推动架钻孔工序夹具设计说明书内附图样本
夹具设计(钻孔)说明书
前言机械设计是机械工程的重要组成部分,是决定机械性能的最主要因素。
由于各产业对机械的性能要求不同而有许多专业性的机械设计,如纺织机械设计、矿山机械设计、农业机械设计、船舶设计、汽车设计、机床设计、压缩机设计、内燃机设计、汽轮机设计、泵设计等专业性的机械设计分支学科。
在机械制造厂的生产过程中,用来安装工件使之固定在正确位置上,完成其切削加工、检验、装配、焊接等工作,所使用的工艺装备统称为夹具。
如机床夹具、检验夹具、焊接夹具、装配夹具等。
机床夹具的作用可归纳为以下四个方面:1.保证加工精度机床夹具可准确确定工件、刀具和机床之间的相对位置,可以保证加工精度。
2.提高生产效率机床夹具可快速地将工件定位和夹紧,减少辅助时间。
3.减少劳动强度采用机械、气动、液动等夹紧机构,可以减轻工人的劳动强度。
4.扩大机床的工艺范围利用机床夹具,可使机床的加工范围扩大,例如在卧式车床刀架处安装镗孔夹具,可对箱体孔进行镗孔加工。
机械制造装备设计课程设计是机械设计中的一个重要的实践性教学环节,也是机械类专业学生较为全面的机械设计训练。
其目的在于:1.培养学生综合运用机械设计基础以及其他先修课程的理论知识和生产实际知识去分析和解决工程实际问题的能力,通过课设训练可以巩固、加深有关机械课设方面的理论知识。
2.学习和掌握一般机械设计的基本方法和步骤。
培养独立设计能力,为以后的专业课程及毕业设计打好基础,做好准备。
3.使学生具有运用标准、规范手册、图册和查询有关设计资料的能力。
我国的装备制造业尽管已有一定的基础,规模也不小,实力较其它发展中国家雄厚。
但毕竟技术基础薄弱,滞后于制造业发展的需要。
我们要以高度的使命感和责任感,采取更加有效的措施,克服发展中存在的问题,把我国从一个制造业大国建设成为一个制造强国,成为世界级制造业基础地之一。
1.3零件工艺分析本次课设是要为此图1-1-3中的端盖设计一个钻3-φ9孔的夹具,最终实现将工件定位,更加精确和方便的完成钻孔工作,并保证能夹紧工件,夹紧力要适中,不要使工件变形,又能保证工件所要求的加工精度。
推动架工艺工装设计及夹具设计【钻Ф6孔+车F面】
X X大学XX COLLEGE毕业设计说明书推动架工艺工装设计Technics and Fixture Design of Promote planes系名:专业班级:学生姓名:学号:指导教师姓名指导教师职称20XX年12月10日目录引言 (4)第一章零件的分析 (5)1.1零件的作用 (5)1.2零件的工艺分析 (5)第二章确定毛坯、画毛坯图 (6)第三章工艺规程设计 (6)3.1定位基准的选择 (7)3.2制定工艺路线 (7)3.3选择加工设备及刀、夹、量具 (8)第四章加工工序设计 (8)第五章夹具设计 (11)结论 (12)致谢 (13)参考文献 (14)2推动架工艺工装设计摘要零件为机床进给机构中的推动架。
主要设计了从毛坯图怎么样加工成成品,并在加工过程中用到的工装和夹具设计,工艺卡片和工序卡片的制定设计加工参数的确定等等关键词工艺、工序、圆柱销、圆锥销、定位、夹紧、夹具体等。
