平衡纸技术指标.doc-晨鸣纸业
卫生纸生产质量控制
卫生纸生产质量控制本文介绍了卫生纸的质量特性及其生产工艺控制,对生产中常见的质量问题提出了检查和处理办法。
卫生纸是人们日常生活中不可缺少的用品之一,卫生纸质量的好坏,将直接影响广大消费者的使用和人们的生活质量,影响面之广是其它纸产品所不能比拟的。
卫生纸生产厂的目标就是生产出高质量的卫生纸,现将有关生产质量控制简介如下:一、质量特性卫生纸定量一般都小于20g/m2,厚度只有0.05mm —0.07mm,属于薄型纸,由于使用上的要求,一般分成原色、白色、黄色、红色等各种颜色,每批色泽应一致,纸张皱纹应均匀、细腻,纸面不许有明显尘埃、死摺、残缺、破损、砂眼、压溃、硬质块、生草筋等纸病,不许有掉毛、掉粉、掉色现象;不得采用垃圾纸等含有病源微生物及有害化学物质的原料等。
卫生纸的质量是否符合要求,按QB2500-2000皱纹卫生纸标准及QB3529-1999纸巾纸标准来检验,主要从卫生指标、物理性能等指标和外观等方面进行考核,如:定量、亮度、横向吸液高度、抗张强度、柔软度、洞眼、水分、卫生指标(细菌群落总数、大肠菌群、金黄色葡萄菌及溶血性链球菌)。
标准中的横向吸液高度、抗张强度、柔软度及卫生指标为关键性指标,抓住了这些质量特性就抓住了产品的档次。
二、生产工艺控制生产高质量的卫生纸,需要在原料选择、工艺处理方式、湿部化学品添加、压榨烘干工艺、刮刀使用、网毯的合理选用及整个纸机系统的清洁管理等方面进行的合理控制。
2.1生产原料的选择生产卫生纸的原料很广泛,可以是廉价的废纸,也可以是昂贵的棉浆板或木浆板,但其档次很大程度上由浆料种类决定的。
抄纸的主要原料有:木浆、棉浆、草浆、麦草浆、苇浆、蔗渣浆、含油墨的废书刊及废报纸等。
对于不同的原料,要有针对性地设计好合理的纤维配比及工艺控制条件。
利用草浆作为原料时,要注意提高柔软度、横向吸液高度等指标;利用废纸进行生产时,要注意卫生指标的要求;根据蔗渣浆成纸疏松、柔软性好、吸水性强和废纸浆成纸紧密及拉力强这些特点,如某厂以蔗渣浆30%和废纸浆70%合理搭配,取得较好效果。
内部详尽资料-原纸的匀度、定量、水分、紧度、吸收性、透气性、不透明度、以及成纸色差。

如何调节纸的匀度和各项物理指标特种纸的特点首先是面对的市场与客户比较特殊;其次是特种纸的应用行业和应用技术(包括设备和原料)与技术要求比较特殊,再次是特种纸的下道加工工序、加工类型、加工设备和加工工艺比较特殊;最后是原纸的生产技术标准、生产设备、生产原料、生产工艺、生产方法比较特殊。
因此,各种特种纸对成纸的匀度、定量、水分、厚度、紧度、挺度、平滑度和粗糙度、抗张强度、表面强度、湿抗张强度、撕裂度、耐破度、耐折度、吸收性、透气性、伸缩率、灰分、覆盖性、不透明度、白度、色相、色差等物理指标各有不同的要求,是因为这些指标对后续的加工和使用有着很大的影响。
如刮刀涂布、气刀涂布、辊式涂布、帘式涂布、凹版印刷、凸版印刷、胶版印刷纸、丝网印刷、打印、复印、书写、热敏成像、力敏和热敏打字或书写、烫金、打孔、压花、镀铝、裱糊、复合、淋膜、制袋、浸渍和压板等下道加工工序对纸的某些物理指标均有各自不同的要求,以满足应用和生产工艺的要求。
特别是对关键物理指标的符合性和稳定性有着很高的要求。
因此,要生产合格稳定的中高端特种纸,必须要先了解和掌握特种纸的各项物理性能和相互关系,以及如何调节特种纸的各项物理指标以满足使用要求,并如何才能保持稳定是至关重要的。
如匀度、定量、水分、厚度、松厚度、紧度、挺度、平滑度和粗糙度、抗张强度、湿强度、表面强度、撕裂度、耐破度、耐折度、透气度、吸收性、伸缩率、灰分、覆盖性、不透明度、白度、色相、色差等指标。
