式如下:1.1.2所有原材料要实行动态管理,每次车间领取材料后,都须注明其领取、结存情况;原材料变换产地时,应重新设置原材料标识卡。
1.2生产过程的产品标识1.2.1车间领取的各种材料应详细登记《原材料使用记录》,记录原材料的使用情况,以便追溯。
1.2.2制作工序的标识每种产品在制作过程中,在操作台的上方悬挂相应的标牌,对生产工序加以标识。
1.3成品的标识1.3.1小包装标识经工序检验合格的产品,在对其小包装封口时,都应施加“生产日期”、“失效日期标识”“检验合格证明”,生产日期、失效日期均为实际日期,每天上班时由车间专人负责更换日期编码。
1.3.2中包装标识中包装的标识同小包装1.3.3外包装的标识产品经工序的最终检验后,在其外包装上注明检验人、生产批号、生产日期、实效日期等标识。
SGS报告详细内容
SGS报告详细内容SGS(全称为Société Générale de Surveillance)是一家全球领先的检验、鉴定、测试和认证服务公司。
SGS报告是该公司为客户提供的详细报告,用于评估产品质量、环境和社会责任等方面。
以下是一份1200字以上的详细SGS报告内容:报告封面:SGS Logo报告标题:产品质量检验报告报告编号:[编号]报告日期:[日期]申请单位:[客户名称]报告生成单位:SGS公司报告概述:本份报告对客户申报的产品进行了质量检验,并根据标准和法规对产品的技术指标、安全性能进行了详细评估。
通过专业的检测设备和方法,我们对核心方面进行了检验,以确保产品的符合性和安全性。
该报告包含对检测结果的详细分析和评估。
报告内容:1.产品信息:-产品名称:[产品名称]-产品型号:[产品型号]-生产日期:[生产日期]-生产厂商:[生产厂商]-批次号:[批次号]-样品数量:[样品数量]2.检验标准:-国家/地区标准:[国家/地区标准]-行业标准:[行业标准]3.技术指标检测:-外观检验:对产品外观进行检查,包括颜色、表面质量、标识等。
-尺寸测量:对产品尺寸进行测量,包括长度、宽度、高度、重量等。
-功能性能测试:对产品的功能进行测试,例如开关、控制装置等。
-材料成分分析:对产品的主要材料进行成分分析,以确认其质量和含量。
-包装检验:对产品的包装进行检验,以确保包装的完整性和适用性。
4.安全性能测试:-电气安全性:对电气产品的安全性能进行测试,包括电流、电压、绝缘电阻等。
-生物安全性:对食品、药品、化妆品等进行微生物和毒素检测,保证产品的安全使用。
-化学安全性:对产品中的化学物质进行检测,包括有害物质、重金属、挥发性有机物等。
-物理安全性:对产品的力学性能进行测试,包括强度、硬度、耐磨性等。
-辐射安全性:对含有辐射元素的产品进行辐射检测,保证产品的安全使用。
5.其他测试项目:-环境影响:对产品生产过程中的环境影响进行评估,包括废水、废气、噪音等。
产品质量分析报告15篇
产品质量分析报告15篇产品质量分析报告15篇产品质量分析报告1一、基本情景1、2023年, 我局对化工产品、装饰材料(木质门)、建材等产品质量开展了监督抽查委托检验。
共监督抽查了80家企业, 抽检样品86个批次, 样品合格78个。
不合格8个, 合格率91%。
2、名牌产品质量状况。
我县现有陕西省名牌产品7个, 名牌产品生产企业共6个。
其中农产品生产企业1家、建材企业类2家、食品类企业1家、酒类生产企业1家、皮革、毛皮、羽毛(绒)及其制品类生产企业1家。
我县6家陕西省名牌企业都建立并经过了__质量体系认证, 产品的保障本事较强, 在历次名牌产品监督抽查中, 产品的合格率均为100%。
我县名牌产品企业以产品质量好、产品市场占有率高、企业社会信用度高赢得了市场, 取得了好的效益, 拉动了我县经济的发展。
3、地理标志保护产品质量状况近年来, 我局紧紧围绕县委、县政府中心工作, 始终坚持生态资源产业化、特色产业地域化的思路, 以推进地方经济持续健康增长农村稳定、农业增收、农民致富为目标, 立足资源优势, 突出区域特色, 深挖潜力, 开展地理标志产品保护工作, 走出了一条拓展地方产品特色的发展之路。
