五金行业品保部来料检验报告样板
来料检验报告模板doc
引言:来料检验是生产过程中非常重要的环节,通过对所采购的原材料、零部件或成品进行检验,能够保证产品的质量符合要求,提高产品的可靠性和稳定性。
针对这一过程,编制来料检验报告是必不可少的工作之一。
本文将为大家提供一份来料检验报告模板,帮助您更好地完成来料检验工作。
概述:正文内容:一、来料检验报告模板1.供应商信息:a.供应商名称:填写供应商的全称或简称;b.供应商联系人:填写供应商的联系人姓名;c.供应商联系方式:填写供应商的联系方式和电子。
2.材料信息:a.材料名称:填写所采购的材料名称;b.材料批次:填写所采购的材料的批次号;c.材料规格:填写所采购的材料的规格;d.生产日期:填写材料的生产日期;e.保质期限:填写材料的保质期限。
3.来料检验项目:a.外观检查:i.外观质量:描述材料外观的质量状况;ii.表面缺陷:描述材料表面是否存在缺陷。
b.尺寸检验:i.尺寸测量:记录并评估材料的尺寸是否符合规定要求;ii.公差范围:填写尺寸的公差范围。
c.力学性能检验:i.强度测试:记录材料的强度指标;ii.韧性测试:记录材料的韧性指标。
d.化学成分检验:i.主要成分:填写材料的主要化学成分比例;ii.杂质含量:记录材料中杂质的含量。
e.包装检验:i.包装情况:描述材料的包装状况;ii.包装标志:填写材料的包装标志。
4.来料检验结果:a.合格数量:填写通过检验的材料数量;b.不合格数量:填写未通过检验的材料数量;c.总数量:填写所检验材料的总数量;d.不合格项:记录不合格材料的具体项目。
5.检验员签名:a.检验员姓名:填写检验员的姓名;b.检验员签名:检验员在此处签名确认。
总结:来料检验报告是保证产品质量的重要环节,通过对所采购的材料进行全面细致的检验,能够有效避免因原材料或零部件质量问题导致的产品失效或安全隐患。
通过合理编写和使用来料检验报告模板,能够提高检验工作的效率和准确性,确保产品质量符合要求。
来料检验报告结果模板怎么写

来料检验报告结果模板怎么写一、产品信息1. 产品名称:2. 生产日期:3. 来料批号:4. 检验日期:5. 检验人员:二、检验项目及标准| 检验项目 | 检验标准 | 结果 ||-------|-------|-------||外观检查 |符合工艺要求,无异物、污染|合格||尺寸 |符合图纸规定尺寸允差范围 |合格||材质 |符合生产材料标准,无疵点、气泡 |合格||硬度 |硬度测定值符合要求|合格||表面处理 |符合要求的表面处理工艺 |合格||包装 |符合包装要求,无损坏、错漏 |合格|三、检验结果1. 外观检查:产品外观整洁,无明显污染和异物。
2. 尺寸:测量结果均在规定尺寸允许范围内,未超出误差范围。
3. 材质:经放大镜检查,未发现疵点、气泡等缺陷。
4. 硬度:经硬度测试,测定值符合要求。
5. 表面处理:表面处理工艺完好,符合要求。
6. 包装:包装完好,无任何损坏和错漏。
四、检验结论根据以上检验项目及结果,产品符合相关规定的标准要求,检验合格。
五、检验人员签名:___________________(检验人员签名)六、批准人签字:___________________(批准人签名)七、备注:1. 未通过检验项目及处理情况:N/A2. 检验设备及仪器校准情况:N/A此报告仅对此次检验结果负责,若有需要更多信息,请与品质部联系。
