S7—200PLC在煤矿空压机变频控制系统中的应用
基于S7—200PLC的煤矿空压机联网监控系统
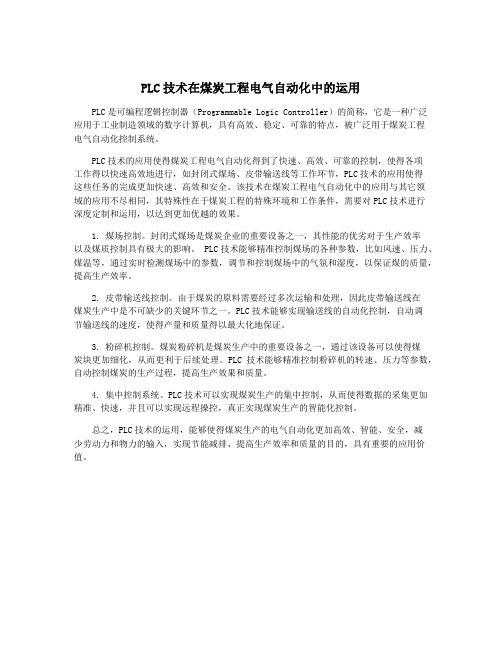
压风机集 中控制 系统组成 系统 图如 图 l 所示 , 有上位工控机 系统 、L P C下位机 、 感器 、 传 触摸屏等 组成 。上位工控机系统 由工业控制计算 机、 后备电
响用风设备及风动工具的正常工作 。 某煤矿有 四台空压机现在各 自独立操 作运行 , 并具有监 测本压风机各 个运行 环节 的主要参 数作
第 3期 ( 3 总 3期)
20 0 9年 9月
河北 能源职 业技 术学 院学报
J u a fHe e eg ns tt fVo ain a dTe h ooy o r lo b iEn ryI tu eo cto n c n lg n i
N . ( u N .3 o3 S m o3 )
tm ,man f n t n fau e ,d p o i g o o t r . e i u c i e tr s e ly n fs f o wa e
Ke r s P C; i c mp e s r y wo d : L a r o r so ;mo i r nt o
0 .引 言
用, 在控制供风压力方面各台压风机均以本机 的监 测为主 , 这种控制方法在独立供气管道运行 时可 以 使用 , 但是 在 多 台机 器 同时 并 网工 作 时 出 现 一些 不
源 ( P )打印机等组成; US 、 其主要完成 压风机远 程参 数设置 及其数 据处
理、 查询 等功 能 。P C下 位 机 系统 : 场 P C控制 系 L 现 L
1 1控 制 系统硬件 结构 .
等, 而且用风时间不 统一, 用风量 不稳定 , 因此空压
机必须 连续 运 转 , 当用 风 量小 时 导致 空压 机 长 时 间
低压负荷运行 , 电能损耗增大并加剧了设备的磨损 , 增加了运行成本 。如负荷小 时设备停机 ( 或部 分设 备停机) 将导致操作频繁 , , 缩短设备寿命 , 而且会影
PLC技术在煤炭工程电气自动化中的运用
PLC技术在煤炭工程电气自动化中的运用
PLC技术是一种基于微处理器的数字化集成电路的控制系统技术。
它具有高可靠性、
可扩展性强、灵活性高、程序可修改等特点,非常适用于煤炭工程电气自动化系统。
下面
将结合具体应用场景,介绍PLC技术在煤炭工程电气自动化中的运用。
PLC技术可应用于煤矿井下的安全监控系统。
煤矿井下环境复杂,存在着高温、高湿、高甲烷等安全隐患。
PLC技术可以实时监测井下各个环境参数,并通过传感器采集的数据
实时反馈给监控中心。
一旦发现异常情况,PLC系统可以及时做出响应,例如自动切断电
力供应、发出警报等,有效提高煤矿井下工人的安全。
PLC技术在煤矿选煤厂中的运用也非常广泛。
选煤厂是将采掘下来的煤炭进行物理或
化学处理,将煤和煤矸石进行分离的过程。
传统的选煤厂需要大量的人工操作,效率低下
且存在安全隐患。
采用PLC技术可以实现选煤过程的自动化。
通过在PLC系统中编写逻辑
控制程序,可以实现煤炭的输送、分选、清洗等过程的自动化控制。
PLC系统可以根据不
同的参数和要求,实时调整设备的工作状态,有效提高选煤厂生产效率和质量。
PLC技术还可以应用于煤炭工程中的能源节约控制。
煤炭工程中存在大量的能源消耗,如电力、水力等。
采用PLC技术可以实现对能源的智能控制和管理,通过监测和分析能源
数据,不断优化能源的利用效率。
在煤矿井下可以通过PLC系统实现通风系统的自动调节,减少能源的浪费;在选煤厂中,可以通过PLC系统实现输送带、振动筛等设备的自动开关,降低能源的消耗。