Technics and Fixture Design of Promote planesAbstract Machine tool parts for the feeding mechanism of promoting the plane. The main design from a rough map like how processed into finished products and processing equipment and fixtures used in the design, technology and the card design process to develop the card processing parameters, etc.Key words Technics、working procedure、column cancel 、taper cancel 、orientation Clamp.3引言毕业设计是在学完了机械制造工艺学及机床夹具设计课程,并进行了生产实习的基础上进行的一个教学环节,它要求学生全面地综合运用本课程及有关先修课程的理论和实践知识,进行零件加工工艺规程的设计和机床夹具的设计。
毕业设计(论文)推土机铲臂右支架加工工艺及钻6xφ20孔夹具设计(全套图纸)
摘要本设计设计的是机械零件的加工工序、设计方案、计算过程以及夹具设计。
机械零件的表面加工方法的选择、加工顺序的安排、工序集中与分散的处理、加工阶段的划分、机床和工艺装备的选择、加工余量与工序尺寸及公差的确定等都是编制工艺规程的主要问题。
而夹具设计所面临的是设计方案的确定、定位元件的选择、定位误差的分析与计算、夹紧力的计算、夹具体毛坯结构及夹具元件配合的确定。
还有毛坯图、零件图和夹具装配图的绘制,如何保证用技术条件是加工过程最为重要的问题,而夹具也起着至关重要的作用。
机械零件的合理结构设计、加工工艺性设计,保证零件的加工质量,对提高生产效率有着重要意义,它是保证产品质量的关键所在。
通过对机械零件加工过程的设计,可以发现一个产品的设计需要各个加工过程很好的配合才能成功。
关键词:机械零件;工艺;夹具;夹紧;定位全套图纸,加153893706AbstractIn this paper, the design of the fork processing speed, design, calculation and design of drilling jig. Fork the surface of the choice of processing methods, processing sequence of the arrangement, process centralization and decentralization of treatment, the division stage of processing, machine tools and process equipment selection, allowance and processes determine the size and tolerance of the preparation process are the main point of order problem. Fixture Design and facing the program is designed to identify, locate component selection, positioning errors of analysis and calculation, the calculation of clamping force, the specific folder structure and the rough with the determination of fixture elements. There are fork blank map, fixture assembly parts diagram and mapping how to ensure the