装配型制造企业车间物流配送
制造企业装配线物料准时配送路径优化问题研究

∑ =
i= 1
,
V, j k
( 9)
边 库 存 .当满 足 当前 站 点 的物 料 配 送 条 件 时 , 物 流 部 门 对 物 料 进 行 分 拣 、 库 。 且 出 并
在 工 位 要 求 的 时 间 窗 内 将 物 料 配 送 到 位 。 形 成新 的 出 库 任 务 和
= A
=
( ) 1 ( 2)
Mi
f= l
式 中 : 表 示 任 一 工 位 物 料 求 量 ; 示 B 需 A表 OM ( 料 物 清 单 表 ) 物 料 应 的 需 求 量 系 数 ; 中 对 Ⅳ表 示 任 一 工 位 任 务 量 ; 表 示 任 一 工 位 的 物 料 种 类 ; 表 示 任 一 工 位 的 n 物 料需 求量 。
sl ino et c r ei r a oe n e s i-i ei r d i u e ra o t nt at l e pt m d l drut n t dl e moewt bf r e . uo h r o d vy h u j - me vy h a
Ke o d : t t n J s-n t D l e yP t Hy r a t m v l t n r g r h y W r s Sai u t i- i o me ei r ah v b i Qu n u E oui a yAl i m d o o t
车 配 送 路 径 问 题 模 型 ,为 制 造 企 业 带 缓 存 区 配 送 方 式 下 的 牵 引 车 配 送 路 径 问 题 提 供 了可 参 考 模 型 和 算 法 。
1 带 缓存 区的 准 时物 料 配送 问题 分 析
准 时 物 料 配 送 是 根 据 生 产 节 拍 和 需 求 来 拉 动 物 料 配 送 的 。 理 系 统 根 据 物 料 需 求 量 , 边 库 存 以 及 生 成 管 线 任 务 量 , 算 出 站 点 所 需 物 料 的 配 送 数 量 。 流 部 门 针 计 物 对 所 需 物 料 进 行 分 拣 、 配 和 备 料 后 . 据 生 产 计 划 和 装 根 物料 配 送数 量运 送物 料到 指定 站点 , 充生 产 。 补
企业生产物流的三种基本配送模式

企业生产物流的三种基本配送模式
企业生产物流的三种基本配送模式是:直配模式、集配模式和交叉配送模式。
1. 直配模式:也称为点对点配送模式,是指生产企业直接将产品从生产地点发往终端客户的配送方式。
在这种模式下,每次配送只涉及一个客户,配送路径较短,一般适用于终端客户分布较为密集且订单量小的情况。
2. 集配模式:也称为集中配送模式,是指生产企业将产品集中配送到指定的集散中心,再由集散中心进行进一步的配送到各个终端客户。
在这种模式下,集散中心的作用是收集来自不同生产企业的产品,按照一定的规划进行配送,可以实现批量配送和集约化管理。
3. 交叉配送模式:也称为交叉配送中心模式,是指生产企业将产品配送到指定的交叉配送中心,再由交叉配送中心进行进一步的配送到各个终端客户。
与集配模式类似,交叉配送模式也可以实现批量配送和集约化管理,但相较于集配模式更加灵活,可以实现不同生产企业之间的配送合作和资源共享。
精益物流配送管理

C部件
完成品堆放地 B部件
A部件
按自身进度进行生产
前工序(零件加工线)
物流moving
2、有精益思想的流。
必要条件: 平准化生产 A B C
后工序(主生产线)
必要条件: 小数量搬运
必要条件:
・ 引取看板 ・ 准时化
必要条件:
供应商
・ 高速度切换 ・ 多能工化
C部品
B部品 A部品
后工序(主生产线)
后道工序的售出情况无法频繁地反馈给前道工序
导致过量生产
由于不清楚什么时候可以被送走,所以前后工序都需要有仓库
无论运输成本如何低廉,如果“准时化”水平低下就不 可能降低物流的总成本,也不可能实现高效物流
精益物流的作业
生产组织模式与物流体系的关系
“推动式”生产组织模式
原材料 输入
H1
工序1
H2
工序2