PLC在煤矿电气自动化过程中的应用

PLC在煤矿电气自动化过程中的应用PLC(可编程逻辑控制器)是一种常用于工业自动化领域的控制设备,它能够根据预先设定的程序和逻辑来实现对电气设备的自动控制。
在煤矿电气自动化过程中,PLC的应用发挥着重要的作用。
PLC在煤矿电气自动化过程中可以实现对整个生产线的集中控制。
煤矿生产线通常包括开采、运输、破碎等环节,而这些环节的控制都可以通过PLC来完成。
当运输机械中的传感器检测到物料过载或堵塞时,PLC可以根据设定的逻辑判断进行相应的处理,如停止运输机械的运行或者报警提醒操作人员。
这样,不仅可以提高生产线的安全性,还可以避免生产线因故障导致的停工时间。
PLC在煤矿电气自动化过程中可以实现对多个设备之间的协调控制。
在煤炭破碎系统中,需要对给料机、破碎机、输送机等设备进行协调控制,以保证破碎效果和生产效率。
通过PLC中的定时器、计数器等功能模块,可以实现设备之间的协同操作。
当给料机运行时间达到一定时间后,PLC可以自动控制破碎机启动,同时控制输送机运行,从而实现设备的有序协调工作。
PLC还可以实现对煤矿电气设备的远程监控与调控。
通过在PLC中添加通信模块,可以与上位计算机或者远程监控中心进行数据交互。
这样,操作人员可以通过上位计算机对煤矿电气设备的状态进行实时监测,并对其进行远程控制和调整。
当监测到给料机的负荷过大时,可以通过远程控制降低给料机的速度,以避免设备的过载运行,同时提高设备的使用寿命。
PLC还可以实现对煤矿电气设备的故障诊断与报警。
PLC中可以设置各种故障检测装置,如电流、电压、温度传感器等,用于监测设备的工作状态。
一旦发生故障或异常情况,PLC会根据设定的逻辑判断进行相应的处理,如停机报警、显示故障码等。
这样,操作人员可以快速定位故障的具体位置和原因,并及时采取修复措施,以减少故障对生产造成的影响。
PLC在煤矿电气自动化过程中的应用非常广泛,可以实现对生产线的集中控制、设备之间的协调控制、远程监控与调控以及故障诊断与报警等功能。
浅析PLC技术在煤矿机电设备控制中的应用
浅析PLC技术在煤矿机电设备控制中的应用摘要:煤矿生产过程中,安全问题是首要关注的问题,加强机电设备的控制,从而降低煤矿生产事故的发生率。
对于煤矿机电设备的控制,PLC技术的应用,提升了机电设备控制的精准度,设备的安全运行,从而助力煤矿的安全生产。
本文重点研究PLC技术在煤矿机电设备控制中的应用。
关键词:PLC技术;机电设备;控制PLC技术在煤矿机电设备控制中有着广泛的应用。
PLC技术做为可编辑的控制器,有着安装简便,操作灵活,适用性强的优势,利用PLC技术实现对煤矿机电设备的精准控制,保障煤矿生产的效率和生产的安全。
一、PLC技术概述(一)PLC技术PLC技术又叫可编程的逻辑控制器,集合了计算机技术、自动化控制技术为一体,可以通过编程,输入操作指令,控制设备,保障设备稳定的运行。
相较于传统的开关控制,PLC技术有着明显的优势,可编程、可靠性强、功能的可扩展。
PLC技术有着很好的抗干扰能力,可以实现对现场信号数据的监督,实时监督设备运行的状态,保证设备的安全可靠。
(二)PLC技术在煤矿机电设备控制的优势煤矿机电设备控制过程中,应用PLC技术,有着如下的应用优势。
首先,实时性强。
PLC控制器可以实现数据的实时接收,将煤矿生产产生的各种数据,利用传感器接收数据,实时监督设备运行的状态,遇到异常数据,及时报警,可以快速地排除故障,保证设备的运转。
PLC技术可以根据实时情况,灵活做出调整,遇到复杂的情况,灵活调整从而更好地应对。
其次,可编程性。
PLC技术有着输入输出模块,可以灵活地进行操作指令的编辑,从而提升机电设备的控制精度。
