水产饲料加工技术
水产饲料加工工艺与质量控制

水产饲料加工工艺与质量控制江南大学 过世东1.水产饲料的种类我们将所有水生动物的饲料笼统地称为水产饲料。
它包括海水和淡水中各种鱼、虾、蟹、贝 等动物的饲料。
水产饲料如按其饲喂对象分类可分为对虾饲料、甲鱼饲料、青鱼饲料……等 等数万种。
但如按水产饲料的加工方法及饲料的形态来分类, 则水产饲料大致可分为以下几 类:1.1 硬颗粒饲料硬颗粒饲料大多为圆柱体或者不规则体, 水分含量 13%以下。
由于配方和压制条件的不同, 硬 颗粒饲料的比重在 1.1-1.4 内变化,投入水中后能较快地沉入水底。
硬颗粒饲料制作简单,压制费用较低。
成品的运输、保藏和投喂都较方便,特殊合用于中、下层水域中的成鱼、成以环模或者平模颗粒机制取的硬颗粒饲料是目前国内生产量最大的水产颗粒饲料。
在蒸气的作 用及压模、压辊的挤压、磨擦作用下,物料相互紧靠、粘结。
特殊是与模孔壁接触部份,受 压和磨擦最为强烈, 导致颗粒表面硬结。
因此高质量的颗粒饲料结构密切、硬实、表面光洁。
投入水中饲喂时,表面硬结层能抵制水向内部滲透,使颗粒有较好的耐水性。
水后能很快软化,但形状不变,营养成份不溶散于水中。
其配方和加工都有较高的技术含量。
1.2 膨化颗粒饲料膨化颗粒饲料质地疏松,具有多孔组织,其比重为0.3-0.9。
膨化颗粒饲料能较长期地漂 浮于水面,合用于幼鱼,上层鱼及欣赏鱼。
膨化颗粒饲料由挤压机生产。
加工时物料经由高温、高压、高剪切处理,一方面原料中某些 有害菌类和毒素被杀死或者破坏, 另一方面物料的结构发生变化。
于是经膨化后, 原料中的淀粉、蛋白质之类易为鱼虾消化吸收。
膨化颗粒料在水中也更稳定, 不易溃散流失。
膨化颗粒1.3 软颗粒饲料软颗粒饲料在水产养殖场当地创造。
采用渔场丰富的鲜杂小鱼或者鱼品加工厂中的鱼内脏、 鱼皮、鱼头尾等鱼体废弃物为主要蛋白质原料, 配以适量的能量、维生素和矿物质原料, 混合 分未遭破丫易为鱼体直接吸收利用。
水产饲料加工工艺及主要设备

水产饲料加工工艺及主要设备
准确
水产饲料的加工工艺主要包括分类、混合、物理处理、包装、生物检测等环节,其中特别注意的是物理处理环节,是确保水产饲料品质的重要环节。
一、分类:
分类是水产饲料加工的第一步,是将原料进行分类,分别分类活动和不活动的物料,活动物料要进行清洗,不活动的物料可以直接进入混合厂加以利用。
二、混合:
混合是把原料按照科学配方进行混合,以获得稳定质量、恒定特性的水产饲料。
混合主要需要的设备有:单轴搅拌机、双轴搅拌机、篦式搅拌机、回转式搅拌机等。
三、物理处理:
物理处理是水产饲料加工的重要环节,主要是指破碎、筛分、颗粒度控制、湿润处理等环节。
这些处理环节的主要设备有:拆粒机、振动筛、离心机、滤布机、研磨机、湿润机等。
四、包装:
五、生物检测:
生物检测是水产饲料加工的最后一步,是检测水产饲料的各项指标,保证水产饲料的品质。
主要的设备有:水产饲料微生物检测仪、水产饲料物理性质检测仪等。
水产养殖中的人工饲料配方与加工技术

水产养殖中的人工饲料配方与加工技术水产养殖是一种重要的经济产业,而人工饲料是水产养殖的关键因素之一。
本文将探讨水产养殖中的人工饲料配方与加工技术,旨在帮助养殖者提高生产效率和饲养效果。
一、人工饲料的基本配方在水产养殖中,人工饲料的基本配方是确定饲料所用原料的种类、比例和加工工艺。
适宜的饲料配方可以满足水产动物的生长需求,并提供必要的营养物质。
