钎料的选择
钎焊材料的选择方法
钎焊材料的选择方法钎焊是一种常见的连接金属材料的方法,选择合适的钎焊材料对于保证焊接质量至关重要。
本文将介绍钎焊材料的选择方法,帮助读者了解如何根据不同焊接需求选择合适的钎焊材料。
钎焊材料的选择应考虑到被焊接材料的种类和性质。
被焊接材料可以是相同或不同种类的金属,如钢、铝、铜等。
不同的金属具有不同的熔点和热膨胀系数,因此需要选择熔点适中且与被焊接材料相容性好的钎焊材料。
例如,对于钢材的钎焊,常使用铜基钎料,因为铜的熔点适中且与钢材相容性好。
钎焊材料的选择还应考虑到焊接后的使用环境和要求。
不同的使用环境对钎焊接头的要求也不同,如高温环境、腐蚀环境等。
在选择钎焊材料时,要根据使用环境的要求选择具有相应性能的钎焊材料。
例如,在高温环境下,需要选择具有高温抗氧化性能的钎焊材料,如镍基钎料。
钎焊材料的选择还应考虑到焊接结构的特点和要求。
不同的焊接结构对钎焊材料的要求也不同,如焊缝的强度、密封性等。
在选择钎焊材料时,要根据焊接结构的特点和要求选择具有相应性能的钎焊材料。
例如,对于需要高强度焊缝的结构,应选择具有高强度的钎焊材料。
钎焊材料的选择还应考虑到焊接工艺和设备的要求。
不同的焊接工艺和设备对钎焊材料的要求也不同,如手工钎焊、自动钎焊等。
在选择钎焊材料时,要根据具体的焊接工艺和设备要求选择合适的钎焊材料。
例如,在手工钎焊时,为了方便操作和保证焊接质量,可以选择具有良好流动性和润湿性的钎焊材料。
总结起来,选择合适的钎焊材料需要考虑被焊接材料的种类和性质、使用环境和要求、焊接结构的特点和要求、焊接工艺和设备的要求等多个因素。
只有综合考虑这些因素,才能选择出适合的钎焊材料,保证焊接质量和性能。
因此,在进行钎焊时,务必仔细选择合适的钎焊材料,以确保焊接质量和工件的使用寿命。
钎焊的基本原理和应用范围
钎焊的基本原理和应用范围一、钎焊的基本原理钎焊是一种热连接技术,利用钎料在工件接合部位产生连接。
其基本原理如下:1.选择合适的钎料:钎料通常是一种具有低熔点的金属合金,与要连接的工件材料不同。
钎料的成分要根据工件材料的性质和要求进行选择,以确保连接的强度和耐用性。
2.加热工件:钎焊过程需要对被连接的工件加热至钎料的熔点以上,使钎料可以熔化并渗入工件的接合部位。
3.填充钎料:一旦工件被加热至适当温度,钎料就会被放置在接合部位。
在加热过程中,钎料会熔化并与工件接触,填充接合部位。
4.冷却和固化:一旦钎料填充了接合部位,它会逐渐冷却并固化。
在这个过程中,钎料与工件形成牢固的连接。
二、钎焊的应用范围钎焊广泛应用于不同领域的制造和维修工艺中,其应用范围主要包括以下几个方面:1.金属制造业:钎焊在金属制造业中被广泛应用,如航空航天、汽车、船舶、石油化工等行业。
它用于制造和修理各种金属制品,如管道、容器、发动机零件等。
2.电子行业:钎焊在电子行业中用于连接电子元件、电路板和导线等。
它可以达到高精度和高强度的连接效果,适用于微观尺寸的器件。