制表人:___________________(制表人签名)日期:___________________(报告日期)以上为来料检验报告结果模板,供参考使用。
来料检验报告

结论:
检验员:审核:
来料检验报告பைடு நூலகம்
JL/QR10-81A
产品名称
规格型号
批号/生产日期
批量
检验数量
不合格品数
检验报告编号
检验日期
序号
检验项目
技术要求
检验方法
检验结果
供应商报告
判定结果
1
2
3
4
5
1
外观
无飞边、毛刺、尖角,装配接触面平整;
目视
折弯处不得有裂纹、裂口、撕裂和分层等缺陷;
铆接规整,镀锌白色,标识正确1U211 JOW。
2
尺寸
2×68±0.2
卡尺
19.5±0.1
卡尺
Ø72±0.2
卡尺
4-M6
螺纹规
3
性能
M6铆螺钉应能承受14N·m的扭力。(半年3件)
力矩扳手
4
材质
夹板ST12 t=1.5(±0.08)
查看供应商报告---
铆螺钉强度等级9.8级
5
盐雾试验
48小时不允许出现红锈,基体材料不得腐蚀,镀锌层腐蚀面积不大于总面积的5%,切断面除外。(半年一次)
来料检验报告实用模板.docx

来料检验报告
表单编号 :KB-QC-001
精品文档检测类型:原材料口辅材口外购 ( 协)件口包材口塑料件口胶件口其他口物料名称物料型号物料编号来料数量
供应商来料日期物料批号抽检数量
1、AQL收货依据: MIL-STD-105E
(Ⅱ)允许水准
致命严重轻微CRI: 0.25MAJ:1.0MIN:2.5
2、检验依据:《来料检验指引》允收数AC:AC:AC:拒收数RE:RE:RE:
检验
要求描述(列 5个实测值)不良致命严重轻微
项目数量CTI MIJ MIN 包装
外观
检查
产品
尺寸
合计:
项目要求实际判定
不合格
合格
材质
工艺
要求
功能
总结:□合格□不合格检验员:
三、不合格品处理
□特采 / 让步接收□特采 / 让步接收□特采 / 让步接收□特采 / 让步接收
□挑选使用□挑选使用□挑选使用□挑选使用
□退货□退货□退货□退货
生管部 / 日期:采购部 / 日期:技术部 / 日期:品质部 / 日期:
四、总监确认
签字 / 日期:
精品文档产生费用
注:进料检验流程→供方来料后仓库员附上入库单并报检→进料检验员按报检单型号对照检验标准和图纸进行检验
→ 经检验判定合格并标识且在入库单上签字→通知相关仓库员办理入库;
如经检验后判定不合格并标识→开出进料检验评审单上报部门经理签字确认并执行不合格品评审流程→经评审后
按评审结果执行本批产品处理措施并标识处理结果→进料检验员跟踪处理措施的执行。
来料检验报告模板
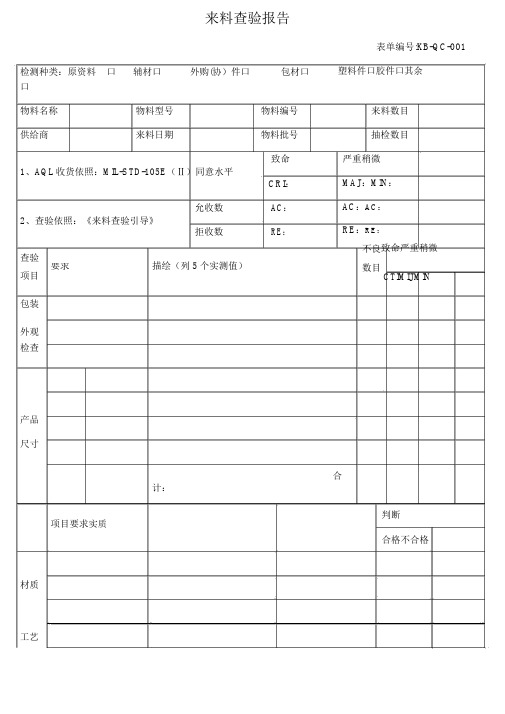
来料查验报告
检测种类:原资料口辅材口外购(协)件口包材口口
物料名称物料型号物料编号
供给商来料日期物料批号
致命
1、AQL收货依照:MIL-STD-105E(Ⅱ)同意水平
CRI:2、查验依照:《来料查验引导》
允收数AC:
拒收数RE:
查验
描绘(列5个实测值)
要求
项目
包装
外观
检查
产品
尺寸
计:
项目要求实质
材质
表单编号:KB-QC-001 塑料件口胶件口其余
来料数目
抽检数目
严重稍微
MAJ:MIN:
AC:AC:
RE:RE:
不良致命严重稍微
数目
CTIMIJMIN
合
判断
合格不合格
工艺
要求功能
总结:□合格□不合格
三、不合格品办理