形等现象; 确保操作工位器具的安全性; 装卸的可操作性; 折叠式、伸缩式工位器具的可操作性。
3、货物保管。
在从收货到供料的过程中,合理地管理实物,防止出现零部件滞留或长期库存、死藏 的现象。
验收:确认收到的零部件的数量、包装式样、实物的质量,并迅速对未交货和交货异 常采取措施;
实物管理 :随时了解库存位置和数量;能够先入先出; 工位器具管理 循环确认
向前工位 索取必要 的部件
原材料
向后工序只在需要的时候,领取所需数量的 物品,具备了准时化生产的条件。
准时化生产
装配物流配送示意图
生产计划部
月滚动计划
日别装配计划 (不可变动)
品种,数量,时 间节点
物料配送清单 标件按日批量配送 大件按30件配送
缓冲货店 最大量(1日份)
自动化装配生产线运输站实现方案及措施

自动化装配生产线运输站实现方案及措施自动化装配生产线是一种高效、精确且可靠的生产方式,而运输站则是连接不同工序的重要环节。
在实现自动化装配生产线的过程中,设计和建设一个高效的运输站是至关重要的。
本文将从方案和措施两个方面,探讨如何实现自动化装配生产线的运输站。
一、方案1.物料流程规划:根据装配生产线的工艺流程,合理规划物料的流动路径和运输站的布局。
在设计物料流程时,要考虑不同工序之间的距离、物料的种类和尺寸等因素,确保物料在运输过程中的安全和高效。
2.运输设备选择:根据物料的特性和运输需求,选择合适的运输设备。
常见的运输设备包括输送带、AGV(自动引导车)、传送机械臂等。
在选择运输设备时,要考虑设备的承载能力、速度、可靠性和适应性等因素,以满足不同工序的运输需求。
3.运输路线规划:根据不同工序之间的距离和运输需求,规划合理的运输路线。
要避免运输路线交叉和冲突,确保物料的顺畅流动。
同时,还要考虑运输路线的安全性,设置防撞装置和安全警示标识,防止意外事故的发生。
4.自动化控制系统:采用先进的自动化控制系统,实现对运输设备的自动控制和调度。
通过传感器、编码器等设备,实时监测物料的位置和运输状态,并根据生产计划进行智能调度。
自动化控制系统能够提高运输设备的工作效率和准确性,降低人为操作的错误和风险。
二、措施1.标准化作业:制定运输站的作业标准,明确每个工序的工作内容和要求。
对操作人员进行培训和考核,提高其操作技能和工作质量。
同时,建立严格的质量控制机制,确保每个工序的装配质量和准确性。
2.设备维护保养:定期对运输设备进行维护保养,确保其正常运行。
对设备的关键部件进行定期检查和更换,提高设备的可靠性和使用寿命。
建立设备维修记录和故障分析,及时解决设备故障,减少生产线的停机时间。
3.数据分析和优化:通过对运输站的运行数据进行分析和优化,发现问题并及时改进。
根据数据分析结果,调整运输设备的工作参数和运输路线,提高运输效率和物料流动的顺畅性。
东风商用车总装配厂线边集配物流优化研究

东风商用车总装配厂线边集配物流优化研究作者:王欢王媛来源:《现代商贸工业》2018年第31期摘要:2017年,东风商用车公司将其他工厂逐渐集中到西坪工厂(总装配厂)及其周边。
目前,张湾工厂正在与西坪工厂(总装配厂)合并,为了填补张湾工厂因关闭而降低的产能,东风商用车总装配厂不得不开设新的生产线来确保产量平衡。
对十堰东风商用车总装配厂第八生产线集配区的物流进行优化,通过对集配区进行5S,增加KIT供给品种数,优化集配区料架及料盒的摆放等措施,为后续总装厂开设新生产线,提高产能打下基础。
关键词:东风商用车总装配厂;线边集配物流;优化;KIT供给中图分类号:F25 文献标识码:A doi:10.19311/ki.1672-3198.2018.31.0151 引言长久以来,汽车制造企业一直致力于降本增效,而汽车总装配厂的生产物流成本节约则更具代表性。
本文选取十堰市东风商用车总装配厂内饰车间八线作为研究对象,对其线边集配物流的运行现状进行改善。
十堰市东风商用车在2011年与沃尔沃合资后,卡车成为其重要产品,相比轿车,卡车的装配零件品种更多,数量更大,因此物流成本成为经营面临的重要问题;此外,由于十堰市独特的地形特点,导致运输物流的成本过高。
