渐开线非标齿轮滚刀的正确选用
齿轮滚刀使用及检验标准
齿轮滚刀(直槽)使用及检验标准一、齿轮滚刀使用标准 1、滚刀的轴向窜刀滚刀使用过程中,除进行正确的安装、调整外,还应进行轴向窜动,以延长滚刀的使用寿命。
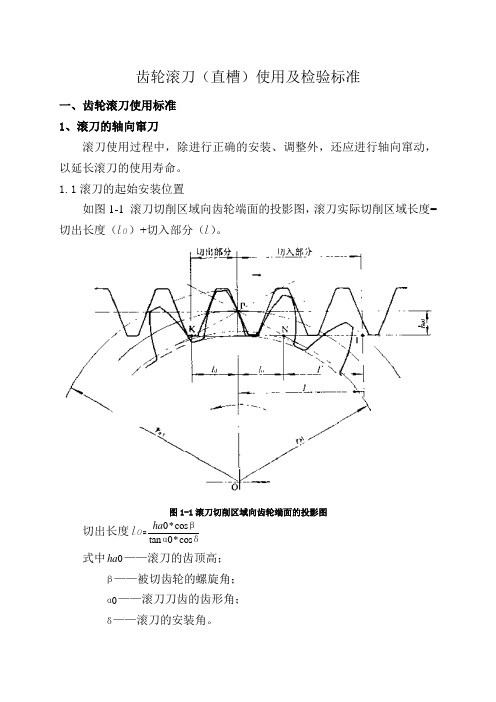
1.1滚刀的起始安装位置如图1-1 滚刀切削区域向齿轮端面的投影图,滚刀实际切削区域长度=切出长度(l 0)+切入部分(l )。
图1-1滚刀切削区域向齿轮端面的投影图切出长度l 0=0*cos tan 0*cos ha βαδ式中0ha ——滚刀的齿顶高; β——被切齿轮的螺旋角; 0α——滚刀刀齿的齿形角; δ——滚刀的安装角。
切入长度l =(2*11)*1cos ra h h δ式中1ra ——被切齿轮齿顶圆半径; 1h ——滚齿时的切入深度; δ——滚刀的安装角。
安装滚刀的初始位置时,应使展成中心位于距切入端端面为l 的位置上,检验计算展成中心与切出端端面距离不小于l 0。
1.2 轴向窜刀的方向滚刀的轴向窜刀,通常应在与被加工齿轮旋转方向相反的方向上进行,如图1-2轴向窜刀的方向。
图1-2 轴向窜刀的方向1.3 轴向窜刀的窜刀量直槽滚刀的窜刀量S 可用下式确定: S=*d*cos dnm c Z πγ式中n ——滚刀头数; m ——滚刀模数;Zd——滚刀圆周齿数;γ——滚刀螺旋升角;dc——(确定窜刀量大小的系数,为4、5、6、7、8、9等整数值)。
推荐轴向窜刀的窜刀量S等于滚刀的轴向齿距Px。
1.4轴向窜刀的时机滚刀轴向窜刀的时机推荐为后刀面磨损约为磨钝标准的25%~30%时,即进行窜刀(单工步未加工完除外)。
在不同的切削条件下,滚刀窜刀量和窜刀时间间隔的最佳数值还要根据实际磨损情况,试验分析后确定。
1.5轴向窜刀的方法我车间滚齿机的轴向窜刀需靠手动完成,基本方法有两种,推荐方法为方法一。
方法一:按照确定窜刀量的各种倍数值,制作垫刀垫圈,通过变换滚刀心轴上垫圈的厚度,使滚刀沿其轴线移动,以改变滚刀对被加工齿轮轴线的位置。
方法二:切削一定数量的齿轮后,将分齿挂轮脱开,并转动滚刀,以达到轴向窜刀的目的。
渐开线齿轮滚刀安全操作及保养规程
渐开线齿轮滚刀安全操作及保养规程渐开线齿轮滚刀是一种用于制造齿轮的工具,其使用需要严格遵守安全操作规程,以确保工作人员的安全和机器的正常运转。
以下是渐开线齿轮滚刀的安全操作及保养规程:一、安全操作规程1.1 备戴个人防护装备使用渐开线齿轮滚刀时,必须备戴个人防护装备。
该装备包括头盔、护目镜、手套、防尘口罩等。
1.2 遵守操作规程使用该设备的人员必须接受专业培训,了解设备的使用方法、注意事项和规章制度。
同时,必须遵守操作规程,不得进行超出设备规定范围的操作。
1.3 安全距离在设备运作时,不允许在设备附近站立或者行动,操作人员必须和机器保持安全距离。
1.4 设备维护定期对渐开线齿轮滚刀进行清洁和保养。