PLC技术可以通过远程控制的方式,收集设备的运行信息,并通过网络与设备的联系,远程监控设备的运行。
例如,PLC技术在煤矿机电设备的使用,遇到突发情况,报警系统会第一时间将异常信息反馈给用户,让用户及时做出应对。
最后,可靠性强。
PLC控制系统,通过软件进行操作程序的编写,可以有效地减少硬件故障对于系统的影响。
PLC变频控制系统在煤矿中的应用
煤炭科技 机电与信息化PLC变频控制系统在煤矿中的应用李 鹏(西山煤电集团公司东曲矿,山西省古交市,030200)摘 要 阐述了东曲矿PLC变频控制系统以PLC为核心,通过与变频器有机结合,构成自动控制系统,实现对高山水池液位及供水自动控制的具体实践。
关键词 水位控制 变频调速 组态监控 PLC AD/DA模块中图分类号 T D636 文献标识码 B1 课题的提出东曲矿井下供水系统采用静压供水,水源引自屯兰给排水公司,注入井口5000t泵房,通过5000t泵房加压泵送至井口高山800t水池,管路由西平硐送至3个加压泵房(东加压泵房、西加压泵房和局家洼泵房),再分别压送到马连岩高山水池、小沙岩高山水池和局家洼高山水池。
马连岩高山水池供一、三采区;小沙岩高山水池供二、四采区;局家洼高山水池供五、六采区;井口高山水池供+860水平。
其中的不足是加压泵房由人工向高山水池供水,不能保证供水的可靠性,而且不节能。
于是提出构建以PLC为核心的自动控制系统,既实现高山水池自动供水和远程监控,又节约了电能。
2 PLC相关技术发展现状PLC是一种专门为在工业环境下应用而设计的数字运算操作的电子装置。
采用可以编制程序的存储器,用来在其内部存储执行逻辑运算、顺序运算、计时、计数和算术运算等操作的指令,并能通过数字式或模拟式的输入和输出,控制各种类型的机械或生产过程。
现代PLC具有完善的数据运算能力,可用于位置控制、温度控制和CNC等各种工业控制,加上PLC通信能力的增强及人机界面技术的发展,使用PLC组成各种控制系统变得非常容易。
而且由于PLC采用现代大规模集成电路技术,采用优质的电子元件与合理的系统结构设计,内部电路采取光电隔离、数字滤波、故障诊断等硬件措施,具有很高的可靠性。
使用PLC构成控制系统,和同等规模的继电接触器系统相比,电气接线及开关接点已减少到数百甚至数千分之一,故障也就大大降低,控制系统设计周期大为缩短,更重要的是可以使同一设备经过改变程序改变生产过程。
PLC技术在煤炭工程电气自动化中的运用
PLC技术在煤炭工程电气自动化中的运用PLC是可编程逻辑控制器(Programmable Logic Controller)的简称,它是一种广泛应用于工业制造领域的数字计算机,具有高效、稳定、可靠的特点,被广泛用于煤炭工程电气自动化控制系统。
PLC技术的应用使得煤炭工程电气自动化得到了快速、高效、可靠的控制,使得各项工作得以快速高效地进行,如封闭式煤场、皮带输送线等工作环节,PLC技术的应用使得这些任务的完成更加快速、高效和安全。
该技术在煤炭工程电气自动化中的应用与其它领域的应用不尽相同,其特殊性在于煤炭工程的特殊环境和工作条件,需要对PLC技术进行深度定制和运用,以达到更加优越的效果。
1. 煤场控制。
封闭式煤场是煤炭企业的重要设备之一,其性能的优劣对于生产效率以及煤质控制具有极大的影响。
PLC技术能够精准控制煤场的各种参数,比如风速、压力、煤温等,通过实时检测煤场中的参数,调节和控制煤场中的气氛和湿度,以保证煤的质量,提高生产效率。
2. 皮带输送线控制。
由于煤炭的原料需要经过多次运输和处理,因此皮带输送线在煤炭生产中是不可缺少的关键环节之一。
PLC技术能够实现输送线的自动化控制,自动调节输送线的速度,使得产量和质量得以最大化地保证。