截至目前, 我县已成功向国家质检总局申报并获批了靖边小米、靖边苦荞、靖边土豆、靖边羊肉4个国家地理标志保护产品;与此同时还制定了相关标准, 对原料、生产设备、生产工艺、生产地域、质量要求进行了严格规范, 保证了地标产品应有的特色品质。
2023年对获准使用地理标志保护产品生产企业进行监督检查, 抽检地理标志保护产品6个批次, 产品的合格率均为100%。
二、抽查产品类别共性质量问题:根据以上情景综合分析, 我县建材生产企业是产品质量监管的重点, 也是急待解决整顿的重要资料, 因为这些产品直接关系到地方基础设施建设, 关系到社会大型建筑国家人民的生命财产安全。
重点是要加强生产企业的质量控制管理, 异常是要加强对产品的定期监督检验质量抽查, 以确保产品出厂检验合格, 并对存在的质量问题, 帮忙企业分析存在的原因, 制定整改方案改善措施, 指导引导企业规范生产经营, 全面提高我县的建材产品质量管理水平。
产品出厂检验报告(模板)3篇
产品出厂检验报告(模板)产品出厂检验报告一、产品基本信息1. 产品名称:2. 产品型号:3. 出厂日期:4. 生产厂家:5. 接受检验日期:6. 检验人员:二、外观质量1. 外观完整性:□合格□不合格2. 焊接质量:□合格□不合格3. 表面处理:□合格□不合格4. 产品尺寸误差:±______mm备注:三、性能检测1. 外形尺寸:长______mm,宽______mm,高______mm2. 工作电压:______V3. 工作电流:______A4. 功率:______W5. 工作频率:______Hz6. 工作温度:______℃7. 工作湿度:______RH8. 各项指标是否达到设计要求:□达到要求□不达要求备注:四、结论1. 本产品外观质量合格,符合设计要求。
2. 本产品性能符合设计要求,各项指标达到要求。
3. 结论:□合格□不合格备注:产品出厂检验报告一、产品基本信息1. 产品名称:2. 产品型号:3. 出厂日期:4. 生产厂家:5. 接受检验日期:6. 检验人员:二、外观质量1. 外观完整性:□合格□不合格2. 焊接质量:□合格□不合格3. 表面处理:□合格□不合格4. 产品尺寸误差:±______mm备注:三、性能检测1. 工作电压:______V2. 工作电流:______A3. 功率:______W4. 工作频率:______Hz5. 工作温度:______℃6. 工作湿度:______RH7. 各项指标是否达到设计要求:□达到要求□不达要求备注:四、结论1. 本产品外观质量合格,符合设计要求。
2. 本产品性能符合设计要求,各项指标达到要求。
3. 结论:□合格□不合格备注:产品出厂检验报告一、产品基本信息1. 产品名称:2. 产品型号:3. 出厂日期:4. 生产厂家:5. 接受检验日期:6. 检验人员:二、外观质量1. 外观完整性:□合格□不合格2. 焊接质量:□合格□不合格3. 表面处理:□合格□不合格4. 产品尺寸误差:±______mm备注:三、性能检测1. 工作电压:______V2. 工作电流:______A3. 功率:______W4. 工作频率:______Hz5. 工作温度:______℃6. 工作湿度:______RH7. 各项指标是否达到设计要求:□达到要求□不达要求备注:四、结论1. 本产品外观质量合格,符合设计要求。
关于产品出厂检验报告(模板)
2023年产品出厂检验报告(模板)2023年产品出厂检验报告(模板)尊敬的用户:首先,感谢您对我们公司的产品表达出的信任和支持。
为了确保我们产品的质量和安全,我们将向您提供2023年产品出厂检验报告。
该报告旨在详细介绍我们在产品质量控制方面所采取的措施,并确保产品在交付给您之前已通过了各项标准的检验。
一、出厂检验目的及背景为了保证产品的质量和安全,我们在产品出厂前进行严格的检验。
这些检验措施旨在确保产品在符合相关标准的前提下达到客户的期望和要求。
二、检验流程及方法1. 原材料检验:我们对产品所使用的原材料进行了全面的检验。
这包括对材料的质量、性能和安全性进行评估,以确保其符合相关标准和要求。
2. 制造工艺检验:我们对产品的制造工艺进行了严格的检验。