定期检查设备的状态,并使用符合规定的润滑剂进行润滑。
1.5 切勿用手接触齿轮滚刀在设备工作期间,切勿用手接触滚刀或者齿轮。
工作完毕后,必须确认滚刀已经停止转动,才能进入设备操作区域。
二、保养规程2.1 清洁设备要始终保持设备的清洁。
使用设备后,应该用干的布或者刷子清理设备,确保没有残留物质。
2.2 润滑设备渐开线齿轮滚刀必须使用符合规定的润滑剂进行润滑。
机器维护人员必须在设备的特定区域添加润滑剂。
2.3 定期检查设备定期检查设备的状态,必须检查设备是否损坏、松动或脱落。
如发现问题,必须立即采取措施进行修复。
2.4 定期更换磨损部分渐开线齿轮滚刀在使用一定时间后,其零部件和制造配件会出现磨损。
机器维护人员必须在定期检查后更换有磨损的部分,以保证设备的正常运行。
2.5 保护设备保护设备不受到外部因素的影响。
防止接触潮湿、灰尘或其他污染物的材料。
在非使用时间内,应该将设备保持在干燥,洁净的地方。
三、小结渐开线齿轮滚刀的安全操作和正确保养,是确保设备正常运转和人员安全的关键所在。
良好的维护保护和正确的操作方式,可以延长设备使用寿命,减少事故发生的概率,保证人员的安全,提高工作效率。
在设备使用前必须对机器进行详细了解,遵守操作流程和安全规定,尽可能地保护自己和他人的安全。
渐开线圆柱齿轮的传动精度及选用

fi″采用双啮仪测量。fi″反映齿轮的短周期径向误差,由于仪器
结构简单,操作方便,所以在成批生产中广泛使用。
3)齿廓总偏差Fα 在计值范围Lα 内,包容实际齿廓迹线的两条设计齿廓迹线间的距
离,即在图7-7中过齿廓迹线最高、最低点作设计齿廓迹线的两条平行
直线间距离为Fα 。用渐开线检查仪测量。
项目7 渐开线圆柱齿轮的传动精度及选用
齿廓形 状偏差
齿廓倾斜 偏差
实际齿廓迹线
图7-7 渐开线齿廓偏差展开图
形状偏差ffα
在计值范围内,包容实际齿廓迹线的两条与平均齿廓迹线完全相同 的曲线间的距离,且两条曲线与平均齿廓迹线的距离为常数。
滚齿加工示意图
项目7 渐开线圆柱齿轮的传动精度及选用
齿轮传动的四项基本要求及影响因素
齿轮传动的 影响使用要求的误差(或因素) 使用要求
传递运动的 准确性
长周期误差:包括几何偏心和运动偏心分别引起的径向和切向 长周期(一转)误差。两种偏心同时存在,可能叠加,也可能 抵消。这类误差用齿轮上的长周期偏差作为评定指标
与测量齿轮接触,并转过一整圈时出现的中心距最大值和最小值之差。
Fi″的测量用双面啮合综合检查仪(简称双啮仪)进行。如图所
示。
用双啮仪测径向综合偏差
项目7 渐开线圆柱齿轮的传动精度及选用
5)公法线长度变动量Fw Fw是指在齿轮转一周范围内,实际公法线长度最大值与最小值之差,
如图所示。
公法线长度变动量及测量
项目7 渐开线圆柱齿轮的传动精度及选用
知识点1.渐开线圆柱齿轮传动的基本要求
