CIPSIP工艺流程操作说明书
CIP操作过程书
CIP操作过程书晋大乳业二零一四年自动操作过程1,酸液准备自动操作,(1)开机后按自动,屏幕显示自动状态。
(2)按准备界面,屏幕进入准备界面。
(3)按酸液准备,。
酸液准备关变为酸液准备开到达设定温度,设定电导。
系统自动结束。
2,碱液准备自动操作,(1)在准备界面,按碱液准备,碱液准备关变为碱液准备开到达设定温度,设定电导。
系统自动结束3,热水准备自动打操作(2)在准备界面,按热水准备,热水准备关变为热水准备开到达设定温度,设定电导。
系统自动结束4,清洗过程自动操作在清洗界面,按下水洗按纽,(碱洗水洗,酸洗水洗,热水洗,)再按启动,过1至2分种,再按下相应的回程泵,系统自动清洗,洗完自动结束。
关掉回程泵。
在清洗过程中,如遇液位低,系统暂停。
如遇特殊情况,按暂停,故障解除后,按继续,系统恢复清洗。
手动清洗过程,1,热水清洗,打开热水阀,打开卫生泵,打开出口阀(默认打开),打开回流阀。
关闭排放阀,(默认关闭)1至2分钟后打开回程泵。
清洗完毕,关闭,卫生泵,和热水,回程泵。
’2,酸(碱)清洗打开酸(碱)阀,打开卫生泵,打开出口阀(默认打开),打开回流阀,关闭排放阀,(默认关闭),1至2分钟后打开回程泵。
清洗完毕,关闭,卫生泵,和酸(碱)阀,回程泵。
酸(碱)洗后必须用水洗掉管里残余的酸(碱),方法同下,打开热水阀,打开卫生泵,打开出口阀(默认打开),回流阀是关闭状态。
1至2分钟后打开回程泵。
打开排放阀,(默认关闭)设数参考设置:P8.0I 1.5D0.0T0.01SV85。
CIP操作说明书
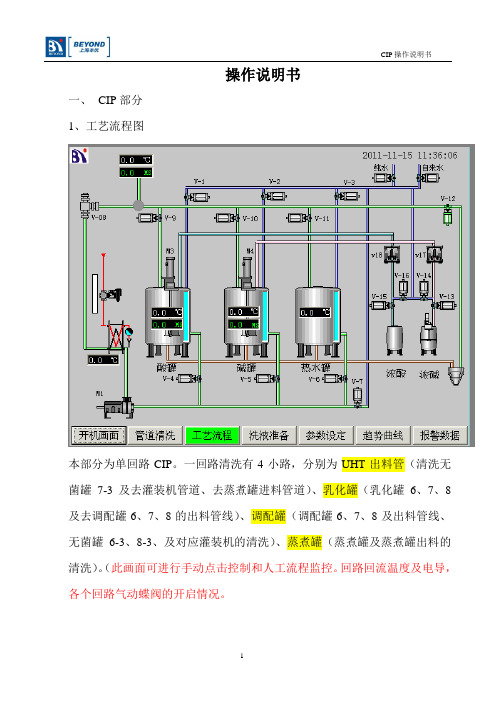
操作说明书一、CIP部分1、工艺流程图本部分为单回路CIP。
一回路清洗有4小路,分别为UHT出料管(清洗无菌罐7-3及去灌装机管道、去蒸煮罐进料管道)、乳化罐(乳化罐6、7、8及去调配罐6、7、8的出料管线)、调配罐(调配罐6、7、8及出料管线、无菌罐6-3、8-3、及对应灌装机的清洗)、蒸煮罐(蒸煮罐及蒸煮罐出料的清洗)。
(此画面可进行手动点击控制和人工流程监控。
回路回流温度及电导,各个回路气动蝶阀的开启情况。
2、参数设定此画面操作人员不要调整数据此画面操作人员不要调整数据,此画面是温度传感器的温度修正3、洗液准备点击黑色区域输入你需要的数值,按ENTER键确定。
此画面为1路洗液准备,选择你要准备的酸、碱、热水。
如图选择碱液准备(被选中的部分变为绿色)点击黑色区域输入你需要的数值,按ENTER键确定。
酸顶水时间设为10、电导设为12、温度设为75。
碱顶水时间设为10、电导设为85、温度设为85。
热水顶水时间设为10、温度设为95。
点击单动为联动、启动按钮即可。
时间单位为秒,温度单位为℃,电导为MS.点击黑色区域输入你需要的数值,按ENTER键确定。
4、管道清洗,选择你要清洗的步骤入选择水洗、碱洗-水洗、酸洗-水洗、热水洗。
这四部分可以任意选择其中的几个进行组合都可以。
清洗时间、浓度、温度设定。
一般情况下冷管路及其设备的清洗程序水冲洗3-5分钟;用75-85℃热碱性洗涤剂循环10-15分钟(若选择NaOH,建议溶液浓度为0.8%-1.2%);水洗3-5分钟;建议每周用65-75℃的酸液循环一次(如浓度为0.8%-1.0%的硝酸溶液);用90-95℃热水消毒10分钟;自然冷却10分钟;热管路及其设备的清洗程序受热设备的清洗,用水预冲洗5-8分钟;用75-85℃热碱性洗涤剂循环15-20分钟(若选择NaOH,建议溶液浓度为1.0%-1.5 %);用水冲洗5-8分钟;用65-75℃的酸液循环15-20分钟(如浓度为0.8%-1.2%的硝酸溶液或2%磷酸);用水冲洗5分钟;生产前用90-95℃热水循环消毒15-20分钟;CIP系统操作注意事项1.1.1严禁浓酸浓碱或片碱直接人工投入酸碱罐中,否则会造成酸碱喷射飞溅灼伤操作人员,如发生上述情况应立即用大量清水冲洗,情况严重的应及时送往就近医院处理。
