灌晶工序培训教材
液晶车间灌晶工序操作培训教程

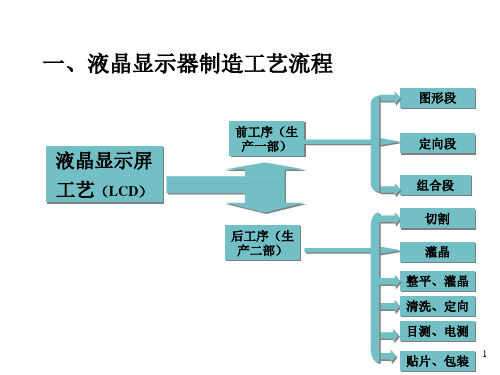
1-2 前工序流程
插片
PI固烤
摩擦
PR前清洗
PI印刷 TOP印刷
涂感光胶
PI/TOP前清洗
TOP固烤
前烘 脱膜
丝印胶边 丝印银点
胶边预烘 银点预烘
喷粉
曝光 蚀刻
贴合
显影 后烘
热压
1-3 后工序流程
玻璃分割
分片入条
切偏光片
贴偏光片
过压喷码
真空灌晶
LCM邦定
外表丝印 QC检查
整形 封口
COG测试
光台检查
• 注意事项:
– 脱泡起泡严重的液晶, 需不上玻璃先脱泡至无泡状态,注意不可让 液晶溢出灌晶条
– 上玻璃后再次脱泡,脱泡时注意液晶不可沾到液晶口;脱泡时间大 于2分钟,新上海绵条脱泡时间大于5分钟,直至无泡状态
– 起泡严重的液晶型号:E234,E300,E310,84D6110-000, 84D6100-000,MLC15690 …
4-2 上灌晶架
1.将灌晶架放入炉内,确认灌晶架必须放置平稳,若有倾斜, 调节架子底部螺丝,直至水平
2.接通电源 3.检查灌晶架上升与下降运作处于正常状态 4.将灌晶条或海绵条放在灌晶架上(已上好液晶)
注意事项
• 1.更换产品或液晶型号时,需用无尘布(纸)清洁灌晶炉 四壁,清洁顺序:由上至下,由内至外。
4-12 过滤操作
注意事项
• 1)操作过程中需佩带乳胶手套。 • 2)过滤不同液晶型号后,需对过滤器进行清洗,并更换过滤膜。 • 3)过滤后,液晶需使用干净液晶瓶装,标示清楚,并做好相应的过滤
记录。 • 4)过滤器为玻璃器皿,操作时应轻拿轻放。
4-12 过滤操作
• 过滤治具清洗
液晶灌注工艺
喷粉 Spacer Sprayer
6
组合段工艺示意图
框胶
定向材料
点胶
定向材料
液晶盒
撑垫剂
7
投料 ITO Input
ITO基板经拆封后,阻 值、尺寸、厚度检查确 认无误,以25pcs为一 篮,装入Cassette中, 准备基板清洗制程。
8
涂胶前洗净 PR Cleaning
PR 前洗净机之工 程目的在于去除基 上脏点、油污、纤 维以达到PR涂布最 佳效果。
刻前处理
15
蚀刻 Etching
产品进行显影后,准 备蚀刻制程,此制程 将基板上无光阻部份 之ITO利用蚀刻液去 除,成为需要之图形 。
16
回顾图案段工艺示意图
导电材料 玻璃基版
UV光
掩膜版 光刻胶
玻璃基版
光刻胶 光刻胶
KOH显影液 光刻胶
17
脱膜 Stripping
剥膜制程,目的将其 ITO基板上剩余光阻 清除,使整片基板上 无光阻覆盖,成为有 ITO图形之基板。
27
摩擦 Rubbing
定向制程是利用毛绒 布与配向膜进行同一 角度摩擦得均一之定 向效果。
28
回顾定向段工艺示意图
酸 光刻胶
玻璃基版
定向材料
导电材料 玻璃基版
定向材料
29
摩擦后洗净 After Rubbing Cleaning
将定向后之基板上的 污垢清除,包括脱落 于上方之毛绒屑,使 基板达至最干净状态 。
9
涂胶 PR Coating
ITO基板经洗净后, 通过光阻涂布机,将 光阻均匀涂布于ITO 基板上,以便进行下一 制程。
10
预烘 Pre Bake
《工艺培训教材》课件

《工艺培训教材》课件xx年xx月xx日contents •工艺基本知识•加工工艺•材料及热处理•工艺设计及优化目录01工艺基本知识工艺定义工艺是指将原材料转化为成品或半成品的加工过程。
工艺分类根据生产特点,工艺可分为机械加工、焊接、热处理、铸造、锻造等不同类型。
工艺定义与分类工艺流程工艺流程是指从原材料到成品或半成品的整个加工过程,包括原材料的准备、加工、装配、检验等环节。
工艺参数工艺参数是指在加工过程中影响产品质量的因素,如温度、压力、时间等。
