齿轮磨削裂纹的产生原因及防止措施
磨削裂纹产生的原因及措施
磨削裂纹产生的原因及措施淬火工件磨削加工过程中,磨削部位容易产生浅、细长、肉眼几乎无法辨别的磨削裂纹,常见的磨削裂纹有三种形状:龟裂或网状裂纹、直线状和弧状。
磨削裂纹产生的原因是:1、热处理热处理过程中,淬火温度高,产生过热组织;回火不充分,存在较大的内应力和较多的残余奥氏体;渗碳件渗碳层中的网状碳化物析出严重等,造成工件在后续磨削过程中产生磨削裂纹。
2、冷却磨削过程中,工件表面瞬间温度高达820℃,冷却不充分时,磨削产生的热量会使磨削表面薄层重新奥氏体化,随后在自身基体的激冷作用下,再次淬火为马氏体,表面层产生附加的组织应力,磨削是交替重复过程,累计的拉应力超过工件表面抗拉强度时,会产生龟裂或网状裂纹。
3、磨削过程中进刀量过大磨削进刀量太大,温度剧烈升高,表层达到约300℃左右,则发生第二次收缩,产生第二种磨削裂纹;与磨削方向基本垂直的、有规则排列条状裂纹。
如果局部严重磨削烧伤出现,则产生弧形裂纹。
4、磨料选择砂轮磨料种类有刚玉、碳化硅、金刚石、氮化硼等,当选择的与工件不匹配时,会产生裂纹。
磨削裂纹的控制措施是:1、正确操作热处理时严格按工艺规程操作;建立磨削加工操作规程,严格控制磨削进刀量,磨削时冷却充分;操作正应注意工作经验的总结。
2、砂轮选择1)尽可能选用锋利的砂轮,切削速度快,磨削效率高,磨削表面不易过热。
2)正确选择砂轮结构和硬度级别,以获得自由磨削效应。
3)陶瓷和金属作粘结剂的砂轮,适用于磨削热较高的场合;树脂粘结砂轮,适用磨削热较小的场合。
脆性较大的粘结剂,磨粒容易脱落,有利于使砂轮保持锐利状态。
4)SiC磨料磨削钢和铁基耐热合金时,产生强烈的化学磨损,刚玉类磨料磨削钢时无此反应。
相反,刚玉类磨料磨削玻璃、硅酸盐类陶瓷涂层时,会产生强烈的化学反应,SiC磨料无此反应。
3、如果已产生磨削裂纹,如果未超过加工余量,可进行多次低温回火,去除磨削应力,再按正确的磨削加工方法加工,磨去裂纹深度进行挽救。
20CrMnTi渗碳齿轮磨削裂纹的分析与解决
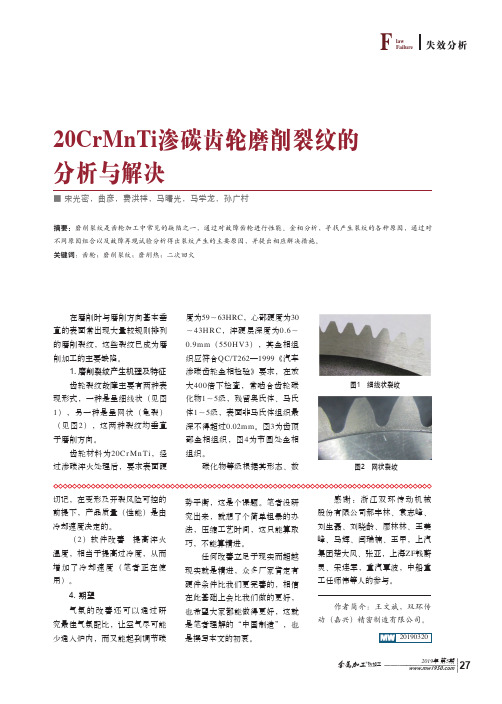
图1 细线状裂纹
图2 网状裂纹
感谢:浙江双环传动机械股份有限公司郝丰林、袁志峰、刘生磊、刘晓龄、廖林林、王美峰、马辉、闫瑞楠、王甲,上汽集团楚大风、张亚,上海ZF钱蔚灵、宋连军,重汽覃波,中船重
图3 齿顶部金相组织
图4 节圆处金相组织
量、大小、分布情况确定,具体
说明如表1所示。
残留奥氏体等级按其含量多
少确定,马氏体等级按其针体大
小确定,具体说明如表2所示。
通过对故障齿轮进行金相、
性能分析,齿轮金相组织及热处
图5 裂纹齿轮金相
图6 导致磨削裂纹的鱼骨图分析。
如何避免渗碳淬火齿轮磨削裂纹的产生
如何避免渗碳淬火齿轮磨削裂纹的产生1 引言矿山机械上利用的重载齿轮的制造关键在于如何提高其承载能力及表面耐磨性,而采纳高精度、硬齿面、齿廓和齿形修形的齿轮是提高齿轮承载能力及表面耐磨性的有效方法。
磨齿是有可能使上述方法同时实现的重要工艺手腕。
在磨齿轮工艺中长期存在一个严峻问题-裂纹,磨削裂纹是指发生在磨削面上,深度较浅,而且深度大体一致,方向垂直于齿向,即垂直于砂轮往复运动的方向,规那么排列的条状裂纹,用肉眼即可观看到。
对渗碳淬火钢齿轮磨削裂纹的产生缘故及防治方法进行研究十分必要。
2裂纹产生的缘故及避免其产生的有效方法裂纹产生的缘故(1)齿轮热处置的质量是造成磨裂的内在因素磨削裂纹产生的全然缘故是磨削热。
齿轮在渗碳进程中,其渗层组织中容易形成网状碳化物或过量的游离碳化物。
由于各物质硬度都极高,在磨削进程中,砂轮和齿面接触的刹时,磨削区的温度很高,可能显现局部过热偏向和发生表面回火,使金相组织发生转变。
依照俄罗斯学者实验,当砂轮速度v=18mPs,磨削深度t=0.05mm时,磨削区的温度达900~1100℃,因此渗碳淬硬的齿面在磨削时,表面一薄层内的回火马氏体组织变成了较高温度(300℃以上)回火组织。
马氏体析出碳化物,残留奥氏体进一步分解为回火马氏体或回火屈氏体,在随后的冷却进程中再也不发生组织转变。
现在比容减少,硬度下降,并在表面形成了拉应力。
在回火层中,由于磨削温度较高(800℃以上),已经回火,马氏体组织被加热到临界温度以上,在随后的冷却进程中产生了淬火组织,现在比容增大,产生了压应力。
在回火层以下,受磨削热的阻碍较少(200~300℃),因此只发生残留奥氏体的转变,产生未回火的马氏体,这一转变比容增大。
磨削时,钢中残留奥氏体在200~300℃温度下,组织转变成二次淬火组织,体积膨胀,形成较大的内应力。
总之在磨削时,工件内部产生的热应力和相变压力,再加上砂轮磨削工件时所造成的撕裂应力,这三者合成的最大应力和齿长的方向一致,由于那个力的作用,在齿轮上形成了与那个合应力相反的内应力,若是渗碳层的强度和金属的组织应力能抗击磨削时产生的合应力,那么可不能产生裂纹,反之,齿轮材料在磨削进程中将受到破坏,而产生垂直于合应力方向的裂纹,显现了磨裂。
螺旋锥齿轮磨削裂纹产生原因及预防措施综述

2019年3月第47卷第5期机床与液压MACHINETOOL&HYDRAULICSMar 2019Vol 47No 5DOI:10.3969/j issn 1001-3881 2019 05 035本文引用格式:张荣,韦尧兵,剡昌锋,等.螺旋锥齿轮磨削裂纹产生原因及预防措施综述[J].机床与液压,2019,47(5):156-162.ZHANGRong,WEIYaobing,YANChangfeng,etal.ReviewofCausesandPreventiveMeasuresofGrindingCracksforSpiralBevelGears[J].MachineTool&Hydraulics,2019,47(5):156-162.收稿日期:2017-10-17基金项目:青海省重点技术创新项目作者简介:张荣(1988 ),男,硕士研究生,研究方向为齿轮系统动力学㊂E-mail:295871393@qq com㊂通信作者:剡昌锋(1974 ),男,博士,研究员,博士生导师㊂E-mail:changf_yan@163 com㊂螺旋锥齿轮磨削裂纹产生原因及预防措施综述张荣1,韦尧兵1,剡昌锋1,高刚刚1,赵晓峰2,苟卫东2(1 兰州理工大学机电工程学院,甘肃兰州730050;2 青海华鼎装备制造有限公司,青海西宁810016)摘要:通过对螺旋锥齿轮在实际工况下的重要作用和结构特性分析,总结了目前国内外对齿轮表面磨削裂纹产生原因分析和预防措施改进的研究现状㊂通过分析得出:螺旋锥齿轮表面产生磨削裂纹的主要原因分为热处理工艺过程导致的内因和磨削加工工艺过程导致的外因㊂基于对螺旋锥齿轮表面产生磨削裂纹内因和外因的分析,得出螺旋锥齿轮分别在热处理和磨削加工工艺等过程中避免表面裂纹产生的预防措施㊂关键词:螺旋锥齿轮;裂纹;热处理;磨削;预防措施中图分类号:TH132 421ReviewofCausesandPreventiveMeasuresofGrindingCracksforSpiralBevelGearsZHANGRong1,WEIYaobing1,YANChangfeng1,GAOGanggang1,ZHAOXiaofeng2,GOUWeidong2(1 