银铜钎料
银基钎料基本知识
银基钎料基本知识银基钎料基本知识银基钎料通常是以银或银基固溶体为主的合金。
这类钎料具有优异的工艺性能,熔点不高,润湿性能及填缝性能良好,强度、塑性、导电、耐蚀等性能优异,可用来钎焊除铝、镁及其它低熔点金属外的几乎所有黑色金属和有色金属,因而得到广泛的应用。
银基钎料的种类繁多,但常用的银基钎料几乎都含有铜。
为降低熔点和减少银含量,通常加入锌、镍、镉等合金元素,构成三元或多元合金。
B-Ag72Cu是在电真空器件中应用最广泛的共晶型钎料,其熔点低,结晶时没有温度间隔,钎焊工艺性能好,在铜及镍上具有良好的润湿性和流动性,导电性也很好。
但此钎料的脆性大,强度低,对不锈钢、合金钢、高温合金等润湿性极差。
因此,钎焊这类工件时应预先在被钎表面上镀铜或镀镍,以改善钎料的润湿铺展性能。
此钎料还可用于钛及钛合金的前级钎焊。
B-Ag50Cu性能与B-Ag72Cu接近,但银含量较低,使塑性改善。
但熔化温度范围增大,适宜于钎焊宽间隙接头,可用于多级钎焊时的前级钎焊。
B-Ag92Cu流动性好,强度及耐腐蚀性能比前两种有提高。
多用于钎焊钛及钛合金,钛及不锈钢等。
由于熔点较高,可用于分级钎焊的第一级钎焊。
B-AgMn熔点高,高温强度好,可用于钎焊400℃以下工作的不锈钢及钛合金。
B-Ag80Au是一种性能优异的耐热钎料,但由于成本太高而很少使用。
B-Ag90Pd的中温强度高,耐腐蚀性、抗氧化性、润湿性等优异,接头塑性好。
B-Ag80Pd 在强度方面及对低合金钢、不锈钢及高温合金的润湿性能上得到进一步改善。
但由于Pd的价格比Ag还要昂贵,因而在可以满足使用要求的前提下,应尽可能降低Pd的含量,B-Ag95Pd 就是为这一目的研制的。
由于Pd的蒸气压极低,所以银钯钎料特别适合于电真空重要部件或非金属的钎焊。
B-Ag95Al是银基钎料中强度高、抗腐蚀性能及耐热性能均相当优异的钎料。
主要用于钎焊400℃以下使用的受力构件。
当钎焊Ti-11Cr-13V-3Al合金时,室温抗剪强度τ≥150MPa,在400℃时的抗剪强度为τ≥100MPa。
金属表面处理剂:银、铜防变色处理-铜防变色处理配方
金属表面处理剂:银、铜防变色处理-铜防变色处理配方
铜防变色处理
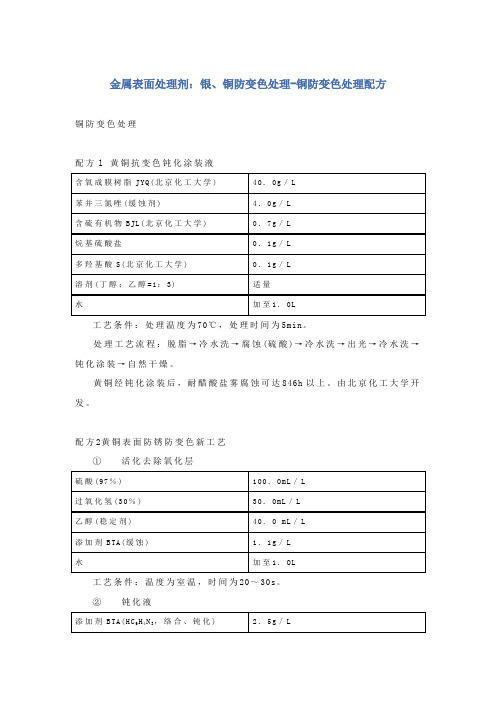
配方l 黄铜抗变色钝化涂装液
工艺条件:处理温度为70℃,处理时间为5min。
处理工艺流程:脱脂→冷水洗→腐蚀(硫酸)→冷水洗→出光→冷水洗→钝化涂装→自然干燥。
黄铜经钝化涂装后,耐醋酸盐雾腐蚀可达846h以上。
由北京化工大学开发。
配方2黄铜表面防锈防变色新工艺
①活化去除氧化层
工艺条件:温度为室温,时间为20~30s。
②钝化液
工艺条件:温度为室温,时间为2min。
采用新的活化钝化复合处理工艺,可使黄铜表面获得能保持金属原有光泽和颜色的钝化膜,使工件的锈蚀率由95%下降为5%左右。
由广东工业大学开发的本工艺应用于黄铜装饰行业。
配方3铜及合金的缓蚀防变色剂两则
将经预处理的铜试件在缓蚀防变色剂中浸泡2—4min,捞起晾干后,具有良好的表面防蚀性能;在大气、稀盐和稀弱酸环境中能保持原有光泽达3个月之久,而未经处理的铜试件仅3天即变色。
配方4银铜钎料光亮处理和防变色
①化学抛光液
工艺条件:温度为室温,时间为40s,并轻微搅拌。
②钝化液
q工艺条件:温度为室温,时间为lmin。
