石油钻杆技术参数
石油钻井设备与工具-王镇全 第二节 螺杆钻具

定子
转子 转动 方向
封线,形成一Байду номын сангаас一个的密封空
腔。 当具有一定能量的压力液
进入转、定子形成的密封腔,
并从马达的一端流到另一端时, 推动转子在定子中转动,将液 压能转换为机械能,这就是螺 杆马达的基本工作原理。
液流
万向节
3、螺杆马达的机械特性分析
在不计损失时,根据容积式机械工作过程中的能量守恒,在单
1.2 井底温度
型有一定要求外,还要求转子与定子的长度须不小于最小
限度,即最小长度要大于螺距。 转子轴线和定子轴线间有一距离,称为偏心距,一般 以e 表示。
2 、工作原理
螺杆钻具是一种容积式(液压式)机械,其理论基础基于帕斯卡原 理.。
P1>P2
P2
P1
转子和定子具有特殊的啮
合结构,啮合点沿轴向经大于 一个螺距的距离后形成螺旋密
能转换为机械能。
特殊说明
旁通阀不是螺杆钻具工作时的必须部件。在
水平钻井中,为了防止停泵时环空钻井液内的岩 屑从旁通阀的筛板进人马达,往往不装旁通阀, 或把旁通阀的弹簧取出来使旁通阀呈常闭状态, 而在直井段的钻柱上安装一个钻柱旁通阀,来代 替钻具旁通阀的作用。
二、马达的结构及工作原理
1、马达的组成及结构简介
速大扭矩特性。
三) 万向轴总成
万向轴总成由两个元件组成:壳体和万 向轴。壳体通过上、下锥螺纹分别和马达 定子壳下端及传动轴壳体上端相连接。
直螺杆钻具的万向轴壳体无结构弯角, 而弯壳体螺杆钻具万向轴壳体则是一个带 有结构弯角的弯壳体。
万向轴有几种不同的结构形式, 例如应用最普遍的为瓣型连接轴和挠 性连接轴(有一定柔度、上下两端为 连接螺纹的光轴)以及其他形式的万 向轴。万向轴的上端和马达转子下端 相连,而下端则和传动轴上端的导帽 相连。
zj40j钻机技术参数
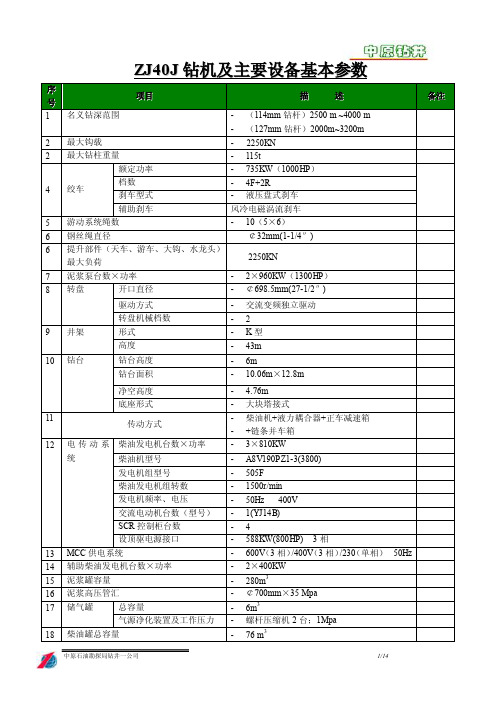
辅助刹车
风冷电磁涡流刹车
5 游动系统绳数
- 10(5³6)
6 钢丝绳直径
¢32mm(1-1/4″)
6 提升部件(天车、游车、大钩、水龙头) 最大负荷
2250KN
7 泥浆泵台数³功率
8 转盘
开口直径
- 2³960KW(1300HP) - ¢698.5mm(27-1/2″)
9 井架
驱动方式 转盘机械档数 形式 高度
- 重量:1480kg
- 生产厂家:兰石化工机器总厂
7.3 ¢500 惯 性刹车装 - 离合器型号:LT800/125
置
- 极限扭矩:810 公斤
- 工作压力:7-9kg/cm2
- 外形尺寸:720³154³800mm
- 重量:41.2kg
- 生产厂家:兰石化工机器总厂
8
绞车
-
8.1 绞车主参数
- 型号:JC-40
1台
- 最大钩载:2250KN
- 主钩直径:¢160mm
- 付钩直径:¢100mm
- 弹簧工作行程:180mm
- 弹簧负荷:
-
工作形成开始时:27.15kN
-
工作行程中止时:53.56kN
- 主钩口开品尺寸:190mm
- 钩身旋转半径:420 mm
- 外形尺寸(长³宽³高):2545³720³750mm
-
冬季 L-HV32 低温抗磨液压油
-
单泵额定流量:18L/min
-
油箱容积:80L
-
电机功率:2.2KW
-
蓄能器容量:4³6.3L
-
加热器功率:1KW
-
冷却水流量:2m3/h
-
外形尺寸:1160³960³1220
石油钻井用各类卡瓦牙规格型号

7 5/8(HYC) 7 5 1/2 4 1/2
牙板
3 1/2 (24774)
2 7/8 (30358)
2 7/8 (24773)
2 3/8 (29255)
2 1/16 (29256)
2
(29256)
1.9 (29257)
1.66 (29258)