纸是由纤维、填料或辅料(功能性助剂)、空气等三维结构组成的。
造纸过程是加水、脱水和保水的过程。
因此,必须对组成纸张的纤维原料、填料、辅料和功能性助剂加以深刻的认识和了解,并对加水、脱水和保水的要求加以深刻的理解,才能用好水造好纸,并稳定产品质量。
首先,各种性能的特种纸所用的原料比较复杂,包括纤维原料、化工原料、辅料、功能性助剂等,选用的技术范围也比较广,但技术性能相差很大,价格也相差很多。
生活用纸性能指标术语.doc

生活用纸性能指标术语1、定量 grammage定义:按规定的试验方法,测定纸和纸板单位面积的质量,以克每平方米表示。
仪器:①切纸刀或专用裁样器;②天平。
公式:2、起皱率定义:是以百分比表示的扬克烘缸与卷纸之间的微分速度,以%表示。
公式:①以扬克烘缸速度为基准② 以卷纸速度为基准3、伸长率 stretch at break定义:纸页断裂前的伸长值与原有长度的百分比,以%表示。
仪器:拉力仪。
公式:影响因素:起皱率4、松厚度(厚度)定义:由起皱率和皱纹频率决定的纸张的厚度。
公式:其中f —— 皱纹频率,指单位长度皱纹数,一般以每厘米数来表示。
L 0 —— 未起皱纸的单位长度。
P C —— 起皱率5、偏斜度定义:指平板纸的长边(或短边)与其相对应的矩形长边(或短边)的偏差最大值,其结果以偏差毫米数或偏差的百分数来表示。
公式:重量 长×宽×层定量 =扬克烘缸速度扬克烘缸速度 — 卷纸速度 起皱度 ×100% 卷纸速度扬克烘缸速度 —卷纸速度 起皱度 ×100% 拉伸前的长度 拉伸后的长度 — 拉伸前的长度 伸长率 ×100%松厚度 = 边长偏差值 偏斜度 = ×100%6、纵、横向 machine direction ,cross direction定义:与纸机运行方向相一致的方向为纵向,与纸机运行方向相垂直的方向为横向。
7、正、反面 felt side ,wire side定义:纸页成型时不与造纸机成型网相接触的面为正面,也称毯面;反之,纸页成型时与造纸机成型网相接触的面为反面,也称网面。
本定义不适用于由双(夹)网生产的纸或纸板。
8、水分 moisture content定义:纸和纸板中的含水量,即按规定方法烘干后,纸和纸板所减少的质量与取样时的质量之比,一般以百分数表示。
仪器:天平、试样容器、烘箱、干燥器。
公式:9\、吸液高度定义:按规定的试验方法,测定纸和纸板在一定时间后的毛细吸液高度(纸和纸板被润湿的高度)。
生活用纸性能指标术语

生活用纸性能指标术语生活用纸是人们日常生活中必不可少的一种消费品,而生活用纸的性能指标术语则是评价生活用纸质量的关键。
本文将对生活用纸的性能指标术语进行介绍和解释,帮助消费者更好地了解生活用纸的性能指标,选择优质的生活用纸。
质量指标生活用纸的质量指标主要包括所用材料、纸张的质量和对环境的影响。
材料生活用纸的材料一般包括木浆、竹浆、草浆等,其中木浆是最常用的生活用纸制作原料。
木浆纸通常具有较高的柔软度和吸水性,适用于面巾纸、卫生纸等生活用纸。
竹浆纸由于竹子含有天然的抗菌物质,因此具有一定的抑菌功能,适用于厨房用纸、尿布等生活用纸。
草浆纸可通过回收造纸,减少对环境的污染和资源浪费,是一种环保型的生活用纸原材料。
纸质生活用纸的纸质主要指纸张的厚度、柔软度、拉伸性等物理性质。
其中,厚度是衡量生活用纸质量的一项重要指标,一般用单位克米表示,重量越大,厚度越大。
柔软度则是用来衡量纸张弯曲和磨擦后折叠性的性能指标,一般用弯曲刚度、硬度等指标来评价。