这涉及到生产线的操作、设备的维护和操作员的技能等方面的评估,以确保产品的生产过程符合标准和要求。
3. 产品功能性能检验:我们对产品的功能性能进行了全面的检验。
这包括产品的电气性能、机械性能、使用寿命等方面的评估,以确保产品在正常使用条件下能够达到预期的性能水平。
4. 产品外观检验:我们对产品的外观进行了仔细的检验。
这包括产品的颜色、形状、尺寸等方面的评估,以确保产品的外观符合标准和要求。
三、检验结果及分析根据上述的检验流程和方法,我们对产品进行了全面的检验,并得出如下结论:1. 原材料检验:我们使用的原材料均符合相关标准和要求,不存在质量问题。
2. 制造工艺检验:生产过程中的操作符合标准和要求,设备运行正常,操作员技能良好。
3. 产品功能性能检验:产品的电气性能、机械性能和使用寿命等方面均符合预期性能。
4. 产品外观检验:产品的外观颜色、形状和尺寸等均符合相关标准和要求。
四、改进措施及建议为了进一步提升产品的质量和性能,我们根据此次检验结果提出以下改进措施和建议:1. 加强原材料的供应链管理,确保原材料的质量和安全性。
2. 定期对制造工艺进行评估和改进,确保生产过程的稳定性和一致性。
产品质量监督检验自查报告(3篇)
产品质量监督检验自查报告一、报告背景产品质量是企业发展的基础和关键,保障产品质量是企业提高竞争力、增强消费者信心的重要手段。
为了自查产品质量监督检验工作的开展情况,特进行此报告。
二、自查目的通过自查,全面了解产品质量监督检验的执行情况,发现存在的问题和不足,并提出改进措施,以确保产品质量的稳定和提升。
三、自查内容1.产品质量监督检验流程- 了解产品质量监督检验的整体流程和各环节的具体要求;- 对质量标准、抽样方案、检验方法等进行核查,确保执行的准确、合理和规范。
2.产品质量监督检验数据- 梳理产品质量监督检验的数据统计和分析工作,查看数据的准确性和完整性;- 对异常数据进行排查,找出存在的问题和原因。
3.产品质量监督检验设备- 检查产品质量监督检验设备的配备情况,包括仪器仪表、生产线设备等;- 确保设备的正常运行,及时维修和更新,以保持设备的准确性和可靠性。
4.产品质量监督检验人员- 调查产品质量监督检验人员的培训情况,了解其专业技能和认知水平;- 考察人员的工作积极性和责任心,确保其能够按照规定和要求进行工作。
5.产品质量监督检验文件- 查阅产品质量监督检验的相关文件,包括检验报告、质量记录等;- 确保文件的及时、完整和准确,便于溯源和追踪。
四、自查结果1.产品质量监督检验流程- 流程合理,各环节执行有序;- 但在抽样方案制定和检验方法选择上存在一定的不足,需要加强标准和规范的宣贯。
2.产品质量监督检验数据- 数据的准确性和完整性良好;- 但在异常数据排查方面,需要加强经验总结和问题解决能力。
3.产品质量监督检验设备- 设备配备齐全,运行正常;- 但设备的定期维修和更新需要加强,以确保设备的可靠性。
4.产品质量监督检验人员- 人员技能和水平良好;- 但个别人员的工作积极性和责任心还有待提高。
5.产品质量监督检验文件- 文件的及时、完整和准确;- 但在文件整理和分类上需要更加规范和细致。
五、改进措施1.加强培训和宣贯工作,提高产品质量监督检验人员的专业水平和执行能力;2.定期召开经验交流会,总结和分享工作中遇到的问题和经验,提升问题解决能力;3.加强设备的定期维修和更新,确保设备的准确性和可靠性;4.加强文件的完善和分类整理,方便溯源和追踪;5.加强异常数据的排查和问题解决能力,及时处理异常情况。
产品质量分析报告8篇
《产品质量分析报告》产品质量分析报告(一):XXXX年第三季度,在省局和州委、州政府的正确领导下,我局结合本地经济发展状况和产业结构状况,切实加强产品质量监管,提高企业质量管理水平和产品质量水平,采取监督抽查的方式,重点对建材、农资、日用消费品等工业产品进行监督检查,促进了全州产品质量稳步提高。
现将我州产品质量状况分析报告如下。
一、产品质量安全状况第三季度,xxxxxxxx工业产品质量状况稳中向好,没有出现区域性、行业性和系统性的重大产品质量安全问题。