1. 主要原料选择人工饲料的主要原料包括蛋白质源、脂肪源、碳水化合物源和矿物质源。
常用的蛋白质源包括鱼粉、虾粉和豆粉;脂肪源主要有鱼油和植物油;碳水化合物源可选择淀粉、玉米粒和谷物粉;矿物质源可以采用矿物盐等。
2. 配比比例根据不同养殖对象的需要,可以调整不同原料的比例。
例如,对于肉食性鱼类,蛋白质含量应该相对较高,而对于植食性鱼类,碳水化合物的含量可以适当增加。
3. 加工工艺为了提高饲料的可消化性和利用率,必须进行适当的加工。
一般来说,饲料的加工工艺包括研磨、混合、造粒、膨化和干燥等环节。
这些过程可以增加饲料的密度、改善口感,并提高储存稳定性。
二、人工饲料的加工技术人工饲料的加工技术对于提高饲料品质和养殖效果至关重要。
以下是一些常用的加工技术。
1. 破碎与磨碎破碎和磨碎是饲料加工的第一步,通过将原料破碎成适当的颗粒大小,使得饲料更易于消化和吸收。
2. 混合与搅拌将不同种类和比例的原料进行混合和搅拌,使饲料均匀分布,达到营养均衡的效果。
3. 造粒与造球通过造粒将饲料压制成颗粒状,可以增加饲料密度,便于存储和运输。
对于某些水产养殖对象而言,使用造球技术可以提高饲料的可溶性和易消化性。
4. 膨化与预处理膨化是一种通过高温、高压和湿热处理原料的加工技术,可以提高饲料的可溶性和可溶性蛋白质的含量。
5. 干燥与冷却干燥和冷却是饲料加工的最后一步,主要是为了去除饲料中的水分,提高饲料的稳定性和储存性能。
三、人工饲料配方和加工技术的重要性正确的人工饲料配方和加工技术对于水产养殖的成功至关重要。
水产饲料制作工艺
水产饲料制作工艺发布时间:2009-11-17前言水产养殖是世界上增长最快的食品产业。
根据联合国粮农组织(FAO)1998年报告,中华人民共和国是世界上最大的水产品生产国(表1)。
要使水生动物更快生长,首先必须了解其营养需求,还要了解饲料制作技术。
当然,遗传学、生理学、生物化学和养殖技术也都十分重要。
水产饲料加技术在以往20年进展迅速,举例说,水产饲料制作从蒸汽制粒几乎完全转成了挤压熟化。
挤压的多项长处之一是可制作浮性饲料,这样,养殖者就能根据水面余留的饲料量估计鱼吃掉多少饲料。
过度喂食不仅会造成浪费,增加生产成本,还会污染环境。
尽管挤压会降低饲料中某些养分的利用率,但仍是养殖场的首选,养殖者可以亲眼看到鱼的采食情况,即可更好地做到合理喂食,掌握鱼情。
本文阐述水产饲料制作工艺,并提出一些建议。
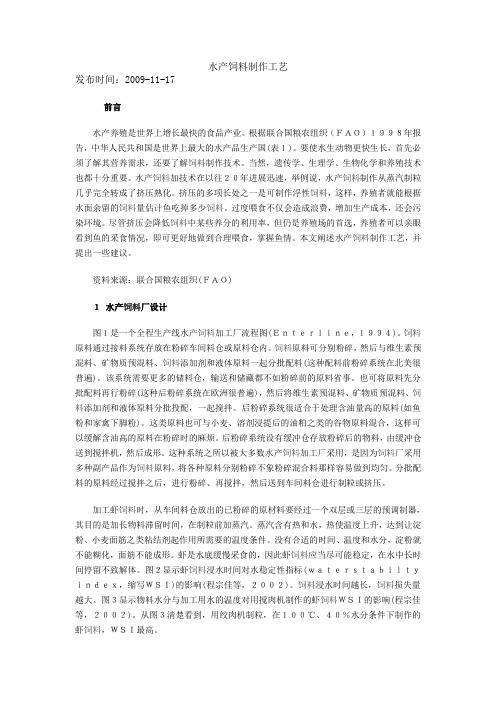
资料来源:联合国粮农组织(FAO)1水产饲料厂设计图1是一个全程生产线水产饲料加工厂流程图(Enterline,1994)。
饲料原料通过接料系统存放在粉碎车间料仓或原料仓内。
饲料原料可分别粉碎,然后与维生素预混料、矿物质预混料、饲料添加剂和液体原料一起分批配料(这种配料前粉碎系统在北美很普遍)。
该系统需要更多的储料仓,输送和储藏都不如粉碎前的原料省事。
也可将原料先分批配料再行粉碎(这种后粉碎系统在欧洲很普遍),然后将维生素预混料、矿物质预混料、饲料添加剂和液体原料分批投配,一起搅拌。
后粉碎系统很适合于处理含油量高的原料(如鱼粉和家禽下脚粉)。
这类原料也可与小麦、溶剂浸提后的油粕之类的谷物原料混合,这样可以缓解含油高的原料在粉碎时的麻烦。
后粉碎系统设有缓冲仓存放粉碎后的物料,由缓冲仓送到搅拌机,然后成形。