technical conditions fork is the most important process, and fixture also plays a vital role. Fork reasonable structural design, design process to ensure quality processing fork, to improve the productivity of great significance, it is to ensure that the key to product quality. Fork through the design process can be found in a product design process requires a good co-ordination to succeed.Keywords: fork; technology; fixture; clamping; positioning目录摘要 (1)Abstract (2)目录 (3)前言 (4)第1章零件的分析 (6)1.1 生产纲领和生产类型的确定 (6)1.2 零件的作用与分析 (7)1.3 确定毛坯制造形式 (8)1. 4 毛坯尺寸与机械加工工艺尺寸确定 (8)1.4.1 加工余量的确定 (8)1.4.2 工序尺寸及其公差的确定 (9)第2章工艺规程设计 (10)2.1 定位基准的选择 (10)2.2 零件表面加工方法的选择 (10)2.3 工艺方案的制定 (11)2.4 切削用量与工时的计算 (12)第3章选择加工设备及工艺装备 (35)3.1 机床的选择 (35)3.2 刀具的选择 (35)3.3 量具的选择 (35)第4章钻6×Ø20孔专用夹具设计 (36)4.1 设计任务 (36)4.2 夹具设计 (36)4.2.1定位基准的选择 (36)4.2.2切削力及夹紧力的计算 (37)4.3 定位误差的分析 (38)4.4钻套、衬套、钻模板设计与选用 (38)4.5 夹具设计及操作的简要说明 (40)结论与展望 (42)致谢 (43)参考文献 (44)前言机械工业是国民经济的支柱产业,现代机械制造技术是机械工业赖以生存和发展的重要保证。
夹具设计(钻孔)说明书
前言机械设计是机械工程的重要组成部分,是决定机械性能的最主要因素。
由于各产业对机械的性能要求不同而有许多专业性的机械设计,如纺织机械设计、矿山机械设计、农业机械设计、船舶设计、汽车设计、机床设计、压缩机设计、内燃机设计、汽轮机设计、泵设计等专业性的机械设计分支学科。
在机械制造厂的生产过程中,用来安装工件使之固定在正确位置上,完成其切削加工、检验、装配、焊接等工作,所使用的工艺装备统称为夹具。
如机床夹具、检验夹具、焊接夹具、装配夹具等。
机床夹具的作用可归纳为以下四个方面:1.保证加工精度机床夹具可准确确定工件、刀具和机床之间的相对位置,可以保证加工精度。
2.提高生产效率机床夹具可快速地将工件定位和夹紧,减少辅助时间。
3.减少劳动强度采用机械、气动、液动等夹紧机构,可以减轻工人的劳动强度。
4.扩大机床的工艺范围利用机床夹具,可使机床的加工范围扩大,例如在卧式车床刀架处安装镗孔夹具,可对箱体孔进行镗孔加工。
机械制造装备设计课程设计是机械设计中的一个重要的实践性教学环节,也是机械类专业学生较为全面的机械设计训练。
其目的在于:1.培养学生综合运用机械设计基础以及其他先修课程的理论知识和生产实际知识去分析和解决工程实际问题的能力,通过课设训练可以巩固、加深有关机械课设方面的理论知识。
2.学习和掌握一般机械设计的基本方法和步骤。
