锡材类ROHS检验规范
rohs测试标准10项标准

rohs测试标准10项标准
RoHS是《电气、电子设备中限制使用某些有害物质指令》的缩写,其测试标准有10项,包括:
1.限制使用有害物质:RoHS指令限制使用以下有害物质:铅(Pb)、汞(Hg)、镉(Cd)、六价铬(CrVI)、多溴联苯(PBBs)和多溴二苯醚(PBDEs)。
2.限制使用铅:RoHS指令限制在电子设备中使用铅,包括在电路板、连接器、电容器、电阻器、电线和电缆等元件中。
3.限制使用汞:RoHS指令限制在电子设备中使用汞,包括在开关、温度传感器、光管和荧光灯等元件中。
4.限制使用镉:RoHS指令限制在电子设备中使用镉,包括在电池、光电管、半导体器件和电阻器等元件中。
5.限制使用六价铬:RoHS指令限制在电子设备中使用六价铬,包括在金属表面处理、涂料和粘合剂等材料中。
6.限制使用多溴联苯:RoHS指令限制在电子设备中使用多溴联苯(PBBs),这些物质被广泛用于防火阻燃剂和电子产品外壳中。
7.限制使用多溴二苯醚:RoHS指令限制在电子设备中使用多溴二苯醚(PBDEs),这些物质被广泛用于防火阻燃剂和电子产品外壳中。
8.限制使用邻苯二甲酸酯:RoHS指令限制在电子设备中使用邻苯二甲酸酯,这些物质被广泛用于增塑剂、柔韧剂和粘合剂等材料中。
9.限制使用有机锡:RoHS指令限制在电子设备中使用有机锡,这些物质被广泛用于催化剂、热稳定剂和阻燃剂等材料中。
10.限制使用其它有害物质:RoHS指令还限制使用其它一些有害物质,如某些重金属和有机氯化合物等。
这些物质可能存在于电子设备的材料、元件和制造过程中。
ROHS指令检验判定标准

上海起风电器有限公司ROHS指令检验判定标准一、Array二、可豁免款项1.合金类:①钢合金:Pb≤0.35%;铝合金:Pb≤0.4%;铜合金:Pb≤4%②在铅—青铜合金轴承外壳和衬套中的Pb可豁免2.十聚溴联苯醚(Deca-BDE)可以豁免3.对于电子接触部件和电镀镉中的镉及其化合物三、备注1.XLt重金属分析仪测得的数据为样品中铬(Cr)的总含量和溴(Br)的总含量,六价铬(Cr +6)和聚溴联苯+聚溴联苯醚(PBB’S+PBDB’S)只是其中一部分。
2.XLt重金属分析仪测得的数据可精确到小数点后两位且带误差值,测量值具有95%的置信区间。
3.对于多种材料的包装,其所有包装材料(如印刷墨水、硬纸盒、水泡纸、扣带等)均要进行分别测试及分别符合含量要求。
四、关于NITON XLt797Z检测数据的说明(引自上海思创科技有限公司的传真资料)前提:依据ROHS标准,Cd﹤100ppm、Pb﹤1000ppm、Hg﹤1000ppm、Cr +6﹤1000ppm、PBB’S/PBDB’S﹤1000ppm1.Cd在塑料中(非金属)小于70ppm判定合格;70ppm﹤Cd﹤130ppm怀疑,作为企业进料,根据经验为避免麻烦一般判定不合格;大于130ppm判定不合格。
在金属中稳定的0.00%判定合格,小于0.03%用PLASTIC MODE再检测判断,判断标准同上;大于0.03%判断不合格。
2.Pb在塑料中(非金属)小于700ppm判定合格;700ppm﹤Cd﹤1300ppm怀疑,作为企业进料,根据经验为避免麻烦一般判定不合格;大于130ppm判定不合格。
在金属中根据豁免条例处理。
3.Br在塑料中(非金属)小于300ppm判定合格;大于300ppm:数值为几百/几千,经验认为是回炉料,因为以前的回炉料都不环保,故判定不合格;数值为几万(几十K),如果公司有阻燃要求,需通过供货方提供文件或第三方检测再做决定,如公司无阻燃要求,根据经验一般判定不合格。
ROHS材料进料检验规范
ROHS材料进料检验规范(QC080000-2012)1、目的为保证本公司产品的原材料、包装材料、耗材及成品中有害物质到达管理规格之内并符合ROHS要求,特此建立此标准程序。