3. 粉碎机控制。
煤炭粉碎机是煤炭生产中的重要设备之一,通过该设备可以使得煤炭块更加细化,从而更利于后续处理。
PLC技术能够精准控制粉碎机的转速、压力等参数,自动控制煤炭的生产过程,提高生产效果和质量。
4. 集中控制系统。
PLC技术可以实现煤炭生产的集中控制,从而使得数据的采集更加精准、快速,并且可以实现远程操控,真正实现煤炭生产的智能化控制。
总之,PLC技术的运用,能够使得煤炭生产的电气自动化更加高效、智能、安全,减少劳动力和物力的输入,实现节能减排、提高生产效率和质量的目的,具有重要的应用价值。
S7-200PLC串行通信网络在煤矿连续运输系统中的应用
关键 词 : 连 续运 输 系统 ; 72 0 L s -0P C;串行 通信 网络 ; d u T Mob sR U协议
中图分 类号 :N 1 T 95 文献标识 码 : B 文章编 号 :0 1— 84 2 1 )3- 0 9— 4 10 0 7 {0 1 0 0 8 0
Ap l a i n o 7 2 0P C Se il mm u ia in Ne wo k p i t fS - 0 L r c o a Co nc t t r o i Co l ie Co t u n e a c s e n a n iu s Co v y n e Sy t m M n o n
交流 , du T MobsR U协议 实现 P C 的 网络通 信 , L 完成 连 续 运 输 系统 各 设 备 的 相 互 闭锁 和 智 能控 制。
应 用结果 表 明: 用 s .0 L M d u T 采 72 0 P C 的 。 b sR U通信 , 传输 数据 准确 可 靠 、 效果 良好 。
置 , 用西 门子 S .0 L P 26为核 心控 制 器 。 采 720P CC U 2 系统要 求各 设备 单 元 既 协 调 一致 工 作 , 能独 立 运 又 行 ,P C控 制器 之 间既相 互独 立 , 密切 联 系 , 实 L 又 能
M d u 协 议 是 MO I O 公 司 推 出 的一 个 开 ob s DC N
本文采 用 了 s. 0 L 72 P C组 成 串行 通信 网络, 以 0 并
M du T obsR U作 为 串行通 信 网络 的协 议 , 实现 了连运
系统多 P C问的通信 , L 并且有通信扩展能力。
2 Mo b s d u 协议 简 介
PLC在煤矿电气自动化过程中的应用

PLC在煤矿电气自动化过程中的应用随着科技的飞速发展,煤矿电气自动化已成为煤矿生产中的重要组成部分。
在煤矿电气自动化过程中,PLC(可编程逻辑控制器)起着至关重要的作用。
PLC是一种专门用于工业控制系统的计算机,能够自动监控生产过程,并根据预先设定的程序进行逻辑运算,以控制各种生产设备的运行。
在煤矿电气自动化中,PLC的应用不仅提高了生产效率,还确保了生产过程的安全性。
下面将详细介绍PLC在煤矿电气自动化过程中的应用。
1. 煤矿生产流程中的控制在煤矿生产流程中,需要对各种设备进行控制,以确保生产过程的顺利进行。
PLC可以对煤矿生产中的各种设备进行精确的控制,如输送带、破碎机、筛分设备等。
通过PLC,可以根据生产需求对设备进行自动化的开启、关闭、速度调整等操作,大大提高了生产效率,并减少了人为因素对生产过程的影响。
2. 安全系统的监控煤矿生产过程中安全问题一直备受关注,而且煤矿环境特殊,存在一定的安全隐患。
PLC可以实时监测煤矿生产过程中的安全系统,如煤气检测系统、火灾报警系统等。
一旦监测到安全隐患,PLC可以立即进行反应,并采取相应的措施,如自动切断电力供应,通知相关人员等,有效保障了煤矿生产过程的安全。