工艺基本原理工艺在工业制造中应用广泛,如机械制造、汽车制造、电子产品制造等。
工业制造工艺在农业生产中也有应用,如农用设备的制造、农业机械的维修等。
农业生产工艺应用范围02加工工艺定义与分类机械加工工艺是将原材料通过工具和机器加工成具有特定形状、尺寸和表面质量的过程。
根据加工方法的不同,可分为车、铣、钻、刨、磨、钳等。
机械加工工艺工艺流程每个机械加工工艺都有其特定的工艺流程,包括毛坯准备、工件安装、切削加工、工件检验等环节。
常用设备与工具机床是进行机械加工的主要设备,包括数控机床、加工中心等。
此外,还需使用各种刀具、夹具、量具等辅助工具。
铸造工艺定义与分类01铸造工艺是一种将液态金属浇注到具有特定形状的模具中,待其冷却凝固后形成所需形状和尺寸的零件的工艺。
工艺流程02铸造工艺流程包括模型制作、砂型制作、熔炼金属、浇注金属、冷却凝固、去除浇口和修整等环节。
常用设备与工具03铸造用的设备包括铸造机、模具、砂箱等。
所需工具包括浇注枪、夹具、量具等。
焊接工艺是一种通过加热或加压将两块金属连接起来的工艺。
根据加热方式的不同,可分为电弧焊、气体保护焊、激光焊等。
焊接工艺定义与分类焊接工艺流程包括清洁、组装、焊接、检验等环节。
工艺流程焊接设备包括手工电弧焊机、氩弧焊机、焊接夹具等。
所需工具包括焊条、保护气体、激光器等。
常用设备与工具03材料及热处理按化学成分分类分为金属材料、非金属材料和复合材料,其中金属材料包括钢、铁、铝、铜等,非金属材料包括塑料、陶瓷、玻璃等,复合材料包括金属基复合材料、非金属基复合材料等。
MI培训教材综合版
16.1“{16.1” ×3+0.2“(损耗)=48.5”}
板料利用率:客户成品最大边界的面积的总和,与大料sheet的比,如:客户成品为
7.2“×9.2“, 生产panel开16X20,4只成品/panel,共开6个panel, 大料为40X48,
板料的利用率=(7.2 X 9.2 X 4 X 6)/40 X 48
3)当客未call成品板厚(仅call基材厚时),应出query问客,成品板厚不允许有参 考的情况。
4)在设计lay-up时应注意: ① 如板内有HI-POT测试,尽量不用单张P片 ② 内层H oz 或2 oz不能用7628,1506等含胶量低的P片(内层1 oz可用任何P片)
5)Pin laminate压板注意事项: ① Pin laminate 尺寸仅三种:18x16 inch, 14 x 24inch, 18 x24inch ② 对于十层以上的板(包括10 层), 如果clearance 小于12MIL 时我们必须用 PIN-LAMINATE 设计,但也必须保证大于8MIL,特别设计板或者利用率特别低 的板请提出!
第一节 : RFQ内容简介 第二节 : BOM内容简介 第三节 : Spec 第四节 : MI制作指示 第五节 : 其它要求/客户特别要求 第六节 : QS9000相关内容
第一章 : PCB简介
何谓印刷电路板:
印刷电路版(Printed Circuit Board)简称PCB,也称为 Printed Wiring Board(PWB)它用印刷方式将线路印在基板上,经 过化学蚀刻后产生线路,取代了1940年前(通信机器或收音机) 以露出两端细铜线一处一处焊接于端子的配线方式,不但缩小体积 同时也增加处理速度及方便性。印刷电路板可作为零件在电路中的 支架也可作为零件的连接体。 于1960年以后才有专业制造厂以甲醛树脂铜箔为基材,制作单 面PCB进军电唱机、录音机等市 场,之后因双面贯孔镀铜制造 技术兴起,于是耐热、尺寸安定之玻璃环氧基板大量被应用至今。
钻孔灌注桩施工工艺培训讲义PPT完整版共44页文档

谢谢!