3.珠宝制造业:钎焊在珠宝制造业中用于连接和修复各种贵金属制品,如金、银、钻石等。
它不会对珠宝材料产生损害,并可以实现细微的连接。
4.管道安装和修复:钎焊用于管道安装和修复,特别是在需要高强度连接的场合。
它可以用于连接各种材料的管道,如铜、不锈钢、铁等。
5.艺术品制作:钎焊也被广泛用于制作各种艺术品,如雕塑、装饰品等。
它可以实现各种形状和结构的连接,提供创作的灵活性和多样性。
三、钎焊的优点和局限性钎焊作为一种连接技术,具有以下优点:•高强度连接:钎焊可以实现高强度的连接,连接点通常比工件本身更强。
•适用于多种材料:钎焊可以用于连接不同种类的材料,包括金属、陶瓷、玻璃等。
这使得钎焊成为一种多功能的连接技术。
•无需对工件进行特殊处理:钎焊可以在工件表面不适合其他连接技术的情况下使用,不需要额外的处理步骤。
哈工大_钎焊_杨建国 12.第02章 钎料(钎料的基本要求-Sn基钎料)

520
铝合金
钎料合金体系的相关技术数据及特点
元素 钎料 合金
AgCu AgCuZn Ag (960℃) AgCuZnZ d
Ag40%Cu16% Zn17%Zd26% 392
化学成分
Ag70%Cu26% Ag45%Cu30% Zn25%
熔点 /℃
730
可焊材料
钎焊缝特点 及应用领域
(1)钎缝导电性好 (2)钎缝强度和塑性好
– 强度不同应用选择软或硬钎料; – 低温接头要低Sn多防冷脆元素; – 高温接头要求高温强度好且防止氧化的钎料; – 电气零件 – 腐蚀问题 – 真空器件
§2.2 钎料的选择
与母材的匹配
– AgCu钎焊Cu、Ni、不锈钢(如何实现) – 金属间化合物 – 晶间渗入(BNi-1钎焊不锈钢和高温合金)
钎焊
————钎料
主讲:杨建国 先进焊接与连接国家重点实验室 哈尔滨工业大学
第二章 钎料
§2.1 对钎料的基本要求及分类 §2.2 钎料的选择
§2.1 对钎料的基本要求及分类
有合适的熔点:至少比母材低几十度
– 过于接近:不易控制过程、母材出现晶粒长
大-过烧-局部熔化
良好的润湿性 与母材之间较好的作用 稳定均匀的化学成分:避免偏析及易挥发 的元素 特殊的性能(力学、物理化学) 经济性
温 度 上 升
677
低碳钢,不锈钢 ,镍基合金,铜 及铜合金,难熔 金属等
(1)应用最广 (2)钎缝强度高 (3)钎焊韧性好 (1)熔点最低 (2)适合钎焊淬火合金钢 (3)分级钎焊的最后一级 钎焊 (4)Cd是有害元素,钎焊 时挥发的Cd蒸气有害 钎缝脆性大 (1)自钎剂钎料合金 (2)钎缝脆性大 钎焊缝承受的工作温度 高
钎焊料选择
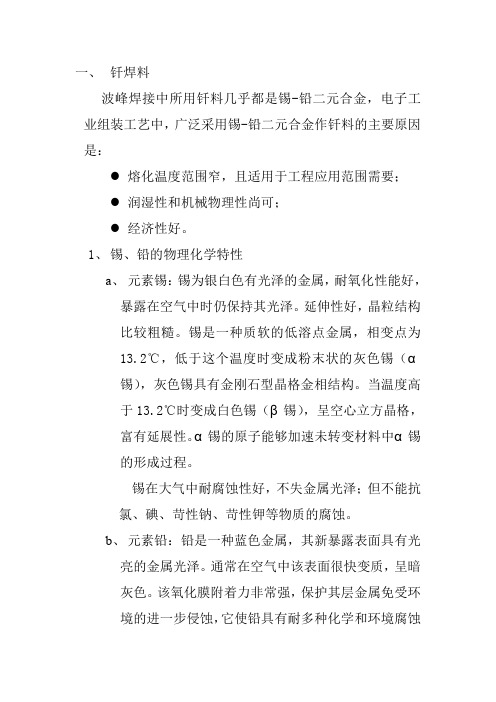
一、钎焊料波峰焊接中所用钎料几乎都是锡-铅二元合金,电子工业组装工艺中,广泛采用锡-铅二元合金作钎料的主要原因是:●熔化温度范围窄,且适用于工程应用范围需要;●润湿性和机械物理性尚可;●经济性好。
1、锡、铅的物理化学特性a、元素锡:锡为银白色有光泽的金属,耐氧化性能好,暴露在空气中时仍保持其光泽。
