齿轮滚刀的角度模型
齿轮滚刀刀具简介
齿轮滚刀刀具简介(一)齿轮滚刀的形成齿轮滚刀是依照螺旋齿轮副啮合原理,用展成法切削齿轮的刀具,齿轮滚刀相当于小齿轮,被切齿轮相当于一个大齿轮,如图9-24所示。
齿轮滚刀是一个螺旋角β0很大而螺纹头数很少(1~3个齿),齿很长,并能绕滚刀分度圆柱很多圈的螺旋齿轮,这样就象螺旋升角γz很小的蜗杆了。
为了形成刀刃,在蜗杆端面沿着轴线铣出几条容屑槽,以形成前面及前角;经铲齿和铲磨,形成后刀面及后角,如图9-25所示。
(二)齿轮滚刀的基本蜗杆齿轮滚刀的两侧刀刃是前面与侧铲表面的交线,它应当分布在蜗杆螺旋表面上,这个蜗杆称为滚刀的基本蜗杆。
基本蜗杆有以下三种:1.渐开线蜗杆渐开线蜗杆的螺纹齿侧面是渐开螺旋面,在与基圆柱相切的任意平面和渐开螺旋面的交线是一条直线,其端剖面是渐开线。
渐开线蜗杆轴向剖面与渐开螺旋面的交线是曲线。
用这种基本螺杆制造的滚刀,没有齿形设计误差,切削的齿轮精度高。
然而制造滚刀困难。
2.阿基米德蜗杆阿基米德蜗杆的螺旋齿侧面是阿基米德螺旋面。
通过蜗杆轴线剖面与阿基米德蜗螺旋面的交线是直线,其它剖面都是曲线,其端剖面是阿基米德螺旋线。
用这种基本蜗杆制成的滚刀,制造与检验滚刀齿形均比渐开线蜗杆简单和方便。
但有微量的齿形误差。
不过这种误差是在允许的范围之内,为此,生产中大多数精加工滚刀的基本蜗杆均用阿基米德蜗杆代替渐开线蜗杆。
3.法向直廓蜗杆法向直廓蜗杆法剖面内的齿形是直线,端剖面为延长渐开线。
用这种基本蜗杆代替渐开线基本蜗杆作滚刀,其齿形设计误差大,故一般作为大模数、多头和粗加工滚刀用。
(三)滚刀的齿形误差用阿基米德蜗杆代替渐开线基本蜗杆作滚刀,切制的齿轮齿形存在着一定误差,这种误差称为齿形误差。
由基本蜗杆的性质可知,渐开线基本蜗杆轴向剖面是曲线齿形,而阿基米德基本蜗杆轴向剖面是直线齿形。
为了减少造型误差,应使基本蜗杆的轴向剖面直线齿形与渐开线基本蜗杆轴向剖面的理论齿形在分度圆处相切。
阿基米德滚刀基本蜗杆轴向剖面齿形角αx0,应等于渐开线蜗杆轴向剖面齿形的分度圆压力角,如图9-26所示。
利用matlab实现齿轮滚刀快速设计
利用matlab实现齿轮滚刀齿形快速设计随着齿轮行业发展近几十年,人们对齿轮的研究越来越深入,其中涉及到很多高等数学的运算,在早期,工程师们用纸笔的方式,进行大量的计算,计算过程非常复杂,工作量非常大,所以也很辛苦。
目前很多公司研发出专门针对高等数学运算的软件,非常好用,也节省了大量的计算工作量,不得不佩服当今科学发展的飞跃性速度。
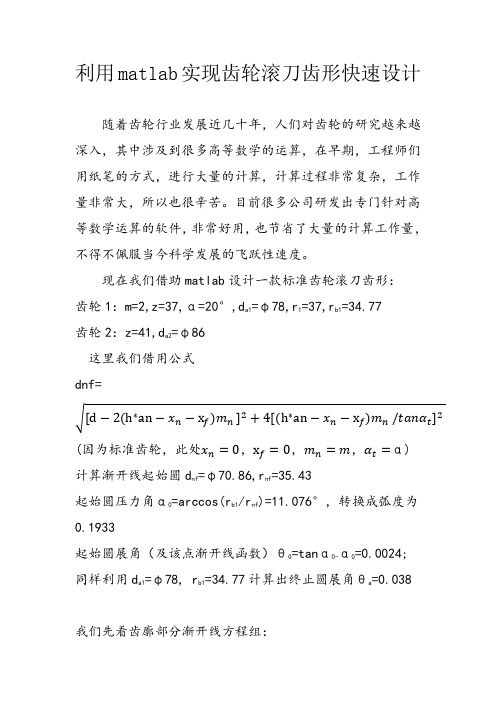
现在我们借助matlab设计一款标准齿轮滚刀齿形:齿轮1:m=2,z=37,α=20°,d a1=φ78,r1=37,r b1=34.77齿轮2:z=41,d a2=φ86这里我们借用公式dnf=√[d−2(h∗an−x n−x f)m n]2+4[(h∗an−x n−x f)m n /tanαt]2 (因为标准齿轮,此处x n=0,x f=0,m n=m,αt=α)计算渐开线起始圆d