培养独立设计能力,为以后的专业课程及毕业设计打好基础,做好准备。
3.使学生具有运用标准、规范手册、图册和查询有关设计资料的能力。
我国的装备制造业尽管已有一定的基础,规模也不小,实力较其它发展中国家雄厚。
但毕竟技术基础薄弱,滞后于制造业发展的需要。
我们要以高度的使命感和责任感,采取更加有效的措施,克服发展中存在的问题,把我国从一个制造业大国建设成为一个制造强国,成为世界级制造业基础地之一。
1.3零件工艺分析本次课设是要为此图1-1-3中的端盖设计一个钻3-φ9孔的夹具,最终实现将工件定位,更加精确和方便的完成钻孔工作,并保证能夹紧工件,夹紧力要适中,不要使工件变形,又能保证工件所要求的加工精度。
推动架夹具设计说明书(钻锪孔)
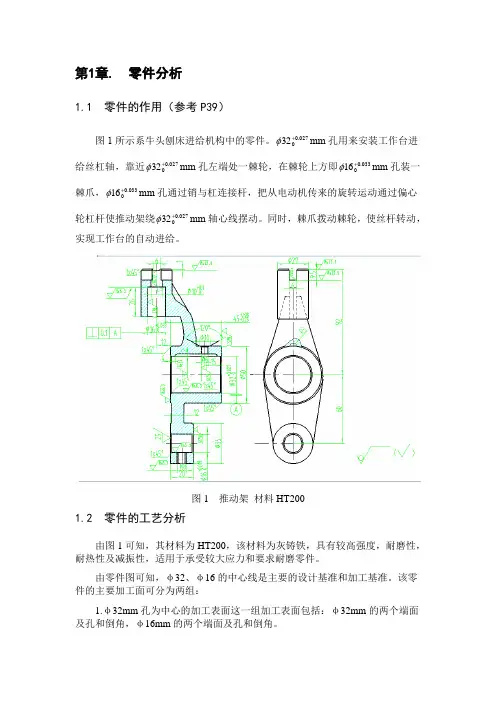
第1章. 零件分析1.1 零件的作用(参考P39)图1所示系牛头刨床进给机构中的零件。
027.0032+φmm 孔用来安装工作台进给丝杠轴,靠近027.0032+φmm 孔左端处一棘轮,在棘轮上方即033.0016+φmm 孔装一棘爪,033.0016+φmm 孔通过销与杠连接杆,把从电动机传来的旋转运动通过偏心轮杠杆使推动架绕027.0032+φmm 轴心线摆动。
同时,棘爪拨动棘轮,使丝杆转动,实现工作台的自动进给。
图1 推动架 材料HT2001.2 零件的工艺分析由图1可知,其材料为HT200,该材料为灰铸铁,具有较高强度,耐磨性,耐热性及减振性,适用于承受较大应力和要求耐磨零件。
由零件图可知,φ32、φ16的中心线是主要的设计基准和加工基准。
该零件的主要加工面可分为两组:1.φ32mm 孔为中心的加工表面这一组加工表面包括:φ32mm 的两个端面及孔和倒角,φ16mm 的两个端面及孔和倒角。
2.以φ16mm孔为加工表面这一组加工表面包括,φ16mm的端面和倒角及孔φ10mm、M8-6H的螺纹,φ6mm的孔及120°倒角2mm的沟槽。
这两组的加工表面有着一定的位置要求,主要是:(1).φ32mm孔与φ16mm中心线垂直度公差为0.10;(2).φ32mm孔端面与φ16mm中心线的距离为12mm。
由以上分析可知,对这两组加工表面而言,先加工第一组,再加工第二组。
由参考文献中有关面和孔加工精度及机床所能达到的位置精度可知,上述技术要可以达到的,零件的结构工艺性也是可行的。
1.3 零件的技术条件分析由零件图分析可知,推动架的技术要求如表1所示:第2章. 选择毛坯、确定毛坯尺寸2.1 选择毛坯根据零件材料确定毛坯为灰铸铁,通过计算和查询资料可知,毛坯重量约为0.72kg。
生产类型为中小批量,可采用一箱多件砂型铸造毛坯。
由于φ32mm的孔需要铸造出来,故还需要安放型心。
此外,为消除残余应力,铸造后应安排人工时效进行处理。
推动架说明书
机械制造技术与装备课程设计说明书设计题目:“推动架”零件的机械加工工艺规程及M8螺纹孔加工夹具设计专业:机械设计制造及其自动化班级:学号:设计者:指导教师:日期2014年6月8日目录序言 (3)一、机械加工工艺 (4)1.1 计算生产纲领,确定生产类型 (4)1.2机械加工工艺规程制订 (4)1.3机械加工工艺规程的种类 (5)1.4制订机械加工工艺规程的原始资料 (5)二、零件的分析 (6)2.1零件的作用 (6)2.2零件的工艺分析 (6)三、选择毛坯,确定毛坯尺寸,设计毛坯图 (6)四、选择加工方法,制定工艺路线 (9)4.1机械加工工艺设计 (9)4.2制定机械加工工艺路线 (9)4.3工艺方案的比较与分析 (10)4.4确定工艺过程方案 (10)五、选择加工设备及刀具、夹具、量具 (11)5.1选择加工设备与工艺设备 (12)5.2确定工序尺寸 (13)六、确定切削用量及基本时间 (14)6.1 工序Ⅰ切削用量及基本时间的确定 (14)6.2 工序Ⅱ切削用量及基本时间的确定 (16)6.3工序Ⅲ切削用量及基本时间的确定 (17)6.4 工序Ⅳ切削用量及基本时间的确定 (18)6.5工序Ⅴ切削用量及基本时间的确定 (19)6.6 工序Ⅵ的切削用量及基本时间的确定 (20)6.7工序Ⅷ的切削用量及基本时间的确定 (20)6.8 工序Ⅸ的切削用量及基本时间的确定 (21)6.9 工序Ⅹ的切削用量及基本时间的确定 (22)七、夹具设计 (23)7.1 定位基准的选择 (23)7.2切削力和卡紧力计算 (23)7.3夹紧装置 (24)八、设计小结 (25)九、参考文献 (26)序言机械制造业是国民经济的支柱产业,现代制造业正在改变着人们的生产方式、生活方式、经营管理模式乃至社会的组织结构和文化。
生产的发展和产品更新换代速度的加快,对生产效率和制造质量提出了越来越高的要求,也就对机械加工工艺等提出了要求。
杠杆钻20孔夹具设计说明书
夹具设计(一)机床夹具在机械加工中的作用在机械技工过程中,工件的几何精度主要取决于工件对机床的相对位置,严格地说,只有机床、刀具、夹具和工件之间保持正确的相对关系,才能保证工件各加工表面之间的相对位置精度。
显然,对机床夹具的基本要求就是将工件正确定位并牢靠地固定在给定位置。
因而,机床夹具除了应保证足够的制造精度外,还应有足够的刚度,以抵抗加工时可能产生的变形和振动。
机床夹具在机械加工中起着十分重要的作用,归纳起来,主要表现在以下几个方面:①缩短辅助时间,提高劳动生产率,降低加工成本。
使用夹具包括两个过程,一是夹具在机床上的安装和调整,二是工件在夹具中的安装。
前者可以依靠夹具上的定位键、对刀块等专门装置快速实现,后者则由夹具上专门用于定位的V 形块、定位环等元件迅速实现。
此外,夹具中还可以不同程度地采用高效率的多件、多位、快速、增力、机动等夹紧装置,利用辅助支撑等提高工件的刚度,以利于采用较大的切削用量。
这样,便可缩短辅助时间、减少机动时间,有效地提高劳动效率、降低加工成本。
②保证加工精度,稳定加工质量。
采用夹具安装工件,夹具在机床上的安装位置和工件在夹具中的安装位置均已确定,因而工件在加工过程中的位置精度不会受到各种主观因素以及操作者的技术水平的影响,加工精度易于得到保证,并且加工质量稳定。
③降低对工人的技术水平要求,减轻工人的劳动强度,保证安全生产。
使用专用夹具安装工件,定位方便、准确、快捷,位置精度易于得到保证,因而可以降低对工人的技术要求;同时夹紧又可采用增力、机动等装置,可以减轻工人的劳动强度。
根据加工条件,还可以设计防护装置,确保操作者的人身安全。
④扩大机床的工艺范围,实现“一机多能”。
在批量不大、工件种类和规格多、机床品种有限的生产条件下,可以通过设计机床夹具、改变机床的工艺范围,实现“一机多能”。
例如:在普通铣床上安装专用夹具铣削成形表面;在车床溜板上或在摇臂钻床上安装镗模可以加工箱体孔系等。
钻孔夹具设计说明书
钻床夹具设计说明书设计内容:1、加工工件图2、钻床夹具装配图1张3、钻床夹具零件3张4、课程设计说明书 1份前言:1、主要技术指标1)保证工件的加工精度专用夹具应有合理的定位方案、合适的尺寸、公差和技术要求,并进行必要的精度分析,确保夹具能满足工件的加工精度要求。
2)提高生产效率专用夹具的复杂程度要与工件的生产纲领相适应。
应根据工件生产批量的大小选用不同复杂程度的快速高效夹紧装置,以缩短辅助时间,提高生产效率。
3)工艺性好专用夹具的结构简单、合理、便于加工、装配、检验和维修。