1.315 (29259)
7 5/8 (70010)
DCS-S
3’’~4’’
2628
3’’~4’’
4’’~4 7/8’’
2620
4’’~4 7/8’’
DCS- R 4 1/2’’~6’’
2628
4 1/2’’~6’’
全套数量(块) 144 144 144 156 168 180 204 216 252 300 312 360 396 444 156 168 192 49 49 63
单 台 数 量(块) 240 240 210 210 180 180 150 150 150 90 90 90
套管卡瓦、钻铤卡瓦
套管卡瓦、钻WG6 5/8/200T 2628
6 5/8’’
WG7/200T
2619
7’’
WG7 5/8/200T 2630
45
2166
45
2167
45
2168
45
2169
45
2170
45
2163
54
2164
54
2165
54
2168
54
2166
54
2167
54
2168
54
2169
54
2170
54
Y 系列卡瓦式吊卡牙板
石油钻机型式与基本参数标准
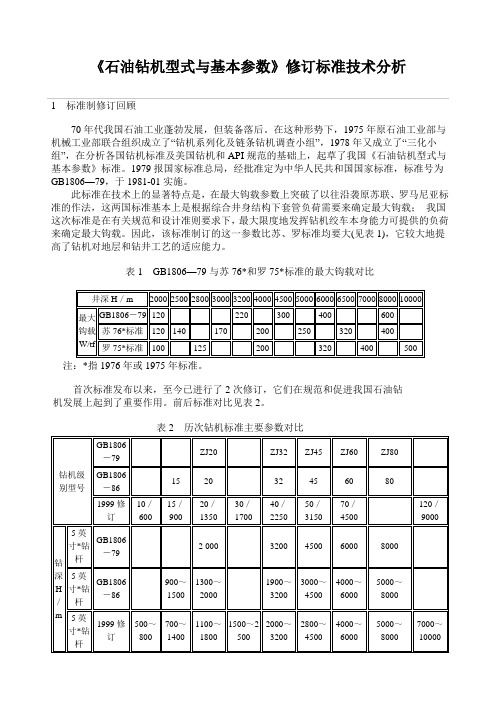
《石油钻机型式与基本参数》修订标准技术分析1标准制修订回顾70年代我国石油工业蓬勃发展,但装备落后。
在这种形势下,1975年原石油工业部与机械工业部联合组织成立了“钻机系列化及链条钻机调查小组”,1978年又成立了“三化小组”,在分析各国钻机标准及美国钻机和API规范的基础上,起草了我国《石油钻机型式与基本参数》标准。
1979报国家标准总局,经批准定为中华人民共和国国家标准,标准号为GB1806—79,于1981-01实施。
此标准在技术上的显著特点是,在最大钩载参数上突破了以往沿袭原苏联、罗马尼亚标准的作法,这两国标准基本上是根据综合井身结构下套管负荷需要来确定最大钩载;我国这次标准是在有关规范和设计准则要求下,最大限度地发挥钻机绞车本身能力可提供的负荷来确定最大钩载。
因此,该标准制订的这一参数比苏、罗标准均要大(见表1),它较大地提高了钻机对地层和钻井工艺的适应能力。
表1GB1806—79与苏76*和罗75*标准的最大钩载对比注:*指1976年或1975年标准。
首次标准发布以来,至今已进行了2次修订,它们在规范和促进我国石油钻机发展上起到了重要作用。
前后标准对比见表2。
表2历次钻机标准主要参数对比2美国石油钻机技术基本作法美国在世界石油钻机技术和销售量上均属首位,与国际技术接轨实质上是与以美国为代表的技术作法及采用API规范接轨。
我国石油钻机标准采纳了这一趋向。
就普遍使用的机械驱动钻机而言,美国在60年代已达成熟阶段,从那时至70年代其石油机械制造业得到迅速发展。
钻机制造公司主要有8大家,统计1973年美国286个陆地和40个海洋钻井公司使用的1 891台钻机,这8家所占比例达90%,其中尤以National、Emsco、Ideco公司为甚,它们所占比例分别为,National30.8%,Emscoo 13.9%,Ideco10.7%,Oil Well8.25%,Mid-Continent8.25%,Wilson7.15%,Cardner-Denver5.15%,Brewster4.85%。
5″非标钻杆使用手册
使用手册5″×18°非标钻杆使用规程为了适应塔里木钻井的需要,由塔里木油田、西南石油学院等共同开发研制设计,由宝钢、渤海能克钻杆公司生产的5″×9.65mm非标钻杆,现已在塔里木油田通过验收,即将投入试用。
非标钻杆主要特点是优化了过渡带的结构,提高了钻杆防刺漏性能,同时加大了接头水眼尺寸,使水马力能得到充分利用,提高机械钻速。