1.传递运动的准确性 要求齿轮在一转范围内,实际速比相对于理论速比的变动量应限
渐开线花键滚刀标准
渐开线花键滚刀标准渐开线花键滚刀是一种常用于机械加工的切削工具,它的标准制定对于保证加工质量和效率具有重要意义。
本文将就渐开线花键滚刀标准进行详细介绍,包括其定义、特点、标准制定的重要性以及相关注意事项。
渐开线花键滚刀是一种用于加工渐开线花键的刀具,其特点是在刀具的刀片上具有特殊的渐开线花键形状,可以实现高效、精确的加工。
在实际生产中,渐开线花键滚刀的标准制定对于保证加工质量和效率具有重要意义。
首先,渐开线花键滚刀的标准制定可以保证加工的精度和一致性。
通过制定标准,可以规范刀具的尺寸、形状、材质等参数,确保每把刀具都符合统一的标准要求,从而保证加工出的零件具有一致的尺寸和形状。
其次,标准化的渐开线花键滚刀可以提高生产效率。
具有统一标准的刀具可以更好地配合加工设备,减少调试时间,提高生产效率。
此外,标准化的刀具还可以降低加工过程中的故障率,减少停机维护时间,进一步提高生产效率。
标准制定对于渐开线花键滚刀的使用和维护也具有重要意义。
通过制定标准化的使用和维护流程,可以确保刀具在使用过程中能够发挥最佳效果,延长使用寿命,降低生产成本。
在使用渐开线花键滚刀时,还需要注意以下几点:首先,要选择适合加工材料和加工工艺的渐开线花键滚刀。
不同的材料和工艺需要选择不同的刀具,以保证加工质量和效率。
其次,要严格按照标准化的使用和维护流程进行操作。
在使用过程中要注意及时清洁、润滑和更换刀具,避免因刀具损坏导致的加工质量下降和生产效率降低。
最后,要定期检查渐开线花键滚刀的使用状况,及时发现问题并进行处理。
定期的检查和维护可以保证刀具的良好状态,延长使用寿命,降低生产成本。
总之,渐开线花键滚刀标准的制定对于保证加工质量和效率具有重要意义。
标准化的刀具可以保证加工精度和一致性,提高生产效率,同时也便于使用和维护。
在实际生产中,我们应该严格遵守标准要求,合理选择、正确使用和定期维护渐开线花键滚刀,以确保加工质量和提高生产效率。
渐开线齿轮变位系数选择的新方法
曲线),在该曲线上选取位变系数时,齿轮的最大滑动率是相等的。
从公式(10)还可以看出,η'=η"曲线的基本斜率主要取决于齿数比u的大 小,当然,曲线的具体形状还与齿数Z2、Z1有关。
图 8 为Z1=17,而Z2不同(即u不同)时的η'=η"曲线。可以看出,各曲线的
图2
在图 3 中,曲线组Ⅱ中的每一条曲线即为Z1一定时(如Z1=12,13,……等), 对于不同的Z2所得到的ξ∑B──Z∑变化曲线。而曲线组Ⅰ为ε=1 的曲线与 η'=η"曲线的交点所得的总变位系数ξ∑──Z∑曲线。
图3
从图 3 中可以看出,当小齿轮数Z1一定时,ξ∑B随Z∑的增加而增加,而当Z∑ 一定时,随小齿轮齿数Z1的增大,ξ∑B也不断增大。
渐开线齿轮变位系数选择的新方法