为了降低物流成本,2017年东风商用车公司将其他工厂逐渐集中到西坪工厂(总装配厂)及其周边。
目前,张湾工厂正在与西坪工厂(总装配厂)合并,但关闭张湾工厂意味着产能的降低,如何使总装厂的产能提升,是目前最需要考虑的问题。
为了填补张湾工厂关闭而降低的产能,东风商用车总装配厂不得不开设新的生产线,以保证生产量的平衡。
因此,本文对十堰东风商用车总装配厂第八生产线集配区的物流进行优化,以达到节省车间面积,建立更多生产线,提高产能的目的。
2 线边集配物流运行现状总装厂八线以高端重型车的生产为主,集合车身、车架、总装、整车储运、KD发交五大业务于一体,是具有行业标杆水平的重卡装配工厂。
基于SIMIO的装配车间生产线配送物流仿真分析

装 配 车 间 物 料 配 送 的 最 佳 方 案 ,预 估 物 流 系 统 的 投 入 产 出 及 潜 在 问 题 . 降 低 从 设 施 规 划 到 制 造 执 行 的 不 确
基于 S l MI O 的装 配车 间生产 线配送物流仿真分析 术
口 岳 磊 口 管在林 1 , 2 口 王创剑
武汉
口 郑志明
长沙 4 1 0 0 7 9
口 邵新宇
1 . 华 中科 技 大 学 机 械 学 院
4 3 0 0 7 4
2 . H U S T — S A N Y先 进 制 造 联 合 实 验 室
定 性 。
需求 , 主ห้องสมุดไป่ตู้ 包 括物料 种类 和 配送节 拍 等 。
( 2 ) 初 步 分 析 。初 步 分 析 是 在 数 据 调 研 之 前 就 应 该
1 基 于 仿 真 的 装 配 线 物 流 分 析 方 法
1 . 1 装 配 线 物 料 分 类
涉及 。 这 样 可 以 为 数 据 调 研 明 确 方 向 和 内 容 。这 里 的 初 步 分 析 主 要 是 针 对 获 取 数 据 之 后 进 行 简 单 分 析 ,分 析
的要 求 。 如最短的产品生产周期 、 最 低 的成 本 、 最 优 的 服 务 等 。作 为 企业 “ 第 三利 润 源 泉 ” 的 企 业 物 流 系 统 成
为 企 业 生 存 和 发 展 新 的 利 润 增 长 点 , 对 企 业 缩 短 产 品
装配 线需 求 、 车 间布局 及 仓储 位 置 等 因素 的不 同 , 物 料 在 装 配 线 配 送 的 过 程 中 有 其 不 同 的 分 类 。 本 文 对 装 配
常见6种物流模式对比
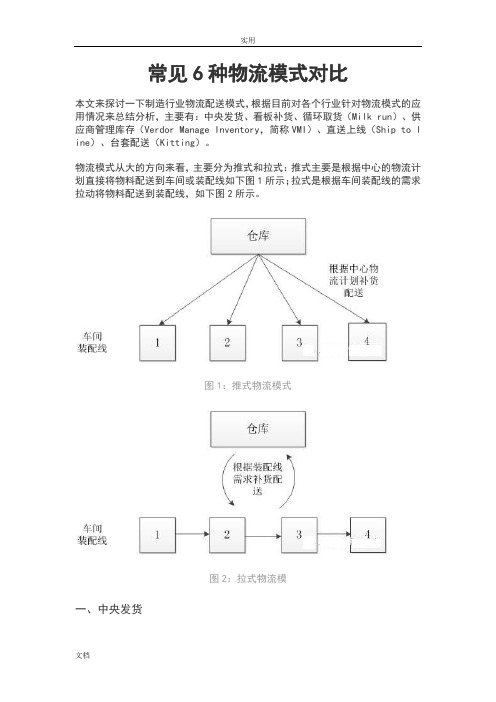
常见6种物流模式对比本文来探讨一下制造行业物流配送模式,根据目前对各个行业针对物流模式的应用情况来总结分析,主要有:中央发货、看板补货、循环取货(Milk run)、供应商管理库存(Verdor Manage Inventory,简称VMI)、直送上线(Ship to l ine)、台套配送(Kitting)。
物流模式从大的方向来看,主要分为推式和拉式:推式主要是根据中心的物流计划直接将物料配送到车间或装配线如下图1所示;拉式是根据车间装配线的需求拉动将物料配送到装配线,如下图2所示。
图1:推式物流模式图2:拉式物流模一、中央发货中央发货是一种推式的物流模式,即直接根据主生产计划来计算车间物料需求,定期将物料从中央仓库配送到车间。
这种方式的优点是管理简单、操作简洁,缺点是不考虑车间装配线的实际情况导致库存高。
虽然随着生产方式的改变,这种物流模式已经逐渐被淘汰,但是从物料分析的角度来看,目前有些情况还是适合应用该模式的。
二、看板补货看板补货是一种拉式的物流模式,指在车间或装配线边设置物料存储区域,并对每种物料设置最高库存和最低库存,低于最低库存水平时看板拉动实现补货,如下图3所示。
其分为单一看板和双看板,单一看板是指只有一个环节的看板补货即从供应商直接补货到车间,双看板是指从供应商到配送中心再到车间两个环节的补货。
最高库存和最低库存水平则根据物料需求信息及相关分析来设定。
图3:看板补货流程看板补货的优点是根据需求拉动,降低库存水平;缺点是占用车间或装配线的空间较多。