CollegeofMechanical&ElectricalEngineering,LanzhouUniversityofTechnology,LanzhouGansu730050,China;2 QinghaiHuadingEquipmentManufacturingCo.,Ltd.,XiningQinghai810016,China)Abstract:Thecurrentstatusoftheresearchonthecausesofgrindingcracksongearsurfacesandtheimprovementofpreventionmeasuresathomeandabroadwasgivenbyanalyzingtheimportantfunctionsinpracticalconditionsandstructuralcharacteristicsofspi⁃ralbevelgears.Itisconcludedthatthemaincausesofgrindingcracksonthesurfaceofspiralbevelgearsaredividedintointernalcauseofheattreatmentprocessandexternalcauseofgrindingprocess.Byanalyzingthecausesofgrindingcracksonthesurfaceofspi⁃ralbevelgears,themeasuresforavoidingthecracksintheheattreatmentprocessandgrindingprocessareobtained.Keywords:Spiralbevelgears;Crack;Heattreatment;Grinding;Preventivemeasures0㊀前言螺旋锥齿轮副因其具有重合度大㊁传动平稳㊁承载能力高等优点,所以被广泛应用于各种机器设备的交错轴传动中,如汽车㊁工程机械㊁断纸面刀辊专用加工设备和旋翼推进的直升机等军用设备中,如图1所示㊂图1㊀螺旋锥齿轮副螺旋锥齿轮的表面质量直接影响到这些设备的工作效率㊁运动精度和寿命[1-2]㊂但由于螺旋锥齿轮的齿面几何形状和啮合过程非常复杂,使得其对制造和安装误差极为敏感㊂螺旋锥齿轮的加工刀具设计㊁机床参数设置㊁加载变形和装配误差等激励都会对其啮合㊁承载及振动性能造成影响,使得在设计和精密加工中其质量和性能的控制都十分困难[3-7]㊂磨削加工是提高零件精度㊁表面粗糙度和加工效率的最有效方法之一,常见磨削加工过程如图2所示㊂但在螺旋锥齿轮的磨削过程中,由于受各方面因素的影响,经常会在螺旋锥齿轮表面产生磨削裂纹[7]㊂螺旋锥齿轮磨削裂纹分布形式一般有3种:长条状裂纹[如图3(a)所示]㊁网状裂纹[如图3(b)所示]㊁点状分布的裂纹[如图3(c)所示]㊂其中最常见的是与磨削方向垂直的条状裂纹,深度为0 1 0 2mm(如图4所示)㊂图2㊀螺旋锥齿轮磨削过程图3㊀螺旋锥齿轮磨削裂纹分布形式图4㊀与磨削方向垂直的长条状齿轮磨削裂纹螺旋锥齿轮齿面裂纹不仅改变了某一时刻齿轮的重合度和轮齿间的载荷分配关系,也改变了最大接触应力出现的位置,同时加剧了接触应力的波动,而且表面裂纹会导致应力集中㊂随着啮合过程的进行,接触应力与集中应力交替成为最大应力㊂当最大集中应力出现在齿宽中部的齿根裂纹边缘处时,随着裂纹的扩展,会在齿轮表面形成点蚀㊁胶合等,造成齿轮失效;当最大集中应力出现在轮齿小端端面的齿根裂纹尖端处时,裂纹更易扩展,破坏性更大[8]㊂因此,国内外各机械加工企业和科研院所对螺旋锥齿轮表面磨削裂纹的产生原因和预防措施进行了大量的研究㊂FAN等[9]对齿轮裂纹的智能检测方法进行了研究,并给出了基于裂纹齿轮振动信号的支持向量机算法㊂KGTKHAGAPSOEV等[10]通过实验的方法研究发现造成齿轮表面磨削裂纹的主要原因是磨削力过大和磨削余量不均匀,通过减小表面碳势和内部残余应力的方法可以降低齿轮表面磨削裂纹产生的概率㊂陆建修等[11]经检测研究发现,以20CrMnMo为材料的齿轮磨削裂纹主要是由磨削过程中过高的磨削热引起的㊂明兴祖等[12]研究了20CrMnTi齿轮的加工参数与齿轮表面质量的关系,发现当加工螺旋锥齿轮小轮凹面时,磨削深度ap=20μm㊁砂轮速度vs=35 2m/s㊁齿轮进给速度vw=0 073m/s时,残余奥氏体含量Ar=15 6%,针状马氏体晶粒级别为2级,平均疲劳寿命可达6 0ˑ104次,且螺旋锥齿轮表面组织性能最优,极大地提高了螺旋锥齿轮抗疲劳性能和耐磨性㊂徐敏等人[13]通过对12CrNi3A齿轮表面裂纹的形成原因分析后得出:在严格控制热处理后的磨削余量的前提下,使用大气孔陶瓷氧化铝砂轮,采用较小的磨削深度㊁高速快冲程的方法磨削,可有效修整砂轮,改进冷却方式,可减少和避免12CrNi3A类材料的磨齿烧伤㊂马晓峰[14]研究发现18CrNi4MoA齿轮的表面磨削裂纹主要是由磨齿余量过大造成的,并基于此提出了详细的改进措施㊂张士平等[15]在生产实际中对中等模数硬齿面S17Cr2Ni2Mo渗碳钢齿轮磨削裂纹进行了分析研究,提出采用高速快冲程加工方法,瞬间完成磨削加工过程,通过回火处理后,再进行磨齿㊁喷丸处理消除应力等措施,可以极大地减小裂纹产生的概率㊂1 螺旋锥齿轮表面磨削裂纹产生原因当螺旋锥齿轮在磨削过程中,表面所受磨削拉应力大于材料的断裂强度时,螺旋锥齿轮表面就会产生磨削裂纹[16]㊂为了达到轮齿表面硬而芯部韧的性能要求,硬齿面螺旋锥齿轮都要经过热处理工艺过程[17-20],磨削裂纹都是在齿轮经过渗碳㊁淬火和低温回火后产生的,所以热处理质量优劣与螺旋锥齿轮表面裂纹的产生有必然的联系[21]㊂螺旋锥齿轮表面裂纹都是在磨削过程中显现出来的,故不良的磨削工艺也是导致裂纹产生的一个重要因素㊂其中,热处理工艺是产生裂纹的内因,磨削工艺是产生裂纹的外因[22]㊂1 1㊀螺旋锥齿轮产生表面磨削裂纹的热处理因素热处理工艺在机械零件制造过程中占有很大的比重,其工艺参数的差异直接影响到零件最终的质量[23]㊂螺旋锥齿轮热处理工艺主要有渗碳㊁淬火㊁回火等㊂在此过程中,碳势的分布㊁淬火时间的长短㊁回火时间长短和回火温度高低[23]㊁淬火和淬火过程中零件的摆放位置和方式以及夹具引起的零件变形,都会影响到齿轮零件的最终质量㊂热处理过程中可能使螺旋锥齿轮表面产生裂纹的重要因素有:(1)过量残余奥氏体导致过大的组织应力螺旋锥齿轮无裂纹处的金相组织主要为回火马氏体+淬火马氏体+少量残余奥氏体,而有裂纹处金相组织为回火马氏体+较大量残余奥氏体(体积分数一般大于20%),所以残余奥氏体的含量过大是造成螺旋锥齿轮表面磨削裂纹的一个主要因素㊂因为螺旋锥㊃751㊃第5期张荣等:螺旋锥齿轮磨削裂纹产生原因及预防措施综述㊀㊀㊀齿轮淬火时,在马氏体形成过程中,由于马氏体的体积增大,包围了与之相邻的过冷奥氏体,导致这部分奥氏体不能转变,使齿轮表面组织中存在较多的残余奥氏体㊂在磨削热和磨削力产生的冷作硬化的共同作用下,残余奥氏体发生分解,导致镶边,形成较大的组织应力,引起螺旋锥齿轮的畸变和表面裂纹[24-25]㊂(2)碳势过高导致材料脆性增加当碳势过高,渗碳层碳化物的颗粒过大㊁分布不均匀,碳化物最大长度超过0 