CIP操作手册(乐美)
操作手册版本:01目录1 概述 (4)1.1 系统操作 (4)1.2 交接信号 (8)1.3 流程图操作 (9)1.4 程序操作 (10)1.5 趋势图显示 (16)1.6 模拟量输入操作 (21)1.7 PID调节操作 (22)2 过程描述 (24)2.1 制酸程序 (24)2.2 制碱程序 (24)2.3 CIP清洗程序 (24)3 程序说明 (25)3.1 画面说明 (25)3.2 制酸程序 (26)3.3 制碱程序 (30)3.4 CIP清洗程序 (34)4 电机和阀门的手动控制 (38)5 系统信息 (39)6 用户登陆 (39)1概述1.1 系统操作本套系统是针对乐美灌装机CIP清洗编写的,主要由水罐,酸罐和碱罐组成。
开机画面如下图1.1图<1.1>按切换中/英文,按进入调节画面,如下图1.2所示图<1.2>在此画面可以调节屏幕亮度和位置,退出程序,还可以通过向右箭头,可进入用户登录画面。
如下图1.3所示图<1.3>在此画面上可以登录、退出用户,建立和注销用户。
还可以通过向右箭头,可进入报警画面。
如下图1.4所示图<1.4>1.2 交接信号按可进入信号交接画面,如下图所示画面1.5图<1.5>1.3 流程图操作按可进入PID流程图画面1.6,如下图所示。
图<1.6>1.4 程序操作按图1.1和1.6画面中的按钮可以进入相应的程序操作画面。
制酸程序画面如下图1.7所示图<1.7>制碱程序画面如下图1.8所示图<1.8>CIP清洗程序画面如下图1.9所示图<1.9>按图1.7,1.8,1.9中可进入相应的参数画面,如下图所示。
1.5 趋势图显示在图1.1中按可进入酸罐温度912TT01的趋势画面,X轴为时间,Y轴为温度值,如下图所示画面1.10图<1.10>在图1.10中按向右的箭头可跳转到碱罐温度913TT01的趋势画面,所下图1.11所示图<1.11>在图1.11中按向右的箭头可跳转到回收管道电导率921CT01的趋势画面,所下图1.12所示图<1.12>在图1.12中按向右的箭头可跳转到回收管道温度921TT01的趋势画面,所下图1.13所示图<1.13>在图1.13中按向右的箭头可跳转到加热管道温度931TT01的趋势画面,所下图1.14所示图<1.14>1.6 模拟量输入操作在图1.6中按可跳转到模拟输入量画面,所下图1.15所示图<1.15>在1.15中可以根据现场温度传感器和电导率仪的实际参数,来设定最大值和最小值。
CIP使用SOP

目的:建立一个在线清洁灭菌系统使用标准操作程序范围:适用于滴眼剂在线清洁灭菌系统的使用责任:车间操作人员、质监员、工艺员,工程部维修人员内容:1.1 开机前的准备工作1.1.1 检查设备各阀门是否正常无泄漏。
1.1.2 检查在线清洗灭菌系统控制柜是否正常。
1.1.3检查压缩空气压力是否正常1.2 开机1.2.1 单击操作面板,选择“操作员”,输入操作员密码(2222),单击确定,按下图画面进行设置。