全州工业企业1000多家,全国工业产品生产许可证企业39家40张证书(其中,水泥7家7张证书,人造板6家6张证书,溶解乙炔3家3张证书,复混肥4家4张证书,磷肥3家3张证书,碳化钙2家2张证书,钛及钛合金加工1家1张证书,钢筋混凝土排水管7家7张证书,钢筋1家1张证书,食品包装容器工具等制品5家6张证书)。
第三季度,我州开展了对非金属矿物制品、橡胶和塑料制品、化学原料和化学制品制造等3大类11种产品的监督抽查,涉及101家企业109批次产品,合格91家99批次产品,批次合格率为9008%。
二、主要问题及原因分析(一)工业产品质量监督抽查状况1、省级监督抽查第三季度对我州荤腥混凝土电配装眼镜2大类2种产品进行省级监督抽查,其中合格产品2种,占抽查产品种数100%。
2、州级监督抽查第三季度,完成了对水泥包装袋、混凝土普通砖、烧结普通砖、烧结多孔砖等3大类9种产品的监督抽查,共抽查了92家企业100批次产品,合格82家企业90批次产品,合格率为90%。
(二)工业产品质量不合格原因分析第三季度不合格产品主要出此刻州级监督抽查中,不合格原因分析如下:1、1个批次的烧结多孔砖不合格。
不合格指标是抗压强度和密度等级。
不合格原因:一是使用的粘土杂质较多,质量不高;二是煤炭价格上涨,生产者为节省成本,缩短烧制时间;三是工人素质不高,无专人负责质量管理工作,未严格执行产品标准,对原料的属性未进行分析,致使砖机出口尺寸控制无法满足最终产品的尺寸偏差要求,加上凭经验对产品进行决定,无科学的方法解决产品尺寸就应控制的允许偏差范围。
螺杆钻具产品质量检验报告
实测结果
油 1 色泽度 漆 质 2 漆层附着力 量 3 油漆标志
光洁一致、无粘附物 附着力强,干透不粘手 厂名、品名、规格型号、编号等齐全
包 1 草绳包装 装 质 量 2 木箱包装
随机文件封入塑料袋内,附在产品上, 用草绳紧密缠绕
随机文件封入塑料袋置于箱中 能防护产品,且包装牢固
木箱上、厂名、品名、规格型号、编号、 封箱检验标识齐全
油 1 色泽度 漆 质 2 漆层附着力 量 3 标志
光洁一致、无粘附物 附着力强,干透不粘手 厂名、品名、规格型号、编号等齐全
合格
合格
合格 随
合格
货
同
合格
行
包
联
装 质
1
草绳包装
随机文件封入塑料袋内,附在产品上,用 草绳紧密缠绕
合格
量
合格
检验员:
2010 年 10 月 09 日
同意出厂
质检科长:
2010 年 10 月 09 日
90-180
检 6 钻头水眼压降(MPa) 1.4-6.9
合格 合格 合格
验 7 马达压降(MPa) 2.8
合格
8 工作扭矩(N.M) 3000
合格
9 最大扭矩(N.M) 3700
合格
10 推荐钻压(KN)
80
合格Байду номын сангаас
11 最大钻压(KN)
120
合格
12 马达流量(L/S)
16-28
13 连接螺纹(上、下端) 41/2REG
评定
存 根 联
合格
检验员:
年月日
符合标准 SY/T 5383-2010,同意出厂。
质检科科长:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
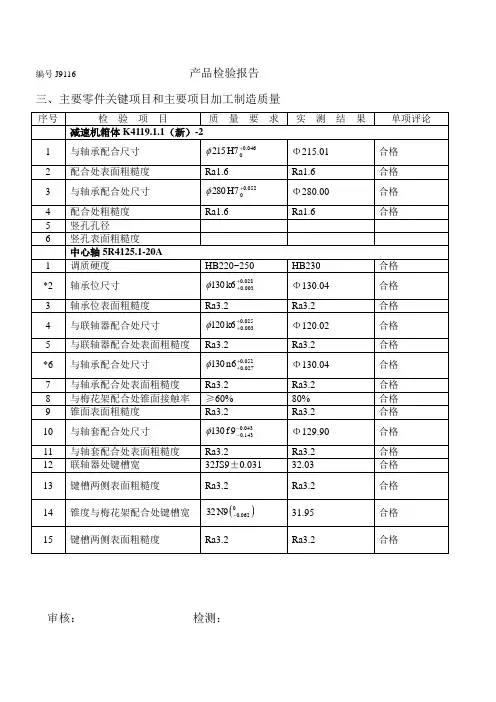
三、主要零件关键项目和主要项目加工制造质量
序号检验项目质量要求实测结果单项评论减速机箱体 K4119.1.1(新) -2
1与轴承配合尺寸
2配合处表面粗糙度
3与轴承配合处尺寸
4配合处粗糙度
5竖孔孔径
6竖孔表面粗糙度
中心轴 5R4125.1-20A
1调质硬度
*2轴承位尺寸
3轴承位表面粗糙度
4与联轴器配合处尺寸
5与联轴器配合处表面粗糙度*6与轴承配合处尺寸
7与轴承配合处表面粗糙度8与梅花架配合处锥面接触率9锥面表面粗糙度
10与轴套配合处尺寸
11与轴套配合处表面粗糙度12联轴器处键槽宽
13键槽两侧表面粗糙度
14锥度与梅花架配合处键槽宽
215H7 0 0.046 Φ215.01 合格Ra1.6 Ra1.6 合格280H7 00 .052 Φ280.00 合格Ra1.6 Ra1.6 合格