02mm[26],甚至渗碳组织形成网状碳化物或过多的游离碳化物时,由于碳化物导热率很低,且韧性极低,将会导致材质的脆性增加㊂在磨削过程中,在螺旋锥齿轮表面(尤其是在凹面),过高的磨削区温度会使螺旋锥齿轮局部表面发生回火,比体积减小,硬度下降,产生表面拉应力,使螺旋锥齿轮表面产生裂纹的可能性增加,这种现象在砂轮硬度太大时更容易发生[27-28]㊂(3)过多粗大针状马氏体引起晶界微裂纹螺旋锥齿轮在热处理时若渗碳层中粗大针状马氏体存在较多,甚至超过5级时,将会使齿轮的抗弯曲断裂性能显著降低,若在后期热处理过程中没有进行充分的二次回火消除这些马氏体组织,则会使马氏体晶界微裂纹扩展形成宏观裂纹[29-31]㊂(4)热处理引起变形在热处理过程中,当螺旋锥齿轮由膨胀状态迅速冷却到冷缩状态时所产生的热应力大于螺旋锥齿轮材料的弹性极限时,将引起螺旋锥齿轮产生变形㊂另外,螺旋锥齿轮加热时由于自身质量也会使其产生热处理变形,这些热处理变形会使磨削余量不均匀或增大磨齿余量,导致在螺旋锥齿轮磨削过程中产生过量的磨削热,使螺旋锥齿轮产生表面裂纹[32]㊂对于齿轮材料成份未严格控制的齿轮而言,过量残余奥氏体是导致螺旋锥齿轮表面产生磨削裂纹的最主要的原因㊂当待加工螺旋锥齿轮材料内部残余奥氏体含量符合要求时,最可能引起螺旋锥齿轮表面磨削裂纹的原因是待加工螺旋锥齿轮材料碳势过高或材料中有过多粗大针状马氏体㊂热处理引起的齿轮变形是导致螺旋锥齿轮表面产生裂纹的可能原因之一㊂1 2㊀螺旋锥齿轮产生表面磨削裂纹的磨削加工因素砂轮对螺旋锥齿轮表面进行磨削加工是由用结合剂粘结的具有不同切削角的磨粒进行的㊂在高的切削速度下,由于磨粒微刃对被加工表面的切削㊁刻划㊁摩擦㊁抛光作用,使金属在短时间内经历挤压㊁滑移㊁挤裂㊁切离4个阶段,从而使磨粒与工件的摩擦做功及金属的塑性变形能量全部转化为热量,这就是磨削热产生的过程[33]㊂由于螺旋锥齿轮的结构特性,使得磨削热的散发更加困难,磨削区局部高温作用和随后的冷却效应会导致螺旋锥齿轮表面出现不能恢复和不均匀的组织变化,即当磨削热使螺旋锥齿轮表面温度达到金相变化温度时,螺旋锥齿轮表层淬火马氏体向回火索氏体转化,其表面体积收缩和冷却不良都会形成二次淬火马氏体,使得螺旋锥齿轮表面的组织体积膨胀,当组织内应力超过工件材料强度极限时,造成螺旋锥齿轮表面磨削裂纹和磨削烧伤[34]㊂螺旋锥齿轮表面产生磨削裂纹的磨削因素具体分为以下几个方面:(1)磨齿余量过大产生过高磨削温度当磨齿余量过大时,将会产生过多的磨削热,使螺旋锥齿轮表面磨削区温度急剧升高,极易形成二次淬火裂纹和烧伤裂纹㊂(2)磨削用量选择不合理引起磨削烧伤当磨削用量选择不合理时,会使磨削过程中螺旋锥齿轮表面产生过量的磨削热㊂横向和纵向进给量增大时,螺旋锥齿轮表面的烧伤程度和裂纹产生的可能性将会增大,但当砂轮转速增大时,烧伤程度和裂纹产生的可能性就会减小㊂(3)不合理的砂轮导致磨削温度过高㊁散热效率降低砂轮是螺旋锥齿轮磨削过程中的磨具,所以砂轮选择的合理性会直接反映在螺旋锥齿轮表面精度㊁粗糙度和磨削区温度等方面㊂选择不合理的砂轮不但会影响螺旋锥齿轮表面磨削质量和磨削效率,而且会使砂轮在磨削过程中产生过量的磨削热,造成磨削烧伤㊂(4)磨削液使用不当导致散热困难在磨削加工过程中,由于被切除的金属层较薄,仅有不到10%的热量被磨屑带走,大约有60% 90%的热量传入到工件,产生了大量的磨削热,磨削区温度可达400 1000ħ左右㊂为了加快磨削热的散发,在螺旋锥齿轮磨削过程中都会使用磨削液㊂磨削液的种类㊁供给方式和磨削液的流量都会对磨削热的散发产生很大的影响㊂综上所述,螺旋锥齿轮表面产生磨削裂纹主要是由磨削产热高和散热难引起的,其中由于螺旋锥齿轮的特殊结构造成的散热难占主要因素㊂2 防止螺旋锥齿轮齿面裂纹的措施2 1㊀在热处理过程中应采取的预防措施在热处理过程中,通过调整渗碳㊁淬火㊁回火等工艺措施,可以降低螺旋锥齿轮材料对磨削裂纹的敏感度,进而降低磨削裂纹产生的可能性[35-39]㊂根据热处理过程中对螺旋锥齿轮磨削裂纹原因的分析,提出如下相应的预防措施:㊃851㊃机床与液压第47卷(1)降低碳势和残余奥氏体等级为了有效地改善显微组织状态,使螺旋锥齿轮获得良好的表面强度和应力分布[40-41],根据螺旋锥齿轮材质要求,严格控制渗碳工艺参数,保证碳化物和残余奥氏体都在3级以下,且使碳势不超过0 9%㊂(2)降低螺旋锥齿轮表面脆性适当降低淬火温度,并增加预热或应力退火工艺,进行合理的预备热处理,减少残余奥氏体的含量,使螺旋锥齿轮表面脆性降低,以减小芯部微裂纹向表面扩张而形成宏观裂纹的可能性[42-44]㊂大轮的安装螺孔㊁小轮螺纹㊁卡簧槽等部位均应进行防渗处理㊂(3)充分回火和二次回火为了降低马氏体的脆性,提高螺旋锥齿轮表面塑性,降低残余应力[45],应对螺旋锥齿轮进行650ħ左右且时间不低于2h的回火,及220ħ左右且时间不低于4h的二次回火㊂(4)设计专用的工装夹具,规划合理的齿轮热处理摆放位置和方式根据螺旋锥齿轮在热处理过程中的变形特点,设计出专用的螺旋锥齿轮热处理工装夹具,并规划出螺旋锥齿轮热处理摆放的合理位置和方式,保证螺旋锥齿轮在热处理过程中和冷却过程中各向受力均匀,使螺旋锥齿轮的热变形量最小化㊁变形各向均匀化㊂2 2㊀在磨削加工过程中应采取的预防措施螺旋锥齿轮在磨削过程中会产生大量的磨削热,使磨削区局部受到极大的热应力和热变形,造成螺旋锥齿轮表面磨削裂纹和表面烧伤,所以降低磨削热的产生量和加速磨削热的散发速率是解决磨削裂纹的关键[46-47]㊂具体措施如下:(1)严格控制公法线余量为了防止在磨削过程中产生过大的磨削力和磨削热[48-49],在磨削工序中,分粗磨和精磨两道工序;采用齿轮磨削余量分布快速识别技术,严格控制粗磨时的公法线余量,去除人为预留的0 2 0 5mm的磨削余量㊂(2)选择合理的磨削参数在磨削过程中,通过适当减小磨削进给量,适当增大砂轮转速,选择合适磨削参数,有效控制磨削区磨削热和磨削力的大小,可以防止齿轮齿面裂纹的出现[50-52]㊂磨削深度是影响磨削过程的主要因素,随着砂轮切削深度的增加,磨粒在进给方向的切削深度也会增大,导致残余应力快速增加,在粗磨时可以选择磨削深度为0 05 0 10mm,精磨时可以选择磨削深度为0 02 0 03mm㊂磨削进给量的改变也会导致材料去除率变化,影响磨削残余应力,但是其影响程度比磨削深度的影响小,一般选7 11m/min㊂在一定范围内,随着砂轮转速的增大,齿轮表面产生的残余应力随之增大,在实际加工中一般为25 35m/s㊂(3)选择合理的砂轮磨削砂轮的主要特性包括磨料㊁粒度㊁硬度㊁结合剂和组织等[53-55]㊂磨料是磨削砂轮可以进行磨削加工最基本的元素,其选择原则与被加工螺旋锥齿轮材料的性能息息相关㊂加工抗拉强度较高的螺旋锥齿轮时,一般优先选用韧性较大的刚玉类磨料;加工抗拉强度较低的螺旋锥齿轮时,选用脆性较大而硬度较高的碳化硅类磨料㊂为了减小磨料的化学磨损,在选用磨料时,还要考虑到待加工齿轮表面材料与磨料之间的化学反应㊂选择合适的磨削砂轮粒度可以提升磨削效率和螺旋锥齿轮表面粗糙度㊂基于螺旋锥齿轮特殊的表面特性和较小的磨削深度,一般考虑选用粒度较细的磨削砂轮,但此时产生的磨削热将会比较大;当加工余量较大时,可以适当选用较粗的磨削砂轮㊂选择合理的磨削硬度是获得良好磨削效果的关键㊂选择的砂轮硬度应能保证砂轮在磨削过程中有适当的自锐性,避免产生过大的磨损和过高的磨削温度㊂当待加工齿轮硬度较大时,优先选用硬度较小的砂轮;反之,优先选用硬度较大的砂轮㊂砂轮结合剂的性能直接影响着磨粒能够承受的磨削力的大小和砂轮的最高回转强度㊂砂轮结合剂的选择与磨削方法㊁磨削速度和螺旋锥齿轮表面质量要求有关㊂每种结合剂都有其自身的优点和缺点,其选择标准应该与具体的磨削要求相结合㊂砂轮组织对砂轮的磨削性能有很大的影响㊂当砂轮组织疏松时,磨削效率较高,但砂轮磨损较快,寿命较短;砂轮组织太紧密时,难以容纳切屑,容易产生过高的磨削热㊂(4)提高磨削液的冷却效果磨削液在机械零件的生产加工过程中起到润滑㊁冷却㊁渗透和清洗作用,有效地使用磨削液可使磨削区的局部温度降低100 