本手册根据非标钻杆的特性,提供了其性能参数和使用规程以及与普通钻杆的对比说明。
1.非标钻杆几何尺寸图 1 5"×18°非标钻杆结构图2.非标钻杆的性能参数表 1 5"非标钻杆规范性能表 2 5"非标钻杆接头18°斜坡承载能力3.非标钻杆与普通钻杆的比较非标钻杆和普通钻杆相比,主要不同点有:连接螺纹NC52T,接头外径172mm,公接头内径88.9mm,母接头内径为100mm,管体内径106.2mm,其它具体详见下表。
表 2 非标钻杆与普通钻杆的基本参数对照4.非标钻杆现场使用规程为了能在现场得到更好的试用效果、以及将来对效果的评价,我们将对这批钻杆进行跟踪管理,及时收集现场使用资料,望井队密切配合。
非标钻杆的现场使用与管理请遵守以下条例:(1)钻杆到井后,井队应核对每车钻杆的数量,查看护丝是否齐全;(2)从车上卸货后,请将钻杆按内螺纹端朝向钻台方向整齐排列在管架台上,并将护丝戴好,叠放层数不超过4层,层与层之间用垫杠隔离,垫杠上下对齐。
(3)钻杆护丝卸下后应妥善保管,避免摔坏或丢失;(4)钻杆上钻台前螺纹要用清洁溶剂油清洗干净;(5)上下钻台戴好护丝,避免碰坏螺纹;(6)钻杆下井前,其螺纹及台肩部分请涂敷合格的螺纹脂,使用过程中,请注意将螺纹脂加盖存放,避免落进沙粒、泥浆等杂物磨损螺纹;(7)接单根时请注意平稳提放,防止钻杆丝扣的碰伤;(8)上扣时把握好钻杆紧扣扭矩,使用调整好参数的液压大钳,每隔5天校对一次液压大钳压力。
T型钻井技术
垂深 m
2324.14 2324.33 2324.53 2324.72 2324.92 2325.10 2325.28 2325.45 2325.60 2325.74 2325.86 2325.96 2326.03 2326.06 2326.09 2326.10 2326.11 2326.12 2326.12 2326.11 2326.00★ 2313.90★ 2313.63 2313.40
方位 °
289.17 307.19 337.97 11.92 33.69 45.78 53.04 57.87 61.36 64.06 66.26 68.14 69.80 70.58 71.34 72.07 72.79 73.51 74.22 74.94 75.22 75.22 75.22 75.22
钻,使高含水井复活
三、应用领域设想
应用领域6:水平井压裂
该技术是在T型钻井技术的基 础上,利用柔性钻具和水平井封 隔器,封隔掉窗口10~20m的裸 眼段,使压裂直接在T型钻孔进 行,可有效避开油层段上、下水 层,防止水淹。
也可用于低渗透及煤层气井增产,页岩气、页岩油探井的改造
三、应用领域设想
应用领域7:针对稠油井、超稠油井
9.0
80
24
9.0
81
24
9.0
81
24
9.0
80
24
9.0
81
24
9.0
81
产油/t
0.96 0.96 1.48 1.48 1.58 1.58 1.79 1.38 1.38 1.87 1.97 1.80 1.9 1.8 1.8 1.71 1.71 1.8 1.71 1.71
成功实施例2
所属油田区块
ZJ50钻机参数
ZJ50/3150D石油钻机配套技术参数XSL-450两用水龙头:最大静载荷4500kN最高转速300rpm最高工作压力35MPa中心管直径75mm和中心管接(螺纹)75/REG—LH8REG—LH 和方钻杆接(螺纹)65/8鹅颈管接头螺纹或4″油壬4LP 8牙/in 风动马达型号FMS—20额定转速2800rpm功率14.7kW额定气压0.7-0.9MPa 空气消耗量18m3/min进气管线Rc11/2额定旋扣转速80rpm最大旋扣转矩3000N·m ZP375转盘:额定静负荷5850KN最高转速300rpm最大工作扭矩32362N.m开口直径952.5mm(371/2 