2、适用范围2.1 适用于DXC设计、制造、销售的产品;2.2适用于DXC所有的原材料、包装材料、耗材;2.3 适用于第三方为DXC设计、制造、销售的原材料、包装材料、耗材;3、定义3.1 RoHS: :Restriction of Hazardous Substance 危害物质禁用指令;3.2 均质材料:指不能通过机械手段进一步拆分为不同材料的材料,均质材料各部分的组成成分均相同,例如各种陶瓷、玻璃、金属、合金、纸、木板、树脂、塑胶以及涂料等。
3.3 A类高风险物料:物料直接与产品有关系,是产品的组成部分,包括直接物料,如:电子元器件、锡条、锡丝、助焊剂、酒精、包装材料等。
3.4 B类低风险物料:与产品有接触,但不是产品的组成部分的工具,如:电烙铁、手套等。
4、职责4.1质量策划部:负责客户RoHS 标准的制定和更新。
4.2 IQC:负责对本公司ROHS产品进料(原材料、包装材料、耗材)的限定成分及元素总含量进行检测及反馈,并作好相应的记录及标识,监控供应商进DXC的物料是否符合ROHS限定要求。
4.3 IQC组长、IQE工程师、IQC主管负责对检验判定不合格的物料处理,并及时将信息传递给供应商、计划、生产、物控、工程、PQE、 PQM、SQE采购等相关单位。
5、运作程序5.1 有毒有害物质成分及元素。
5.1.1 有毒有害物质成分及元素限定要求。
5.1.2 各种类型的XRF 光度计单独使用,分析方法允许使用者把样品归纳为以下三类的其中一类:a) “合格”-如果对所有的元素定量分析的结果全部小于表2 所列的低限值,样品经过测试为合格。
b) “不合格”-如全部高于表2 所列的高限值,样品经过测试为不合格。
c) “未决定”-如果对Hg、Pb 或者Cd 其中任何一种的元素定量分析的结果处于中间区域或者元素Br 和Cr 的结果高于表2 所列的高限值,分析结果为未做决定。
ROHS标准
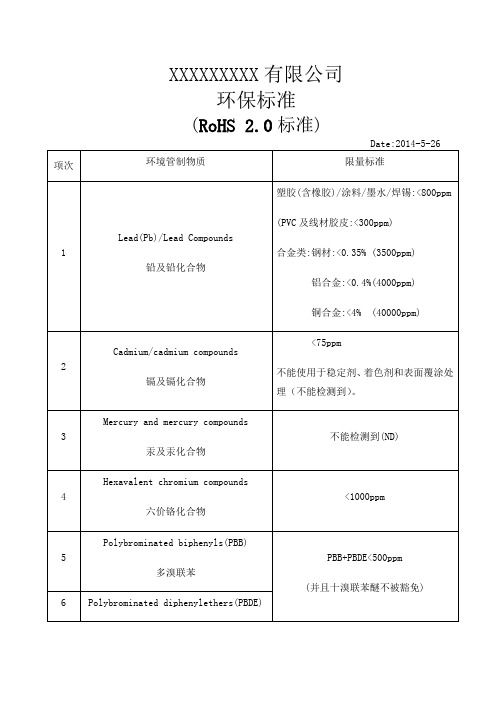
XXXXXXXXX有限公司环保标准(RoHS 2.0标准)Date:2014-5-26 项次环境管制物质限量标准1Lead(Pb)/Lead Compounds铅及铅化合物塑胶(含橡胶)/涂料/墨水/焊锡:<800ppm (PVC及线材胶皮:<300ppm)合金类:钢材:<0.35% (3500ppm)铝合金:<0.4%(4000ppm)铜合金:<4% (40000ppm)2Cadmium/cadmium compounds镉及镉化合物<75ppm不能使用于稳定剂、着色剂和表面覆涂处理(不能检测到)。
3Mercury and mercury compounds汞及汞化合物不能检测到(ND)4Hexavalent chromium compounds六价铬化合物<1000ppm5Polybrominated biphenyls(PBB)多溴联苯PBB+PBDE<500ppm(并且十溴联苯醚不被豁免) 6 Polybrominated diphenylethers(PBDE)多溴联苯醚7Hexabromcyclododecane(HBCDD)六溴环十二烷<1000ppm 8Bis(2-ethyl(hexyl)phthalate(DEHP)邻苯二甲酸二(2-乙基已基)酯<1000ppm 9Butyl benzyl phthalate(BBP)邻苯二甲酸丁苄脂<1000ppm 10Dibutyl phthalate(DBP)邻苯二甲酸二丁脂<1000ppm 11PFOS全氟辛烷磺酸<50 ppm 12SVHC最新候选物质REACH<1000ppm13Pb+Cd+Hg+Cr+6、PBB、PBDE(包装材料)Pb+Cd+Hg+Cr+6<80ppm PBB:不能检测到(ND) PBDE:不能检测到(ND)。
中国rohs合格评定制度

中国rohs合格评定制度
(原创实用版)
目录
1.中国 ROHS 合格评定制度的概述
2.中国 ROHS 合格评定制度的具体内容
3.中国 ROHS 合格评定制度的实施情况
4.中国 ROHS 合格评定制度的意义和影响
正文
一、中国 ROHS 合格评定制度的概述