21、要知道对好事的称颂过于夸大,也会招来人们的反感轻蔑和嫉妒。——培根 22、业精于勤,荒于嬉;行成于思,毁于随。——韩愈
23、一切节省,归根到底都归结为时间的节省。——马克思 24、意志命运往往背道而驰,决心到最后会全部推倒。——莎士比亚钻孔灌注Βιβλιοθήκη 施工工艺培训讲义PPT完整版
21、没有人陪你走一辈子,所以你要 适应孤 独,没 有人会 帮你一 辈子, 所以你 要奋斗 一生。 22、当眼泪流尽的时候,留下的应该 是坚强 。 23、要改变命运,首先改变自己。
24、勇气很有理由被当作人类德性之 首,因 为这种 德性保 证了所 有其余 的德性 。--温 斯顿. 丘吉尔 。 25、梯子的梯阶从来不是用来搁脚的 ,它只 是让人 们的脚 放上一 段时间 ,以便 让别一 只脚能 够再往 上登。
灌晶调盒首批工艺原理1

调盒原理
调盒的作用: 将已灌注液晶 的LCD盒通过 一定压力,使 盒厚调整至一 致
通过气囊加压的方
式,使盒厚调整至 均匀。
调盒原理
紫 外 线
点胶
紫外 固化
点胶的作用: 将已灌注液晶的 LCD盒封口密封;
调盒质量事故
• 调盒中容易出现的质量事故: • 1.用错压力 • 未查找调盒压力或查找的调盒压力批次范围不正确; • 2.封口污染 • 擦封口处的LC,手法不正确,未将封口处的LC擦干净; • 加压保持时间不够,擦完LC后,仍然有LC从封口处溢出,员工
选择液晶的类别原则主要考虑以下几个方面:价格,陡度,温度 性能等。
• 价格: • 控制生产成本。 • 陡度 • 也就是V90/V10,或者说显示透过率的变化随电压变化的快慢,
产品越高档,路数越高(点阵越多),也就需要陡度越好(陡 度越低越好)。 • 温度性能: • 是否能在高温或在寒冷的工作环境下正常工作,比如一般的产 品的工作温度设计都是-10度~+70度,而储存温度为-20度~+80 度比如在寒冷地区用的汽车的显示屏,在高温车间用的显示屏, 分别对其低温工作性能和高温工作性能有特殊的要求
厂 电颜手 手 家 压色性 性 及 配配浓 型 液 比比度 号 晶 系 列
常见灌晶不良
1.封口发白/发黑:液晶条或者液晶受到污染 2.粉聚:充气量过大 3.冲痕:充气量大 4.功耗大:液晶受到污染 5.电压漂移:液晶发生变化 6.颜色不匀:液晶发生变化 7.欠灌,未灌,灌晶气泡等
灌 晶Biblioteka 灌白晶点
充
灌晶气泡 线
型号:左旋还是右旋 S-811,表示左旋的手性添加剂, R-811,表示右旋的手性添加剂。
LC配比
玻璃配料工工序培训讲义——【151】
玻璃配料工序培训讲义 [151]一、原料简介1.引入二氧化硅的原料二氧化硅,SiO2,分子量60.06,比重2.4--2.65.。
二氧化硅是重要的玻璃形成氧化物,以硅氧四面体SiO4的结构组元形成不规则的连续网络,成为玻璃的骨架。
单纯的SiO2,可以在1800℃以上高温下,熔成石英玻璃,SiO2的熔点为1800℃。
在钠钙硅酸盐玻璃中SiO2能降低玻璃的热膨胀系数,提高玻璃的热稳定性、化学稳定性、软化温度、耐热性、硬度、机械强度、粘度和透紫外光性,但含量高时,需要较高熔融温度,而且可能导致析晶。
引入SiO2的原料主要有石英砂、砂岩、石英岩、脉石英,它们在一般日用玻璃中的用量较多,约占配合料重量的60——70%以上。
高硼硅玻璃中占80%左右。
本厂用的石英砂质量要求如一下:A.精砂:SiO2≥99.3% Fe2O3≤0.03% Ni Cr不允许有。
全部通过60#,60-140#≥80% 200#以下≤5%。
B.粗砂:SiO2≥99.5% Fe2O3≤0.03% Ni Cr不允许有。
全部通过28#,全部通过28# 28-160#≥80%2.引入B2O3的原料B2O3分子量69。
62,比重1。
84B2O3是玻璃的形成氧化物,它以硼氧三角体和硼氧四面体为结构组元。