拉伸性是指纸张在受外力作用下的拉伸变形能力,可以通过断裂长度和拉断强度等指标来反映。
环保知识随着人们生态环保意识的不断提高,生活用纸的环保性也逐渐成为消费者关注的话题。
一般来说,环保生活用纸应具备以下几项性能指标:1.可降解性:指生活用纸可在自然环境下被微生物迅速降解,不会对环境造成污染。
2.回收性:指生活用纸可以通过回收再造纸的方式减少资源浪费和环境污染。
3.低碳排放:指生产生活用纸的过程要尽可能减少二氧化碳和其他有害气体的排放。
影响因素生活用纸的性能指标与其所处的环境、存储方式等因素也有密切关系,以下是几个可能影响生活用纸质量的因素:1.温度:过高的温度容易导致生活用纸变质或退色。
2.湿度:过高或过低的湿度都会影响生活用纸的质量。
3.暴露时间:长时间暴露在阳光下或放置在潮湿的环境中会对生活用纸的品质造成不利影响。
4.包装方式:生活用纸的包装方式直接影响其质量,如果被压缩或有异常形变,就会导致纸张断裂、硬度变差等问题。
(完整word版)浆水平衡计算完成
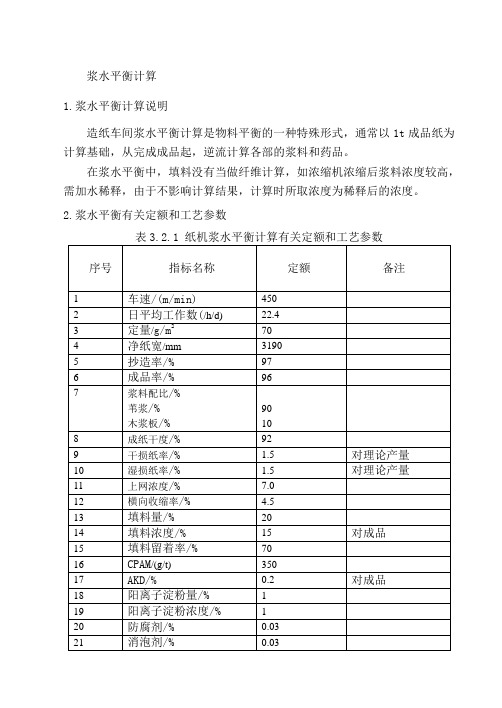
浆水平衡计算1.浆水平衡计算说明造纸车间浆水平衡计算是物料平衡的一种特殊形式,通常以1t成品纸为计算基础,从完成成品起,逆流计算各部的浆料和药品。
在浆水平衡中,填料没有当做纤维计算,如浓缩机浓缩后浆料浓度较高,需加水稀释,由于不影响计算结果,计算时所取浓度为稀释后的浓度。
2.浆水平衡有关定额和工艺参数3.3浆水平衡计算(1)复卷,完成整理部 已知:成纸水分为8%,即c 1=c 2=c 3=92% 以1t 成品纸为计算基础,0=1000.0000, 成品率k 1=96%。
计算:成品率k 1=V0/V 22=V 0/K 1=1000.0000/96% 1=V 2-V 0=1041.6667-10002=V 2c 2=1041.6667×92%=958.3334 Q 1=Q 2-Q 0=958.3334-920 =38.3334已知:c 2=c 3=c 4=92%, 2=958.3334, 2=1041.6667, 抄造率K 2=97%,干损纸率d 1=1.5%. 计算:抄造率k 2= 抄纸损纸包括干损纸、湿损纸两部分设X=抄造量+抄造损纸量 成品库%100⨯+抄造损纸量抄造量抄造量则X=V 2/k 2=1041.6667/97% =1073.8832设Y 为X 中绝干纤维量,则 Y=Q 2/k 2=958.3334/97% =987.9726Q 3=Y ·d 1=987.9726×1.5% =14.8196V 3=Q 3/c 3=14.8196/92%=16.1083 Q 4=Q 2+Q 3=958.3334+14.8196=973.1530 V 4=V 3+V 2=16.1083+1041.6667=1057.7750(3)干燥部已知:进干燥部纸页干度c 5=42%,4=973.1530 4=1057.7750 4=92%计算:Q 5=Q 4=973.15305=Q 5/c 5=973.1530/42%=2317.0310 1=V 5-V 4=2317.0310-1057.7750=1259.2560(4)压榨部已知:c 5=42%,c 8=21%, Q 5=973.1530, 5=2317.0310, 压榨部湿损纸率d 2=0.5%, 压榨部带出纤维量d 3=0.15% 计算:Q 7=Y ·d 2=987.9726×0.5% 设湿损纸的平均干度为30%,压榨部 压光、卷取真空伏辊 伏损池 压榨白水 8V Q 7即c 7=30%,则 V 7=Q 7/c 7=4.9399/30% =16.4663压榨带出纤维量:Q 