150ħ,并使切削力减少10% 30%,同时使砂轮使用寿命延长4 5倍[56-58]㊂磨削液对螺旋锥齿轮表面裂纹等加工质量的影响因素主要有如下两个方面:即磨削液的化学成分和磨削液的供给方式[59]㊂磨削液主要分为水基磨削液和油基磨削液㊂水基磨削液的冷却效果较好,但会使磨削区的热胀冷缩现象加剧,进而会产生较大的内应力;油基磨削液有较好的附着性,能隔绝空气,防止磨削区产生氧化和水解等不良的化学反应㊂所以在螺旋锥齿轮的磨削过程中,必须根据磨削条件和螺旋锥齿轮材料选用合适的化学成分配制磨削液,一般建议选用轻矿物油作为磨削液㊂磨削液对螺旋锥齿轮磨削效果的影响不仅和磨削液自身特性有关,也和磨削液的供给㊃951㊃第5期张荣等:螺旋锥齿轮磨削裂纹产生原因及预防措施综述㊀㊀㊀方法有关㊂由于螺旋锥齿轮的齿面有凹面和凸面之分,在磨削过程中,磨削液难以进入凹面磨削区,容易造成齿面烧伤和磨削裂纹,所以使用最常用的浇注法外,应该更多考虑使用压力冷却㊁砂轮内冷却和喷雾冷却等磨削液供给方法㊂另外,必须减小磨削深度㊁加大磨削液流量,使磨削液带走尽可能多的磨削热㊂3㊀结论文中对国内外齿轮磨削裂纹产生的原因和预防措施进行了总结,针对螺旋锥齿轮的特性,得出了螺旋锥齿轮磨削裂纹产生的根本原因㊂基于对螺旋锥齿轮表面磨削裂纹产生原因的分析,提出了在热处理过程中和磨削加工过程中应采取的预防螺旋锥齿轮表面磨削裂纹产生的具体措施㊂参考文献:[1]BEL㊅SAKA,FLA㊅SKERJ.VibrationAnalysisofGearswithFatigueCrackinToothRoot[J].KeyEngineeringMateri⁃als,2006,324/325:835-838.[2]严宏志,黄国兵,黎超,等.螺旋锥齿轮齿面粗糙度对其乏油润滑寿命的影响[J].润滑与密封,2016,41(8):1-5.YANHZ,HUANGGB,LIC,etal.InfluenceofSurfaceRoughnessofSpiralBevelGearonStarvedLubricationLife[J].LubricationEngineering,2016,41(8):1-5.[3]北京齿轮厂.螺旋锥齿轮[M].北京:科学技术出版社,1974.[4]胡赤兵,熊海洋,李南,等.基于Pro/Engineer平台齿轮数控加工程序自动生成的实现[J].甘肃科学学报,2004,16(2):96-99.HUCB,XIONGHY,LIN,etal.RealizationoftheAuto⁃maticGenerationoftheNCProgramforGearMachiningBasedonPro/Engineer[J].JournalofGansuSciences,2004,16(2):96-99.[5]吴序堂.齿轮啮合原理[M].2版.西安:西安交通大学出版社,2009.[6]阎树田,于晓晨,王璐璐.基于Pro/E双圆弧齿轮参数化设计研究及有限元分析[J].甘肃科学学报,2012,24(2):89-92.YANST,YUXC,WANGLL.DesignoftheDoubleCir⁃cularArcGearBasedonPro/EandItsStructuralFEMAnalysis[J].JournalofGansuSciences,2012,24(2):89-92.[7]李强,闫洪波.对数螺旋锥齿轮啮合理论[M].北京:冶金工业出版社,2012.[8]TIITTOKM,PRORJ.DetectionofHeatTreatDefectsandGrindingBurnsbyMeasurementofBarkhausenNoise[J].NDT&EInternational,1991,24(1):43.[9]FANQ,IKEJOK,NAGAMURAK,etal.GearDamageDi⁃agnosisandClassificationBasedonSupportVectorMa⁃chines[J].JournalofAdvancedMechanicalDesignSystemsandManufacturing,2014,8(3):JAMDSM0021.[10]TKHAGAPSOEVKG,SURZHINSKIIGK.CrackingintheCarburizedCaseofGearsDuringtheirGrinding[J].ChemicalandPetroleumEngineering,1969,5(3):224-226.[11]陆建修,邸可新.渗碳淬火齿轮磨削裂纹的失效分析[J].热处理,2016,31(4):56-60.LUJX,DIKX.AnalysisonGrindingCracksatSurfaceofCarburizedandHardenedGear[J].HeatTreatment,2016,31(4):56-60.[12]明兴祖,李飞,张然,等.螺旋锥齿轮磨削表层金相组织的试验研究[J].中国机械工程,2014,25(2):174-179.MINGXZ,LIF,ZHANGR,etal.ExperimentalStudyonNCGrindingSurfaceMetallographicOrganizationofSpiralBevelGears[J].ChinaMechanicalEngineering,2014,25(2):174-179.[13]徐敏,冯育敏,杜改梅,等.小模数硬齿面齿轮磨削烧伤分析与预防[J].机械传动,2014(7):127-130.XUM,FENGYM,DUGM,etal.AnalysisandPreven⁃tiononGrindingBurnofSmallModulusHardenedGear[J].JournalofMechanicalTransmission,2014(7):127-130.[14]马晓峰.渗碳齿轮齿面磨削裂纹的工艺分析与研究[J].建筑工程技术与设计,2014(7):748-750.[15]张士平,赵红,冯维伦,等.硬齿面磨削裂纹的工艺研究[J].机械传动,2008,32(4):103-104.[16]姚继洪.齿轮的热处理和淬火[J].热处理技术与装备,2006,27(2):4-10.YAOJH.TheHeatTreatmentandQuenchingofGears[J].HeatTreatmentTechnologyandEquipment,2006,27(2):4-10.[17]吴文健.我国齿轮热处理技术发展现状[J].热加工工艺,2013,42(10):35-37.WUWJ.DevelopmentSituationofTechnologyandEquip⁃mentofGearHeatTreatmentinChina[J].HotWorkingTechnology,2013,42(10):35-37.[18]潘一凡,赵茂程,於明亮.汽车齿轮用21NiCrMo5钢热处理工艺研究[J].