nf=φ70.86,r nf=35.43起始圆压力角α0=arccos(r b1/r nf)=11.076°,转换成弧度为0.1933起始圆展角(及该点渐开线函数)θ0=tanα0-α0=0.0024;同样利用d a1=φ78, r b1=34.77计算出终止圆展角θa=0.038我们先看齿廓部分渐开线方程组:x=R b cosθ+R bθsinθy=R b sinθ-R bθcosθ该方程组在齿轮手册中的图形解释如下:可以看出,当l0=0时,渐开线起点在x轴上,起点在基圆,而我们一般研究时以y轴为纵坐标,且渐开线偏离y轴半个基圆弧齿厚。
所以,我们先旋转90°,即将x轴和y轴切换:x=R b sinθ-R bθcosθy=R b cosθ+R bθsinθ基圆弧齿厚计算公式:S b=[s+mzinv(α)]cosα此处s为分度圆齿厚s=πm/2,由以上两公式计算出s b=3.99基圆半弧齿厚s b/2=1.995基圆周长l=πd b=218.47故我们可以计算出齿形实际渐开线起点在基圆上偏离y轴的角度为s b/2/l×360°=3.29°于是,我们将渐开线方程组绕齿轮中心作旋转,旋转变换如下:Aφ1=[cos3.29°,sin3.29°,0][-sin3.29°,cos3.29°,0][0 , 0 , 1]渐开线方程组写成矩阵形式:A=[ R b sinθ-R bθcosθ][R b cosθ+R bθsinθ ][ 0 ]经过变换的齿廓曲线方程组如下:B= Aφ1*A,我们将这两个矩阵及变换输入matlab中,计算结果如下:B =[rb*sin(θ) - (57*rb*cos(θ))/10000 - (57*a*rb*sin(θ))/10000 -θ*rb*cos(θ)][ rb*cos(θ) + (57*rb*sin(θ))/10000 +θ*rb*sin(θ) - (57*θ*rb*cos(θ))/10000 ] [ 0 ]即x= rb*sin(θ) - (57*rb*cos(θ))/10000 - (57*a*rb*sin(θ))/10000 -θ*rb*cos(θ)Y= rb*cos(θ) + (57*rb*sin(θ))/10000 +θ*rb*sin(θ) - (57*θ*rb*cos(θ))/10000 当然该式中数字显示和我们平时习惯有点不一样,可以不理会它,这就是我们齿轮1齿廓曲线的实际方程组。
不锈钢加工 滚刀前后角
0)加工不锈钢和高镍合金必须要保持人口锋利,应次选择薄工艺。
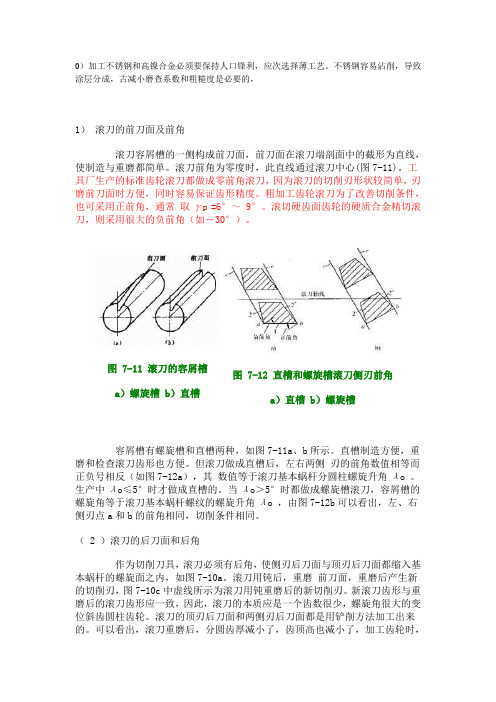
不锈钢容易沾削,导致涂层分成,古减小磨查系数和粗糙度是必要的,1)滚刀的前刀面及前角滚刀容屑槽的一侧构成前刀面,前刀面在滚刀端剖面中的截形为直线,使制造与重磨都简单。
滚刀前角为零度时,此直线通过滚刀中心(图7-11)。
工具厂生产的标准齿轮滚刀都做成零前角滚刀,因为滚刀的切削刃形状较简单,刃磨前刀面时方便,同时容易保证齿形精度。
粗加工齿轮滚刀为了改善切削条件,也可采用正前角,通常取γp =6°~9°。