进入如下界面:1.2.2设置清洗和灭菌参数1.2.2.1清洗运行参数设置及监控画面1.2.2.2灭菌参数设置及监控画面1.2.3 将清洗灭菌参数在控制面板上按下表设置(更换药品品种时,用清洁剂PH=12的氢氧化钠溶液;同品种更换批号时,每周用清洁剂PH=13.5(约1%浓度)的氢氧化钠溶液清洗一次。
使用后的碱液不中和,回罐储存,碱罐每两周排尽碱液后清洗一次)。
CIP、SIP操作步骤及运行条件一、CIP操作步骤及运行条件CIP1程序:配制罐及物料管道碱液清洗控制参数表CIP2程序:CIP系统碱罐自清洗控制参数(每两周碱液排尽后自清洗一次)二、SIP操作步骤及运行条件1.2.4 将控制面板开启至自动清洗灭菌程序。
1.2.5 如工艺需要按1.2.3参数开启手动控制清洗灭菌。
1.2.6 系统各设备运行过程中与之无关的各个阀门必须关闭,防止交叉污染。
1.3 注意事项:1.3.1 清洗水罐使用中不得缺水,用完后排尽剩余水。
1.3.2 水泵电缆如有破损不得使用1.3.3 碱洗时,先将足量NaOH溶于适量纯化水。
1.4 CIP罐及管道外表面按洁净区清洁规程清洁文件附件:《在线清洗灭菌系统设备运行记录》在线清洗灭菌系统设备运行记录(一)操作车间:配料(一) RD(SOP- )-1□CIP1程序:配制罐及物料管道在线灭菌控制参数表在线清洗灭菌系统设备运行记录(二)操作车间:配料(一)RD(SOP- )-2。
工厂CIP工艺(实例)

三清洗液流速
清洗液的流速大, 清洗效果好, 但流速过大, 清洗液用量 就多, 成本增加, 最佳流速取决于清洗液从层流变为湍流 的临界速度, 其中雷诺数(Re)是一个重要指数。 一般是: 层流Re<2000, 湍流Re>4000,临界速度Re=2320。
流动类型与雷诺准数
流体内可视为分层流动的型态,仅在流速较小时才出现, 流速增大或其他条件改变,会发生另一种与此完全不同
有表面活性剂易清洗
聚合后难清洗
蛋白质
水中难清洗碱液中易清洗 比较易清洗
变性后难清洗 沉淀后难清洗
矿物质
成份 氢氧化钠 硅酸钠 碳酸钠
乳化性 皂化性 湿润性 分散性 悬浮性 软化性 C B C A B B C C C C B C C C C C C C
溶解矿物质 漂洗性 D C D D B C
泡沫性 C C C
氢氧化钠价格低, 中国食品工厂普遍用碱液清洗后, 再用酸液清洗。
二清洗剂的浓度
开始时随浓度增大, 清洗效果也相应增强,
当清洗液的浓度超过其临界浓度时, 随清洗液浓度增大,有 时还会因起泡等现象而起到相反的效果,清洗效果反而下 降, 其临界浓度为1%~2%; 但清洗液用量就多, 成本增加。
3.膜消毒 程序步骤: 冲洗:1200S 升温:升温至75℃,≤4℃/分钟 循环:3600S,≤1.7bar 降温:<45℃,≤4℃/分钟 膜消毒要求: 循环60分钟,70-80℃, ≤1.7bar,升温或降温≤4℃/分钟 4.CIP合格标准: 排放水无色透明,无异味,无异物,PH│排放水-RO水│≤0.5 电导率≤20μ s/cm,比色合格。 注:用亚硫酸氢钠浸泡后,排放水需检测合格。
二膜浓缩CIP系统
CIP系统标准操作程序
CIP系统标准操作程序1.目的:规范CIP标准操作符合GMP规范的要求,确保保健饮料的生产质量。
2.范围:生产保健饮料的CIP清洗系统。
3.职责:生产部CIP操作工。
4.内容4.1利乐机阀腔、灌注管清洗程序4.1.1用饮用水冲洗5~8min。
4.1.2用75~80℃氢氧化钠溶液(浓度1.5~1.8%)循环25~30 min。
4.1.3用饮用水冲洗8~10 min。
4.1.4用65~70℃的硝酸溶液(浓度1.2~1.5%)循环15~20 min。
