钢渣热量计算1
转炉炼钢物料平衡和热平衡计算 模板-
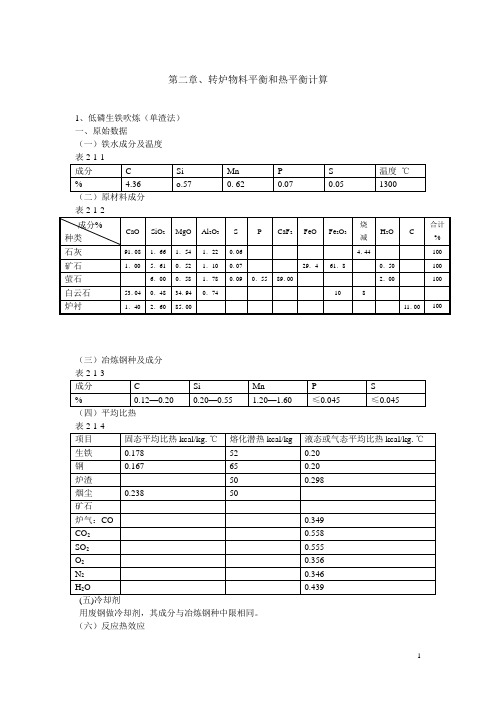
第二章、转炉物料平衡和热平衡计算1、低磷生铁吹炼(单渣法)一、原始数据(一)铁水成分及温度(二)原材料成分(三)冶炼钢种及成分(四)平均比热(五)冷却剂用废钢做冷却剂,其成分与冶炼钢种中限相同。
(六)反应热效应反应热效应通常采用25℃为参考温度,比较常用的反应数据见表2-1-5(七)根据国内转炉实测数据选取1、渣中铁珠量为渣量的2.5%;2、金属中[C]假定85%氧化成CO,15%氧化成CO2;3、喷溅铁损为铁水量的0.3%;4、取炉气平均温度1450℃,自由氧含量0.5%,烟尘量为铁水量的1.8%,其中FeO=75%,Fe203=22%;5、炉衬侵蚀量为铁水量的0.15%;6、氧气成分为98.9% O2,1.5% N2。
根据铁水成分,渣料质量,采用单渣不留渣操作。
先以100公斤铁水为计算基础。
(一)炉渣及其成分的计算1、铁水中各元素氧化量表2-1-6成分,kgC Si Mn P S 合计项目铁水 4.36 0.57 0.62 0.07 0.05终点钢水0.13 痕迹0.13 0.008 0.019氧化量 4.23 0.57 0.49 0.062 0.031 5.308 [C]:取终点钢水含碳量0.15%;[Si]:在碱性氧气转炉炼钢中,铁水中的Si几乎全部被氧化;[Mn]:顶底复吹转炉残锰量取60%;[P]:采用低磷铁水吹炼,铁水中磷90%进入炉渣,10%留在钢中;[S]:氧气转炉去硫率不高,取40%。
2、各元素氧化量,耗氧量及其氧化产物量见表2-1-73、造渣剂成分及数量根据国内同类转炉有关数据选取1)矿石加入量及成分矿石加入量为1.00公斤/100公斤铁水,成分及重量见表2-1-82)萤石加入量及成分萤石加入量为0.30kg/kg铁水,其成分及重量见表2-1-93)炉衬侵蚀量为0.200公斤/100公斤铁水,其成分及重量见2-1-104)生白云石加入量及成分加入的白云石后,须保证渣中(MgO)含量在6—8%之间,经试算后取轻烧白云石加入量为1.2公斤/100公斤铁水。
钢铁烧结工序能耗计算公式
钢铁烧结工序能耗计算公式钢铁烧结是钢铁生产过程中的重要工序之一,它将粉状的铁矿石和其他原料通过高温烧结成块状的烧结矿,为高炉冶炼提供原料。
在钢铁烧结工序中,能源的消耗是一个重要的成本因素,同时也是环境保护的关键问题。
因此,对钢铁烧结工序的能耗进行合理的计算和控制,对于提高生产效率、降低生产成本、减少环境污染具有重要意义。
钢铁烧结工序的能耗主要包括燃料能耗和电能耗两部分。
燃料能耗是指在烧结过程中所需的燃料消耗,包括焦炭、煤粉等;电能耗则是指在烧结过程中所需的电力消耗。
为了对钢铁烧结工序的能耗进行合理的计算,可以采用如下的能耗计算公式:总能耗 = 燃料能耗 + 电能耗。
其中,燃料能耗可以通过以下公式进行计算:燃料能耗 = 燃料消耗量×燃料热值。
而电能耗则可以通过以下公式进行计算:电能耗 = 电能消耗量×电能单价。
通过以上的能耗计算公式,可以对钢铁烧结工序的能耗进行合理的计算,为生产管理和成本控制提供重要的依据。
在钢铁烧结工序中,燃料能耗是一个重要的能源消耗部分。
燃料消耗量是指在烧结过程中所需的燃料的消耗量,通常以吨烧结矿为单位进行计量。