6=Q 8×d 3,且Q 8=Q 5+Q 6+Q 7,则:Q 8=(Q 5+Q 7)/(1-d 3)=(973.1530+4.9399)/(1-0.15%)=979.5622 Q 6=979.5622×0.15%=1.4693 V 8=Q 8/c 8=4664.5819 V 6=V 8-V 7-V 5=2331.0847(5)真空伏辊已知:Q 8=979.5622,V 8=4664.5819,c 8=21%,c 11=12%, 伏辊带出纤维率d 4=0.2%,冲边水W 5=2600, 伏辊湿损纸率d 5=1.0%计算:冲边宽度:b=2×20(mm ),横向收缩率ε=4.5%,抄宽:B m =3190mm,则: 湿纸宽度B n =%5.41-Bm=3298湿纸边占整个湿纸幅宽比率r=329840202+⨯=1.1983%所以,进入伏损池的湿边纸占进入伏辊纸页的1.1983%。
“平衡计分卡”详解
平衡计分卡平衡计分卡(Balanced Score Card;BSC)一、什么是平衡计分卡平衡计分卡(The Balanced ScoreCard,简称BSC),就是根据企业组织的战略要求而精心设计的指标体系。
按照卡普兰和诺顿的观点,“平衡计分卡是一种绩效管理的工具。
它将企业战略目标逐层分解转化为各种具体的相互平衡的绩效考核指标体系,并对这些指标的实现状况进行不同时段的考核,从而为企业战略目标的完成建立起可靠的执行基础”。
二、平衡计分卡的起源平衡计分卡于20世纪90年代初由哈佛商学院的罗伯特·卡普兰(Robert Kaplan)和诺朗诺顿研究所所长(Nolan Norton Institute)、美国复兴全球战略集团创始人兼总裁戴维·诺顿(David Norton)所从事的“未来组织绩效衡量方法”一种绩效评价体系。
当时该计划的目的,在于找出超越传统以财务量度为主的绩效评价模式,以使组织的“策略”能够转变为“行动”而发展出来的一种全新的组织绩效管理方法。
平衡计分卡自创立以来,在国际上,特别是在美国和欧洲,很快引起了理论界和客户界的浓厚兴趣与反响。
平衡计分卡被《哈佛商业评论》评为75 年来最具影响力的管理工具之一,它打破了传统的单一使用财务指标衡量业绩的方法。
而是在财务指标的基础上加入了未来驱动因素,即客户因素、内部经营管理过程和员工的学习成长,在集团战略规划与执行管理方面发挥非常重要的作用。
根据解释,平衡计分卡主要是通过图、卡、表来实现战略的规划。
三、平衡计分卡的本质特征1、平衡计分卡是一个系统性的战略管理体系,是根据系统理论建立起来的管理系统。
平衡计分卡是一个核心的战略管理与执行的工具,是在对企业总体发展战略达成共识的基础上,通过设计实施,将其四个角度的目标、指针,以及初始行动方案有效地结合在一起的一个战略管理与实施体系。
它的主要目的是将企业之战略转化为具体的行动,以创造企业的竞争优势。
纸张匀度都搞不定,怎么敢说自己是造纸机高手

纸张匀度都搞不定,怎么敢说自己是造纸机高手匀度,定义为对着光线时可见到的外观。
匀度实际上是纤维组织的均匀程度的外在表现,主要是纸页中絮聚块的大小、清晰度及其分布状况。
匀度的重要性纸张匀度是人的第一感官指标,匀度不仅影响纸张美学价值,而且还可影响纸张的物理和光学性能,是纸张质量中最基础、最重要的指标之一;几乎所有纸张质量指标都与匀度密切相连;不仅如此,匀度还被誉为产品赢得市场和用户的“公关小姐”;更有甚者,有人把匀度比作“造纸企业的脸”。
故此纸张匀度是业界研究最多,探讨最广泛的课题,尽管如此,在实际生产中匀度仍然是波动最大、最难控制的质量指标之一。