3. 数据采集和分析对于煤矿生产而言,数据的采集和分析至关重要。
PLC可以实时采集煤矿生产过程中的各种数据,如设备运行状态、温度、压力等。
这些数据可以帮助管理人员了解生产过程的实时情况,并作出相应的调整和决策。
通过对采集的数据进行分析,可以发现生产过程中存在的问题,并及时进行处理,提高生产效率和产品质量。
5. 节能和环保在当前提倡节能环保的大背景下,煤矿电气自动化过程中的节能和环保也成为了重要的考量因素。
PLC可以根据能源消耗情况和环境指标进行实时监控和调整,实现对生产过程的精细化控制,减少能源的浪费,降低对环境的影响。
PLC在煤矿电气自动化过程中扮演着不可或缺的角色,它通过对生产过程的精密控制和数据采集与分析,实现了煤矿生产过程的自动化、智能化。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
S7—200PLC在煤矿空压机变频控制系统中的应用
针对煤矿空压机系统常规控制方案中存在噪声大、压力波动大、电能风能损耗多、自动化调控性能差等问题,采用先进调控策略进行节能升级改造尤为重要。
基于PLC+变频器的恒压变频调控方案,能够根据系统所需风量经变频器PID实时动态调节风机电机输入电源频率,实现煤矿空压机组的高精度、高可靠性的恒压供气运行,有效提高了空压机系统的综合自动化水平,且具有非常可观的节能降耗效果,系统升级改造应用效果整体较好。
标签:煤矿;恒压供气;变频调速;PLC
空压机作为煤矿企业重要的提供压缩空气的动力能源设备,为煤炭开采、传输、转运等过程中的所有气动元件提供必要的动力气源。
由于受传统设计理念、技改水平和技改资金等因素的制约,目前尚有较多的煤矿企业没有针对空压机系统实施自动化升级改造。
空压机作为常年运转设备,其常规的继电器直接控制方式存在启动电流大、运行效率低、电能风能等资源浪费严重、自动化调控性能差、供气可靠性低等问题,直接影响到企业的正常高效生产[1]。
因此,针对煤矿企业空压机系统现存的问题,经过深入研究和探討,对原控制系统进行节能升级改造,具有非常重要的意义。
1 传统继电器控制方式现存主要问题
在煤炭生产过程中,需气量会受到生产节奏的影响,当处于用气量少运行工况时,空压机电机长期处于非满负荷甚至是空载运行条件下,供气管网中的气压就会不断增加,当达到系统气压上限时泄压阀就会自动打开,造成大量电能和风能资源浪费[2]。
如:某煤矿企业的1台功率为160kW的空压机,其额定电流为300A,空压机在加载工况下其运行电流为240A,而在空载运行工况下其运行电流为108A,此时电机功率因素直接降到0.4左右,空载工况下的能源消耗约占满载能耗的55%,这就严重影响煤矿供配电系统的供电电能质量,同时还造成大量的电能资源浪费。
传统空压机其控制方式通常采用Y-△降压启动,启动时启动电流是额定电流的几倍甚至十几倍,巨大冲击电流对电网的冲击,严重影响供配电系统的稳定。
2 基于PLC+变频器的恒压变频节能控制系统方案
按照“供需平衡动态调节”节能理念组建调控系统,改善系统调控性能,有效提高煤矿空压机组的整体运行安全性、可靠性和节能经济性,提高煤炭生产效率和降低生产成本,具有很强的工程实践应用研究价值。
2.1 恒压变频节能调控系统逻辑组成
根据煤矿企业3台空压系统技术升级改造要求,通过安装在主管道上的压力传感器和压力变送器,将整个供气系统中的气体压力转换成变频器功能模块能够
识别的4~20mA标准的数字信号,经通信信号电缆传输到变频器单元的信号输入端口,与系统原设定的压力信号进行实时对比分析,并经PID调节功能形成对应的调控决策,控制变频器的电源输出频率,直接作用在电机上通过控制空压机的运行转速来达到“供需快速响应和动态调节”的目的。