4.1.5用饮用水冲洗8~10min,并检查最后水的PH值,使之呈中性。
4.2产品罐清洗程序4.2.1用饮用水冲洗3~5 min。
4.2.2用75~80℃氢氧化钠溶液(浓度1.5~1.8%)循环10~15 min。
4.2.3用饮用水冲洗5~ 8min。
4.2.4用65~70℃的硝酸溶液(浓度1.2~1.5%)循环10~15 min。
4.2.5用饮用水冲洗5~10min,并检查最后水的PH值,使之呈中性。
4.3送料管清洗程序按产品罐清洗程序前五项进行。
4.4杀菌机清洗程序4.4.1在停机状态下,进行常规CIP清洗,即:4.4.2用饮用水冲洗500s。
4.4.3用75~80℃氢氧化钠溶液(浓度1.5~1.8%)循环2300s。
4.4.5用饮用水冲洗500s。
4.4.6用70~75℃的硝酸溶液(浓度1~1.2%)循环1800s。
4.4.7用饮用水冲洗500~600s,并检查最后水的PH值,使之呈中性。
4.5要求4.5.1清洗操作工应严格按照所制定的清洗程序进行清洗,并作详细记录。
4.5.2对于就地清洗不到的地方,如个别料管,前处理冷热缸、料管等,按要求进行彻底的清洗。
4.5.3品控员必须对买回的酸碱进行检测监控(并作记录)。
4.5.4带班长、品控员负责监管清洗操作工的清洗工作,并在清洗记录上签字。
4.5.5品控部门要定时对车间清洗工作进行检查,特别是对清洗薄弱环节,如利乐机阀腔、管道压力表等进行细致的物理及微生物检验(如涂抹检测等)并将检验结果记录上报。
CIP标准操作规程
上海东锦饮品有限公司GMP管理文件二、适用范围:CIP系统的安全操作三、责任者:饮品线线长、灌装操作工、配料操作工四、程序:1、工作前准备1.1检查系统是否处于完好状态,设备表面是否清洁,各连接处是否正常,供电是否正常。
1.2开启总电源及CIP控制系统电源,空压气阀。
1.3 CIP控制系统的设定:1.3.1水温控表控制温度设定上限40℃,下限30℃(气动薄膜阀控制)1.3.2碱液仪表控制温度设定上限80℃,下限60℃(气动薄膜阀控制)1.3.3酸液仪表控制温度设定上限70℃,下限50℃(气动薄膜阀控制)1.4清洗液配制1.4.1碱液配制a.从仓库提取经品管检验合格的片碱,称量20KG,加入到浓碱罐中,打开纯水进水阀,放入纯水约70KG,至罐体口边约10cm,关闭浓碱罐中的进水阀,用搅拌棒轻轻搅拌,使碱片溶解。
b.打开空压气阀,压力控制在大于0.4MPA以上,启动控制系统备用B(气动隔膜泵)将碱液打入碱液罐。
c.打开纯水阀,在碱罐中加入纯水至1000L液位线。
d.慢慢打开蒸汽阀加热至设定温度(中间打开碱液罐下的出液阀、倒罐阀、碱液罐上的回收阀、启动控制系统出料泵进行倒罐中和罐内温度)。
e.温度稳定后,碱液配制成功。
关闭所有阀门。
1.4.2酸液配制a.从仓库提取经品管检验合格的磷酸,称量12KG,用鲁兹泵将其打入浓酸罐内,打开浓酸罐的纯水进水阀,放纯水至水满,关闭浓酸罐的进水阀。
b.启动CIP控制系统出料泵备用A(气动隔膜泵)将浓酸液打入酸罐。
c.打开酸罐上的纯水进水阀,放纯水至1000L液位线。
d.慢慢打开蒸汽阀加热至设定温度(中间打开酸罐出液阀、酸液罐回收阀,启动控制系统出料泵进行倒罐)。
e.温度稳定后,酸液配制成功。
2、清洗顺序清洗顺序为:溶糖罐、调理A、B,UHT、调理C、贮罐A、B,汽水混合机,稳定罐A、B。
管道的清洗是在两个设备连接时,分别用热水、碱液、酸液、纯水进行冲洗。