金属热处理,2000(7):27-29.PANYF,ZHAOMC,YUML.StudyonHeatTreatmentProcessofSteel21NiCrMo5UsedinAutomobileGear[J].HeatTreatmentMetals,2000(7):27-29.[19]赵玉凯,裴帮,李福利.齿轮的渗碳和淬火[J].热处理,2011,26(6):63-65.ZHAOYK,PEIB,LIFL.CarburizingandHardeningofGear[J].HeatTreatment,2011,26(6):63-65.[20]冯琴,张先鸣.工程机械齿轮加工与热处理工艺现状[J].工程机械,2001,32(3):38-40.FENGQ,ZHANGXM.PresentSituationofMachiningandHeatTreatmentofGearsforConstructionMachinery㊃061㊃机床与液压第47卷[J].ConstructionMAchineryandEquipment,2001,32(3):38-40.[21]胡炜,薄文丽.弧齿锥齿轮热处理裂纹成因分析和改进措施[J].金属加工(热加工),2016(13):26-28.[22]杨钟胜.硬齿面齿轮磨削裂纹形成原因及其预防措施[J].汽车齿轮,2008(1):31-37.YANGZS.TheHardToothFaceGearRubsTrumentestheCracktoFormtheReasonandItsthePreventiveMeasure[J].AutomobileGear,2008(1):31-37.[23]胡梦怡,黄修.渗碳层马氏体微裂纹与热处理工艺[J].钢铁,1984,19(3):30-37.HUMY,HUANGX.RelationbetweenMartensiticMicro⁃cracksinCarbonizedLayerandHeatTreatmentTechnolo⁃gy[J].IronandSteel,1984,19(3):30-37.[24]吕永顺.渗碳齿轮残余奥氏体超级的原因及防止办法[J].金属加工(热加工),1994(12):21.[25]冯洲鹏,李凤,申世坤,等.淬火件产生磨削裂纹原因分析和预防措施[J].热加工工艺,2014(10):223-224.FENGZP,LIF,SHENSK.ReasonAnalysisandPer⁃ventiveMeasuresofGrindingCrackofQuenchingWork⁃piece[J].HotWorkingTechnology,2014(10):223-224.[26]全国齿轮标准化技术委员会.直齿轮和斜齿轮承载能力计算第5部分:材料的强度和质量:GB/T3480.5-2008[S].北京:中国标准出版社,2009.[27]程书海,胡寒婷,史琪.渗碳齿面裂纹成因分析[J].中国重型装备,2016(1):41-45.CHENGSH,HUHT,SHIQ.AnalysisontheReasonofCrackonCarburizedGearToothSurface[J].ChinaHeavyEquipment,2016(1):41-45.[28]邵同文,马茂无,阮启宽,等.18Cr2Ni4WA钢粒状贝氏体和粒状组织于高温回火过程中碳化物的析出规律[J].热加工工艺,1988(3):8-10.SHAOTW,MAMW,RUANQK,etal.ThePreciptatedRuleofCarbidesatHighTemperingProcessinGranularBainiteandGranularStructureof18Cr2Ni4WASteel[J].HotWorkingTechnology,1988(3):8-10.[29]王静宜.回火温度对18Cr2Ni4WA钢疲劳性能的影响[J].机械强度,1986(2):45-48.[30]李宝奎,王爱香,顾敏.渗碳淬火齿轮畸变控制技术的研究现状[J].金属热处理,2006,31(12):6-11.LIBK,WANGAX,GUM.ResearchStatusonDistortionControlofCarburizingandHardeningGears[J].HeatTreatmentofMetals,2006,31(12):6-11.[31]关雪梅,杨兆军,葛树义.消除磨齿裂纹的工艺措施[J].热加工工艺,2006,35(14):68.GUANXM,YANGZJ,GESY.TechnologicalMeasuresofAvoidingGrindingGearCrack[J].HotWorkingTech⁃nology,2006,35(14):68.[32]陈锐,罗新民.钢件的淬火热处理变形与控制[J].热处理技术与装备,2006,27(1):18-22.CHENR,LUOXM.ControlofDistortionDuetoQuench⁃ingProcessofSteelParts[J].HeatTreatmentTechnologyandEquipment,2006,27(1):18-22.[33]马轶群,任玉灿,肖溪.渗碳淬火齿轮产生磨削裂纹原因分析及其预防措施[J].河北建筑工程学院学报,2008,26(3):69-70.MAYQ,RENYC,XIAOX.TheReasonsandPreventiveMeasuresoftheGrindingCracksinCementingandHard⁃eningGears[J].JournalofHebieInstituteofArchitecturalEngineering,2008,26(3):69-70.[34]吴显祖,朱守朴.齿轮轴热处理后齿面磨削裂纹的产生及防止[J].金属热处理,1983(7):49-51.[35]雷声.齿轮热处理变形的控制[J].机械工程师,2008(5):74-76.LEIS.DistortionControlinHeatTreatmentofGears[J].MechanicalEngineer,2008(5):74-76.[36]黄建斌,彭振,王从曾,等.18CrMnNiMo齿轮磨削裂纹及淬火裂纹失效分析[J].热加工工艺,2005(9):60-61.HUANGJB,PENGZ,WANGCZ,etal.FailureAnalysisofGrindingandQuenchingCrackof18CrMnNiMoGear[J].HotWorkingTechnology,2005(9):60-61.[37]金荣植.渗碳齿轮的磨削裂纹分析及对策[J].汽车工艺与材料,2013(1):30-35.[38]薄文丽.齿轮磨削裂纹产生原因的排查和改进[J].金属加工(热加工),2014(17):45-47.[39]陈强,陈林芳,吴刚,等.渗碳淬火齿轮表面残余奥氏体组织的危害及控制[J].机车车辆工艺,2014(5):4-6.[40]周静,明兴祖.弧齿锥齿轮磨削齿面残余应力生成及影响因素研究[J].机械传动,2015,39(3):9-14.ZHOUJ,MINGXZ.ResearchoftheResidualStressGen⁃erationandInfluenceFactorofGrindingToothSurfaceofSpiralBevelGear[J].JournalofMechanicalTransmis⁃sion,2015,39(3):9-14.[41]田君,高军,张奇志.渗碳淬火的18Cr2Ni4W钢齿轮开裂及其预防[J].