整个工艺流程:化学除油→化学抛光→脱膜→中和→化学钝化→人工汗渍试验及湿热试验。
银铜钎料是一种用于眼镜架、首饰及工艺品的焊接材料,为使其在生产、存放、运输和使用时保持光亮不变色,并具有良好的焊接性能,采用化学抛光进行光亮处理,化学钝化进行防变色处理。
经处理后钎料的耐湿热能力和耐汗渍能力都有显著提高。
由上海工程技术大学开发。
Ag_Cu_Zn系钎料的研究现状及发展趋势

BA g60CuZnSn
59~61
22~24
余量
3
620
685
65
BA g56CuZnSn
银钎料是在银铜合金的基础上 ,加入一些其它合 金元素形成不同系列的钎料 。近几十年来 ,银钎料的 研究主要集中在 4个方面 :无镉银钎料的研究 、低银无 银钎料的研究 、合金元素的影响及新型钎料合金系的 开发研制和钎焊陶瓷用钎料的研究等 [ 4 - 9 ] 。国内外对 银钎料的研究 ,归根到底是分析研究银钎料中合金元 素的影响作用 ,并以此为基础 ,开发出各种性能优良的 钎料 ,来满足工业生产中各种各样的要求 。
收稿日期 : 2008 - 03 - 14
等 6个系列 。 1. 1 银铜锌钎料
银铜锌三元合金具有优良的性能 ,图 1 为银铜锌 三元系的 合 金 相 图 [ 8 ] 。在 其 三 元 系 中 有 α - ( Cu Zn) ,α - (Ag - Zn) ,β,γ,δ,ε,η等相 。α - Ag,α - Cu 相是具有良好强度和塑性的相 ,β相是有高强度中等塑 性的相 ,其余都为脆性相 ,因此要获得优良性能 ,银铜 锌钎料的成分大都选择在未出现 γ相的范围 ,一般认 为合金成分在 P1 E1 线附近时其综合性能最佳 ,同时锌 含量不超过 40% [ 10 ] 。
Feature A rticle 专题综述 焊接
第 39号部令的颁布 ,规定含镉的材料将禁止在家电产 品中使用 ,目前都已经实施 [ 14, 15 ] 。因此 ,全球材料工作 者都在密切关注镉的替代问题 ,寻求合适的解决方案 , 研究开发不含镉的替代钎料产品 。 1. 3 银铜锌锡钎料
金属锡的熔点为 232 ℃,在银铜锌合金中 ,其主要 富集在富 Cu 的 β相中 。根据近二 、三十年的研究发 现 ,锡可以显著降低 Ag - Cu - Zn三元合金的固 、液相 线及缩小熔化区间 (图 2) ,同时可以改善流动性 、提高 润湿性 。但 Sn在铜中的溶解度不大 ,随着 Sn含量的 增加 ,钎料的加工性能恶化 ,其强度明显下降 ,使钎料 脆性增大 [ 4, 5, 16, 17 ] 。
低温钎料种类
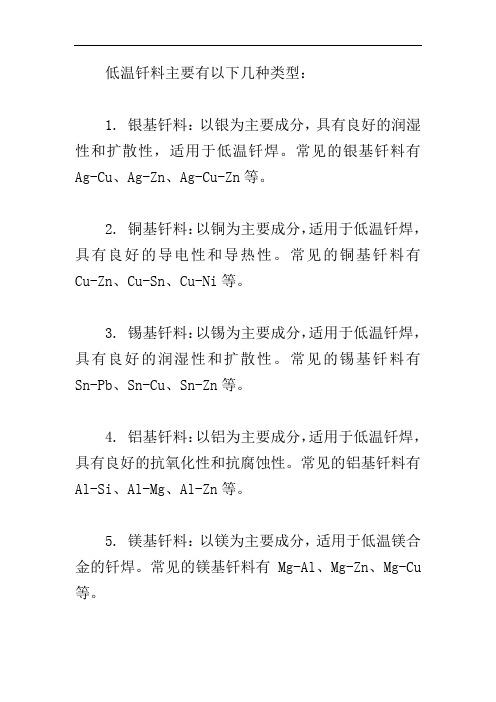
低温钎料主要有以下几种类型:
1. 银基钎料:以银为主要成分,具有良好的润湿性和扩散性,适用于低温钎焊。
常见的银基钎料有Ag-Cu、Ag-Zn、Ag-Cu-Zn等。
2. 铜基钎料:以铜为主要成分,适用于低温钎焊,具有良好的导电性和导热性。
常见的铜基钎料有Cu-Zn、Cu-Sn、Cu-Ni等。
3. 锡基钎料:以锡为主要成分,适用于低温钎焊,具有良好的润湿性和扩散性。
常见的锡基钎料有Sn-Pb、Sn-Cu、Sn-Zn等。
4. 铝基钎料:以铝为主要成分,适用于低温钎焊,具有良好的抗氧化性和抗腐蚀性。
常见的铝基钎料有Al-Si、Al-Mg、Al-Zn等。
5. 镁基钎料:以镁为主要成分,适用于低温镁合金的钎焊。