不良匀度现象的分类及其成因分类: 通过透光观测把不良的匀度现象分为纤维团(浆疙瘩)、纤维组织脱节、浆道子(水流或水柳)、云状组织(云彩花)、波状组织(波浪纹)等。
成因:1. 纤维团成因(1) 打浆不足,纤维长度越长越易絮聚,适宜的打浆度并辅之于别的措施改善匀度。
(2) 上网浓度大,上网浓度的大小主要取决于纸种和唇板开口。
实践证明浓度越小越有利于纤维分散,掌握适宜的上网浓度(0.5~0.8%)。
回用白水,注意白水浓度的稳定;为避免腐浆的产生可加杀菌基剂,定期清理,不要考虑浓度小脱水超载,一般情况下,其脱水能力只要不超过设计参数都是完全能达到的。
判断脱水超载的标志:其一,水线是否过长;其二,若有上伏辊看是否沾满纸浆;其三,两点压榨之间的纸页需拉的更紧,才使平直运行不出褶子;其四,毛布过早的脏污、压花等。
当纸料上网浓度太高,更往往表现为斑痕状的表面,也就是说在纸面上通过光线的反射可以看见分布均匀的斑痕,如镀锌板表面的麻斑一样(提高水位)。
(3) 流浆箱隔板下底缝的大小不合适其作用是浆料通过隔板提高流动的剪切速率,有利于纤维分散。
(4) 匀浆辊不工作。
2. 纤维组织脱节许多横向长短不一的条状缝隙布满纸幅,缝隙处奖层较薄,透光性较强,成为纸幅的薄弱环节,易导致断裂,产生原因往往是堰池液位高度不合适所致,经验判断,先确定浆网速比,再确定液位(特别指出流浆箱压头,因流浆箱的差别、流浆箱与胸辊成型板的相对位置而异,理论压头必须根据每个机台具体情况而定)。
(完整word版)浆水平衡计算

浆水平衡计算相关指标及数据表序号指标名称单位定额1 O段漂白损失% 1.502 O段洗涤损失% 0.503 O段反应浓度% 8.04 O段O2用量% 2.25 O段NaOH用量% 3.06 O段MgSO4用量% 0.307 E0段O2用量% 0.58 E0段NaOH用量% 2.59 E0段反应浓度% 8.0010 E0段漂白损失% 2.5011 E0段洗涤损失% 0.5012 真空洗浆机进浆浓度% 2.0013 真空洗浆机出浆浓度% 12.014 D0塔反应浓度% 8.0015 D0段漂白损失% 1.0016 D0段洗涤损失% 0.5017 D0段ClO2用量% 1.518 D0段NaOH用量% 0.7519 D1段反应浓度% 8.0020 D1段NaOH用量% 0.7521 D1段ClO2用量% 1.222 D1段漂白损失% 1.0023 D1段洗涤损失% 0.524 D2段反应浓度% 8.0025 D2段NaOH用量% 0.7526 D2段ClO2用量% 1.227 D2段漂白损失% 1.0028 D2段洗涤损失% 0.529 漂后浆塔浓度% 10浆水平衡计算以抄纸车间1吨浆板(水分含量10%)为基准 纤维单位为kg 液体单位为L(1) 漂后贮浆塔浆水平衡 已知:Q=1000/(1-10%)C 1=12% QV C 则: V=Q/C=9000 清水W1 Q=Q 1=900 C=3.0%知 Q 1=900 Q 1V 1C V 1=30V 1=Q 1/C 1=900/12%=7500W 1=V -V 1=9000-7500=1500 (2) 4#真空洗浆机浆水平衡 知 Q 1=900V 1=7500 Q2V2 C2C 1=12% 清水W2 Q3V3 C3 C 2=2%q 洗涤=0.5%稀释因子F=2 Q1V1 Cq 漂白=1% 则 Q 3=(1%+0.5%)Q 2 Q 2=Q 3+Q 1 Q 2=913.7 Q 3=13.7055V 2=Q 2/C 2=913.7/2%=45685F=(W -M )m 3/t 浆 M :洗后浆料含水率 