3、清洗方法3.1溶糖罐清洗3.1.1热水冲洗:a.接通分派盘上的溶糖罐进口,并打开热水罐出水阀66、CIP出口阀73,关闭溶糖罐上的物料出料阀3、排污阀、及纯水阀2。
CIP监控作业指导书
CIP监控作业指导书一、背景介绍CIP(Clean-in-Place)是一种用于清洗和消毒生产设备的方法,广泛应用于食品、制药、化工等行业。
为了确保CIP过程的有效性和安全性,监控CIP操作是至关重要的。
本文将提供一份CIP监控作业指导书,旨在帮助操作人员正确执行CIP监控任务,并确保生产设备的清洁和卫生。
二、1. 目的本作业指导书的目的是提供CIP监控的详细步骤和要求,确保CIP操作的有效性和一致性。
2. 适用范围本作业指导书适用于所有涉及CIP操作的生产设备和相关人员。
3. 责任和权限3.1 设备操作人员负责执行CIP监控任务,并确保操作符合规定的程序和要求。
3.2 生产主管负责监督和审核CIP监控的执行情况,并对操作人员进行培训和指导。
3.3 质量控制部门负责对CIP监控过程进行抽样检查和分析,确保CIP操作的有效性和结果的合格性。
4. CIP监控步骤4.1 准备工作4.1.1 确保CIP设备和相关工具的完好无损。
4.1.2 验证CIP设备的清洁和消毒状态,确保符合相关要求。
4.1.3 准备洗涤剂和消毒剂,并按照规定的比例配制。
4.1.4 确保操作人员佩戴适当的个人防护装备。
4.2 CIP监控操作4.2.1 启动CIP设备,确保设备正常运行。
4.2.2 检查CIP设备的流量和温度,确保符合规定的要求。
4.2.3 按照规定的程序和时间,依次进行预冲、洗涤和消毒操作。
4.2.4 监测CIP设备的运行状态,包括流量、温度、压力等参数,并记录相关数据。
4.2.5 定期检查CIP设备的清洁效果,确保达到预期的清洁程度。
4.2.6 如发现异常情况或设备故障,立即停止CIP操作,并报告相关部门。
4.3 数据记录和分析4.3.1 操作人员应按照规定的格式记录CIP监控过程中的关键数据,包括开始时间、结束时间、流量、温度、压力、pH值等。
4.3.2 质量控制部门应定期对CIP监控数据进行抽样检查和分析,确保CIP操作的有效性和结果的合格性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
CIPSIP工艺流程操
作说明书
无锡华裕药制有限公司
灭菌系统工艺自控部分
HMI操作说明书
江苏迈登普洁净系统工程有限公司
电气工程部 -4一、配置说明
1.硬件配置
触摸屏:昆仑通态 TPC1061Ti 分辨率为1024 X 600, 10.2" TFT液晶屏,
ARM CPU,主频600MHz,
128M DDR2,128M NAND Flash
可编程控制器:CPU S7-200
2.软件配置
1)触摸屏
2)可编程控制器
二、操作要求
1).洁净无油空压0.5MPa以上压力
2).操作空压0.6~0.8MPa
3).纯蒸汽0.15MPa以上压力、130℃以上温度4).电源50HZ,AC220V
三、触摸屏画面及功能简介
1.主流程画面
电源启动,触按屏显示初始画面。
1)“主流程画面”的组成
*在画面的上方是带有公司名称及工艺名称的页眉,右上角日期和时间显示。
*画面中间是由38个气动阀门及3个手动隔膜阀组成的流程示意图。
另外有两个温度(TT)显示和两个压力(PT)显示。
其中温度的单位为℃,压力的单位为MPa。
*显示
A.电机状态:关闭为灰色;运行为绿色
B.阀门状态:关闭为白色;打开为绿色
C.仪表参数:实时显示
2)画面下方按钮
*系统自动按钮:自动操作模式下,系统自动切换阀门不需手动操。