其目前的应用主要在小体积的通用性物料。
三、循环取货(milk run)循环取货(milk run)通常由制造商或者物流公司根据确定的取货路线、频次、时间窗到若干个供应商处依次取货,最后汇集并送到区域配送中心或者总装配企业车间,在此过程中还配合完成空容器的流转,即在上门取货前将空容器装车,到达供应商处先将对应空容器卸下再取货。
如下图4所示。
自动化装配生产线运输站实现方案及措施

自动化装配生产线运输站实现方案及措施一、自动化运输设备1.输送带系统:采用输送带系统作为主要的物料运输设备,可以实现自动化的物料运输,提高物料的运输效率和准确性。
2.AGV(自动导引车):采用AGV作为辅助物料运输设备,可以实现自动化的物料搬运和运输,提高物料运输的灵活性和效率。
3.堆垛机:采用堆垛机进行物料的垛叠和拆垛,可以提高物料的堆码效率和稳定性。
二、自动化控制系统1.物料识别和追踪:在物料上标识识别码,通过扫描设备对物料进行追踪和识别,实现物料的自动化管理和控制。
2.运输路径规划和调度:通过运输站的控制系统对物料的运输路径进行规划和调度,实现物料运输的高效和有序。
3.异常处理和报警机制:通过运输站的控制系统监测物料运输的过程,及时发现异常情况并采取相应的措施,确保物料运输的安全和稳定。
三、安全保障措施1.防止物料堆叠倒塌:采用合适的堆垛机和垛叠方法,保证物料的稳定性和安全性。
2.防止人员误操作:设立警示标识和安全防护设备,禁止人员进入物料运输区域,避免人员误操作引起的事故。
3.防止意外发生:安装安全传感器和报警装置,及时发现物料运输中的安全隐患,确保人员的安全。
四、维护和保养措施1.定期保养和维护设备:定期对输送带系统、AGV和堆垛机等运输设备进行保养和维护,确保设备的正常运行。
2.设备故障报修和处理:设立专门的维修部门,对设备故障进行及时报修和处理,减少设备的停机时间。
3.加强员工培训和技能提升:对运输设备的操作人员进行培训和技能提升,提高员工的操作能力和设备维护水平。
通过以上方案和措施的实施,可以有效实现自动化装配生产线运输站的自动化化管理和控制,提高物料运输的效率和准确性,降低运输成本,提高生产效率和产品质量,确保生产线的安全和稳定运行。
同时,需要根据不同生产线的实际情况和需求,适当进行调整和优化。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(4)较低配送成本;
ppt课件
17
(3)、JIT动态物料配送模型
生产部及决策 部门(PBOM)
计生 划产
采购计划(PBOM)
供应商
车间看板
实时物料消耗信息传输 基于RFID的跟踪与采集
物料管理中心
实
时 传 达
工位1
实时信息传输(WBOM) 工位2
……
工位n
物 料物 配料 送配 信送 息下
准 时 供 货
工序n
......
工序2
ppt课件
工序1 生产线A
10 主机
工序1 生产线B
三、物流配送中心的设施与规划
1、物料分类——ABC分类法。 (1)、JIT存储件; (2)、JIT配送件 (3)、JIT补充件
2、物料超市的设置——条码标签。 3“物料超市——工位组”的耦合。
ppt课件
11
1、物料分类——ABC分类法
ppt课件
8
基于RFID技术—BOM的变化
PBOM——产品BOM WBOM——生产作业BOM FBOM——配送BOM
从“PBOM——WBOM——FBOM” 的变化过程,体现物料信息的动态变化过程。
ppt课件
9
过程监控与调度技术——看板管 理
车间电子看板
车间电子看板
叫
准时配送
的达 上
物流配送中心
直
传
接
配
ppt课件
物料超市
补货区
送
18
通
道
2、车辆路径优化
1、车辆定位追踪——基于RFID技术。 2、车辆路径优化问题:
(1)建立一个目标函数; (2)用改进的遗传算法求解; (3)用实例验证其合理性和可行性;
ppt课件
19
此课件下载可自行编辑修改,此课件供参考! 部分内容来源于网络,如有侵权请与我联系删除!感谢你的观看!