中国 ROHS 合格评定制度,全称为中国有害物质限制使用和禁令制度(China RoHS),是我国为了保护环境和人类健康,对电子产品中含有害物质的使用进行限制和管控的一项制度。
该制度于 2006 年开始实施,是我国践行绿色发展理念,推动可持续发展的重要举措。
二、中国 ROHS 合格评定制度的具体内容
中国 ROHS 合格评定制度主要包括以下内容:
1.限制使用有害物质:制度规定了电子产品中禁止使用和限制使用的有害物质,如铅、汞、镉等。
2.合格评定:对电子产品进行合格评定,确保其有害物质的使用符合国家规定。
3.强制认证:对列入强制认证目录的电子产品,必须通过认证才能上市销售。
4.监督管理:国家和地方政府对电子产品生产、销售和使用全过程进行监督管理。
三、中国 ROHS 合格评定制度的实施情况
中国 ROHS 合格评定制度实施以来,我国电子产品有害物质的使用得到了有效控制,环境质量和人民健康水平得到了提高。
同时,这也推动了电子产品生产技术的进步,促进了绿色经济的发展。
四、中国 ROHS 合格评定制度的意义和影响
中国 ROHS 合格评定制度的实施,对于保护环境和人类健康,推动绿色发展具有重要意义。
同时,它也对电子产品生产和消费模式产生了深远影响,推动了电子产品的绿色设计和绿色消费。
焊锡的一些知识
焊锡的一些知识焊锡丝ROHS标准要求来源:原创| 发布时间:10-03-21 | 点击次数:51欧盟RoHS标准对焊锡丝要求对六种有害物含量控制如下:1、铅(Pb):在每种均一物质中,其含量按重量计算小于0.1%。
(小于1000PPM)2、汞(Hg):在每种均一物质中,其含量按重量计算小于0.1%。
(小于1000PPM)3、镉(Cd):在每种均一物质中,其含量按重量计算小于0.01%。
(小于100PPM)4、六价格(Cr6+):在每种均一物质中,其含量按重量计算小于0.1%。
(小于1000PPM)5、多溴联苯(PBBs):在每种均一物质中,其含量按重量计算小于0.1%。
(小于1000PPM)6、溴联苯醚(PBDEs):在每种均一物质中,其含量按重量计算小于0.1%。
(小于1000PPM)焊锡品质分析要素来源:原创| 发布时间:10-01-22 | 点击次数:73合金成分分析针对无铅合金提供合金成份: 原子光谱分析仪。
焊点质量分析外观检验是无铅组装后必须检测项目, 当前大都根据国际印刷电路板协会所制定标准作为组装质量检查判定基准。
微切片观测分析针对材料提供焊点表面及微结构分析。
2D/3D X光检验利用X-Ray检查焊接气泡比例、锡球短路、不规则形状之锡球。
国际印刷电路板协会建议气孔比例须小于25%。
可靠度测试焊锡性测试无铅零件或PCB板因制程不良或污染等因素将造成零件或PCB板出现拒焊现象,因此为确保零件与PCB板上板后组装质量,必须以焊锡性试验加以确认零件与PC板之吃锡质量。
热循环测试热循环试验为当前无铅焊点可靠性/寿命试验最普遍使用方法之一,IPC 9701则为最常被应用之规范。
利用加速温度变化试验可快速评估无铅产品之寿命情况,对于特定重要IC,可透过焊点瞬断监控或焊点阻抗监测系统可实时监控焊点阻抗变化与焊点特征寿命。
振动疲劳测试振动试验是模拟产品在运输、安装及使用环境中所遭遇到的各种振动环境影响,藉此试验来判定产品是否能忍受各种环境振动的能力,对于汽车电子之耐震动能力评估更为重要。
rohs检验标准
rohs检验标准一、限制物质RoHS指令限制使用以下六类有害物质:1.铅(Pb)2.汞(Hg)3.镉(Cd)4.六价铬(Cr VI)5.多溴联苯(PBB)6.多溴二苯醚(PBDE)二、测试方法1.目视检查:对产品进行外观检查,以确认是否含有上述有害物质。
2.X射线荧光光谱法(XRF):使用X射线荧光光谱法对材料进行无损检测,以确定其中是否含有限制物质。
3.原子吸收光谱法(AAS):使用原子吸收光谱法对材料进行进一步的分析,以确认限制物质的含量是否超标。