变位齿轮设计的关键问题是正确地选择变位系数,如果变位系选择得当,可 使齿轮的承载能力提高 20—30%;假若变位系数选择不当,反而可能降低齿轮的 承载能力。
关于变位系数的选择方法,以前,人们作过大量的研究工作,世界各国也有 着自己的不同推荐,或制订了一些标准和制度。在我国,由于各行各业的不同特 点,应用变位的齿轮的情况和选择变位系数的方法也各不相同。近年来,用“封 闭图”法选择变位系数[1]、[7]得到了普遍的重视和推广,大齿形角齿轮的“封 闭图”也已制作出来并即将出版。利用“封闭图”,可以根据齿轮的传动要求, 综合地考虑各种性能指标,比较合理地确定变位系数。但是,由于它的篇幅太大, 一般的机械设计手册中均不推荐它,而推荐一些较简单的篇幅小的选择变位系数 方法。
渐开线花键齿轮刀具
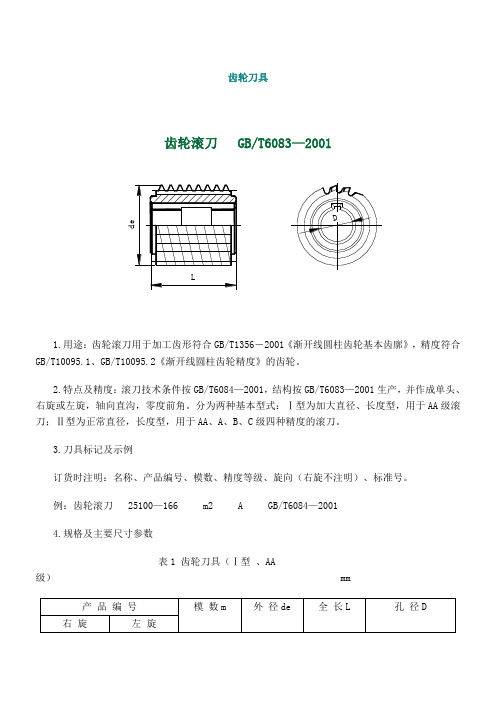
齿轮刀具GB/T10095.1、GB/T10095.2《渐开线圆柱齿轮精度》的齿轮。
2.特点及精度:滚刀技术条件按GB/T6084—2001,结构按GB/T6083—2001生产,并作成单头、右旋或左旋,轴向直沟,零度前角。
分为两种基本型式:Ⅰ型为加大直径、长度型,用于AA级滚刀;Ⅱ型为正常直径,长度型,用于AA、A、B、C级四种精度的滚刀。
3.刀具标记及示例订货时注明:名称、产品编号、模数、精度等级、旋向(右旋不注明)、标准号。
例:齿轮滚刀 25100—166 m2 A GB/T6084—20014.规格及主要尺寸参数表1 齿轮刀具(Ⅰ型、AA级) mm表2 齿轮刀具(Ⅱ型AA、A、B、C 级) mm齿轮滚刀 JB2495—781.用途:齿轮滚刀用于加工齿形符合GB1356—78《渐开线圆柱齿轮基准齿形》的齿轮。
2.特点及精度:滚刀结构为单头、右旋或左旋,轴向直沟,零度前角。
滚刀分为AA、A、B、C 级四种精度等级。
3.刀具标记及示例订货时注明:名称、产品编号、模数、精度等级、旋向(右旋不注明)、标准号。
例:齿轮滚刀 25110—044 m2 A 左 JB2495—784.规格及主要尺寸参数表1 齿轮滚刀(A、B、C级) mm表2 齿轮刀具(AA级)mm齿轮滚刀(企业标准)1.用途:齿轮滚刀用于加工齿形符合GB1356—78《渐开线圆柱齿轮基准齿形》的齿轮。
2.特点及精度:滚刀结构为单头、右旋,轴向直沟,零度前角。
滚刀分为AA、A、B、C四种精度等级。
与按GB/T6084制造的滚刀相比,工厂标准滚刀AA级接近GB/T6084的A级;A级基本相当于GB/T6084的B级;B、C级接近GB/T6084的C级。
3.刀具标记及示例订货时注明:名称、产品编号、模数、精度等级。
例:齿轮滚刀 25100—190 m2 A4.规格及主要尺寸参数齿轮滚刀(径节制)企业标准1.用途:齿轮滚刀(径节制)用于加工齿形角为14°30′,齿高系数f=1,径向间隙系数cˊ=0.157的渐开线圆柱齿轮。
机械制造与自动化《5.3齿轮滚刀选用教案》