这种系统之所以被大多数水产饲料加工厂采用,是因为饲料厂采用多种副产品作为饲料原料,将各种原料分别粉碎不象粉碎混合料那样容易做到均匀。
分批配料的原料经过搅拌之后,进行粉碎、再搅拌,然后送到车间料仓进行制粒或挤压。
水产养殖饲料配方及其生产制备工艺技术

水产养殖饲料配方及其生产制备工艺技术
简介
本文档旨在介绍水产养殖饲料配方及其生产制备工艺技术。
通
过了解以下内容,您将能够了解水产养殖饲料的基本原理和制备方法。
水产养殖饲料配方
水产养殖饲料配方的关键在于提供它所养的水生动物所需的营
养物质。
以下是一些常用的饲料配方原料:
- 蛋白质来源:鱼粉、虾粉、豆粕等。
- 能量来源:鱼油、麦麸、玉米等。
- 矿物质和维生素:石粉、海藻粉、维生素添加剂等。
配方的比例可以根据养殖水生动物的种类和生长阶段进行调整,以确保其获得均衡的营养。
生产制备工艺技术
以下是水产养殖饲料的生产制备工艺技术:
1. 原料准备:将所需的原料按照配方比例准备好。
2. 研磨混合:将原料进行研磨,并混合均匀。
3. 加工造粒:将混合好的原料进行加工造粒,使其成为适合水生动物摄食的颗粒。
4. 干燥处理:对造粒后的饲料进行干燥,以延长其保存期。
5. 包装存储:对干燥处理后的饲料进行包装和存储,确保其品质和卫生。
总结
水产养殖饲料的配方和生产制备工艺技术对于水生动物的养殖成果至关重要。
通过合理的配方和精细的制备工艺,可以提供养殖动物所需的营养,并确保其健康和生长。
希望本文档能帮助您更好地了解水产养殖饲料的制备过程。
以上仅为简要介绍,详情请根据实际情况进行进一步研究和实践。
水产饲料的配方设计与加工工艺(课件)

一、配合饲料的定义指根据动物的营养需要,将多种原料按一定比例均匀把配方科学合理,营养全面,完全符合动物生长需要全价配合饲料。
配合饲料和生鲜饵料及单一饲料的比较1、营养全面。
2、水中稳定性强。
3、原料来源广泛。
4、质量有保证。
5、使用安全,运输、贮藏方便。
6、便于集约化生产(饲料生产和水产养殖)。
二、渔用配合饲料的种类和规格渔用配合饲料的分类(按物理性状)1、粉状饲料2、颗粒饲料:鱼饲料直径为2-8mm,虾饲料0.5-2.5mm,长度为直径的1-2倍。
(1)软颗粒饲料:含水率25-30%,密度为1g/cm3(2)硬颗粒饲料:含水率≤12%,密度为1.3g/cm3(3)膨化饲料:含水率≤6%,密度<1g/cm3淀粉含量>30%,脂肪含量<6%31100即粒度直径小于0.152 mm。
(2)高蛋白、低糖,脂肪含量在10-13%,能充分满足幼苗的营养需要。
(3)水中稳定性要好。
(4)营养素易被消化吸收。
(5)颗粒大小应与仔、稚鱼(虾)的口径相适应,颗粒大小一般在10-300µm范围。
(6)具有一定的漂浮性。
12、微粘合饲料(Micro-bound diet, MBD)3、微包膜饲料(Micro-coated diet, MCD)1将各种配制好的营养物质和添加剂等放入含表面活性剂的溶剂中乳化,其中活性物质经化学反应形成胶囊。
按工艺分为两种:(1)界面聚合法:主要原理是通过胺类化合物与酰氯类化合物在两相界面发生聚合反应形成聚酰胺胶囊。
不易干燥,易磨损。
全蛋白膜胶囊,以氨基酸的氨基与酰氯聚合成囊,易干燥,复水时不破裂。
12合,溶解度降低后从溶液中凝集析出,与连续相分离,包覆于饲料表面形成囊壁结构。
这种方法不需有机溶剂,但仅适用于油溶性成分,水溶性物质极易散失,并且囊壁固化后可能导致可消化性下降。