HB220~250 HB230 合格
130k6 0. 028 Φ130.04 合格
0.003
Ra3.2 Ra3.2 合格
120k6 0. 025 Φ120.02 合格
0.003
Ra3.2 Ra3.2 合格130n6 00..027052 Φ130.04 合格Ra3.2 Ra3.2 合格≥ 60% 80% 合格Ra3.2 Ra3.2 合格130f 9 00..143043 Φ129.90 合格Ra3.2 Ra3.2 合格32JS9±0.031 32.03 合格Ra3.2 Ra3.2 合格32N9 0 0 .062 31.95 合格
15键槽两侧表面粗糙度Ra3.2Ra3.2合格审核:检测:
编号 J9116
序号检验项目质量要求实测结果单项评论减速机大齿轮 K4119.1.1-3
1 中心距及偏差450± 0.0485 450.03 合格
2 齿圈径向跳动公差0.071 0.06 合格
3 公法线长度及偏差266.80 00..32 266.55 合格
4 调质硬度HB230~260 HB240 合格
5 内孔尺寸140H7 0 0.04 Φ140.02 合格
6 内孔键槽宽36JS9±0.031 36.02 合格
7 键槽两侧表面粗糙度Ra3.2 Ra3.2 合格
底座 K1270.1-1
1 与磨环配合处的孔径1355.375JS9 0.155
Φ1355.475 合格
2 配合处锥面的表面粗糙度Ra3.2 Ra3.2 合格
铲刀架 K1270.1-20
1 与轴承配合处尺寸310H7
2 配合处表面粗糙度Ra3.2
磨辊 5R4128.1.9-3A
1 内孔锥面接触率≥ 60%
2 锥面表面粗糙度Ra3.2
磨辊套 K4805.1.9-6
0.052
0 Φ310.01 合格
Ra3.2 合格
80% 合格
Ra3.2 合格
1 上端轴承孔径170H 70 0.040 Φ170.01 合格
2 上端轴承孔表面粗糙度Ra1.6 Ra1.6 合格
3 下端轴承孔径215H7 0 0.046 Φ215.02 合格
4 下端轴承孔表面粗糙度Ra1.6 Ra1.6 合格
磨辊轴 5R4125.1.9B-7A
1 与上端轴承配合处轴径80k6
2 配合处表面粗糙度Ra1.6
3 与下端轴承配合处轴径100k6
4 配合处表面粗糙度Ra1.6
5 与轴套配合处轴径120n6
6 配合处表面粗糙度Ra3.2 0.021
0.002
0.025
0.003
0.045
0.023
Φ80.02 合格
Ra1.6 合格
Φ100.02 合格
Ra1.6 合格
Φ120.04 合格
Ra3.2 合格
审核:检测:
编号 J9116
序号检验项目质量要求实测结果单项评论
7 与磨辊配合处锥面接触率≥ 60% 80% 合格
8 锥面表面粗糙度Ra1.6 Ra1.6 合格
9 调质硬度HB220~250 HB228 合格
磨环 5R4128.1-14
1 与底座配合处外径1355.3750 0.3 Φ1355.40 合格
2 配合处表面粗糙度Ra3.2 Ra3.2 合格
分级机轴承座 GKH960.2-3
1 与轴承配合处尺寸170H7
2 配合处表面粗糙度Ra3.2
3 与电机支座配合处尺寸280H7
4 配合处表面粗糙度Ra3.2
5 与定位座套配合处尺寸690f 8
6 配合处表面粗糙度Ra3.2
定位座套 K1270.2-2
0.040
0.052
0.080
0 .205
Φ170.03合格
Ra3.2合格
Φ280.04合格
Ra3.2合格
Φ689.9合格
Ra3.2合格
1 与转子配合处尺寸631 00..64 Φ631.55 合格
2 配合处表面粗糙度Ra3.2 Ra3.2 合格
转子 GKH960.2.8D
1 与定位座套配合处尺寸630 00..46 Φ629.5 合格
2 配合处表面粗糙度Ra6.
3 Ra6.3 合格
3 内孔尺寸75H7 0 0.03 Φ75.02 合格
4 内孔键槽宽20JS9±0.026 20.02 合格
5 键槽两侧表面粗糙度Ra3.2 Ra3.2 合格
审核:检测:。