W 2=FQ 2/90%+M=FQ 2/90%+V 1×(1-C 1)=2×913.7/90%+7500×(1-12%)=8630.4V 3=W 2+V 2-V 1=8630.4+45685-7500=46815.4 Q4V4 C 4 C 3=Q 3/V 3=13.7055/46815.4=0.293%(3)D 1塔的浆水平衡 已知:Q 2=913.7V 2=45685 滤液FQ 1 Q2V2 C 2漂后贮浆塔4#真空洗浆机D1塔C2=2.0% C4=8.0%则:V 4=Q 4/C 4=11421.35V 3=V 2-V 4=45685-11421.35=34263.75(4)4#高剪切混合器、蒸汽混合器的浆水平衡已知:Q 4=913.7 Q5V5 C5V 4=11421.25 清水W3 mNaOHC 4=8.0%C 5=12% 蒸汽q1 mClOQ 5=913.7则: Q 5=Q 4=913.7V 5=Q 5/C 5=913.7/12%=7614.2 Q4V4 C4 W 4=V 4-V 5=11421.25-7614.2=3807.05 m NaOH =Q 5×7.5kg/t ×0.001=6.853kg m ClO2=Q 5×12kg/t ×0.001=10.964kg(5)3#真空洗浆机的浆水平衡 已知:Q 5=913.7 V 5=7614.2 C 5=12% Q6V6 C 6C 6=2%滤液FQ 2 Q7V7 C 7 q 洗涤=0.5% 稀释因子F=2q 漂白=2.5% Q5V5 C 5则:Q 7=(2.5%+0.5%)Q 6Q 6=Q 5+Q 7 Q 5=813.7 Q 6=956.754 Q 7=43.753V 6=Q 6/C 6=956.754/2%=47837.7F=(W -M)m 3/t 浆 M :洗后浆料含水率 FQ 2=F ×16/90%+M=FQ 2/90%+V5×(1-C 5) =2×956.754/90%+7614.2×(1-12%) =8653V 7=FQ 2+V 6-V 5=8653+47837.7-7614.24#蒸汽混合器4#高剪切混合器 3#真空洗浆机=48876.5C 7=Q 7/V 7=43.053/48876.5=0.088%(6)碱处理塔的浆水平衡 Q8V8 C 8 已知:Q 6=956.754V 6=47837.7C 6=2%C 8=8% 滤液FQ 3 则:V 8/C 8=956.754/8%=11959.425 Q6V6 C 6FQ 3=V 6-V 8=47837.7-11959.425=35878.275(7)3#高剪切混合器、3#蒸汽混合器的浆水平衡 Q9V9 C 9已知:Q 8=956.754V 8=11959.425 清水W 4 m NaOHC 8=8% C 9=12% 蒸汽q 2 m O2 Q 9=956.754 则:Q 9=Q 8=956.754V 9=Q 9/C 9=956.754/12%=7972.95 Q8V8 C 8 W 4=V 8-V 9=11959.425-7972.95=3986.475m NaOH =Q 9×25kg/t ×0.001=956.754×0.025=23.19kg m O2=Q 9×5kg/t ×0.001=995.754×0.05=4.784kg(8)2#真空洗浆机的浆水平衡 已知:Q 9=9556.754 V 9=7972.95C 9=12% Q10V10 C 10C 10=2% 滤液FQ 4 Q11V11 C 11Q 洗涤=0.5%稀释因子F=2q 漂白=1% 错误!C 9 则:Q 11=(1%+0.5%)Q 10Q 