常见的镁基钎料有Mg-Al、Mg-Zn、Mg-Cu 等。
6. 其他类型的低温钎料:包括金基、镍基、钴基等,适用于特定场合的低温钎焊。
低温钎料的选择应根据具体的焊接材料和使用环境来确定,以满足焊接强度、耐腐蚀性、导电性等性能要求。
【焊接知识】银基钎料的应用于存放
【焊接知识】银基钎料的应用与存放银基钎料:以下以河北哈特焊接材料有限公司生产的材料为说明:银基钎料是一种银或银基固溶体的钎料,具有优良的工艺性能、不高的熔点、良好的润湿性和填满间隙的能力,并且强度高、塑性好,导电性和耐蚀性优良,可以用来钎焊初铝、镁及其他低熔点金属外的所有黑色金属和有色金属,因而得到广泛应用。
常用的银钎料都含有银河铜,成为银和铜的可塑性α固溶体组织。
为了降低熔点减少银含量,加入锌、镉、镍等构成三元或多元合金。
其中锌和镉含量不能大于40%~50%,否则钎料中出现极脆的γ相,力学性能会急剧下降。
镍的加入提高了银钎料的耐热性、耐蚀性和润湿能力。
通常银钎料接头的工作温度不宜超过300℃,因为超过300℃后强度急剧下降,含镍的银钎料可工作到400℃左右。
银钎料适用于各种钎焊方法。
除在真空或保护气氛中钎焊以外,一般需要配合银钎焊熔剂使用,方可获得优良的焊缝。
哈特焊接材料有限公司是集科研开发、生产、销售、服务为一体,面向全球的开放型国家高新技术企业!公司生产销售:银基钎料、钴基焊材(司太立)、自保护药芯焊丝、新型铜铝药芯焊丝、堆焊耐磨药芯焊丝、镍基镍合金焊条焊丝、不锈钢焊条焊丝、低温钢、耐热钢、高强钢、铜及铜合金、铝及铝合金、铸铁及耐磨、耐蚀、耐高温的焊条、焊丝、焊带、焊片等十几个系列几百个品种。
作为国内高端焊材的骨干企业,哈特公司拥有多种自主研发的产品,其中抗硫化氢腐蚀用钢焊材,超低硫磷高纯耐热钢焊材,军工核电用系列焊材,不锈钢及镍基带极堆焊材料,低温储罐用焊材,管线工程专用焊材,海洋工程专用焊材等系列产品的技术水平居国内领先,在军工核电、石油化工、煤化工、输油输气、电站锅炉、钢铁冶金、矿山开发、电力电气、汽车工业等行业中获得了良好的应用,并赢得盛誉。
哈特公司遵循“服务第一,实现价值最大化”的经营宗旨,贯彻“质量是根本,用户是生命”的质量方针。
坚持不懈的实施科技创新、机制创新乃至全面创新,以“铸就高端材料品牌,引领焊接科技未来”为目标,努力成为国内高端焊接技术企业的引领者!斯米克银焊条、斯米克银焊丝、哈里斯银焊条、哈里斯银焊丝、哈里斯磷铜焊料、银焊条价格、银焊条成分、银焊丝价格、银焊丝材质银焊条熔点、银焊条生产厂家、银焊丝生产厂家、银焊丝熔点、银焊丝哪里卖、银焊条多少钱一公斤、银焊条牌号HL301说明:HL301是含银10%的银钎料,价格较低,但熔点高,漫流性差,钎焊接头塑性也较差,因此应用不广。
铜基钎料种类

铜基钎料种类全文共四篇示例,供读者参考第一篇示例:铜基钎料是一种常用的焊接材料,广泛应用于各种金属材料的连接和修复工作中。
铜基钎料种类繁多,不同的铜基钎料适用于不同的工作需求,下面将介绍一些常见的铜基钎料种类及其特点。
1. 银铜焊料银铜焊料是一种含有银、铜等金属成分的铜基焊接材料,具有较高的导电性和导热性,适用于需要高强度连接的金属材料焊接。
银铜焊料的熔点通常在800℃左右,可以有效地焊接铜、铝、镍、钛等金属材料。
铜基钎料种类繁多,每种铜基钎料都有其特定的优势和适用范围。
选择合适的铜基钎料对于焊接工作的质量和效率都至关重要,希望以上介绍的信息对大家有所帮助。