延伸性好,晶粒结构比较粗糙。
锡是一种质软的低溶点金属,相变点为13.2℃,低于这个温度时变成粉末状的灰色锡(α锡),灰色锡具有金刚石型晶格金相结构。
当温度高于13.2℃时变成白色锡(β锡),呈空心立方晶格,富有延展性。
α锡的原子能够加速未转变材料中α锡的形成过程。
锡在大气中耐腐蚀性好,不失金属光泽;但不能抗氯、碘、苛性钠、苛性钾等物质的腐蚀。
b、元素铅:铅是一种蓝色金属,其新暴露表面具有光亮的金属光泽。
通常在空气中该表面很快变质,呈暗灰色。
该氧化膜附着力非常强,保护其层金属免受环境的进一步侵蚀,它使铅具有耐多种化学和环境腐蚀的独特性能。
铅是一种质软金属,具有面心立方晶格,很容易加工成形。
铅是一种对人体有害的有毒金属,接触时要特别注意。
2、锡-铅合金熔点温度在选用钎料的许多考虑因素中,钎料融点温度是首先要考虑的。
由于在等于或稍高于熔点的温度下,钎料仍呈粘带状态,极不易流动,在一定程度限制了润湿特性。
因此较理想的的钎焊温度应大约高于钎料熔点温度(15.5~71)℃之间为宜。
该温度范围适用于大多数钎料合金。
对锡-铅合金这种特定场合,钎料合金的熔点和钎接温度之差取40℃左右为宜。
值得注意的是,推荐的波峰焊接温度并不等于钎料槽中的温度。
在波峰焊接过程中,焊点实际达到的温度是介于钎料槽温度和被焊工件之间的某一温度。
波峰焊接工艺中通常都是采用成份为Sn63/Pb37的共晶组分,该组分的熔点为183℃,那么,较优的钎接温度应为223℃(183℃+40℃)。
而对应此状态,钎料槽的温度通常应选择到250℃左右才行。
其目的是为了保证钎料的良好的流动性,并考虑到被润湿表面的所有热损耗,这也是为了缩短钎接时间和增强助焊剂活性所要求的。
钎焊第二章钎料

3,按钎焊工艺性能分: 自钎性钎料,真空钎料,复合钎料。
二,钎料的编号
由于历史的原因钎料的编号方法很多主要有: 1,1995年国家规定的钎焊牌号的表示方法。牌号的第一部分为 钎料代号,S表示软钎料,B表示硬钎料;第二部分是表示钎料 的主要组元一组化学元素符号,第一个为基础组元,用数字表 示其质量分数于其后。其余组元按含量多少排列,不标含量。 当需要标记其他内容时,以“-”与第二部分隔开标记于后。
SnAgBi:熔点较低,200~210℃,可靠性良好,可焊性目前最
好
SnZnBi:熔点最接近于SnPb 共晶,但由于含有Zn,存在保存期 限段,氧化,潜在腐蚀性等问题,实用性较差,不推荐使用。
2,硬钎料
由于硬钎料熔点较高,相对强度较高,可以用于焊接受力的构 件
主要有铝基,银基,铜基,锰基等钎料 Al基钎料:用于钎焊铝及铝合金 Ag基钎料:综合性能良好。可以钎焊各种金属,是应用最广的 硬钎料
例如:B—Ag72Cu——V
B表示硬钎料 主要组元为Ag,含量
为72%,还有Cu还有一种冶金工业部的钎料编号方法:第一部分用“H1”表 示钎料,次用两个化学元素符号表示主要组元,最后用一组数 字表示除第一个化学元素组元外主要合金元素的含量。例如: H1SnPb10表示锡铅钎料,铅的含量为10%;H1AlCu26-4,表示铝