2、微粘合饲料微粘饲料是先将饲料的各种原料微粉碎,按照种苗营养需求进行配制,混合均匀后加入粘合剂,充分搅拌干燥后再微粉碎制成。
液体鱼蛋白饲料加工法
不合格产品处理
对不合格的产品进行分类处理,如返工、报废等,防止不合格产品 流入市场。
安全卫生措施
1 2
员工培训
对员工进行定期培训,提高员工的安全意识和卫 生意识,确保生产过程中的安全卫生。
卫生设施
建立完善的卫生设施,如洗手设施、消毒设施等 ,确保员工在生产过程中保持清洁卫生。
增加食品营养价值
液体鱼蛋白饲料加工法生产的饲料含有丰富的营养成分,可以用 于增加食品的营养价值。
在环保领域中的应用
减少污染
液体鱼蛋白饲料加工法生产的饲料具有较高的消化率,能减少养殖动物的排泄物,从而 减少环境污染。
环保处理
液体鱼蛋白饲料加工法可以用于处理养殖业和食品工业的废弃物,如畜禽粪便、屠宰废 水等,从而减少废弃物对环境的影响。
酶解效果评估
对酶解后的液体进行质量 检测,确保达到预期的蛋 白分解效果。
过滤与分离
过滤
澄清
使用过滤器去除液体中的固体杂质和 未分解的物质。
获得清澈、透明的液体,为后续处理 做好准备。
分离
采用分离技术,如离心分离、膜分离 等,将液体中的不同组分进行分离。
浓缩与干燥
浓缩
通过蒸发或超滤等方法,将液体中的水分去除, 得到浓稠的液体。
经济效益
使用液体鱼蛋白饲料后,降低了饲料成本和养殖成本,同时提高了养殖效益和产量,为养 殖户带来了可观的经济收益。
社会效益
液体鱼蛋白饲料的推广使用,不仅提高了养殖业的经济效益,还有助于减少废弃物的排放 和环境保护,实现了社会效益和环境效益的双重提升。
案例四
资源利用
该食品公司利用鱼类加工废弃物和副产品开发液体鱼蛋白饲料,实现了资源的最大化利 用和经济效益的提高。
水产动物饲料配方的设计与配合饲料的加工—配合饲料设计的方法

➢(4)按试配配合率计算出所选定的各种原料中各 项营养成分的含量,并逐项相加,算出每千克配合 饲料中各项营养成分的含量。然后与所确定的饲饲 料标准相比较,再调整到与饲料标准基本相符的水 平,再检査价格。
➢(5)根据饲料标准添加适量的添加剂,如维生素、 无机盐等。
二、方块法
方块法又叫正方形法,是直观易懂、简单易行 的一种手工计算方法。在考虑营养指标少的情况下 ,可釆用此法。
➢(2)维生素添加量的确定 通常把需要量作为添加量 基础饲料中的含量作为安全裕量
➢(3)氨基酸添加量的确定 氨基酸的添加量=动物的需要量-基础饲料中的含
量
➢(4)胆碱添加剂需要单独添加 胆碱添加剂因为对维生素具有较强的破坏作用
,所以需要单独添加。
➢(5)非营养添加剂的添加 非营养添加剂种类的确定:根据生产目的、饲
➢目前生产中,因对基础物料的维生素含量检测费 时,成本高,加之贮存、加工中维生素的损失量无 法准确估计等原因,设计维生素预混料时将维生素 的添加量一般等同于饲养标准(或暂定的营养标准 )所规定值。基础物料中的维生素含量考虑为损失 量,作为水生动物获得足够维生素的保险量。
➢维生素预混料配方的设计步骤,大体与微量元素 预混料配方的设计相同,即确定维生素的添加量后 ,选择维生素原料,根据选用维生素产品的规格( 纯度、有效当量等)将添加量换算成维生素商品的 便用量,然后再计算载体用量,最后确定配方。
➢商品原料用量计算
项目 折合纯原料量
锰(mg/kg) 锌(mg/kg) 铁(mg/kg) 铜(mg/kg) 计算式