专用夹具的生产属于中批量生产。
4)使用性好专用夹具的操作应简便、省力、安全可靠,排屑应方便,必要时可设置排屑结构。
5)经济性好除考虑专用夹具本身结构简单、标准化程度高、成本低廉外,还应根据生产纲领对夹具方案进行必要的经济分析,以提高夹具在生产中的经济效益。
2、设计方案、设计方法、设计手段(一)研究原始资料在明确夹具设计任务后,应对以下几方面的原始资料进行研究。
1、研究加工工件图样了解该工件的结构形状、尺寸、材料、热处理要求,主要表面的加工精度、表面粗糙度及其它技术要求。
2、熟悉工艺文件,明确以下内容(1)毛坯的种类、形状、加工余量及其精度。
(2)工件的加工工艺过程、工序图、本工序所处的地位,本工序前已加工表面的精度及表面粗糙度,基准面的状况。
(3)本工序所使用的机床、刀具及其它辅具的规格。
(4)本工序所采用的切削量。
(二)拟订夹具的结构方案拟订夹具的结构方案包括以下几个内容1)确定夹具的类型各类机床夹具均有多种不同的类型、钻床夹具有固定式、翻转式、盖板式和滑板式等,应根据工件的型状、尺寸、加工要求及重量确定为固定式。
2)确定工件的定位方案,设计定位装置根据六点定位原则,通过分析工序图确定工件以椎孔定位,定位元件为心轴。
3)确定工件的夹紧方式,设计夹紧装置常用的夹紧机构有斜楔夹紧、螺旋夹紧、偏心夹紧、铰链夹紧等。
根据工件的结构,加工方法其因素确定为螺旋夹紧。
后托架钻孔夹具设计说明书 (4)
机电及自动化学院夹具课程设计说明书设计题目:后托架钻孔夹具设计姓名:x学号:0811115025班级:08机械电子1班届别:2008指导老师:2012年1月序言本次机械加工夹具设计,是我们学完了机械制图、机械制造工艺学、机械设计、CAD/CAM等专业基础课和主要专业课,又经过了上学期得机械加工工艺规程设计之后,进行的又一次实践性环节,特别强调对机械制造工艺学和机械设计这两门课程的运用,因此这是我们对以前所学各门课程的一次较为深入的综合总复习,同时还要对相关课外知识进行查阅和学习,也是一次对我们实际运用知识解决问题能力的练习。
我的设计题目是后托架钻孔夹具设计,本次设计同时需要结合生产实习中学到的实践知识,并通过查找图册、手册等资料来解决定位设计问题。
由于能力和经验所限,以及对知识掌握、熟悉程度以及综合运用还存在不足,因此在设计中难免会有考虑不周全或错误的地方,希望老师能够给予批评和指正。
目录夹具设计任务分析后托架产品零件图设计本加工工序重要技术要求分析专用夹具设计专用夹具相关描述夹具设计方案的提出和选择导向及对刀装置定位基准的选择夹紧方案切屑力及夹紧力的计算小结参考文献一、 夹具设计任务分析1、 后托架产品零件图(如图1所示)。
此后托架在卧式机床上,当采用双向引导刀具时,且具有较高的精度要求时,刀具和主轴之间采用浮动卡头连接,在动力刀头退回原位,刀具有一退离夹具刀套的情况下,必须采用托架来支撑刀杆,以防止刀杆产生下垂,保证在下一次工作循环中,刀具能顺利重新进入刀套,托架的结构形式同活动钻模板相似,但其作用仅在于支撑刀杆而不作为刀具的导向,托架不起直接保证加工精度的作用,但它却直接保证机床能顺利正常的工作。
2、 设计本加工工序重要技术要求分析。
如图1所示,本工序需要后托架上钻φ0.025030.2+和φ0.25025.5+的孔应满足如下加工要求:(工件的材料是 灰铸铁,刀具是 高速钢刀具)(1)0.025030.2+∅和0.025025.5+∅的孔轴线到端面A 的距离350.07±mm ;(2)0.025030.2+∅和0.025025.5+∅的孔轴线之间的距离为630.05±mm ; (3)0.025030.2+∅和0.025025.5+∅的孔轴线与端面A 的平行度要求为0.05; (4)0.025030.2+∅和0.025025.5+∅的孔轴线与0.025040+∅的孔轴线的平行度要求为0.05;(5)小批量生产。