第二篇示例:铜基焊料是指焊接铜或铜合金时使用的焊接材料。
铜基焊料种类繁多,根据不同的焊接方式和要求,可以选择不同类型的铜基焊料。
下面将介绍一些常见的铜基焊料种类及其特点。
1. 铜焊条铜焊条是一种常见的铜基焊料,通常用于手工焊接或气焊。
铜焊条具有较高的电导率和导热性,适用于焊接厚度大于1mm的铜件。
铜焊条的主要成分是铜和磷,熔化温度较低,熔化后的焊缝质量较好。
在焊接过程中,需要使用适当的焊接技术,以避免焊件过热导致气孔和裂纹的产生。
2. 铜焊丝铜焊丝是一种常用的自动化焊接材料,适用于气体保护焊和焊丝焊接。
铜焊丝具有优良的导电性和导热性,能够在高温条件下提供稳定的焊接效果。
铜焊丝可分为铜锆焊丝、铜磷焊丝、铜硅焊丝等不同类型,根据需求选择不同化学成分的焊丝进行焊接。
3. 铜焊剂铜焊剂是一种辅助焊接材料,能够增强焊接过程中的流动性和润湿性,减少氧化物的生成,提高焊接质量。
铜焊剂可分为液体和固体两种,液体焊剂适用于手工焊接和气焊,固体焊剂适用于自动化焊接和焊丝焊接。
选择合适的铜焊剂能够提高焊缝的强度和密封性,减少焊接缺陷的产生。
4. 银铜焊料银铜焊料是一种高温焊接材料,适用于焊接高温合金和特殊材料。
银铜焊料具有优良的导电性和导热性,可在高温环境下实现稳定的焊接效果。
银铜钎焊工艺规范试行
银铜钎焊工艺规范(试行)1、适用范围1.1本规范适用于母材为铜,钎料为银-铜合金的钎焊。
1.2本规范适用于公司电机产品的各类线圈、铜环引线等银铜钎焊时的工艺与质量控制。
2、规范性引用文件下列文件中的条款通过本规范的引用而成为本规范的条款。
凡是注日期的引用文件,其随后所有的修改单(不包含勘误的内容)或修订版均不适用于本规范,凡是不注日期的引用文件,其最新版本适用于本规范。
2.1气焊焊接工艺规范GB/T19867.22.2电阻焊接工艺规程GB/T19867.52.3银钎料GB/T10046-20082.4 铜基钎料GB/T6418-20082.5钎缝外观质量评定方法JB/T69663、钎焊原理银铜钎焊原理是采用比铜熔点低且对铜有较好浸润的银铜合金作钎料,将母材为铜的焊件和银铜钎料加热到高于钎料熔点,低于铜母材熔化温度,液态银铜钎料靠毛细作用润湿铜母材,填充接头间隙并与铜母材相互扩散实现连接焊件的方法。
钎焊利用了液态钎料填满钎焊金属结合面的间隙面形成牢固接头,其工艺过程必须具备两个基本条件。
1)液态钎料能润湿钎焊金属并能致密的填满全部间隙。
2)液态钎料与钎焊金属进行必要的物理、化学反应达到良好的金属间结合。
4、基本要求4.1操作人员应经培训考核合格,并取得上岗资质,且为特殊过程名册上人员。
4.2钎焊施工前应熟悉图纸、工艺文件及有关技术标准。
4.3钎焊加热设备应在检定合格期内,焊接设备及辅助工具应完好,接线与管道联接应符合要求。
4.4焊前检查焊接金属、钎料应符合设计和工艺文件或相关标准的规定。
4.5检查焊接接头的加工质量和装配质量应符合图样要求。
4.6一般情况下,钎焊接头表面粗糙度在Ra3.2~Ra12.5,过高或过低会影响钎料的流布,其表面应洁净干燥。
4.7银-铜钎料表面应光洁,不得有影响钎焊性能的油污、杂质、脱皮、裂纹以及气泡等缺陷;带状银-铜钎料边缘及端部按需要剪切后应整齐。
4.8对钎焊处附近部位因热量传递有不良影响时,应采取包裹浸水石棉绳(布)或吹压缩空气加速冷却。
Ag-Cu基钎料在钛 钢连接中的应用