JIT 生产方式要求物料配送要在准确的时间、准确的地点、配 送指定数量的产品。
JIT 生产方式的这些特点要求生产物料的配送是多频次、批量 的供货策略,从而达到减少库存积压,减少资金占用的目的。
ppt课件
16
(2)、JIT配送系统的目标
(1)配送作业合理化;
(2)配送及时性;
(3)较高服务水平;
6
RFID的工作原理示意图
ppt课件
7
2、物料信息的实时跟踪与采集
应用 RFID 技术进行数据采集主要是通过在工位控制 器上安装 RFID 读写器以读取在制品 RFID 标签。
① RFID 标签与在制品绑定 ② 读取 RFID 标签 ③ RFID 标签内容解析 ④ RFID 标签的循环利用
ppt课件
2
3、物流配送的特点
第一,物料包括与生产相关的所有物品,如原材料、 半成品、成品,零部件、外协件、在制品等。
第二,配送不是单纯的运输和输送,除了运送外,还 包括分货、配货、配装等内容,是“配”与“送”的 有机结合。
第三,物料配送是根据生产线物料需求,包括物料种 类、数量和时间等方面的要求,所进行的运送
装配型制造企业车间物流配送系统 的分析研究
——-邵蒙(山大)
ppt课件
1
一、物流配送的概述
1、物流配送定义:物品从供应地向接收地的实体流 动过程。根据实际需要,将运输、储存、装卸、搬运、 包装、流通加工、配送、信息处理等基本功能实现有 机结合。
2、物流配送的目的:对生产中所需的各类物料进行 准确、及时、合理配送,从而达到对车间物料的合理 组织,保障产品生产的正常有序进行。
2、过程监控与调度技术——看板管理。
ppt课件
5
1、物料信息数据的跟踪与采集 技术(基于RFID技术)
RFID是一种利用射频信号和空间耦合(电磁耦合或电 感耦合)原理,实现读写器与电子标签之间的非接触双 向数据通信,从而达到识别目的的自动识别技术它由 电子标签、读写器、天线以及控制模块组成。
ppt课件
ppt课件
15
(1)、JIT动态物料配送
JIT 生产方式下配送的特点:
JIT(Just In Time)生产方式的主要目标是:废品量最低、库 存量最低、准备时间最短、生产提前期最短、减少零件搬运,搬 运量最少、机器损坏低、批量小等七个目标。
JIT 生产管理方式的目标,对物料配送方式提出了更高更快更 及时的要求。
A类——JIT配送件
占用库存只有20%,使用率 有80%;
B类——JIT补充件
占用库存有30%,使用率 有10%;
C类——JIT存储件
占用库存有50%,使用率 有10%;
ppt课件
12
2、物料超市的设置
生产线
装 配 车 间
直 接 配 送 通 道 ppt课件
生产线 工位 生产线
工位 存
物料超市1
物料超市1
. . .
线边库存 工位n
生 产 工 位 组 线
成品
四、JIT配送模式
1、JIT动态物料配送: (1)JIT 生产方式下配送的特点。 (2)JIT配送系统的目标。 (3)JIT动态物料配送模型。
2、车辆路径优化: (1)车辆定位追踪——基于RFID技术 (2)车辆路径优化问题——“改进”遗传算法。
生产线
工位 生产线
生产线
工位
储
区
物料超市2 …… 物料超市x
物料超市2
13
……
物料超市y
补货
配送 区
3、物料超市——工位组的耦合
直接配送通道
物料超市1
物
料补
配货
送
配 送
中区
心
物料超市2
物料超 市n
ppt课件
物流呼叫 物料配送
线边库存
工位1
物流呼叫 物料配送
物流呼叫 物料配送
14
线边库存
. . .
工位2
ppt课件
3
4、物流配送的意义:
对生产供应中的各类物料实施多品种、 小批量的准时配送,从而实现对车间物 流的合理组织,进而提高车间物料配送 的准确性、准时性,优化装配线的工位 库存,减少企业资金和资源的浪费,提 高企业的竞争力
ppt课件
4
二、物流配送的关键技术
1、物料信息数据的跟踪与采集技术(基于RFID技术): (1)物料信息的跟踪。 (2)物料信息的采集与及时反馈。