夹具设计说明书 (3)
夹具设计说明书1 夹具方案的论证本专用钻模用于钻杠杆臂的钻削以及另一垂直方向13孔的钻加工。
由于加工精度不高,属于单工步工序应采用固定钻套。
由于与分布在小同表而且相互垂直,加工时由手工操作连同工件起翻,所以以应采用翻转式钻模。
此种钻模在设计制造时应注意安装位置的平稳性及切屑的排出等问题。
本工序(孔的钻、扩、铰)之前已加工完各平面且内孔,提供了本工序的加工定位基准。
为此根据加工要求确定定位方案为完伞定位。
夹紧机构采用螺旋夹紧机构,简甲可靠。
本工序采用立钻Z5025机床,刀具为标准麻花钻。
机床与刀具均为通用型号,故夹具设计应使其适应机床与刀具,由于是中小批量生产,夹具的结构力求简单,易于制造,操作方便。
2夹具的结构及特点2.1夹具的结构本钻模属翻转钻模(适合重不大于10kg小件)加工时翻转使用,在工作台上不安装,本夹具主要由钻模体、上模板、定位轴、辅助支撑等组成。
2.2夹具的特点铸造钻模体钻模板还可分为固定式钻模板、铰链式钻模板、可卸式钻模板和悬挂式钻模板。
本夹具根据结构特点,以及13加工皆采用固定模板。
这样可以保证较高的中心距精度,用两对角线布置的定位锥销来定位,再由两对角线布置的螺钉紧。
本夹具有辅助支撑:3.定位:3.1定位与定位原理本夹具在钻模中采用完全定位,即六点定位,用适当分布的六个约束点限制工件的六个自由度。
3.2定位方式本钻模定位属于组合定位:22圆柱孔用于短销定位,限制两个自由度,端平面(42-22环形面)定位,限制三个自由度,形成了短销加宽环形平血组合,共限制五个自由度。
另用一个防转定位销定位,限制一个定位度。
防转定位销定在工件的另一端厚10mm,lO的侧面(见左视图)位置,可防止工件转动。
对于一孔一端面的定位基准我们设计了定位柱。
定位柱的结构分三段:安装部分:42下端面往下16安装柱,安装螺纹M12。
(加垫圈、锁紧螺母)是用来定位柱安装在钻模体上的。
定位部分:42上端面加上往上22定位颈。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
资料内容仅供您学习参考,如有不当或者侵权,请联系改正或者删除。
夹具设计说明书
姓名: 学号: 08
班级: 08机械五班
指导老师:
-03-01
目录
一、概述 (3)
二、被加工零件的结构特点及指定工序的加工要求 (3)
( 一) 结构特点的论述 (4)
( 二) 零件的二维设计图 (4)
( 三) 零件的工艺分析 (4)
三、设计方案的讨论 (5)
四、夹具结构特点的论述 (5)
五、定位误差的计算 (7)
六、夹具的主要技术条件及优缺点分析 (7)
七、夹具主要零件技术条件的分析 (7)
八、夹具非标零件的加工工艺规范 (8)
九、主要参考资料 (9)
一、概述
设计题目: 设计钻推动架Φ10及Φ16孔专用夹具。
在机床上用于装夹工件的装置, 即为机床夹具。
在机床上进行加工时, 必须先把工件安装在准确的加工位置上, 并将其可靠固定, 以确保工件在加工过程中不发生位置的变化, 才能保证加工出得表面达到规定的加工要求( 尺寸、形状和位置精度) , 这个过程叫做装夹。
在此过程中, 确定工件在机床上或夹具中占有准确加工位置的过程叫定位; 在工件定位后用外力将其固定, 使其在加工过程中保持定位位置不变的操作叫夹紧, 而装夹则是定位和夹紧过程的总和。