in)传动比 3.56外形尺寸(长×宽×高) 2468×1810×718㎜重量7970KgJC50D绞车:额定输入功率1100KW最大快绳拉力350KN钢丝绳直径Φ35mm挡绳4正4反刹车盘尺寸Φ1600x75mm主刹车液压盘式刹车辅助刹车电磁涡流刹车ZP375转盘独立驱动链条箱配套转盘型号ZP375转盘转盘输出转速0~128r/min;0~252r/min 配套电机型号及功率YZ08A 800KW额定输入转速n=970r/min额定输入扭矩T=8033N.m链条传动比i1=1.08;i2=2.125链条 1 1/2”-4排润滑方式强制润滑外形尺寸2307x720x1011mmTC315天车1.额定载荷3150 kN2.钢丝绳直径Φ35 mm3.主滑轮数6个4.主滑轮外径Φ1270 mm5.导向轮数1个6.导向轮外径Φ1524 mm7.辅助滑轮外径Φ400 mm8.辅助滑轮数4个9.辅助滑轮用钢丝绳直径%c19 mm10.捞砂滑轮外径%c762 mm11.捞砂滑轮数1个12.捞砂滑轮用钢丝绳直径%c14.5 mm13.外形尺寸(长x宽x高)3060x2860x2287(mm)14.重量6130 kg(不含滑轮起重架)YC315游车:型号:YC315型最大钩载:3150 KN滑轮外径:1270 mm钢丝绳直径:35㎜(13/8″)滑轮数量:6个外形尺寸(长×宽×高):2680×1350×974㎜重量:6842㎏DG315大钩:型号:DG315型最大钩载:3150 KN弹簧工作行程:200 mm主钩口开口尺寸:220㎜外形尺寸(长×宽×高):2953×890×830㎜重量:3410㎏。
石油钻杆介绍
API钻杆规定了3个长度级别 1级 18-22FT 2级 27-30FT 3级 38-45FT
我国油田使用2级长度钻杆
API钻杆同一尺寸还规定了不同的公称重量,壁 厚是不同的,通过接头刻槽来标识。
(4)API钻杆接头尺寸
关键工序质量控制简介: (1)接头热处理 钻杆接头热处理:采用可控气氛保护辊底炉进行,根据工件尺寸 制定热处理制度,自动控制炉膛温度、滞炉时间、淬火回火时间, 保证工件批量性能均匀,不脱、渗碳,变形小。
自动布式硬度机100%检查硬度,电脑自动判定,避免了人为误差
接头热处理炉
(2)接头螺纹加日本东芝成型刀片,保证螺纹单项参数稳 定。
饱和硫化氢的环境中720小时不断裂。
抗硫试验报告
250% 200% 150% 100%
50% 0%
管体
冲击韧性对比
C105SS G105
接头
压接部
API要求钻杆接头抗扭强度与管体抗扭强度比不能低于0.8, 接头钢级为120KSi,所以不同钢级和尺寸钻杆所配接头尺寸 不同。
二.钻杆制造工艺
轧管和管端加厚
钻杆接头制造
钻杆摩擦压接过程
三.钻杆质量控制及检验
1.质量控制 (1)API对钻杆钢材的化学成分没有做明确的规定,只是对硫(S)和磷(P)含量 规定不能大于0.030%,其他元素由钢厂决定,炼钢水平、工艺控制和元素配 比直接影响到钢的纯净度和钢的淬透性,最终影响钻杆的综合性能。 (2)管体的轧管、管端加厚和接头的机械加工(主要是螺纹加工)工艺、设 备和质量控制水平决定钻杆的几何尺寸。 (3)管体轧管和管端加厚过程中的加热控制、管体整体热处理、接头热处理 和焊缝热处理控制水平直接影响钻杆成品的综合机械性能,比如冲击韧性、 硬度分布和抗疲劳性能。 (4)管端加厚内过渡带成型控制水平是影响钻杆管体疲劳刺穿的主要因素。
石油钻杆技术参数
石油钻杆技术参数
石油钻杆产品介绍
石油钻杆用于石油油井钻探。
钻杆的特点是壁薄,单位长度重量轻,主要提供泥浆通道、传递拉力和扭矩。
Zy16