滚切硬齿面齿轮的硬质合金精切滚刀,则采用很大的负前角(如-30°)。
图 7-11 滚刀的容屑槽a)螺旋槽 b)直槽图 7-12 直槽和螺旋槽滚刀侧刃前角a)直槽 b)螺旋槽容屑槽有螺旋槽和直槽两种,如图7-11a、b所示。
直槽制造方便,重磨和检查滚刀齿形也方便。
但滚刀做成直槽后,左右两侧刃的前角数值相等而正负号相反(如图7-12a),其数值等于滚刀基本蜗杆分圆柱螺旋升角λo 。
生产中λo≤5°时才做成直槽的。
当λo>5°时都做成螺旋槽滚刀,容屑槽的螺旋角等于滚刀基本蜗杆螺纹的螺旋升角λo ,由图7-12b可以看出,左、右侧刃点a和b的前角相同,切削条件相同。
( 2 )滚刀的后刀面和后角作为切削刀具,滚刀必须有后角,使侧刃后刀面与顶刃后刀面都缩入基本蜗杆的螺旋面之内,如图7-10a。
滚刀用钝后,重磨前刀面,重磨后产生新的切削刃,图7-10c中虚线所示为滚刀用钝重磨后的新切削刃。
新滚刀齿形与重磨后的滚刀齿形应一致,因此,滚刀的本质应是一个齿数很少,螺旋角很大的变位斜齿圆柱齿轮。
滚刀的顶刃后刀面和两侧刃后刀面都是用铲削方法加工出来的。
可以看出,滚刀重磨后,分圆齿厚减小了,齿顶高也减小了,加工齿轮时,为使所切齿轮分圆齿厚不变,应减小滚刀与齿轮的中心距,这相当于减小了齿轮滚刀的变位量。
滚刀的顶刃后角一般取10~12°,这时侧刃后角3°左右。
齿轮工艺员必备的滚刀知识
3.75 90 80
4
4.5 90
5 100 100
5.5 112 112 40
6
6.5 118 118
7 125
8 125 132
9 140 150
10 150 170 50
三、滚刀常用材料
1. 钨钢(硬质合金)
2、普通高速钢(M2)
3. 钴高速钢(M35 M42)(SKH55)
4. 粉末冶金高速钢:
板状的
10 DLC(a-C:H) 2500 0.10-0.20 350 黑灰色单层
11 TiAlN
氮铝化钛3300 0.25 -1.3/1.5 900 紫灰色纳米-结构
12 TiAlN
氮铝化钛3300 0.40 -3.0/-3.5 900 蓝灰色
纳米-结构
13 TiAlN
氮铝化钛3500 0.40 -4.0 800 紫灰色单层
6 多晶体金刚石8000-
10000 0.15-0.20 600 浅灰色单层
7 TiAlN
氮铝化钛3300 0.30-0.35 -1.3/-1.5 900 紫灰色纳米-结构
8 TiCN+TiN
碳氮化钛+氮化钛3000 0.40 -4.0 400 金黄色多层,倾斜的
9 TiAlN+ WC/C
氮铝化钛+碳化钨/碳3000 0.15-0.20 -1.7/-2.0 800 深灰色多层的,薄
*依赖于应用于测试条件
五、刀具在使用前后及镀层前后的速度关系表(以一般碳钢为例)
刀具滚削转速m/min 刮削转速m/min
钨钢+镀层150-250 150-180
钨钢磨后不镀120-150 100-120
齿轮磨前滚刀齿形参数优化设计
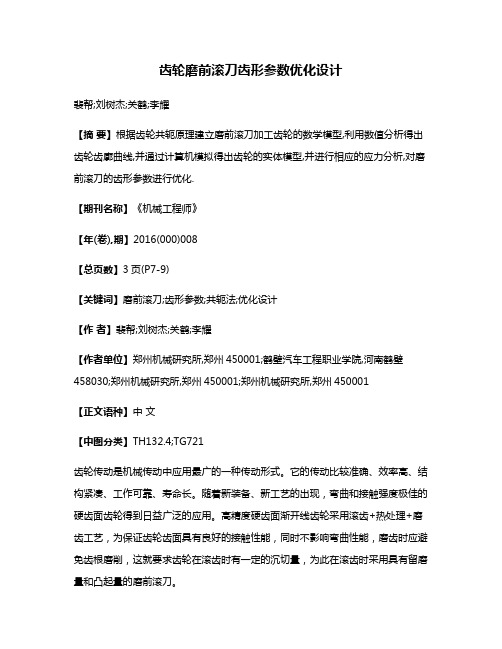