4.气相色谱-质谱联用仪(GC-MS):用于分析材料中的挥发性有机化合物,以排除某些物质可能造成的干扰。
三、认证流程1.提交样品:供应商需提交样品以进行RoHS认证。
2.实验室检测:将样品送至具有RoHS检测资质的实验室进行检测。
3.检测报告:实验室出具检测报告,包括样品中限制物质的种类和含量。
4.符合性评估:根据检测报告,对样品进行符合性评估。
5.认证决定:根据符合性评估结果,决定是否授予RoHS认证。
6.认证标志:获得RoHS认证的供应商可获得认证标志,以证明其产品符合RoHS指令的要求。
四、标识要求1.标签:产品上需贴有标签,明确标识该产品符合RoHS指令要求。
2.使用说明书:产品使用说明书上也需注明该产品符合RoHS指令要求。
3.供应链管理:所有供应商和生产商应参与并实施供应链管理,确保在生产过程中不使用任何有害物质。
供应链管理应包括供应商审计、原材料检测等环节。
4.记录保存:所有涉及RoHS指令的检测报告、符合性评估结果等文件应妥善保存,以备查验。
同时,这些文件应易于检索和更新。
5.培训:针对RoHS指令,应对所有员工进行培训,确保他们了解RoHS指令的要求、本公司的符合性计划以及如何正确执行这些计划。
培训应定期进行,以确保员工始终具备实施这些计划的知识和技能。
6.更新和维护:本公司的符合性计划应根据市场变化、新法规和技术进步进行更新和维护。
ROHS物料管理及检验标准070126
〈800
X荧光光谱分析法
X荧光光谱分析仪EDX3001C
汞(Hg)
〈800
X荧光光谱分析法
X荧光光谱分析仪EDX3002C
铬(Cr)
六价铬
〈800
二苯碳酰二胫分光光度法
二苯碳酰溶液
溴(Br)
多溴联苯(PBB)谱仪(ICP)
多溴二苯醚(PBDE)
2、适用范围
2.1适用于所有新的没有符合RoHS要求的型号及转换型号来实现符合ROHS要求;
2.2 适用于所有新的材料引入及未符合RoHS要求的材料更新或者替代;
2.3 适用于所有原辅材料的引入;
2.4 适用于所有在制品的物料及半成品管理;
2.5 适用于所有成品的管理。
3、定义
3.1高风险物料:物料直接与产品有关系,是产品的组成部分,包括直接物料及需参与生产成
〈800
媒体编号
旧底图总号
底图总号
设计
马新宇
2007.1.26
审核
日期
签名
标准化
阶段标记
更改标记
数量
更改单号
签名
日期
批准
第3页共3页
描图描校:
标识。
4.2.3低风险物料由生产计划部库房建立台帐,并单独存放。
媒体编号
旧底图总号
底图总号
设计
马新宇
2007.1.26
审核
日期
签名
标准化
阶段标记
更改标记
数量
更改单号
签名
日期
批准
第1页共3页
描图描校:
GT1
ROHS物料管理及检验标准
二、ROHS物料检验标准
1、目的
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
設備名稱能量色散型X射线荧光分析仪設備功能金屬/塑料元素分析設備型號EDX-720 廠商島津
文件編號版次A0
一.檢測設備﹕
圖1(EDX-720)
二.樣品檢測步驟﹕
步驟1:IPQC從產線錫爐中取樣。
步驟2:用無鉛沙紙打磨錫塊貼鐵盤面﹐除去氧化層﹐用無塵布擦淨。
步驟3:將錫塊放入樣品倉﹐打磨部位對准主機X光管窗口。
步驟4:調試直准器使樣品置于10mm測試范圍內。
步驟5:打開測試軟件,並點擊“分析”圖標。
步驟6:根據所測材料選擇合適的測試模式﹕定性—定量或定量,錫塊選擇﹕錫成分+Pb分析-10mm。
核准審核制作日期
設備名稱能量色散型X射线荧光分析仪設備功能金屬/塑料元素分析
設備型號EDX-720 廠商島津
文件編號版次A0 步驟7:選擇好分析組后﹐點擊確認﹐計算機彈出“樣品名稱”對話框﹐輸入樣品名稱﹑操作者等。
然后。
按“開始”健。
機器開始測試。
步驟8:測試完成后﹐樣品室上蓋自動開啟﹐計算機自動彈出測試結果,並自動保存如下圖。
步驟9:IQC 依測試結果,記錄於《QC檢驗結果報告表內》。
核准審核制作日期。