热处理,2014(3):72-73.TIANJ,GAOJ,ZHANGQZ.CrackingofCarburizedandHardened18Cr2Ni4WSteelGearandItsPrecaution[J].HeatTreatment,2014(3):72-73.[42]秦朝伟,顾建芬.渗碳或碳氮共渗件磨削裂纹的控制[J].热处理,2008,23(6):69-70.QINCW,GUJF.ControlofGrindingCracksinCarbu⁃rizedorCarbonitridedParts[J].HeatTreatment,2008,23(6):69-70.[43]刘丹,谷洪亮,阳可军.风电增速箱的磨齿裂纹分析与消除[J].机电工程技术,2009,38(9):48-49.[44]王斌,张波,马永寿,等.硬齿面大规格等高弧齿锥齿轮的磨削加工[J].机械工程师,2008(3):52-53.[45]赵世纯.弧齿锥齿轮加工工艺[J].汽车工艺与材料,2009(9):56-61.㊃161㊃第5期张荣等:螺旋锥齿轮磨削裂纹产生原因及预防措施综述㊀㊀㊀[46]王延忠,吴林峰,陈燕燕,等.航空弧齿锥齿轮铣削加工残余应力分析[J].机械传动,2012(11):82-85.WANGYZ,WULF,CHENYY,etal.AnalysisofMill⁃ingProcessingResidualStressofAviationSpiralBevelGear[J].JournalofMechanicalTransmission,2012(11):82-85.[47]朱平,阿达依㊃谢尔亚孜旦,张宏新.弧齿锥齿轮精加工工艺方法综述[J].机械传动,2012(9):114-117.ZHUP,XIEERYAZIDANA,ZHANGHX.ReviewofMethodofFinishingProcessforSpiralBevelGear[J].JournalofMechanicalTransmission,2012(9):114-117.[48]李天兴,张波,邓效忠,等.螺旋锥齿轮齿面展成及加工精度控制的现状与趋势[J].矿山机械,2013,41(7):110-115.LITX,ZHANGB,DENGXZ,etal.StatusandTrendsofToothSurfaceGenerationandMachiningPrecisionControlofSpiralBevelGear[J].MiningandProcessingEquip⁃ment,2013,41(7):110-115.[49]丁撼,阿达依㊃谢尔亚孜旦,王志刚.螺旋锥齿轮的现代加工方法及其探讨[J].现代制造工程,2014(2):91-97.DINGH,XIEERYAZIDANA,WANGZG.ModernPro⁃cessingMethodsandDiscussionoftheSpiralBevelGears[J].ModernManufacturingEngineering,2014(2):91-97.[50]乔燕芳,王美丽.克林根贝格弧齿锥齿轮制造工艺探讨[J].机械传动,2015(11):167-169.QIAOYF,WANGML.DiscussionofManufacturingTechnologyofKlingelnbergSpiralBevelGear[J].JournalofMechanicalTransmission,2015(11):167-169.[51]周静.基于力热耦合的螺旋锥齿轮磨削残余应力研究[D].株洲:湖南工业大学,2015.[52]石林.螺旋锥齿轮数控加工关键技术的研究[D].厦门:厦门大学,2008.[53]刘蒲生.磨具选择与使用[M].2版.北京:机械工业出版社,1985.[54]倪健,吴世友.磨削加工中磨削裂纹产生的机理与防止措施[J].装备制造技术,2014(9):291-292.NIJ,WUSY.TheMechanismofGrindingCracksinGrindingProcessandthePreventionMeasures[J].Equip⁃mentManufacturingTechnology,2014(9):291-292.[55]苏建新,胡海峰,任小中,等.成形磨齿工艺参数对磨削温度影响规律的研究[J].制造技术与机床,2015(6):132-136.SUJX,HUHF,RENXZ,etal.StudyontheInfluenceofGearFormGrindingParametersonGrindingTemperature[J].ManufacturingTechnologyandMachineTool,2015(6):132-136.[56]任小中,胡海峰,董后云,等.磨削工艺参数对斜齿轮磨削温度的影响[J].河南科技大学学报(自然科学版),2015,36(3):9-13.[57]王秀芹.如何防止渗碳淬火齿轮磨削裂纹的产生[J].煤矿机械,2005(8):75-76.[58]明兴祖.螺旋锥齿轮磨削界面力热耦合与表面性能生成机理研究[D].长沙:中南大学,2010.[59]库拉柯夫.磨削缺陷的预防[M].北京:机械工业出版社,1987.(责任编辑:邓国香)(上接第132页)参考文献:[1]李元勋,陈卓如,钟廷修.一种新型倾侧力矩全平衡端面配流机构及其优化设计[J].中国机械工程,1999,10(1):67.[2]熊小平,于兰英,王国志,等.轴向柱塞泵球面配流盘倾覆力浅析[J].流体传动与控制,2009(4):28.XIONGXP,YULY,WANGGZ,etal.TheAdventureAnalysisofSphericalValvePlateinAxialPistonPump[J].FluiclPowerTransmissionandControl,2009(4):28.[3]孙见君,魏龙,顾伯勤.机械密封的发展历程与研究动向[J].润滑与密封,2004(4):128-131.SUNJJ,WEIL,GUBQ.DevelopmentCourseandRe⁃searchTrendontheMechanicalSeal[J].LubricationEngi⁃neering,2004(4):128-131.[4]齐学义,邵元忠,李凤成,等.ANSYSICEM网格划分中有洞问题的分析[J].兰州理工大学学报,2011,37(1):41-44.QIXY,SHAOYZ,LIFC,etal.AnalysisofCavityProb⁃leminGridDivisionwithANSYSICEM[J].JournalofLanzhouUniversityofTechnology,2011,37(1):41-44.[5]马希金,贾维斌,包春辉.基于FLUENT的油气混输泵用双端面机械密封端面流场分析[J].液压气动与密封,2015(12):17.MAXJ,JIAWB,BAOCH.TransverseFlowFieldAnaly⁃sisoftheOil⁃gasMultiphasePumpwithDoubleMechanicalSealBasedontheFLUENT[J].HydraulicsPneumatics&Seal,2015(12):17.[6]RUDDYAV,SUMMERS-SMITHD.TheMechanismofFilmGenerationinMechanicalFaceSeals[J].TribologyInternational,1982,15(4):227-231.[7]严金坤,张培生.液压传动[M].北京:国防工业出版社,1979:257.[8]许耀铭.油膜理论与液压泵和马达的摩擦副设计[M].北京:机械工业出版社,1984:133.(责任编辑:张艳君)㊃261㊃机床与液压第47卷。