齿轮磨前滚刀齿形参数优化设计裴帮;刘树杰;关鹤;李耀【摘要】根据齿轮共轭原理建立磨前滚刀加工齿轮的数学模型,利用数值分析得出齿轮齿廓曲线,并通过计算机模拟得出齿轮的实体模型,并进行相应的应力分析,对磨前滚刀的齿形参数进行优化.【期刊名称】《机械工程师》【年(卷),期】2016(000)008【总页数】3页(P7-9)【关键词】磨前滚刀;齿形参数;共轭法;优化设计【作者】裴帮;刘树杰;关鹤;李耀【作者单位】郑州机械研究所,郑州450001;鹤壁汽车工程职业学院,河南鹤壁458030;郑州机械研究所,郑州450001;郑州机械研究所,郑州450001【正文语种】中文【中图分类】TH132.4;TG721齿轮传动是机械传动中应用最广的一种传动形式。
它的传动比较准确、效率高、结构紧凑、工作可靠、寿命长。
随着新装备、新工艺的出现,弯曲和接触强度极佳的硬齿面齿轮得到日益广泛的应用。
高精度硬齿面渐开线齿轮采用滚齿+热处理+磨齿工艺,为保证齿轮齿面具有良好的接触性能,同时不影响弯曲性能,磨齿时应避免齿根磨削,这就要求齿轮在滚齿时有一定的沉切量,为此在滚齿时采用具有留磨量和凸起量的磨前滚刀。
当前磨前滚刀设计人员普遍面临着一个问题,如何设计齿轮沉切量的大小,过大会削弱齿轮的抗弯强度,过小会出现磨削台阶。
本文根据滚齿加工原理,以啮合原理为理论基础,借助数值分析方法计算出齿轮的齿形,并通过计算机模拟方法,得出齿轮齿廓,由此建立齿轮的实体模型,对不同参数滚刀加工的齿轮进行应力分析,实现对磨前滚刀齿形的优化。
滚齿是加工圆柱齿轮最常用的方法,相当于一对相错轴斜齿圆柱齿轮的空间啮合,按照共轭原理来完成渐开线齿轮齿廓的加工,如图1所示。
滚刀法向齿形为一齿条,滚刀加工齿轮过程,相当于齿条与齿轮的啮合过程,利用齿廓法线法由滚刀齿形可以得出被加工齿轮的齿廓。
如图2所示,齿轮中心是O2,节圆半径为r2,节点为P。
以P为原点建立与空间固定的坐标系(P-x,y),y轴与O2P方向一致,x轴则与它垂直,即与齿条节线重合。
齿轮滚刀 基本型式和尺寸
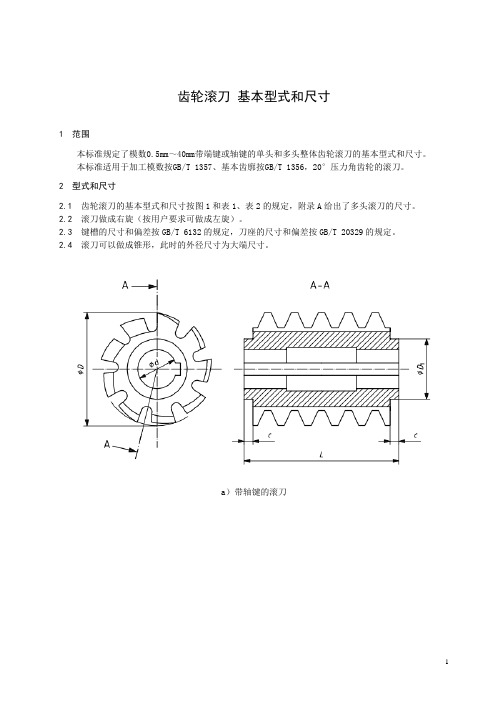
齿轮滚刀基本型式和尺寸1 范围本标准规定了模数0.5mm~40mm带端键或轴键的单头和多头整体齿轮滚刀的基本型式和尺寸。
本标准适用于加工模数按GB/T 1357、基本齿廓按GB/T 1356,20°压力角齿轮的滚刀。
2 型式和尺寸2.1 齿轮滚刀的基本型式和尺寸按图1和表1、表2的规定,附录A给出了多头滚刀的尺寸。
2.2 滚刀做成右旋(按用户要求可做成左旋)。
2.3 键槽的尺寸和偏差按GB/T 6132的规定,刀座的尺寸和偏差按GB/T 20329的规定。
2.4 滚刀可以做成锥形,此时的外径尺寸为大端尺寸。