第二章
钎料
PPT制作:鲍亮亮
几种常用钎料
本章主要内容:
1,对钎料的主要要求
2,钎料的分类与编号 3,各种类型钎料的简要介绍 4,钎料的选择
2-1 对钎料的基本要求
高频铜钎焊工艺

高频铜钎焊工艺一、准备母材在开始高频铜钎焊工艺前,应首先准备好所需的母材。
母材的表面应干净、无油污、氧化物和残留物。
对于铜材,需确保其纯度符合工艺要求,避免杂质对焊接过程造成不良影响。
二、选择钎料钎料的选取对高频铜钎焊的质量至关重要。
应依据母材的种类、性能以及焊接工艺的要求来选择合适的钎料。
对于铜材,常用的钎料包括铜磷钎料、铜锌钎料等。
选择时应确保钎料与母材具有良好的润湿性,以保证焊接质量。
三、设定焊接温度焊接温度是高频铜钎焊工艺中的关键参数。
温度过高可能导致母材和钎料的过度熔化,而温度过低则可能使钎料无法充分熔化。
因此,应根据所选钎料和母材的特性,以及工艺要求,精确设定焊接温度。
四、控制焊接时间焊接时间也是影响高频铜钎焊质量的重要因素。
时间过短可能导致钎料未能充分熔化或润湿母材,而时间过长则可能使母材过热,导致其机械性能下降。
因此,应合理控制焊接时间,确保钎料充分熔化并良好润湿母材。
五、施加压力在高频铜钎焊过程中,施加适当的压力有助于促进钎料与母材之间的接触,提高润湿效果。
压力的大小应根据母材的厚度、钎料的特性以及焊接设备的能力来设定。
六、冷却与清洁焊接完成后,应进行适当的冷却和清洁工作。
冷却有助于使焊缝处的钎料凝固,提高焊缝的机械强度。
清洁则是为了去除残留在焊缝及其周围的可疑杂质,确保焊缝的质量和美观度。
七、检测与修整完成冷却和清洁后,应对焊缝进行检测。
检查焊缝的外观、连续性和强度等是否符合工艺要求。
对于不符合要求的焊缝,应根据实际情况进行修整。
钎料的选择
钎料的选择由于钎料的性能在很大程度上既影响钎焊的工艺性能又决定了钎焊的接头性能,所以在品种繁多的钎料种类中,它的选择应从接头使用要求,钎料和母材的相互匹配,钎焊加热工艺以及经济成本等角度进行综合考虑来确定。
从接头使用要求出发,对钎焊接头强度要求不高的,可以用软钎料钎焊,对钎焊接头强度要求比较高的,则应选用硬钎料钎焊。
对在低温下工作的软钎料钎焊的接头,应使用含锡量低,或添加有防止发生冷脆性元素(如锑)的钎料。
对高温下工作的接头,应选用高温强度和抗氧化性好的钎料,如镍基钎料。
由于钎料与母材的成分差别往往很大,容易产生电化学腐蚀。
对接头有耐蚀要求时,选用的钎料应保证钎焊接头的抗腐蚀性。
例如铝的软钎焊接头,应选用耐腐蚀性能比较好的锌基钎料,甚至干脆用铝基硬钎料直接钎焊。
又如一些专门的锡基钎料,如92Sn一SAg一1Sb一20u和84.5S。
一8Ag一7.SSb钎料,钎焊的接头抗腐蚀性比用锡铅钎料和铅基钎料都要好,在较高温度和湿度条件下工作的焊件,应选用前者。