而燃料的热值则是指单位燃料所释放的热量,通常以焦炭或煤粉的热值进行计算。
通过燃料能耗的计算公式,可以对燃料的消耗情况进行合理的评估,为优化燃料的使用提供依据。
另外,电能耗也是钢铁烧结工序中的重要能耗部分。
电能消耗量是指在烧结过程中所需的电能的消耗量,通常以千瓦时为单位进行计量。
而电能单价则是指单位电能的价格,通常以元/千瓦时为单位进行计算。
通过电能耗的计算公式,可以对电能的使用情况进行合理的评估,为降低电能消耗提供依据。
除了能耗的计算,钢铁烧结工序中还可以采取一系列的节能措施,进一步降低能耗。
例如,可以优化燃料的配比和燃烧条件,提高燃料的利用率;可以采用先进的烧结设备和技术,提高生产效率;可以采用余热回收技术,充分利用余热资源。
通过这些节能措施的实施,可以进一步降低钢铁烧结工序的能耗,减少生产成本,提高经济效益。
垃圾热值计算方法最新版本

垃圾热值计算方法入炉垃圾低位热值(Kcal/kg)=(A—B*入炉垃圾数+D*运出灰渣量)/C入炉垃圾数A=入余热锅炉总热量=(蒸汽焓值—给水焓值)*蒸汽总量/锅炉效率B=每燃烧一吨入炉垃圾需要热空气热量=每燃烧一吨入炉垃圾需要空气量*比热*温升C=焚烧炉燃烧效率=[1--(灰渣酌减率*焚烧炉排出干渣数量/入炉垃圾数量)]*100D=每吨运出灰渣带出热量=每吨干渣带出热量*(1—含水率)E=渗沥液率影响热值=24.4*渗沥液率/4.1868入厂垃圾低位热值(Kcal/kg)=入炉垃圾热值(Kcal/kg)*(1-渗沥液率)- E说明:1.进入焚烧炉空气为热空气,热空气(忽略热风管道散热及少量漏风)在焚烧炉内为垃圾提供必要的氧气燃烧后(氧气有剩余)全部进入余热锅炉,其所携带的热量全部带入余热锅炉,热空气及垃圾挥发物在余热锅炉内继续燃烧,至烟气排出段含氧量约6-8%,由热空气组成的烟气从锅炉尾部排出,其排烟、连排、定排及其它散热损失均由余热锅炉热效率综合考虑。
2.焚烧炉漏风及炉墙散热损失很少,忽略,未计算,如增加此项会增加计算垃圾热值。
3.垃圾发酵后温度较低(约30-40℃,垃圾比热不详),忽略,未计算,如增加此项会减少计算垃圾热值。
4.C、D按实测灰渣酌减率及灰渣含水率计算。
按锅炉出口蒸汽焓值(3.9MPa 395℃)3200KJ/KG 给水温度为125℃锅炉产生蒸汽吸收的焓值为3200-125*4.1868=2676 KJ/KG根据厂家提供的物料平衡图计算每吨垃圾需要的一次风空气量为2656Nm³/吨,计算按温升180℃。
燃烧每吨垃圾热空气提供的热值为B=2656*1.33*180=635846KJ/T2015年12月垃圾入场总量为24113t,入炉垃圾总量为18887吨,总产蒸汽量为28306吨,渗沥液率为23.32%。
灰渣酌减率为7.85%,灰渣温度为280℃,排渣焓为400Kcal/kg,灰渣含水率为18.74%,运出渣为6370t。
垃圾热值计算方法