a)带轴键的滚刀b)带端键的滚刀 图1 齿轮滚刀的尺寸类型b模数m轴台直径D 1mm外 径D amm孔 径d bmm参 考系列总长L a mm总长L 0a mm最小轴台长度cmm常用容屑槽数量Ⅰ Ⅱ 10.5 — 由制造商自行定制24810—112— 0.55 0.6— — 0.7 — 0.75 120.8 — — 0.9 1.0 — 20.5 — 32102030— 0.55 0.6 — —0.7 — 0.75 0.8 — — 0.9 1.0 — —1.125表 2 单头齿轮滚刀的尺寸3 标记示例模数m=2的小孔径齿轮滚刀标记为小孔径齿轮滚刀 m2 GB/T 6083—xxxx 模数m=2的带端键齿轮滚刀标记为端键齿轮滚刀 m2 GB/T 6083—xxxx 模数m=2的带轴键齿轮滚刀标记为轴键齿轮滚刀 m2 GB/T 6083—xxxx 对于附录A中的多头滚刀,制造商自行作标记。
附录A(资料性附录)多头齿轮滚刀A.1 小孔径多头齿轮滚刀见表A1。
A.2多头齿轮滚刀见表A2。
第一章_滚刀的设计及应用

• 8、 滚刀的热处理及镀层
• 滚刀热处理采用盐浴炉等温淬火、盐浴 炉分级等温淬火及真空淬火等方式。淬火方 式的改进使刀具的硬度稳定地控制在一个合 理的范围内。滚刀表面采用镀TiN、TiALN和 镀碳复合纳米材料,使滚刀的耐用度大幅度 得到提高。
第三节滚刀加工参数的选取
• 一、 滚齿工作方式 • 二、 切削厚度、速度对刀具刃口温度的影响 • 三、 切削速度的优化 • 四、 走刀量的优化选取
了滚齿的切削时间。
(2).径向进刀
用径向进刀法滚齿时,从切削开始至切至齿全深的过程中,滚刀相 对于被加工齿轮轴线作径向进给。此后终止径向进刀并开始轴向进刀, 直至切出整个齿轮,采用此方法滚齿时必须在专用滚齿机上滚切。该 方法效率高,但刀齿切削负荷会增加。
(3).对角进刀
对角进刀法加工齿轮时,滚刀是沿与被加工齿轮轴线成一定角 度的方向进给的,因此滚刀除沿齿轮轴线进给外,还有沿滚刀轴线移 动,从而形成对角切削,这种方法需在专用滚齿机上滚切,并应采用 长度更长和精度更高的齿轮滚刀。
• 6、 滚刀长度的选择
• 我们对滚刀长度的选取原则是:根据不同设 备可窜刀长度加滚刀最短设计长度来考虑。
• 它由螺纹部位的长度和两端的轴台长度所组 成。在数控设备上取150mm,在普通设备上 取110mm左右。
• 7、滚刀材料的选择
• 分别选用了W18Cr4V、M2、M35、ASP30、硬质合 金等材料做了实验,并进行性价比分析。使用ASP30、 M35、M42制造的刀具,在高速切削方面显示出了巨 大的优势,其性价比要优于其它材料的。
数越少,最大磨损部位越靠近展成中心 (4)除上述磨损外,滚刀所特有的磨损状态---齿角
磨损
二、 齿轮滚刀的工作原理
齿轮滚刀设计计算

齿轮滚刀设计计算滚刀图号D51-0408按《齿轮刀具设计》范被加工齿轮图号中间轴二档设计日期A、被加工齿轮原始参数序号名称符号数值1法向模数mn 2.5或法向径节Dp2.52齿数Z1223分圆法向压力角αn202020αn0.34906585Invαn0.0149043844分圆螺旋角β131.5436旋向左旋55283310.90.0131.910.5569345645分圆直径d164.7916分圆法向弧齿厚s1 4.021或公法线尺寸W40.490跨齿数n6法向变位系数x1s1 4.021端面变位系数xt10.0447齿顶圆直径da170.6齿根圆直径df158.400或齿全高h 5.0008全齿高h 