210
660
359.6
80
应添加量/元素百分含量
折合商品原料量 220
670
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
總面積(A)= A1 X N= r² x N
N = 模板的總開孔數 計算模板需要的開孔數
面積(A1) = r²
RF
R=餵料率 (膨化機每小時所生產之噸數)
=N
F=模板的開孔係數值mm2/T
r
A
膨化機生產一噸產品所需開孔面積 • 浮料 150 ~200 mm2/T • 沉料 500~600 mm2/T • 狗糧 200~250 mm2/T 實際模板開孔係數是由配方及操作過程做調整 例):鱸魚5號 為達到比重 480g/L;膨化比1.45;出料面積530mm2
因配方原料及設備須差異須適時調整
L D
浮性飼料L:D=1:1 (適用於模孔 ψ1.5mm~ψ≦6mm) L:D=2:1(適用於模孔ψ6mm↑)
沉性飼料L:D=2:1(或L可長些,視配方 調整)
Hale Waihona Puke 模孔形式與成品外觀柱形
圓形
三、加工品質管制
• 擠壓料操作依產品之要求密度、顆粒大小、產品
水分
選模具、增壓環、裝付模具及不同支數之刀座、調整 切刀間隙
調質機內部構造
原料在DDC 中的分佈
向前推料 原位攪拌原料 向後推料 出料口
通風系统 正確的槳葉配置 正確的DDC轉動方向
物料在DDC中停留時 間最長時,DDC正確 的轉向
*正常生產時的轉向
物料在DDC中停留時間 最短,或快速排空DDC 時,DDC正確的轉向
膨化機
膨化機主機筒的作用
水合 加熱 混合 輸送物料
水產飼料加工技術
報告大綱
• 擠壓機介紹 • 擠壓設備附件介紹 • 加工基本條件 • 加工品質管制 • 品質問題點探討
一、擠壓機介紹
緩衝倉
活動料倉
餵料機 調質機
擠壓筒
切刀組
二、擠壓設備附件介紹
• 調質機
調質的功用 混合、水合、加熱
預調質後,部分原料在進入主機筒之 前已經熟化
降低膨化機組件的磨損程度 降低電能的消耗
如何提高熱能 • 調質機及主機添加蒸汽或熱水 • 主機擠壓腔外殼加熱 優劣點 • 產品密度較易達到 • 產品膨化組織較大 • 外表有硬殼吸水性差 • 蒸汽能源費用高
• 澱粉
由配方中使用適當之澱粉原料,可有效提高產品 之膨化
有效提高飼料之結合性
• 模具出料面積設計參考
計算模板的總開孔面積
30-70分
鱸魚5號
10.3-10.7*L8.5
480
40-80分
硬度(kg)
4-6 5-7
浮率 (%) 95-100 98-100 99 99
100
產品名稱(沉料)
成品規格(mm)
石斑3號/海鱺3號/鱒魚6號
∮5.9-6.2 L3.5
石斑4號/海鱺4號(黃)(紅)/鱒魚7號 ∮7.9-8.2 L4.0
640 1.5-2小時 散開<5%
640
640 2-2.5小時 散開<5%
640
690 15~20分
690
690 20~30分
690
硬度 (kg)
4~5 5~6
6~7
7~8 <14 <16 <18
草蝦EP大蝦(6)
∮2.3-2.5 L6.0
690 30~50分
草蝦EP種蝦
∮2.3-2.5 L6.0
690
∮1.4-1.6 L2.0
草蝦EP小蝦3號(3)
∮1.7-1.9 L3.0
草蝦EP小蝦4號(4)
∮2.0-2.2 L4.0
草蝦EP中蝦(5)
∮2.3-2.5 L5.0
假比重 (g/l)±2