垃圾热值计算方法入炉垃圾低位热值(Kcal/kg)=(A—B*入炉垃圾数+D*运出灰渣量)/C入炉垃圾数A=入余热锅炉总热量=(蒸汽焓值—给水焓值)*蒸汽总量/锅炉效率B=每燃烧一吨入炉垃圾需要热空气热量=每燃烧一吨入炉垃圾需要空气量*比热*温升C=焚烧炉燃烧效率=[1--(灰渣酌减率*焚烧炉排出干渣数量/入炉垃圾数量)]*100D=每吨运出灰渣带出热量=每吨干渣带出热量*(1—含水率)E=渗沥液率影响热值=24.4*渗沥液率/4.1868入厂垃圾低位热值(Kcal/kg)=入炉垃圾热值(Kcal/kg)*(1-渗沥液率)- E说明:1.进入焚烧炉空气为热空气,热空气(忽略热风管道散热及少量漏风)在焚烧炉内为垃圾提供必要的氧气燃烧后(氧气有剩余)全部进入余热锅炉,其所携带的热量全部带入余热锅炉,热空气及垃圾挥发物在余热锅炉内继续燃烧,至烟气排出段含氧量约6-8%,由热空气组成的烟气从锅炉尾部排出,其排烟、连排、定排及其它散热损失均由余热锅炉热效率综合考虑。
2.焚烧炉漏风及炉墙散热损失很少,忽略,未计算,如增加此项会增加计算垃圾热值。
3.垃圾发酵后温度较低(约30-40℃,垃圾比热不详),忽略,未计算,如增加此项会减少计算垃圾热值。
4.C、D按实测灰渣酌减率及灰渣含水率计算。
按锅炉出口蒸汽焓值(3.9MPa 395℃)3200KJ/KG 给水温度为125℃锅炉产生蒸汽吸收的焓值为3200-125*4.1868=2676 KJ/KG根据厂家提供的物料平衡图计算每吨垃圾需要的一次风空气量为2656Nm³/吨,计算按温升180℃。
燃烧每吨垃圾热空气提供的热值为B=2656*1.33*180=635846KJ/T2015年12月垃圾入场总量为24113t,入炉垃圾总量为18887吨,总产蒸汽量为28306吨,渗沥液率为23.32%。
灰渣酌减率为7.85%,灰渣温度为280℃,排渣焓为400Kcal/kg,灰渣含水率为18.74%,运出渣为6370t。
炼钢部分各种计算公式汇总
炼钢部分各种计算公式汇总炼钢是一种重要的冶金过程,主要目的是将生铁转变为钢。
在炼钢的过程中,需要进行各种计算来确定炼钢参数、优化工艺和预测产量。
下面是一些与炼钢相关的计算公式的汇总:1.燃烧热量计算:燃烧热量=燃料质量×单位质量热值2.炉渣配方计算:炉渣配方=矿石配比×燃烧热量×炉渣比例系数3.冶炼时间计算:冶炼时间=铁水重量×铁水温度变化速率4.预测炉渣生成量:炉渣生成量=生铁质量×炉渣产率5.炼钢原料使用量计算:炼钢原料使用量=铁水重量×原料炉渣率6.炉渣温度计算:炉渣温度=炉渣初始温度+(燃料热量/炉渣质量)-(冷却损失+辐射损失)7.冶金反应热计算:冶金反应热=反应物的热值-生成物的热值8.炉温控制计算:炉温控制=炉温目标值-炉温测量值9.耗氧量计算:耗氧量=氧气流量×氧浓度×燃烧公式系数10.炉渣替代率计算:炉渣替代率=炉渣替代量/炉渣生成量11.冷却水量计算:冷却水量=冷却热量/剪切热12.制氧气量计算:制氧气量=铁水含氧量×铁水重量×(氧气纯度/100)13.吹氧流量计算:吹氧流量=制氧气量/铁水供氧时间14.坩埚温度计算:坩埚温度=铁水温度+气氛温度15.炉水质量计算:炉水质量=炉水比例×矿石质量以上是一些与炼钢相关的计算公式的汇总。
当然,实际的炼钢过程非常复杂,还需要考虑其他因素如温度、压力、流量等等。
这些公式只是提供了一些基本的计算方法,实际应用中还需要根据具体情况进行适当的调整和修正。
钢铁厂废热比例

钢铁厂废热比例钢铁厂是能源消耗较大的行业,其生产过程中产生大量废热。
废热是指在生产过程中产生的高温热能,如果不进行合理利用,将会造成能源的浪费和环境的污染。
因此,钢铁厂废热比例成为了一个重要的指标,用于评估钢铁厂能源利用的效率。
钢铁厂生产过程中的废热主要来自两个方面,一个是高炉煤气的余热,另一个是炼钢炉炉渣的热量。