磨削烧伤裂纹的产生及控制

磨削烧伤裂纹的产生及控制文章简述了磨齿的原理和方法,主要研究磨削裂纹的形态及产生裂纹的原因,及提出提高含碳量从标准的0.8%~0.9%提高到1%~2%。
并从热处理和冷加工方面,如工艺参数、冷却介质、工作环境,磨具等方面提出一系列防止磨齿裂纹的措施。
标签:磨削烧伤;裂纹;塑性变形;磨削余量;磨削用量磨齿是齿轮精加工的一种方法,磨齿不仅能纠正齿轮预加工产生的各项误差,而且能加工淬硬的齿轮,加工精度高。
1 磨齿的原理和方法锥砂轮磨齿原理。
在这里我们提到的都是指外齿轮,锥砂轮磨齿是按照齿轮和齿条的啮合原理进行的。
砂轮相当于假象齿条上的一个齿,齿轮的节圆沿齿条的节线作纯滚动。
被磨齿轮装在头架的主轴上,沿节线一面作横向往复移动,一面通过传动机构使被磨齿轮随主轴绕自身轴线作反复转动,被磨齿轮的移动和转动必须保持一定的相对关系,齿轮旋转一转,其移动距离应等于被磨齿轮节圆的圆周长,这样就可以磨出要求的渐开线齿形。
在磨斜齿轮时,砂轮和齿轮的相对运动相当于斜齿条的啮合原理进行的。
斜齿条的倾斜角等于斜齿轮的螺旋角,砂轮往复运动的斜线和齿轮轴线之间的夹角也应等于这一倾斜角;砂轮锥面的角度应等于斜齿条的法向齿形角。
磨完一个齿槽后,应进行分度磨下一个齿槽,工件的分度运动是当工件从一端展成到另一端时,进行一次分度,也可以进行双行程分度,即当工件展成一个往复后,进行一次分度。
为了磨出齿轮整个宽度上的齿面,砂轮还必须沿齿轮轴向进行往复运动。
2 磨齿烧伤裂纹的产生我们公司使用从德国引进的数控磨齿机,这种磨齿机的生产效率低于其他磨齿机,可以同时磨削轮齿的两面,砂轮刚性好,磨削用量也较大,所以难免产生磨削烧伤、裂纹。
这两种常见现象均属于磨齿工序的表面质量问题,它是由齿轮的材料、热处理的方式和磨削三个方面的原因所产生的现象。
从表面上看这一问题与生产效率相矛盾,然而没有质量就没有效益,这是我们都清楚的,众所周知的。
所以它是对应统一的关系。
磨齿过程中,裂纹主要是金属晶体产生塑性变形。
CF250齿圈端面磨削裂纹原因分析

CF250齿圈端面磨削裂纹原因分析李加荣(江苏奔航齿轮有限公司江苏淮安223001)摘要:本文通过对CF250齿圈端面磨削裂纹的产生原因的分析,探讨了端面磨削裂纹产生与磨削工艺、磨轮材料及热处理工艺的关系,并提出了解决办法。
2009年12月12日我公司在磨CF250.37.203齿圈(如下图)内止口时有21件端面发现严重的裂纹,有个别零件甚至有剥落现象。
本批质量问题的出现,数量大,情况严重,引起了全公司上下的一致重视。
为此,我们组织相关人员对此现象进行分析。
一、产品简图如下生产工艺如下:1、热处理工艺热处理加工采用渗碳淬火工艺,具体工艺参数如下:设备:UBE600型可控气氛多用炉渗碳淬火渗碳工艺:920℃碳势Cp1.05,4小时,920℃碳势Cp0.8,0.5小时,降温至810℃保温30分钟(降温及淬火保温段碳势Cp=0.8)淬入100℃分级淬火油40分钟清洗,低温回火烘箱,CF250齿圈简图 180℃±10℃保温3小时。
T处为为磨加工面2、磨加工工艺设备:M2120砂轮型号:WA60AVPDA 125X45X50砂轮转速:6000r/min零件转速:500r/min进刀量:0.05mm冷却液种类:M-2磨削液冷却液冲击方向:距磨削点处约20mm的齿轮内表面二、相关检验结果1、产品材料:20CrMnTi具体成份如下表:从实物金相组织看,表面有少量未转变的淬火马氏体,说明回火不太充分。
3、我们还对对渗碳淬火后磨前零件进行解剖检查,未发现裂纹,其金相结果同产生裂纹的实物检查,对热前零件进行检查,也未发现原材料中有锻造缺陷。
三、检查结果分析:1、从原材料的检查结果看,材料符合要求,也未发现锻造问题;2、从对热后磨前的零件检查结果看,没有产生淬火裂纹;3、从硬度检查及金相检查结果看,所得硬度和金相组织均很优良,说明热处理渗碳淬火工艺完全符合要求,但回火不太充分,可能与所用回火烘箱密封性能差有关。
磨削裂纹的产生与防止
切深以 0.02mm为宜。,并增加对砂轮刃口的修磨次数。
发现粗磨的初始阶段是磨裂的关键时刻,绝大多数裂纹是在这阶段产生的,如初始阶段未产生裂纹,随
后即使采用更大的磨削用量,也不会形成裂纹。相反,初始阶段已发现磨裂,随后即使改用更小的切深量
(0.01~0.02mm),往往也难以把裂纹磨除。此时施行 160~200℃,8~12h低温回火,会顺利地把裂纹
火(<Ac1)烧伤区呈暗黑色(黑斑、黑烧伤),在二次淬火(>Ac1)烧伤区呈亮白色(白斑、“白烧伤”),磁粉探 伤无法显示烧伤。较严重的裂纹显龟甲状(封闭网络状),其深度大致为 0.03~0.15mm,用酸浸蚀,裂纹显
而易见。第二种磨削裂纹是典型的表面裂纹,其垂直深度一般不超过 0.5mm,最浅的仅 10~20μm,而深的
减少磨削热的产生)、合理选用和修整砂轮、采用良好的冷却措施、磨削分两步进行(粗磨和精磨)。充分消
除内应力后磨削。凡是砂轮太细、太钝、太硬、进刀量太大、冷却不良等,均易引起磨削裂纹,裂纹一般细而密
集。
热处理方面:材料与热处理是影响磨削裂纹的重要因素。碳素工具钢、刃具钢、模具钢、轴承钢等淬火低
温回火件、渗碳淬回火、表面淬回火、铸铁淬回火件易出现磨削裂纹。热处理涉及到的显微组织状况(马氏
磨除。
·薄鑫涛·
《热处理》 2019年第 34卷 第 1期
·51·
体、残留奥氏体、碳化物)、回火是否充分及含氢量等均对磨削裂纹有一定的影响。热处理应力大,引起的磨
削裂纹一般比较稀疏粗长。
3 已形成磨削裂纹的工件处置
已经形成的磨削裂纹,有时可在随后改用更小的磨削切深的办法予以磨除。磨除前,工件先进行一次低
温回火,或 160℃热油中时效 12h,效果更佳。磨削方向与原来的垂直,尤是平行状的裂纹,更应如此。磨削
磨削裂纹产生的原因是磨削力过大
磨削裂纹产生的原因是磨削力过大、冷却不充分,工件表面温度过高,而导致工件表面烧伤或产生淬火组织,并以下参数选择有关:1.与砂轮的选择有关,渗碳淬火件宜采用硬度较的的磨轮。
可选用棕刚玉砂轮,粒度为80-100,硬度为K-M,陶瓷5-6粘结剂。
2.冷却必须充分。
3.进刀量应尽量小,一般一次磨量不宜超过0.02mm(单边)。
磨削裂纹有两类:一类是磨削热使工件温度升高至180℃左右(与回火第一阶段相对应),裂纹与磨削进给方向垂直且呈平行线状,这种裂纹叫做第一类磨削裂纹;另一类是磨削热使工件温度升高到250~300℃左右(与回火第二阶段相对应),裂纹呈网状,这种裂纹叫做第二类磨削裂纹。
检查磨削裂纹可以利用热酸蚀法,这时的显微组织为屈氏体或索氏体。
磨削热是在砂轮与钢的接触和挤压摩擦条件下产生的,因此,砂轮的种类和粒度以及钢种均对磨削热产生影响。
钢件硬度越高,硬质碳化物数量越多或导热系数越低,越易产生较多的磨削热而使工件温度升高。
含碳量高且含有铬和钼的合金钢也易产生大量的磨削热使工件温度升高。
①材料缺陷:材料本身存在严重的非金属夹杂物(如硫和磷)和碳化物偏析等内部缺陷(一般不超过2.5级)。