0
水中安定性 無心時間 裂隙(%)
640 1-1.5小時 散開<5%
640
640 <2.5小時 散開<5%
640
假比重 水中安定性
(g/l)±
20
無心時間
460
6分鐘以內
460
460
10分鐘以內
幼鰻
2.0-2.2
460
成鰻1號 成鰻2號
2.6-2.8 3.6-3.8
450
12分鐘以內
440
成鰻3號(黃) 成鰻4號(黃) 鱸魚4號
4.3-4.5 5.3-5.6 8.4-8.7*L7
430
15分鐘以內
420
480
膨化之要素
機械能
提高機械能之方法 • 減少出料面積 • 裝置背壓閥或文氏增壓閥 • 裝置變頻控制器,調整擠壓機速度 • 裝置SME控制器 • 改變主機螺旋組態(增加反向剪力片)
優劣點: • 膨化組織細緻 • 吸油性佳 • 軟心時間快 • 主機螺旋易磨損 • 摩擦力增加,耗費電能
• 熱能
浮料>20% 沉料>10% 澱粉原料來源
玉米 小麥 馬鈴薯 樹薯
麥麩、米糠
對加工飼料之影響 減少配方成本 產品密度降低 產品表面粗糙 降低魚之成長 結合性差污染水質
油脂
對加工飼料之影響
能量來源 提高適口性 提供魚必要之脂肪酸 較大之膨化組織 減少機械能 水中溶解時間延長 提高產品之密度 降低產品之結合度
石斑5號沉料(特)
∮7.9-8.2 L8.0
石斑5號/海鱺5號(黃)(紅)
∮9.8-10.2 L5.0
石斑6號/海鱺6號
∮12.3-12.7 L6.0
石斑7號/海鱺7號
∮15.8-16.2 L7.0
石斑8號/海鱺8號
∮19.0-21.0 L8.0
石斑9號/海鱺9號
∮26.0-28.0 L10.0
草蝦EP蝦苗2號(2)
真空覆油機 覆油率 2%~20%
三、加工基本條件
原料
粒度
適當原料粒度
改善產品之顆粒外觀
降低模孔堵塞 較易熟化
1.0 mm
降低粉末及提高水中安定性
最大顆粒直徑=1/3模板開孔直徑<1.5mm
1.5 mm
澱粉
對加工飼料之影響 碳水化合物—能量的來源 幫助擠壓飼料之膨化 提高飼料結合性 水產飼料中之澱粉含量
加入油脂對產品之影響 (單螺桿)
擠壓混合物油脂含量
對產品品質的影響
﹤7% 7~12%
12~17%
﹥17%
一點或沒影響
超過7%後,每增加1%油脂, 最後整體密度將增加約16g/l
產品只有一點或沒有膨脹,但 仍保有一些耐久性
最終產品耐久性不佳
回機料 對加工飼料之影響(使用量5~10%)
產品外觀顏色較黑 膨化度小、密度較高 熟化度較高 產品形狀分明
依產品之需求及規範於調質機、主機添加水及蒸汽或 油
擠壓出口需控制好濕料之密度、粒度並隨時量測記錄 依粉狀水分及加水、蒸汽總量、濕料密度,調整設定乾
燥溫度(可依累積之操作經驗值)
水產飼料規格與物性標準
產品名稱(浮料)
稚鰻1號 稚鰻2號 外銷稚鰻浮料
成品規格(mm)
1.0-1.2 1.4-1.8 1.6-1.8
四、品質問題點探討
膨化比不足 顆粒大小不一 密度 成品水分 成品切口不佳及屑末多 結合性差(水中安定性不佳) 成品粗脂肪含量不足
導致物料的熟化和降低物料的黏性使物料可以通過模板。
背壓閥
安裝在擠壓機出口可調整擠壓膨化製程之壓力及機械能 (控制產品之熟化度、密度、形狀、水中安定性)
線上可調整
需停機更換
文氏增压腔
加工流向
SME 排料流向
密度控制器
EDMS
DMS 可調密度200~250g/L
乾燥機
臥式
立式
覆油機
滾筒式覆油機 覆油率<5%