学习情境5齿轮加工刀具选用工作任务齿轮滚刀选用任务描述大批量生产较高精度齿轮,学生根据要求和条件选择齿轮滚刀规格。
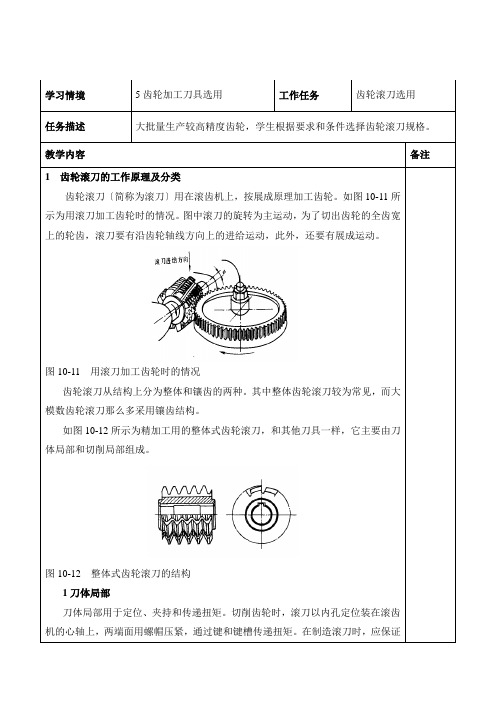
教学内容备注1 齿轮滚刀的工作原理及分类齿轮滚刀〔简称为滚刀〕用在滚齿机上,按展成原理加工齿轮。
如图10-11所示为用滚刀加工齿轮时的情况。
图中滚刀的旋转为主运动,为了切出齿轮的全齿宽上的轮齿,滚刀要有沿齿轮轴线方向上的进给运动,此外,还要有展成运动。
图10-11 用滚刀加工齿轮时的情况齿轮滚刀从结构上分为整体和镶齿的两种。
其中整体齿轮滚刀较为常见,而大模数齿轮滚刀那么多采用镶齿结构。
如图10-12所示为精加工用的整体式齿轮滚刀,和其他刀具一样,它主要由刀体局部和切削局部组成。
图10-12 整体式齿轮滚刀的结构1刀体局部刀体局部用于定位、夹持和传递扭矩。
切削齿轮时,滚刀以内孔定位装在滚齿机的心轴上,两端面用螺帽压紧,通过键和键槽传递扭矩。
在制造滚刀时,应保证阿基米德滚刀多采用单头的。
粗加工阿基米德滚刀可以采用多头的。
和单头滚刀相比,多头滚刀可以提高生产率,但用多头滚刀加工时,将产生较大误差〔因其与渐开线滚刀有更大差异〕,并且齿轮每个齿的齿形是由较少的刀齿包络而成,因而齿面的粗糙度也较差。
3阿基米德滚刀的齿形阿基米德滚刀轴向齿形是直线。
标准规定在轴向测量齿形,所以工作图中应给出滚刀的轴向齿形图。
如图10-21所示为直槽阿基米德齿轮滚刀〔前角为零度〕的齿形图,即其前面的齿形。
图10-21 阿基米德齿轮滚刀的轴向齿形图10-21中的齿形角xo α可按下式计算 nx00tg tg cos ααλ= 〔10-4〕式中,0λ为阿基米德滚刀的螺旋升角〔°〕。
轴向齿距0x p 按下式计算 n0n 0x000πcos cos p m z p λλ== 〔10-5〕 式中,0z 为滚刀头数;0n p 为滚刀的法向齿距〔mm 〕。
阿基米德滚刀的齿厚可在法向测量,也可在轴向测量。
对于精加工滚刀,法向齿厚可按下式计算0n S =n 0n S p - 〔10-6〕式中,n S 为被加工齿轮的法向分度圆齿厚〔mm 〕。
齿轮工艺员必备的滚刀知识
3.75 90 80
4
4.5 90
5 100 100
5.5 112 112 40
6
6.5 118 118
7 125
8 125 132
9 140 150
10 150 170 50
三、滚刀常用材料
1. 钨钢(硬质合金)
2、普通高速钢(M2)
3. 钴高速钢(M35 M42)(SKH55)
4. 粉末冶金高速钢:
板状的
10 DLC(a-C:H) 2500 0.10-0.20 350 黑灰色单层
11 TiAlN
氮铝化钛3300 0.25 -1.3/1.5 900 紫灰色纳米-结构
12 TiAlN
氮铝化钛3300 0.40 -3.0/-3.5 900 蓝灰色