□特采/退步接收□特采/退步接收□特采/退步接收□精选使用□精选使用□精选使用
□退货□退货□退货
生管部/日期:采买部/日期:技术部/日期:
四、总监确认
署名/日期:
产生花费
查验员:
□特采/退步接收□精选使用
□退货
质量部/日期:
注:进料查验流程→供方来料后库房员附上入库单并报检→进料查验员按报检单型号比较查验标准和图纸进行查验→经查验判断合格并表记且在入库单上署名→通知有关库房员办理入库;
如经查验后判断不合格并表记→开出进料查验评审单上报部门经理署名确认并履行不合格点评审流程→经评审后按评审结果履行本批产品办理举措并表记办理结果→进料查验员追踪办理举措的履行。
来料检验报告模板
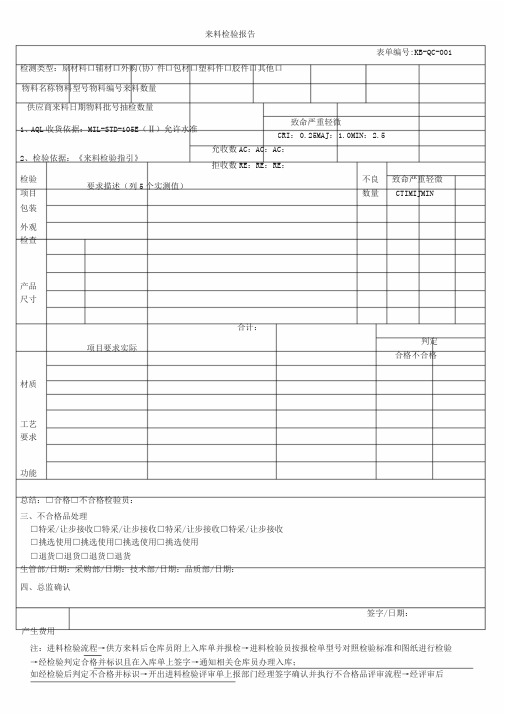
来料检验报告
表单编号:KB-QC-001 检测类型:原材料口辅材口外购(协)件口包材口塑料件口胶件口其他口
物料名称物料型号物料编号来料数量
供应商来料日期物料批号抽检数量
1、AQL收货依据:MIL-STD-105E(Ⅱ)允许水准
致命严重轻微
CRI:0.25MAJ:1.0MIN:2.5
2、检验依据:《来料检验指引》允收数AC:AC:AC:拒收数RE:RE:RE:
检验项目要求描述(列5个实测值)
不良
数量
致命严重轻微
CTIMIJMIN
包装
外观
检查
产品
尺寸
合计:
项目要求实际
判定合格不合格
材质
工艺
要求
功能
总结:□合格□不合格检验员:
三、不合格品处理
□特采/让步接收□特采/让步接收□特采/让步接收□特采/让步接收
□挑选使用□挑选使用□挑选使用□挑选使用
□退货□退货□退货□退货
生管部/日期:采购部/日期:技术部/日期:品质部/日期:
四、总监确认
签字/日期:
产生费用
注:进料检验流程→供方来料后仓库员附上入库单并报检→进料检验员按报检单型号对照检验标准和图纸进行检验→经检验判定合格并标识且在入库单上签字→通知相关仓库员办理入库;
如经检验后判定不合格并标识→开出进料检验评审单上报部门经理签字确认并执行不合格品评审流程→经评审后
按评审结果执行本批产品处理措施并标识处理结果→进料检验员跟踪处理措施的执行。
五金件来料检验报告
2
材质检查:用磁铁或用刀片刮开表层查看方式,检查材质 与资料要求一致。
S-3
试装:五金件与相应部件进行试装:
结构
3
a.配装紧密,符合结构要求不影响产品装配; b.配合良好,不影响功能、安全性;
c.配合螺孔,无打滑或不对位。
4
五金件各卡位,孔位,螺孔位位置正确,无错位、偏位,沉 孔深度与图纸要求相符。
附表1规定的时间,被测样品表面不能有明显锈斑。
功能 附着力测试:用切割刀在表层上以平衡不颤动手法划出间 定量
2
隔2mm的纵横线形成小格,且深达材质之线条,用3M胶纸密 着表面而往上急速拉起3次,表层脱离不多于3格;(表面
经电镀、喷粉、喷油处理的五金件)。
结构尺寸:依据相应工程图纸或样板对五金件结构尺寸进 1 行测量,特别注意装配尺寸的偏差在图纸要求范围内,不
5 五金件螺孔螺纹与要求一致,无漏钻螺纹或螺纹大、小。
以下外观在30CM距离下目视检验,外观不良的鉴定以签板 为参照
1 五金件表面颜色每批一致,与签板不能有明显差异。
2
五金件表面纹路与样板及资料一致,无纹路方向不一或纹 路乱现象。
外观 3 五金件表面无明显刮伤、凹凸、变形;
正常
4 五金件表面无油污、脏污。
检查结果(不良描述)