高炉煤气的余热指的是高炉炼铁过程中,产生的煤气经过热交换,将煤气中的热能转移到炉料上,使炉料预热。
炼钢炉炉渣的热量则是指炉渣中的热能,炉渣是炼钢炉中的一种炉渣物质,其热量可以通过热交换设备进行回收利用。
钢铁厂废热比例的计算方法为:废热比例 = (废热利用量 / 总废热量)× 100%其中,废热利用量指的是钢铁厂在生产过程中利用废热产生的热能,用于供热、供电或其他用途的热能。
总废热量是指钢铁厂在生产过程中产生的全部废热热量,包括高炉煤气的余热和炼钢炉炉渣的热量。
钢铁厂废热比例的提高可以通过以下措施来实现:1.热交换技术的应用:钢铁厂可以通过热交换器将煤气中的热能传递给炉料,使炉料预热,减少能源的消耗。
同时,炉渣中的热量也可以通过热交换器回收利用。
2.余热发电技术的应用:钢铁厂可以利用高炉煤气的余热通过热电联产技术发电,将热能转化为电能,提高能源利用效率。
3.废热利用系统的优化:钢铁厂可以对废热利用系统进行优化,提高热能回收的效率。
例如,可以加装热回收设备,增加废热利用量。
4.能源管理的改进:钢铁厂可以加强能源管理,优化生产过程,降低能源消耗。
通过提高设备的能效,减少能源的浪费,从根本上提高废热比例。
通过以上措施的实施,钢铁厂废热比例可以得到有效提高。
提高废热比例不仅能够减少能源的浪费,降低生产成本,还能够减少环境污染,减少温室气体的排放,对于实现可持续发展具有重要意义。
总之,钢铁厂废热比例是衡量钢铁厂能源利用效率的重要指标。
通过合理利用高炉煤气的余热和炼钢炉炉渣的热量,加强能源管理,优化废热利用系统,可以有效提高废热比例,实现能源的高效利用,为钢铁行业的可持续发展做出贡献。
炼钢部分各种计算公式汇总
炼钢部分各种计算公式汇总————————————————————————————————作者: ————————————————————————————————日期:炼钢部分各种计算公式汇总1、转炉装入量装入量=错误!未定义书签。
2、氧气流量Q=错误!Q-氧气流量(标态),错误!或 错误!V-1炉钢的氧气耗量(标态),m3; t-1炉钢吹炼时间,min 或h 3、供氧强度 I=错误!I-供氧强度(标态),错误!未定义书签。
; Q -氧气流量(标态),错误!;T-出钢量,t注:氧气理论计算值仅为总耗氧量的75%~85%。
氧枪音速计算 α=(κgR T)1/2m/sα—当地条件下的音速,m/s ;κ—气体的热容比,对于空气和氧气,κ=1.4;g —重力加速度,9.81m/s 2;R —气体常数,26.49m/κ。
马赫数计算 M=ν/αM —马赫数;ν—气体流速,m/s ;α—音速,m/s。
冲击深度计算h冲=K 错误!未定义书签。
h 冲—冲击深度,m ;P0—氧气的滞止压力(绝对),㎏/㎝2;d0—喷管出口直径,m ;H 枪—枪位,m;ρ金—金属的密度,㎏/m 3;d c —候口直径,m ;B —常数,对低粘度液体取作40;K —考虑到转炉实际吹炼特点的系数,等于40。
在淹没吹炼的情况下,H=0,冲击深度达到最大值,即 hma x=P 00.5·d00.6ρ金0.4有效冲击面积计算R=2.41×104(错误!未定义书签。
)2R—有效冲击半径,m ;νmax —液面氧射流中心流速,m/s; νm ax =ν出错误!·错误!未定义书签。