10=Q 9+Q 11 Q 9=956.754 Q 10=971.324 Q 11=14.570V 10=Q 10/C 10=9.71324/2%=48566.21 F=(W -M)m 3/t 浆 M :洗后浆料含水率FQ 4=F ×Q 10/90%+M=FQ 10×90%+V 9×(1-C 9)E0反应塔塔 3#蒸汽混合器 3#高剪切混合器2#真空洗浆机=2×971.324/90%+7972.95×—(1-12%) =49591.75C 11=Q 11/V 11=14.570/49591.75=0.029%(9)D 0塔的浆水平衡 Q12V12 C 12 已知:Q 10=971.324 V 10=48566.2 C 10=2.0% C 12=8.0%则:V 12=Q 12/C 12=971.324/8%=12141.55 滤液FQ 5 Q10V10 C 10FQ 5=V 10-V 12=48566.2-12141.55=36388.73 (10)2#高剪切混合器、2#蒸汽混合器的浆水平衡 已知:Q 12=971.324 V 12=12141.55 C 12=8.0% C 13=12%则:Q 12=Q 12=971.324 Q13V13 C 13V 13=Q 13/C 13=971.324/12%=8094.37 清水W 5 m NaOH W 5=V 12-V 13=12141.55-8094.37 =4083.46 蒸汽q 3 m ClO2m NaOH =Q 13×7.5kg/t ×0.001=7.285kgm ClO2=Q 13×15kg/t ×0.001=14.570kgQ12V12 C 12 (11)1#真空洗浆机的浆水平衡 已知:Q 13=971.324 V 13=8094.37 C 14=2% q 洗涤=0.5%稀释因子F=2 Q14V14 C 14 q 漂白=1.5%则:Q 17=(1.5%+0.5%)Q 14 清水W 2 Q17V17 C 17Q 14=Q 13+Q 17 Q 13=971.324 Q 14=996.229Q 17=24.905 Q13V13 C 13V 14=Q 14/C 14=996.229/2%=49811.45F=(W -M)m 3/t 浆 M :洗后浆料含水率FQ 6=F ×Q 14/90%+M=FQ 14/90%+V 13×(1-C 13)D0塔2#蒸汽混合器 2#高剪切混合器 1#真空洗浆机=2×996.229/90%+8094.37×(1-12%) =9156.2V 17=FQ 6+V 14-V 13=9156.2+49811.45-8094.37 =5087.25C 17=Q 17/V 17=24.905/50873.225=0.049%(12)氧脱木素塔的浆水平衡已知:Q 14=996.229 Q15V15 C 15 V 14=49811.45 C 14=2% C 15=8%则: V 15=Q 15/C 15=996.229/8%=12452.86 滤液FQ 7FQ 7=V 14-V 15=49811.45-12452.86 Q14V14 C 14 =37358.59(13)1#高剪切混合器、1#蒸汽混合器的浆水平衡 已知:Q 15=971.324 V 15=12452.86 C 15=8.0%C 16=9.96% Q16V16 C 16则:Q 16=Q 15=971.324 m NaOHV 16=Q 15/C 16=996.229/9.96% 清水W 6 =10000 m MgSO4W 6=V 15-V 16=12452.86-10000 蒸汽q 4=2452.86 