在夹具设计中, 经过工件各定位面与夹具的相应定位元件的定位工作面( 定位元件上起定位作用的表面) 接触、配合或对准来实现定位; 夹具对机床应先保证有准确的相对位置, 而夹具结构又保证定位元件的固定工作面对夹具与机床相连接的表面的相对准确位置, 这就保证了夹具定位工作面相对机床切屑运动形成表面的准确几何位置, 也就达到了工件加工表面对定位基准的相互
位置精度要求。
由此可见, 在制造技术迅猛发展的今天, 无论是传统的机床还是数控机床, 加工中心上, 仍是不可或缺的重要工艺设备, 经过机床的夹具设计, 不但能够培养综合运用机械设计制造的知识, 还能够得到工程设计的初步训练。
经过此次夹具设计, 我得到了下述各方面的锻炼:
能熟练运用设计软件AutoCAD对二维图纸的绘制, 经过本次设计, 对于软件的综合运用能力得到了很大的提升。
提高了结构设计的能力。
经过设计夹具的训练, 对于机械基础知识和生产实习中学到的实践知识得以有效利用, 正确地解决一个零件在加工中的定位, 夹紧以及工艺路线安排, 工艺尺寸确定等问题, 保证零件的加工质量。
学会使用手册及图表资料, 掌握与本设计有关的各种资料的名称出处, 能够做到熟练使用。
设计中还有许多的不足之处, 希望各位老师多加指导。
二、被加工零件的结构特点及指定工序的加工要求
( 一) 结构特点的论述
题目所给的零件是小批量生产的牛头刨床推动架。
据资料所示, 推动架是牛头刨床进给机构中的小零件, 其主要作用是把从电动机传来的旋转运动经过偏心轮杠杆使推动架绕其轴心线摆动, 同时拨动棘轮, 带动丝杠转动, 实现工作台的自动进给。
零件有三个需加工的配合孔, 其中直径是Φ16的孔和直径是Φ32的孔有垂直度的要求。
零件结构简单, 定位特点比较明确, 较容易夹紧和加工。
( 二) 零件的二维设计图
( 三) 零件的工艺分析
1.零件工艺过程
①铸
②热处理: 退火
③车: 车Φ50mm左端面, 倒角1x45°, 钻Φ32mm孔至Φ28mm, 扩至
Φ32.5mm, 拉油槽, 车Φ32mm孔至尺寸, 倒角1x45°, 检验
④车: 车Φ50mm右端面, 倒角1x45°, 检验
⑤钻: 钻Φ16mm孔至Φ9.8mm, 扩至Φ15.8mm, 深26mm, 铰Φ10mm孔,
铰Φ16mm孔至尺寸, 检验
⑥车、钻: 车Φ35mm左端面, 车Φ35mm右端面, 钻Φ16mm孔至Φ
15.8mm, 铰Φ16mm孔至尺寸, 倒角2-1x45°
⑦铣: 铣槽6mmx9.5mm, 铣槽6mmx1mm
⑧钳: 划线, 钻M8-6H螺纹孔的小径, 攻M8-6H螺纹, 钻Φ6mm油孔,
锪孔倒角
⑨检验
⑩涂油
2.任务书指定工序: 为⑤钻扩铰Φ10mm及Φ16mm孔, 加工位置为Φ50mm
外圆的左端面12mm处, 加工定位位置是Φ32mm孔及其右端面、零
件下端Φ27mm的外圆。
三、设计方案的讨论
加工该工序的机床为摇臂钻床, 在此工序前仅加工了Φ32mm内孔级孔的两端面; 本工序与后面的加工工序无关联。
为了提高生产效率, 保证加工质量, 降低劳动强度, 需要设计专用夹具。
这样, 在产品固定且中批量的生产中, 能够较大的提高生产效率和加工精度。
且批量生产中工件的加工精度能够趋于一致。
需要严格控铣槽与零件上端面的尺寸。
采用的定位方式为一面、一孔、一活动V 型块的定位方式, 消除零件六个方向的自由度, 提高加工精度, 降低加工误差。
1) 零件分析和定位基准的确定
由零件图知, 钻孔Φ10为通孔, 不许限制自由度, 但Φ16孔为盲孔, 因此要完全定位。
零件φ32孔的轴线和与其右端面为定位基准。
四、夹具结构特点的论述
1.夹具装配体三视图:。