6.1009齿根圆直径df158.4齿轮中心距A69.5B、共轭齿轮参数10齿轮齿数z22511齿轮分圆直径d273.62612齿轮顶圆直径da279齿轮法向变位系数x20齿轮端面变位系数xt20C、齿轮的辅助参数13端面模数mt 2.945 14分圆端面压力角αt0.405055746Invαt0.023709771 15基圆直径db159.548 16共轭齿轮基圆直径db267.669齿轮副啮合角Invαt120.023709771αt120.40504650.40505570.4050557αt120.405055746共轭齿轮的啮合角αt'0.414716282 17齿轮副的中心距a69.500 18齿轮副的端面有效啮合线长度l11.958 19齿轮端面齿形的最小曲率半径ρ1min7.620最小曲率半径处的直径df161.46820齿轮基圆螺旋角βb10.519802615 21齿轮径向间隙c'0.320齿轮的法向基节tn17.380齿顶圆端面压力角αtda10.567100794Invαtda10.069785015齿顶圆螺旋角βa10.678512853分圆端面弧齿厚st1 4.737齿顶圆端面弧齿厚stda1 1.90858956齿轮齿顶圆法向弧齿厚snda1 1.486 D、滚刀基本尺寸滚刀精度等级A滚刀外径da080孔径di32全长L80容屑槽型式直槽54961圆周齿数zk14螺旋头数z01螺旋旋向左旋前角γ0后角αe12铲背量K 3.82K 4.0K1 6.0K0.0K10.0铲背量(取标准值)K 4.0第二铲背量K1 6.0验算侧后角αc0.0749829874.29620867940.1777252080.0046351254.1746齿顶高ha0 3.196齿根高hf0 3.529齿全高h0 6.725容屑槽深度H12.7槽低半径r 1.2容屑槽角θ25节圆直径d072.809节圆螺旋升角λ00.0343433051.96772643710.5806358620.0003815171.5803容屑槽螺旋角βk0容屑槽导程Pk∞法向齿距p0n7.854轴向齿距p0x7.859法向齿厚s0n 3.833轴向齿厚s0x 3.835齿顶圆角半径rc0.75齿根圆角半径rc'0.5齿顶宽(无留剃凸角) 1.508齿顶全圆弧时圆角半径(无凸角)rc 1.077轴向齿形角α00.34925546620.0108642200.0065185210.00391111320.0039修缘刃轴向齿形角αc00.39028857922.36188837220.2171330220.00427981322.2142E、留剃齿顶凸角尺寸齿厚留剃量△0滚刀节线到留剃凸角起点的高度△h' 2.028滚刀齿顶到留剃凸角起点的高度△h 1.168凸角高度(目标值)△1'0有凸角时滚刀齿顶宽度 1.507628873双圆角计算倒角圆角半径(有凸角、双圆角)rc0.754圆弧起点到齿顶的高度0.495860404中间计算数据A0.414中间计算数据B0.952997691中间计算数据C 