纳米-结构
13 TiAlN
氮铝化钛3500 0.40 -4.0 800 紫灰色单层
6 多晶体金刚石8000-
10000 0.15-0.20 600 浅灰色单层
7 TiAlN
氮铝化钛3300 0.30-0.35 -1.3/-1.5 900 紫灰色纳米-结构
8 TiCN+TiN
碳氮化钛+氮化钛3000 0.40 -4.0 400 金黄色多层,倾斜的
9 TiAlN+ WC/C
氮铝化钛+碳化钨/碳3000 0.15-0.20 -1.7/-2.0 800 深灰色多层的,薄
*依赖于应用于测试条件
五、刀具在使用前后及镀层前后的速度关系表(以一般碳钢为例)
刀具滚削转速m/min 刮削转速m/min
钨钢+镀层150-250 150-180
钨钢磨后不镀120-150 100-120
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
渐开线非标齿轮滚刀的正确选用
2007/7/5/09:43 来源:中国刀具信息网
目前,汽车、拖拉机等行业大量使用齿顶高系数h a*≠1,压力角αn≠20°或模数m n为非标准值的渐开线非标齿轮。
为加工此类齿轮,需根据被切齿轮参数确定相应的滚刀参数,并从《复杂刀具订货图册》(以下简称《图册》)中选用正确的非标滚刀。
1 非标滚刀的选用步骤
1.确定滚刀类型与精度
滚刀类型与精度的选择应根据加工设备及工艺而定。
滚刀模数(或径节、周节)和压力角应与被切齿轮相等,螺旋方向最好与被切齿轮相同,加工直齿齿轮时应优先选用右旋滚刀。
2.确定滚刀全齿高h
对于非全切式滚刀,滚刀全齿高h的计算公式为
h≥h1+c*m n+∆h (1)
对于全切式滚刀,则有
h=h1(2)
式中:h1——被加工齿轮全齿高
c*——被加工齿轮顶隙系数
m n——被加工齿轮法向模数
∆h——剃齿或磨齿时因工艺需要而设置的滚刀齿顶加长量,可参考表1选取
3.确定滚刀法向齿厚S n、轴向齿厚S x和齿顶高h a
齿轮滚刀的轴向齿形如图1所示。
其中,Ⅰ型为正常齿形,Ⅱ型为修形齿形。
剃前齿轮滚刀的轴向齿形一般有五种类型(图略)。
剃前和磨前滚刀的齿形通常都有一定修形量。
图1
滚刀齿厚和齿顶高有以下两种计算方法:
a.按通用滚刀设计方法的计算公式为
S n=πm n/2-∆S’+∆S" (3)
S x=S n/cosλ(4)
h a=h f1+x n1m n+∆h (5)
b.式中:∆S’——滚刀的加工余量(可参考表2 取值)
注:E ss——被切齿轮齿厚极限上偏差
c.∆S"——考虑被切齿轮齿厚偏差而附加的滚刀齿厚增量(可参考表2取值)
d.λ——滚刀分度圆螺旋升角
e.h f1——被切齿轮齿根高
f.x n1——被切齿轮法向变位系数
g.式(4)中滚刀分度圆螺旋升角λ的计算公式为
sinλ=m n z[/d e-2h a-0.2(k+δd e)]≈m n z/(d e-2h a) (6)