PLC通过检测变频器调控状态,以判断系统所需启动的空压机台数,实现整个空压机系统在变频、工频等工况下的智能自动切换,完成整个煤矿供气系统压力恒定的动态反馈闭环控制。
采用PLC作为主要控制单元、变频器作为主要数据处理和电源调频机构,组建1拖3的恒压变频节能调控系统,如图1所示。
2.2 主要硬件设备选型
在煤矿空压机系统技术升级改造中,优选控制性能较优越的西门子S7-200可编程序控制器(CPU226),其输入输出I/O接点数为24输入点和16输出点。
配套选用西门子变频器MM420系列,具备过电压/欠电压保护、短路保护、电动机过热保护、电动机保护等保护功能。
为了实现空压系统温度过高保护、压力过高保护等控制保护功能,采用EM231型模拟模块和EM222型数字量模块作为PLC控制器的扩展功能模块,以完善空压机系统的变频调速控制功能。
MM420系列变频器与主干管道处的压力传感器、变送器等测控单元组成一个气体压力“测量→反馈→修正调节→测量→”的闭环控制,通过变频器内部PID形成对应的调控策略,通过输出与实际需风量相匹配的电源频率,来动态调节空压机电机转速,确保整个空压机系统长期处于最优工况,达到节能降耗的目的。
2.3 空压机变频-工频节能顺序调控策略
空压机系统在完成各项启动准备工作后,通过按下PLC启动按钮启动系统。
1#空压机先按照变频运行工况,转速从零不断上升,若达到空压机电源最大频率(48Hz),延时10ms后还未达到系统所需气体压力时,则将1#空压机自动切换到工频运行工况,同时启动2#空压机系统进入变频运行工况,若2#空压机达到电源频率上限,延时10ms后还未达到系统气压要求时,则将2#空压机切换至工频运行工况,同时启动3#空压机进入变频运行工况。
相应如果系统压力过大,则先自动停止1#空压机,然后停止2#空压机。
如空压机系统在运行过程中,出现故障报警、跳闸保护等,整个恒压变频调速系统将通过声、光等信号,提示相应的工作人员及时进行故障排查及处理,确保系统安全可靠的运行。
3 煤矿空压机系统技术升级改造应用效果分析
煤矿3台空压机组组成的供气系统,在采用基于PLC+变频器的恒压变频调速控制方案进行技术升级改造后,取得较好的应用效果,具体表现在以下几个方面。
(1)空压机系统供气压力得到有效保证,压力波动较小,恒定稳定性高。
恒压变频调速节能改造后,供气主干网压力始终保持稳定范围,其压力波动范围能够有效控制在±0.02MPa,供气可靠性高,确保煤矿开采各种气动元件性能的正常发挥。
(2)具有非常明显的节能降耗效果。
经过节能升级改造后,空压机电机长期运行在最优工况,启动电流较小,减小了对煤矿供配电系统的冲击;发热量大大降低,延长了空压机电机的综合使用寿命;降低了电能及风能浪费,通过合理的变频调控运行,确保整个空压机系统“按需”自动调节,经过3个月的用电统计分析,其综合节电率可以达到55%,节电效果相当可观。
(3)空压机系统综合自动化水平大大提高。
由于采用集成自动化功能优越的PLC和变频器,利用其自动调控及较强抗干扰和自我调节功能,可以有效提高系统调控自动化性能,操控简单、灵活方便,能够有效减轻操控人员工作强度。
参考文献
[1]王强,李齐权.变频技术在恒压供水系统中的应用[J].节能技术,2009,27(1):87-88.
[2]金沙,耿惊涛.PLC应用技术[M].北京:中国电力出版社,2010.
作者简介:毛林(1984-),男,汉族,宝鸡人,本科,助理讲师,主要从事机电一体化项目的研究与教学,参加内蒙古自治区精品课程-西门子PLC应用技术的建设工作,为主要成员。
近年来对工业控制领域有一定的了解与研究,并作出了深刻的见解。