1.039013315中间计算数据0.409765863中间计算数据0.811774997凸角斜线齿形角0.34925546620.0108642200.0065185210.003911113凸角斜线齿形角20.0039全圆角齿顶全圆弧时圆角半径(有凸角)rc 1.077圆弧起点到齿顶的高度0.708304964中间计算数据A0.090975867中间计算数据B 1.179092077中间计算数据C 1.182596607中间计算数据0.077004991中间计算数据 1.14453587凸角斜线齿形角0.34925546620.0108642200.0065185210.003911113凸角斜线齿形角20.0039 F、齿顶修缘计算齿轮的修缘高度(剃后)C1 1.43齿轮的(法向)修缘量(剃后要求)C20.2修缘渐开线的分圆法向压力角αn222.350.390081088修缘渐开线的分圆端面压力角αt20.451044586Invαt20.033299463修缘渐开线的基圆直径dbc58.31166507修缘起点处的直径dc67.74基本渐开线在修缘起点的端面压力角αtc10.496882055Invαtc10.045378821修缘起点处的螺旋角βc0.577096397修缘起点处的端面弧齿厚stc 3.485修缘起点处的法向弧齿厚snc 2.920修缘渐开线顶圆的端面压力角αtda20.598921211Invαtda20.083633056修缘渐开线在起点处的端面压力角αtc20.533925728Invαtc20.057276895修缘渐开线顶圆的端面弧齿厚stda2 1.771修缘渐开线顶圆的端面弧齿厚snda2 1.379齿轮的(法向)周向修缘量(实际)C2'0.054滚刀修缘起点到节线的高度hc' 1.346滚刀齿根槽宽Sfco 1.25轮刀具设计》范例格式2013-4-12 15:03输入:度.分秒格式输入:度.分秒格式输入:直齿、左旋、右旋输入:直槽、螺旋槽OK输出:度分秒格式输出:度分秒格式输出:度分秒格式输出:度分秒格式输出:度分秒格式注:基本渐开线表示1,修缘渐开线表示2验算:与要求的是否相符,如不符合,调整αn2尽量大于0.5,如不符,可减小修缘角。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
演讲:苗志民 组员:蒋国芸
江峰
内容摘要
1 2 3 4
齿轮滚刀的加工原理 齿轮滚刀的角度模型
齿轮滚刀的结构参数
齿轮滚刀的铲齿
齿轮滚刀的加工原理
1、概述:
齿轮滚刀是按展成法加工齿轮的刀具,可以用来 加工外啮合齿轮的直齿轮、斜齿轮、标准齿轮和变位 齿轮。它的加工范围很广,模数从0.1~40的齿轮,均 可用滚刀加工,且同一把齿轮滚刀可以加工模数,压 力角相同而齿数不同的齿轮。
Байду номын сангаас
齿轮滚刀的角度模型
顶刃后角α p:由于齿轮滚刀的螺旋升角很小,可近
似的认为端面后角就是顶刃后角。一般可取α p为10 º ~12 º 。
侧刃后角α0:一般不小于 3 º
模型轮廓图
顶刃后角和侧刃后角
齿轮滚刀的结构参数