石油钻杆是扎制的无缝钢管. 为了加强管体与接头的连接强度, 在钻杆管体两端镦粗加厚. 加厚形式, API 标准分为内加厚. 外加厚和内外加厚三种. 加厚过渡段一般长20~65mm, 最长者可有120~130 mm. TOCT 标准只有内加厚. 外加厚两种.山东中煤工矿物资集团供应
石油钻杆技术参数
钻杆接箍
外径D壁厚b 定尺长度
L
端部螺纹外
径d
每米重量
(kg)
外径D
端部螺纹内
径d
镗孔
直径
长度毛料尺寸
70203000
4500
66.55824.668568.0057217087X14
85253000
4500
81.55836.9910083.00587170102X14
注:钻杆采用每英寸8扣1:16圆锥螺纹,其所接头采用每英寸4扣1:5圆锥螺纹。
石油钻杆螺纹尺寸表
石油钻杆螺纹尺寸表石油钻杆螺纹尺寸表是在石油钻井行业中广泛应用的一个重要标准。
它规定了石油钻杆的螺纹尺寸及相关参数,为钻具的安装和连接提供了准确可靠的依据。
本文将介绍石油钻杆螺纹尺寸表的组成和相关知识,帮助读者更好地理解和应用这一标准。
一、石油钻杆螺纹尺寸表的组成石油钻杆螺纹尺寸表主要由以下几个部分组成:1. 螺纹类型:石油钻杆螺纹尺寸表中列举了不同类型的螺纹,如API螺纹、IF螺纹等。
每种螺纹类型都有其特定的形状和尺寸。
2. 螺纹参数:螺纹参数包括螺距、牙型角、牙条高度等。
这些参数决定了螺纹的精度和可靠性,对于钻具的连接和运输至关重要。
3. 尺寸范围:石油钻杆螺纹尺寸表中给出了每种螺纹类型的尺寸范围。
这些尺寸范围通常根据国际标准进行制定,保证了不同厂家生产出的钻具可以互换使用。
二、石油钻杆螺纹尺寸表的应用石油钻杆螺纹尺寸表广泛应用于石油钻井行业的钻具设计、制造和使用过程。
它的应用主要包括以下几个方面:1. 钻井设备设计:石油钻杆螺纹尺寸表为钻具制造商提供了设计和生产的准确依据。
制定统一的螺纹尺寸和标准,可以避免由于螺纹不匹配而导致的泄漏和故障等问题。
2. 钻具连接:使用石油钻杆螺纹尺寸表,可以确保钻具连接紧密、可靠。
螺纹尺寸的统一规范,使得不同厂家生产的钻具可以互换使用,提高了钻井作业的效率和安全性。
3. 钻具维护和检修:石油钻杆螺纹尺寸表对于钻具的维护和检修也非常重要。
根据尺寸表中给出的尺寸范围,可以及时更换磨损和受损的钻具螺纹,延长钻具的使用寿命。
三、石油钻杆螺纹尺寸表的标准化石油钻杆螺纹尺寸表的标准化是保证钻井作业安全和高效的重要保障。
目前,国际上主要采用的是API标准,即美国石油学会制定的螺纹尺寸标准。
根据API标准,石油钻杆螺纹尺寸表分为几个系列,如NC系列、REG系列等。
每个系列又根据螺纹类型和尺寸范围进行了详细划分。
这样的标准化设计使得钻具的选择、使用和维护变得更加简便和规范。
四、石油钻杆螺纹尺寸表的未来发展随着石油钻井技术的不断进步和需求的变化,石油钻杆螺纹尺寸表也在不断发展和完善。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
★标准Standard:
API SPEC 5D API SPEC 7
★简介Brief introduction
采用先进的数控中频管体全长加热炉,淬火机,回火炉进行精确的热处理工艺;工具接头调质后数控管螺纹车床加工,丝扣镀铜或磷化;自主研发的1200T半自动全液压镦管机保证管端加厚尺寸满足API SPEC 5D标准要求;数控摩擦焊机确保焊接质量,内外同时冷却的热处理工艺,机械性能更稳定;液压校直机保证管体的同轴度;根根全程记录,保证产品的可追溯性;严格的加工工艺确保钻杆整体机械性能。
注:1、EU-外加厚 IU-内加厚 IEU-内外加厚
2、工具接头螺纹形式:右旋,左旋
3、工具接头螺纹处理:镀铜或磷化
★机械性能Mechanical Performance:。