ν出—氧射流在出口处的流速,m/s 。
金属-氧接触面积计算在淹没吹炼时,射流中的金属液滴重是氧气重量的3倍,吹入1m3氧气的液滴总表面积(金属-氧气的接触面积): S Σ=\f (3G 金,r 平均·ρ金)G金—1标米3氧气中的金属液滴重量=3×1.43㎏;r 平均—液滴的平均半径,m ;ρ金—金属液的密度,7×103㎏/m 3。
转炉炼钢物料平衡与热平衡计算
资料来源:热动09-2班作业联盟转炉炼钢物料平衡与热平衡1.物料平衡:加入转炉的生铁成分含量:(选取100kg生铁)C:4.00% Si:1.30% Mn:1.00% P:0.06% S:0.05% 加入转炉铁水的温度1270°C,转炉炼钢必须练成含0.10%C的钢温度为1625°C。
(1)加入物料的损失计算:由转炉中金属含炭量与炉渣中FeO含量的关系曲线可知当金属中含0.10%C时炉渣中FeO含量为18.5%有炉渣中FeO与Mn总计50%,所以的含量为:50%-18.5%=31.5% 在金属池中温度为1625°C进行吹炼Si和Mn参加氧化还原反应。
Mn+FeO= MnO+Fe 反应的平衡常数K s Mn=[Mn][FeO]/[MnO] t=1625°C。
查表得K s Mn=0.097∴[ Mn]= [ MnO] K s Mn/[ FeO]=0.097*31.5/18.5=0.165%Si+2FeO=SiO2+2Fe 反应的平衡常数K s Si= [Si][FeO]2t=1625°C。
查表得K s Si=11.5∴[Si] =K s Si/[FeO]2=11.5/18.52=0.034%吹炼结果所得金属中下列成分含量:C:0.10% Mn:0.165% Si:0.034%由于炼钢液体钢的收得率为93%,(浸出物收得率E(%) =浸出物(kg)/ 投料总量(kg)×100%)各成分的损失:C:4.00-0.93×0.1=3.97kgMn:1.00-0.93×0.165=0.85kgSi:1.3-0.93×0.034=1.27kg由锰与氧化铁的还原反应铁的损失:Fe:Mn损×[ FeO]/[ MnO]=0.85×18.5/31.5=0.5 kg∴总的损失量为:M损=3.97+0.85+1.27+0.5=6.59(2)氧化还原反应消耗氧气量和产物的量:在不加入废钢和矿石时,约有1/9的C燃烧生成CO2氧的利用率为99%。
炼钢过程中的物料平衡与热平衡计算
炼钢过程的物料平衡与热平衡计算炼钢过程的物料平衡与热平衡计算是建立在物质与能量守恒的基础上。
其主要目的是比较整个冶炼过程中物料、能量的收入项和支出项,为改进操作工艺制度,确定合理的设计参数和提高炼钢技术经济指标提供某些定量依据。
应当指出,由于炼钢系复杂的高温物理化学过程,加上测试手段有限,目前尚难以做到精确取值和计算。
尽管如此,它对指导炼钢生产和设计仍有重要的意义。
本章主要结合实例阐述氧气顶吹转炉和电弧炉氧化法炼钢过程物料平衡和热平衡计算的基本步骤和方法,同时列出一些供计算用的原始参考数据。
1.1物料平衡计算(1)计算所需原始数据。