Cr Ma Mi 不良率
5 五金件边口无批锋、利边。
6 经表面处理的五金件,无露底、杂色、起层。
包装
1
五金件隔离包装,不能有挤压碰撞造成擦伤影响表面处理 。
2 包装箱标识正确与实物一致。
其它 项
处理结果: □接收 检验员
□特采 时间
□挑选
□退货 审核:
五金材料进料检验报告
物料名称
物料编码
/
规格型号
供方名称
送检数量
□抽检
□全检
检验方式
注:抽检采用MIL-STD-105E 正常检验单次抽样方案
检验记录
检验项目
检验标准
检验日期
外观 1.表面无毛刺、擦伤、划痕、生锈,变形、缺胶;
Байду номын сангаас
尺寸 1.宽度:
2.厚度:
性能 轮子是否灵活?
螺丝是否拧紧?
刹车是否灵敏?
包装 1.物料是否标识清楚,与采购单要求的一致;摆放是否整齐;
检验结果 OK□ NG□ OK□ NG□ OK□ NG□ OK□ NG□ OK□ NG□ OK□ NG□ OK□ NG□
品质判定 □允收 □拒收
审核:
□ 退货
不合格评审
□ 特采 □ 挑选
□ 其它
采购意见: 生管意见: 工程意见: 生产意见: 经理意见:
备注
检验员:
QR:QC-001(A/0)
五金端子进料检验报告表
物料名称来料数量采购单号物料编号抽验数量检验日期检验区分检验判定检验频率检验工具缺陷等级判定规格每批次目视MI 外观/颜色每批次目视MI 数量每批次目视MI 包装每批次目视MI 标识每批次目视MI 尺寸1每批次卡尺MA 尺寸2每批次卡尺MA 尺寸3每批次卡尺MA 尺寸4每批次卡尺MA 尺寸5每批次卡尺MA 尺寸6每批次卡尺MA 阻燃试验每批次燃烧箱MI 耐热试验每批次电烙铁/注塑MI 盐雾试验每批次盐雾试验机MI 插拔力试验每批次插拔力计Pb 每批次CR Hg 每批次CR Cd 每批次CR Cr 每批次CR PBBs 每批次CR PBDEs 每批次CR 每批次目视MA备注□允许 □重工□批退 □选别□特采□紧急放行送货单号五金端子进料检验报告供应商一外观依采购单或供应商规格书无杂色、破损、刮伤等现象,颜色与样品对比无明显色差.实际数量必须与包装袋上标示数量一致包装箱(袋)良好,无破损等內容完整與實物相符二尺寸1000ppm以下1000ppm以下三性能依承认样品与安规标准依承认样品与生产工艺依产品特性要求与供应商规格书依承认样品与行业标准产品一致性与认证产品申报供应商一致核准: 审核: 检验员:依客户测试报告为准四ROHS 300ppm以下1000ppm以下75ppm以下1000ppm以下检验项目检验标准□加严检验□正常检验□挑批检验□免检抽样计划: 1.外观按MIL-STD-105E Ⅱ次抽样 AQL: CR=0 MA=0.4MI=0.65 2.功能、尺寸按MIL-STD-105E S-2级抽样水准抽样 AQL:Ac=0;Re=1 3.破坏性实验抽样3PCS 检验结果。
来料检验报告模板
.
来料检验报告
表单编号:KB-QC-001
注:进料检验流程→供方来料后仓库员附上入库单并报检→进料检验员按报检单型号对照检验标准和图纸进行检验→经检验判定合格并标识且在入库单上签字→通知相关仓库员办理入库;
如经检验后判定不合格并标识→开出进料检验评审单上报部门经理签字确认并执行不合格品评审流程→经评审后按评审结果执行本批产品处理措施并标识处理结果→进料检验员跟踪处理措施的执行。
如有侵权请联系告知删除,感谢你们的配合!。