例如,硫在钢中以FeS的形式存在,FeS与Fe形成易溶共晶体,其中熔点为985℃,分布与晶界。
由于材料局部含硫较多,具有热脆性,当高温淬火时,由于材料热应力和组织应力的变化,则会因这种热脆性而导致开裂。
②碳和合金元素的影响。
淬火马氏体是碳在a铁中的过饱和固溶体,过高的碳量增加了马氏体组织中碳的过饱和度,增大了马氏体组织应力,降低了组织的塑性,导致淬火层脆性增加,引起工件开裂。
试验证明,含碳量不同的材质所制成的试样,经表面淬火后出现以下情况:含碳量0.54~0.46%的50MnSi和5CrMnMo。
裂纹敏感性较强,棱角、尖角几乎都有裂纹;含碳量0.45~0.46%的50钢和50Mn要好些,但也有少量裂纹,而含碳量0.38~0.45%的40Cr和42CrMo的试样,经一次淬火均未发现裂纹,仅在重复淬火时才出现裂纹。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
齿轮磨削裂纹的产生原因及防止措施
[摘要]分析了磨削裂纹产生的原因,针对此原因,作者从喷丸强化工艺、磨削工艺、材料及热处理等方面进行分析,提出了防止磨削裂纹产生的措施。
[关键词]磨削裂纹;磨削热;磨削工艺;热处理
中图分类号:tg580.6 文献标识码:a 文章编号:1009-914x (2013)09-0019-01
0 引言
随着煤炭工业技术的发展,对煤矿机械中传动齿轮的承载能力、寿命、精度、齿面粗糙度、啮合噪音等方面提出更高的要求,因此越来越多地采用了硬齿面齿轮。
对于重载大功率、高精度要求的齿轮必须有较高的芯部强度和高的表面硬度,因此通常采用渗碳淬火处理的工艺方法来提高齿轮的芯部强度和高的表面硬度,从而提高其承载能力。
齿轮经过渗碳淬火后不可避免地要产生变形,且精度下降2-3级,因此对于高精度的齿轮,热处理后常用磨齿提高其加工精度。
然而,在磨削过程中常产生磨削裂纹,裂纹问题己严重困扰生产的顺利进行,如何消除磨削裂纹是摆在工程技术人员面前的技术难题。
1 磨削裂纹的产生原因
磨削裂纹是指发生在磨削面上、深度较浅、并且深度基本一致、方向垂直于齿向、即垂直于砂轮往复运动的方向、规则排列的条状裂纹,用肉眼便可观察到,磨削裂纹产生的根本原因是磨削热。
齿
轮在渗碳过程中,其渗层组织中容易形成网状碳化物或过多的游离碳化物,由于这些物质硬度极高,在磨削过程中,砂轮和齿面接触的瞬间,磨削区的温度很高,可能出现局部过热倾向和发生表面回火,使金相组织发生变化。
不同的金相组织比容不同,马氏体比容最大,奥氏体比容最小。
如磨削淬火钢时,表层出现回火组织,则表层金属比容减小,体积收缩受基部金属阻碍,表层产生残余拉应力。
若表层产生二次淬火层,残余奥氏体转变为马氏体,比容增大,体积膨胀受阻,就形成表面压应力,而里层则产生残余拉应力。
在传统的磨削方法中,切削液并不能完全达到磨削区,即冷却并不是很充分,在这种情况下,表面层不会产生二次回火,热塑性变形占主导地位,故磨削后表面产生残余拉应力,而正是由于这种残余拉应力的存在,引起微裂纹,降低其疲劳强度,大大影响了齿轮的使用性能。
为此,应采取措施来控制表面产生残余拉应力或抵消拉应力。
2 防止磨削裂纹产生的主要措施
2.1 采用喷丸强化工艺
该公司在解决渗碳齿轮磨削裂纹问题中,采用了喷丸强化工艺。
喷丸强化工艺是表面加工工艺的一种,是利用大量高速运动的珠丸冲击工件表面,对工件表面进行冷挤压,使之发生冷态塑性变形,产生冷硬层并形成表面压应力。
由于表面具有残余压应力,将抵消一部分拉应力,从而有效地避免了裂纹的产生。
2.2 磨削工艺方面
2.2.1 降低磨削热
磨削裂纹产生的原因虽然是多方面的,但其根本原因是磨削热,所以降低磨削热是解决磨削裂纹的关键。
首先;应采用湿磨法,但由于冷却液只能是使工件和砂轮在磨削点瞬时冷却,同时因冷却液对工件的磨削点起淬火作用,当冷却不充分时,事实上是加大了磨削裂纹的产生,因此应改善冷却条件,改进磨削液的配方,加大磨削液的流量,提高磨削液的压力。
经过多次试验,调节流量为
40-45l/min,压力为0.8-1.2mpa,就能实现充分冷却,使冷却液喷到磨削区,使磨削区温度降低,同时还可以冲去粘在砂轮上的切屑。
另外,选择合适的磨削量,对降低磨削温度也起到重要作用,磨齿时砂轮的线速度很高,砂轮与齿轮的接触面积又很小,产生的热量会在接触区域形成很高的温度,热应力增加,因此在磨削过程中不宜采用过高的砂轮线速度;磨齿时产生的热量与砂轮单位时间内切除的金属量大致成正比,因此,必要时减小磨削深度、降低进给量也能有效降低磨削热,避免产生磨削裂纹。
2.2.2 选用合适的砂轮
砂轮的选用对磨削温度有重要影响。
渗碳钢硬度高,砂粒易磨钝,为了避免砂粒磨钝而产生的磨削热,砂轮硬度宜软一些,以便磨钝的砂粒及时脱落,减少砂轮与工件的摩擦力,从而减少磨削时的能量消耗,保持砂轮的自锐性。
同时也应选择组织较松的砂轮,组织较松的砂轮气孔多,可以容纳切屑,避免砂轮堵塞,又可将磨削液或空气带人磨削区域,从而使磨削区域温度降低。
在保证表面粗糙
度要求的前提下,宜选择较粗粒度的砂轮,以达到较高的去除量,细粒砂轮容易被堵塞,磨削时产生较大的热量,使工件表面层容易出现烧伤及裂纹,砂轮粒度粗一些,冷却条件也可以改善一些,以减少工件的发热量。
2.2.3 严格控制磨削余量
若磨削余量留得过大,在高速磨削中会产生过多的磨削热,从而导致磨齿裂纹等多种缺陷的产生,因而应尽可能减小磨齿余量,在保证能纠正工件变形量的前提下,余量越小越好,一方面可以降低加工成本,更重要的是可以减小出现裂纹可能性,同时还可以保证淬硬层的深度,提高齿轮的承载能力。
2.3 齿轮材料及热处理要求
2.3.1 齿轮材料
(1)齿轮钢渗层硬度及芯部淬透性
足够的渗层表面淬硬性是保证齿轮具有高强度和高耐磨性的基础,它与含碳量有关。
渗碳钢的淬透性是指钢在淬火时能获得淬硬层深度的能力,主要取决于合金元素的类型和含量。
cr,mo,ni等合金元素配合起来使用,可以获得高淬透性效果。
(2)渗碳齿轮芯部的强度和韧性
适宜的芯部强度和韧性,既可以保证齿轮的整体强度和渗层的抗剥落能力,又可以具有足够的抗冲击能力,防止轮齿的脆裂。
在淬透的情况下,主要取决于钢的含碳量。
(3)钢材的冶金质量
渗碳齿轮钢冶金质量对齿轮强度和工艺性能都有很大的影响,对齿轮芯部性能产生直接影响。
钢材的纯净度是影响渗碳齿轮使用寿命的重要因素。
2.3.2 热处理要求
对渗碳淬火的工件,应严格控制热处理工序。
渗碳时最主要工艺因素是加热温度和保温时间。
加热温度越高,则渗碳速度就越快,且扩散层的厚度越大,但温度过高会引起奥氏体晶粒长大,使材料变脆,故渗碳温度控制在870℃左右;渗碳后较高合金含量的奥氏体在冷却时不容易分解,可通过回火分解一部分,为淬火创造有利条件,所以增加渗碳后高温回火,在680℃保温3h,然后随炉冷却。
由于工件渗碳淬火后的马体组织处于膨胀状态,有应力存在,要减少和消除这种应力就进行回应力回火,回火可降低磨裂倾向。
渗碳件淬火后在220℃—230℃进行低温回火,使齿面硬度控制在
hrc55~hrc60之间,使其具有良好的机械性能。
3 结束语
虽然磨削热是产生磨削裂纹的根本原因,但裂纹的形成并不是某一因素单独造成的,而是多种因素综合在一起相互加后产生的结果。
实践经验证明,如果我们从磨削工艺、处理及零件材质等方面进行综合考虑,分别加以控制,是可以有效地防止磨削裂纹产生的。