h.式中:z——滚刀头数
i.d e——滚刀齿顶圆直径
j.k——滚刀径向铲背量
k.δd e——滚刀外径公差
l.按专用滚刀设计方法的计算公式为
S n=e n1min=πm n/2-2x n1m n tanαn-∆S’+∆S" (7)
S x=S n/cosλ(8)
h a=h f1+∆h (9)
m.式中:e n1min——被切齿轮工序法面齿间宽最小值
4.确定滚刀修形与齿顶圆弧
当被切齿轮无修形要求时,选择剃前或磨前滚刀时无需验算滚刀修形量,其它类型的滚刀则应选用非修形滚刀。
当被切齿轮有修形要求时,无论何种类型的滚刀均应选用修形滚刀,并验算修形
量,验算过程可参考有关齿轮刀具设计手册。
当被切齿轮对滚刀齿顶圆角r1有特殊要求时,订货时需与滚刀制造厂协商。
对于在《图册》的备注栏中给出了r1值的大齿顶圆角滚刀,应按复杂刀具设计手册中的有关公式验算被切齿轮与配对齿轮传动时是否会发生过渡曲线干涉;对于备注栏中未标注r1值的滚刀,由于r1较小,因此无需
验算过渡曲线干涉。
5.查《图册》选用滚刀。
根据上述步骤确定的滚刀参数,查阅《图册》,选出所需滚刀。
6.验算滚刀轴向齿厚S x
首先按式(6)估算出λ值,然后按式(4)或(8)验算滚刀轴向齿厚S x。
当按照步骤(3)中方法①和②确定的滚刀参数在《图册》中选不出所需滚刀时,还可按下式对符合以上步骤确定的参数(h a、S x除外)的所有滚刀的a和S x进行验算,若此式成立,则该滚刀可用:S x=[pm n/2-∆S’+∆S"+2(h a-x n1m n-h f1-∆h)tana n]/cosλ(10)
2 应用实例
应用上述方法选用加工解放牌汽车中间轴齿轮3的非标滚刀。
该齿轮为双径节制齿轮,参数见表
3。
滚刀选用步骤如下:
1.当采用滚齿→热处理加工工艺时,应选用A级或B级齿轮滚刀,滚刀径节DP1/DP2=6/8,
a N=20°,螺旋方向为右旋。
2.滚刀全齿高h≥h1+c*m2+∆h=7.62+0.4×
3.175+0=8.89mm。
3.滚刀法向齿厚S n、轴向齿厚S x和齿顶高h a分别为
S n=πm1/2-∆S’+∆S"=25.4π/2×6-0+(0~0.08)=6.65~6.73mm
S x=S n/cosλ=6.65/cosλ~6.73/cosλ(λ待定)
h a=h f1+x n2m2+∆h=3.145+1.3+0=4.445mm
4.被加工齿轮无齿形修形,因此选用非修形、正常齿顶圆角的滚刀。
5.根据以上步骤确定的参数查阅《图册》后,选用代号为G1-DP-26的滚刀,其主要参数见
表4。
6.验算滚刀轴向齿厚S x:
S x=6.65/cos3°36’~6.73/cos3°36’=6.66~6.74mm
计算值与表6中的S x值相符,故所选滚刀符合要求。
加工实践证明,本文介绍的非标滚刀选用方法简单实用,能较好满足生产要求。