Ag-Cu基钎料在钛钢连接中的应用作者:刘艳来源:《科技创新导报》 2013年第32期刘艳(广东科技学院广东东莞 523083)摘?要:钛与钢的物理和结晶化学性能差异较大,直接焊接存在较大困难。
采用钎焊可缓解接头中金属间化合物与脆性相的生成。
银铜基钎料具有优异的力学及工艺性能,通过调整钎料中合金元素种类及配比,以期可以控制接头界面处脆性相的生成量及增强钎料对母材钢的润湿性,进而改善焊接接头的力学性能。
关键词:钛钢连接应用中图分类号:TG454 文献标识码:A 文章编号:1674-098X(2013)11(b)-0092-01钛密度小、强度高、耐腐蚀性及耐高温性能好、抗阻尼性能强,且无磁无毒等特点[1]。
钢的价格低廉,具有良好的热电性能及力学性能。
工程上常用钛-钢异种金属焊接结构[2],既满足了对使用性能方面的要求,又节约了钛材。
但钛与钢的物理和结晶化学性能差异较大,直接焊接存在较大困难。
钎焊具有焊接温度低、焊接过程对母材影响小、所得焊接接头残余应力小及钎料种类繁多等优点,常用于异种金属的连接。
本文主要介绍Ag-Cu基钎料在钛/钢连接中的应用。
1 银铜基钎料的特点银基钎料的主要合金元素是铜、锌、锡和镍等元素。
铜是银钎料中最主要的合金元素,因为添加铜元素可以降低银的熔化温度,提高钎料合金的强度,又不会形成脆性相,通常在银基钎料中加入大量的铜元素构成银铜基钎料,既可以改善钎料合金的强度同时减小银的含量,降低钎料的成本。
银铜基钎料是以银铜基固溶体为主,在银铜基的基础上加入一些其它合金元素以形成不同系列的钎料合金,合金元素加入后,以不同的作用方式影响着银铜基钎料。
这类钎料具有优异的工艺性能,熔点不高,良好的润湿性能及填缝性能,强度、塑性、导电、耐蚀等性能优异,可用来钎焊除铝、镁及其它低熔点金属外的几乎所有黑色金属和有色金属,目前在工业生产中得到了广泛的应用[3]。
目前,针对银铜基钎料合金主要有以下四个方向的研究:低银或无银钎料、无镉银铜基钎料、连接陶瓷用钎料以及新型钎料合金系的研制开发[4]。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
银铜钎料
银铜钎料是以银、铜为基体,添加其他元素组成的多元合金,通过合金熔炼、开坯、轧制、拉拔等工序,加工成不同形状、规格的丝材、带材或粉末,用于各种金属直接的焊接。
银铜钎料具有优异的工艺性能、适宜的熔点、良好的润湿和填满间隙的能力。
钎料及钎缝的强度、导电性和耐腐蚀性优良。
应用范围:氩气保护钎焊,真空钎焊不锈钢、碳钢、高温合金、铜及铜合金、可伐合金和难熔合金等。
1、银铜钎料CuAgMnNiSiB:
相关标准:GB/T 6418-93铜基钎料
GB 11364-89钎料铺展性及填缝性试验方法
GB 8619-88钎缝强度试验方法
熔化温度:固相线:876℃液相线:925℃钎焊温度:925-960℃
规格:丝状,带状
参考文献:王轶, 贾志华, 郑晶. AgCuMnNiSi合金的组织特性与钎焊性能研究[J]. 贵金属, 2013, (34)S1: 75-78.
2、银铜钎料AgCuZnMn:
相关标准:GB/T 10046-2000银基钎料
ГОСТ19738-74 银钎料牌号
GB 8619-88钎缝强度试验方法
GB 11364-89钎料铺展性及填缝性试验方法
熔化温度:固相线:725℃液相线:810℃钎焊温度:810-880℃
规格:丝状,带状。