基本原始数据有:冶炼钢种及其成分(表1);金属料一铁水和废钢的成分(表1);终点钢水成分(表1);造渣用溶剂及炉衬等原材料的成分(表2);脱氧和合金化用铁合金的成分及其回收率(表3);其它工艺参数(表4).钢种、铁水、废钢和终点钢水的成分设定值表②[C ]和[Si ]按实际生产情况选取;[Mn ]、[P ]和[S ]分别按铁水中相应成分含量的 30%、10%和60%留在钢水中设表原材料成分表铁合金成分(分子)及其回收率(分母)①与氧生产 2表4其它工艺参数设定值(2)物料平衡基本项目收入项有:铁水、废钢、溶剂(石灰、萤石、轻烧白云石)、氧气、炉衬蚀损、铁合金。
支出项有:钢水、炉渣、烟尘、渣中铁珠、炉气、喷溅。
(3)计算步骤。
以100kg铁水为基础进行计算。
第一步:计算脱氧和合金化前的总渣量及其成分。
总渣量包括铁水中元素氧化、炉衬蚀损和加入溶剂的成渣量。
其各项成渣量分别列于表5、6和7 总渣量及其成分如表8所示。
第二步:计算氧气消耗量。
氧气实际消耗量系消耗项目与供入项目之差,详见表9。
表5铁水中元素的氧化产物及其成渣量① 由还原出的氧量,消耗的量表6炉衬蚀损的成渣量表加入溶剂的成渣量①石灰加入量计算如下:由表可知,渣中已含渣中已含(Si02)=0.857+0.009+0.028+0.022=0.914kg.因设定的终渣碱度 R=3.5 ;故石灰加入量为[R D w (SiO 2)— B w (CaO )]/[w (CaO 石灰)一R X w (SiO 2 石灰)]=2.738/ (88.00% — 3.5 X2.50% ) =3.45kg ②为(石灰中CaO 含量)一(石灰中 S T CaS 自耗的CaO 量)。
炼钢部分各种计算公式汇总
炼钢部分各种计算公式汇总1、转炉装入量装入量=钢坯(锭)单重×钢坯(锭)支数+浇注必要损失钢水收得率(%)-合金用量×合金收得率(%)2、氧气流量Q=V tQ-氧气流量(标态),m 3min 或 m3hV-1炉钢的氧气耗量(标态),m 3; t-1炉钢吹炼时间,min 或h 3、供氧强度 I=Q TI-供氧强度(标态),m3t ·min ;Q-氧气流量(标态),m3min;T-出钢量,t注:氧气理论计算值仅为总耗氧量的75%~85%。
氧枪音速计算α=(κgRT)1/2m/sα—当地条件下的音速,m/s ;κ—气体的热容比,对于空气和氧气,κ=1.4;g —重力加速度,9.81m/s 2;R —气体常数,26.49m/κ。
马赫数计算 M=ν/αM —马赫数;ν—气体流速,m/s ;α—音速,m/s 。
冲击深度计算h 冲=K P 00.5·d 00.6ρ金0.4(1+H 枪/d c ·B)h 冲—冲击深度,m ;P 0—氧气的滞止压力(绝对),㎏/㎝2;d 0—喷管出口直径,m ;H 枪—枪位,m ;ρ金—金属的密度,㎏/m 3;d c —候口直径,m ;B —常数,对低粘度液体取作40;K —考虑到转炉实际吹炼特点的系数,等于40。
在淹没吹炼的情况下,H=0,冲击深度达到最大值,即 h max =P 00.5·d 00.6ρ金0.4有效冲击面积计算 R=2.41×104(h νmax)2R —有效冲击半径,m ;νmax —液面氧射流中心流速,m/s ;νmax =ν出d 出H ·P 00.404ν出—氧射流在出口处的流速,m/s 。
金属-氧接触面积计算在淹没吹炼时,射流中的金属液滴重是氧气重量的3倍,吹入1m3氧气的液滴总表面积(金属-氧气的接触面积): S Σ=3G 金r 平均·ρ金G 金—1标米3氧气中的金属液滴重量=3×1.43㎏;r 平均—液滴的平均半径,m ;ρ金—金属液的密度,7×103㎏/m 3。