又如用银钎料钎焊不锈钢时,采用不含镍的银钎料钎焊的钎缝在潮湿空气或水中会产生缝隙腐蚀,而采用含镍的银基钎料,就不会发生这种现象。
在钎焊电气零件时,为了满足导电性的要求,应选用导电性好的钎料。
例如,选用含锡量或含银量高的锡铅钎料或银基钎料。
对于有一定特殊要求的接头,如真空密封接头,应选用真空级钎料。
这类钎料不但要求钎料成分的蒸气压要低,而且对易挥发的杂质也应控制得很严。
对于在核反应堆工作的部件,不应选用含硼的钎料钎焊。
钎料与母材的相互匹配是很重要的问题。
在匹配中首先是润湿性问题。
例如,锌基钎料对钢的润湿性很差,所以不能用锌基钎料钎焊钢oBA好2C。
银铜共晶钎料在铜和镍上的润湿性很好,而在不锈钢上的润湿性很差,因此用BAg72C。
钎料钎焊不锈钢时,应在不锈钢上预先涂覆镍,或选用其他钎料。
钎焊硬质合金时,采用含镍和(或)锰的银基钎料和铜基钎料能获得更好的润湿性。
铜钎焊如何选择钎料
铜钎焊如何选择钎料
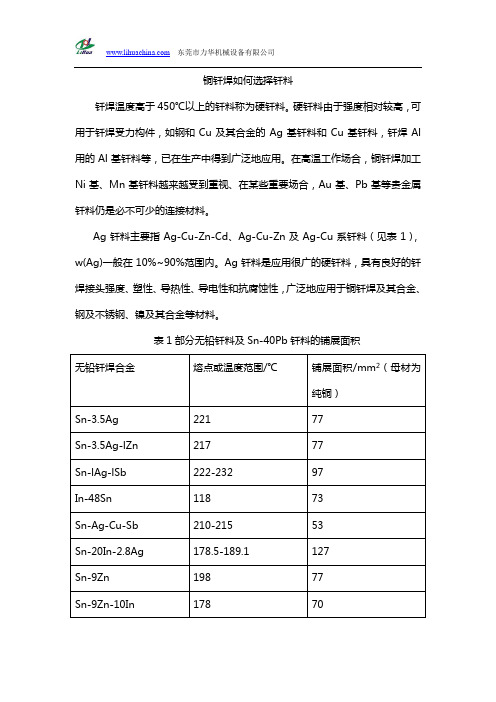
钎焊温度高于450℃以上的钎料称为硬钎料。
硬钎料由于强度相对较高,可用于钎焊受力构件,如钢和Cu及其合金的Ag基钎料和Cu基钎料,钎焊Al 用的Al基钎料等,已在生产中得到广泛地应用。
在高温工作场合,铜钎焊加工Ni基、Mn基钎料越来越受到重视、在某些重要场合,Au基、Pb基等贵金属钎料仍是必不可少的连接材料。
Ag钎料主要指Ag-Cu-Zn-Cd、Ag-Cu-Zn及Ag-Cu系钎料(见表1),w(Ag)一般在10%~90%范围内。
Ag钎料是应用很广的硬钎料,具有良好的钎焊接头强度、塑性、导热性、导电性和抗腐蚀性,广泛地应用于铜钎焊及其合金、钢及不锈钢、镍及其合金等材料。
表1部分无铅钎料及Sn-40Pb钎料的铺展面积
Ag钎料中有时加入Sn、Mn、Ni、Li及Al等元素以满足不同的钎焊工艺要求。
近年来,研究开发出的含In-Ag钎料,由于其具有优良的润湿性、铺展性和填缝性,在铜与钢的钎焊设备中得到了很好的应用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
火焰钎焊时对钎料的选择
一、为了满足钎焊接头性能和钎焊工艺的要求,钎料应满足以下基本要求:
1、合适的熔化温度范围
一般情况下,钎料的熔点应比母材的熔点低40~60℃,如果接头在高温下工作时,钎料的熔点应高于工作温度。
2、钎料应具有良好的润湿作用。
并且有与母材相互扩散、溶解的能力,以利于填满接头的间隙。
3、钎料与母材在钎焊时的物理、化学作用应保证它们之间形成牢固的结合。
能满足钎焊接头的物理、化学和力学性能要求,如导电性、耐腐蚀性、抗氧化性、抗拉强度等
4、钎料成分稳定,尽量减少钎焊温度下元素的烧损,少含或不含稀有金属和贵金属。
5、钎料的热膨胀系数应与母材相近,以避免在钎缝中产生裂纹。
二、常用金属材料的熔点:
碳钢——1425℃黄铜——950℃青铜——995℃
紫铜——1083℃锌——419℃
铜管的色温标准