m O2 m NaOH =Q 16×30kg/t ×0.001=29.887kgm O2=Q 16×22kg/t ×0.001=21.917kg Q15V15 C 15 m MgSO4=Q 16×2.7kg/t ×0.001=2.7kg氧脱木素塔 1#蒸汽混合器1#高剪切混合器浆水平衡明细表表浆水平衡明细表序号工段名称纤维量浆料量收支收支1 1#高剪切混合器996.299 996.299 10000 12452.862 氧脱木素塔996.299 996.299 12452.86 49811.453 1#真空洗浆机996.299 971.324 49811.45 8094.374 2#高剪切混合器971.324 971.324 8094.37 12141.555 D0反应塔971.324 971.324 12141.55 48566.26 2#真空洗浆机971.324 956.754 48566.2 7972.957 3#高剪切混合器971.324 956.754 7972.95 11959.4258 E0反应塔956.754 956.754 11959.425 47837.79 3#真空洗浆机956.754 913.7 47837.7 7614.210 4#高剪切混合器913.7 913.7 7614.2 11421.2511 D1反应塔913.7 913.7 11421.25 4568512 4#真空洗浆机913.7 900 45685 750013 漂后贮浆塔900 900 7500 9000设备选型设备平衡计算按照V=0.9QT/C进行设备平衡计算,其中:V--容积(m3)T--塔内停留时间C--浆浓(%)Q--处理浆料量(t/h)(1)氧漂白塔V=0.9QT/C=0.9×(150/22.5)×1/8%=75m3规格及特征:容积75m3浆浓8%直径3000mm 高度18m电机J03-180L-6 22KW 1台(2)D0反应塔V=0.9QT/C=0.9×(150/22.5)×2.5/8%=188m3根据计算选择ZPT升流式中浓二氧化氯漂白塔规格及特征:容积188m3浆浓8%直径3000mm 高度18m电机J03-180L-6 22KW 2台(3)E0反应塔V=039QT/C=0.9×(150/22.5)×1.5/8%=113m3根据计算选择ZPT23升流式碱化塔规格及特征:容积1138m3浆浓8%直径3000mm 高度28m电机J03-180L-6 22KW 2台循环器直径750mm 2台针形阀直径40mm 4个(4)D1反应塔V=0.9×(300/22.5)×3/10%=180m3根据计算选择ZPT升流式中浓二氧化氯漂白塔塔规格及特征:容积180m3浆浓8%直径3000mm 高度28m电机J03-180L-6 22KW 2台循环器直径750mm 2台针形阀直径40mm 4个(5)贮浆塔(立式)V=0.9×(150/22.5)×3/10%=180m3根据计算选择ZPT5升流式氯化塔规格及特征:容积180m3浆浓10%直径3000mm 高度14m电机J03-180L-6 22KW 2台循环器直径750mm 2台针形阀直径40mm 4个(6)中浓高剪切混合器根据计算选择ZPT23中浓高剪切混合器规格及特征:型号ZPT23 工作温度<100℃搅拌器转速1000r/min进浆口℃ Ø400mm×500m出浆口℃ Ø400mm×500m电机J03-200L-4 40KW 1台(7)真空洗浆机选用平面鼓式真空洗浆机,本系列鼓式真空洗浆机为大中型制浆造纸厂较为理想的洗涤设备,用于漂白工段浆料洗涤,也可以用来洗涤粗浆。