1、直径和螺旋升角
增大滚刀直径可增大内孔直径,可提高滚刀的加 持刚度,从而可采取更大的进给量,提高切削效率; 滚刀外径增大还可以降低齿面粗糙度和延长滚刀的使 用寿命。 但滚刀直径过大,也会降低滚齿生产率; 所以根据滚刀分圆直径d0与螺旋升角λ0的关系:
滚刀旋向与被切齿轮旋向相同:
滚刀旋向与被切齿轮旋向相反:
φ= β- λ0
φ= β+ λ0
齿轮滚刀的铲齿
铲齿分为轴向铲齿和径向铲齿两种。
1.轴向铲齿:铲齿时,滚刀旋转,铲刀以滚刀基本蜗 杆的的导程做轴向进给,是铲刀沿基本螺杆螺旋面前进。 滚刀每转过一个刀齿,轴向铲齿一次,产削量为K,这样 加工出来的滚刀侧后刀符合对齿轮滚刀侧后刀面的要求。 但由于滚刀刀齿在轴向没有足够的铲刀退刀空间,铲齿比 较困难,生产上少用。
齿轮滚刀的角度模型
1.滚刀基本蜗杆
根据滚切原理知, 滚刀基本蜗杆的端面
齿形应是渐开线,法
向模数和压力角应分 别等于被切齿轮的法 向模数和压力角。
齿轮滚刀的角度模型
2、刀具切削角度:
前角γ :齿轮滚刀为了便于制造和测量,一般都采 用零度前角。粗加工滚刀为改善切削条件和提高切 削效率,采用正前角,一般情况取γ=7º ~12º ;
滚刀图片
齿轮滚刀的加工原理
2、工作原理:
齿轮滚刀是利用螺旋齿轮啮合原理来加工齿轮的, 在加工过程中,滚刀相当于一个螺旋角很大的斜齿圆 柱齿轮,与被加工齿轮作空间啮合。
主运动:滚刀的旋转运动B11; 进给运动:滚刀沿齿轮的轴向进给A2; 展成运动:滚刀的旋转运动和工件旋 转运动组成的复合运(B11+B12); 滚齿加工工作原理
1.铲齿顶;铲刀通常从齿顶的后部开始切削金属,然后逐渐移向
前面,为了加大切削量,采用较小的走刀量(不使用原来的螺纹 挂轮)而加大切削深度,m<4的滚刀一次就可产去齿顶全部的铲 背量,m>4的滚刀经过两次铲背。铲刀上可以磨成两个阶梯形的 切削刃。
2.铲齿形两侧;铲好一侧后用角度样板检验齿形角,然后再铲
α α
KX S
KX S
2.径向铲齿;齿刀做径向铲齿运动,径向铲削量为K,生产 中主要采用这种铲齿方法。
α
α
K
S
K S
齿轮滚刀的铲齿
铲齿是滚刀制造过程中主要而又独立的工序之一,对滚刀进行铲 背加工的目的是使滚刀得到后角,这道工序必须达到一定的精度 ,对于需经过磨齿的滚刀,它是铲磨的预加工,要在齿厚及外圆 上留出铲磨余量,铲齿顺序如下:
mz sin λ d
n 0 0
0
外径的选用原则:在要求精度高或被切齿数较多 时,外径要大些,以减小其螺旋升角,从而减小齿形 误差。但在通常情况下,应尽量保证滚刀刚度前提下, 尽可能减少滚刀外径。
齿轮滚刀的结构参数
2、容屑槽:
a)直槽滚刀
b)螺旋槽滚刀
c)滚刀容屑槽的导程
齿轮滚刀的结构参数
3、齿轮滚刀的安装角度
另一侧,再检验齿形角及齿厚。
3.铲齿沟;此工步用于m>3.75的滚刀,用磨薄的尖头车刀铲削。 4.铲齿顶倒角;此工步用于m>2的滚刀,模数小的可在磨齿时
直接磨出齿顶圆角,模数较大时可在铲齿时铲出一个倒角,磨齿 时在修磨成圆弧。 (铲齿后滚刀要在万能工具显微镜或滚刀检查仪上测量其齿距误 差。)