550℃暗褐色、700~800℃红色、900℃橙色、1000℃黄色三、钎焊用钎料的特点:
钎料是钎焊时用作形成钎缝的填充金属。
按其熔点分为两类:熔点低于450℃的钎料称为软钎料,熔点高于450℃的为硬钎料。
硬钎料一般用于工作
温度高和强度要求较高的焊件的钎焊,常用火焰钎焊。
这类硬钎料主要有铝基、银基、铜基钎料等。
目前,我公司一般使用的是铜基钎料及少量银基钎料。
银基钎料。
它是银、铜或银、铜、锌合金,有时加入少量镉(Cd)、镍(Ni)、锡(Sn)、锰(Mn)、锂(Li)等元素,以满足不同的钎焊工艺要求,可以钎焊铜及其合金、钢、不锈钢、耐热合金、硬质合金等。
应用范围比较广,但其价格比较高一些。
公司目前用的是BAg25CuZn(HL302 含银25%)银基钎料,其熔化温度:745~775℃,用量较少。
铜基钎料。
铜基钎料由于其经济性好,在钢、合金钢、铜和铜合金的钎焊方面获得了广泛的应用。
铜基钎料常用的有铜锌、铜磷、铜锗钎料,我公司一般使用铜磷钎料和铜锌钎料。
1、铜锌钎料。
这种钎料的机械性能和熔点与锌的含量有关,它具有较好的抗腐蚀性能,配合钎剂可钎焊铜、含锌量较少的黄铜、钢及铸铁等。
我公司目前选用的是BCu60-ZnSn-R(丝221),该钎料能获得较为致密的钎缝。
其熔化温度:890~905℃。
2、铜磷钎料。
它是以Cu-P和Cu-P-Ag合金为基体的钎料,主要用于钎焊铜和黄铜。
铜磷钎料不能用于钎焊钢、镍合金和含镍超过10%的铜镍合金。
它不能钎焊黑色金属,不能润湿黑色金属表面,并且在钎缝靠黑色基体金属的边界处,易生成脆性的磷化铁(Fe3P),使钎缝变脆。
铜磷钎料由于工艺性能好,价格低,钎焊紫铜时可以不用钎剂,具有良好的漫流性,钎焊接头具有满意的抗腐蚀性和较好的导电性,在电机制造和制冷设备等方面获得了广泛的应用。
钎料中的磷可以还原氧化铜并起到熔剂
的作用。
但是,钎焊铜合金时,因磷不能充分还原合金元素所形成的氧化物,这时为获得优质钎缝要使用熔剂。
特别的是:铜磷钎料中加入少量的银,会明显的改变钎料的润湿能力,提高其强度和塑性,并使钎料的熔点降低,可用它来代替含银较多的钎料。
因钎料中银的含量低,它不属于银钎料,还是属于铜磷钎料。
我公司目前选用的铜磷钎料有:BCu93P(HL201),熔化温度:710~793℃。
BCu88PAg(HL205 含银5%)熔化温度:650~800℃。
四、不同材质钎焊时钎料的选择:(供参考)
1、碳钢与紫铜:
①BAg25CuZn(HL302 含银25%)银基钎料,熔化温度:745~775℃;
②BCu60-ZnSn-R(丝221)铜锌钎料,熔化温度:890~905℃。
碳钢熔点—1425℃,紫铜熔点—1083℃。
2、黄铜与紫铜:
BCu88PAg(HL205 含银5%)铜磷钎料,熔化温度:650~800℃。
黄铜熔点—950℃,紫铜熔点—1083℃。
3、紫铜与紫铜:
BCu93P(HL201)铜磷钎料,熔化温度:710~793℃。
紫铜熔点—1083℃。