在硼硅酸盐玻璃中与硼氧四面体共同组成结构网络,B2O3能降低玻璃的膨胀系数,提高玻璃的热稳定性、化学稳定性,增强玻璃的折射率,改善玻璃的光泽,提高玻璃的机械性能。
B2O3在高温时降低玻璃的粘度,在低温时则提高玻璃的粘度,所以含B2O3较高的玻璃,成形的温度范围较狭,因之可以提高机械成型的机速。
B2O3还起助熔剂的作用加速玻璃的澄清和降低玻璃的结晶能力。
B2O3常随水蒸气挥发,硼硅酸玻璃液面上因B2O3挥发减少,会产生富含SiO2的析晶料皮。
当B2O3引入量过高时,由于硼氧三角体增多,玻璃的膨系数等反而增大,发生硼反常现象。
B2O3是耐热玻璃,化学仪器玻璃,温度计玻璃,部分光学玻璃,电真空玻璃,以及其它特种玻璃的重要组成成分。
固晶作业指导书培训教材

SMD 固晶作业指导书 培训教材
文件编号 XD-QI-FZ-IS04
文件版本
1.0
文件页码 第 4 页 共 20 页
1、开机前请确认机台无异常。 2、操作设备时不能随意改动机台参数。 3、机台运转过程中,禁止将手伸入机台,以防止摆臂撞伤手。 4、机台运转过程中,如有异常需暂停机台作业,找设备人员检修。 5、更换吸咀、顶针、点胶头由设备人员完成。 6、生产过程中,如中途离岗需找人接替岗位,或停止机台运行。 ◇ 工艺流程介绍
◇ 新岗位设备操作或作业指导培训 一、生产准备
1、交接班工作:当班人员应与对班人员做好交接,了解对班的生产状况、品质状况及设备运 转状况,并做好交接记录。
※ 管制文件 禁止翻印 ※
2、早会与周员工大会 2.1 早会
2.2 周员工大会
SMD 固晶作业指导书 培训教材
文件编号 XD-QI-FZ-IS04
2.2.1 与课长问好,认真配合课长文化共鸣; 2.2.2 认真聆听课长传达/分派上级或公司所要求
的执行事项(制度、工艺、纪律等等);
3、5S 维持与卫生打扫:依领班安排,打扫相应的责任卫生区,保持的清洁、整齐。 4、文明生产准备
4.1 按要求穿好静电服、静电鞋,戴好静电帽、静 电手环及工作证,静电帽需盖住全部的头发, 不得有头发露出外面;
加银胶(1084F)
※ 管制文件 禁止翻印 ※
SMD 固晶作业指导书 培训教材
文件编号 XD-QI-FZ-IS04
文件版本
1.0
文件页码
第 11 页 共 20 页
1.3 装料盒(涉及岗位:固晶机台操作员)
将装好的料盒放到机台进料轨道上
将支架按缺口同一方向装入料盒
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
确认液晶型号
13
康惠 2.确认海绵条的高度保持水平 3.确认灌晶条的定位孔与灌晶口是否在一条线上 4.确认灌晶品种及液晶型号无误后,将已入条的玻璃置于灌晶
架上,放好后要检查是否放平,需注意放置时手套和液晶口 不得沾上海绵条上的液晶。
注意事项
要求: 1.头发不可外露,口罩遮住口鼻,工作过程中凡要接触液晶及其灌晶相
关治具须带净化手套(乳胶手套)。 2.净化服每周清洗一次;脏污破损的净化服须及时申请更换
8
康惠(惠州)半导体有限公司
4-0 灌晶房环境要求
• 灌晶房作装要求
要求: 1.头发不可外露,口罩遮住口鼻,工作过程中凡要接触液晶及其灌晶相
4-3 上玻璃
确认定位孔与液晶口在同一直线
上玻璃
小玻璃需压板
15
康惠(惠州)半导体有限公司
4-4 液晶脱泡
1.关闭灌晶炉门,按“抽气阀开”键。 2.待真空度抽至10mbar时,反复进行充气-抽气-充气-抽气操
作,对炉内的液晶及海绵条进行脱泡。
注意事项
1.脱泡时间不得低于1分钟 2.对于新上液晶,需在上玻璃前就需脱泡一次
LCM邦定
外表丝印
整形 封口
COG测试
光台检查
液晶 清洗
功能 测试
半成品 包装
磨边
QC检查
QA检查
包装出货
上PIN脚 (压斑马纸)
5
康惠(惠州)半导体有限公司
2-1 灌晶设备-灌晶机
卧式灌晶机
6
立式灌晶机(润正)
康惠(惠州)半导体有限公司
3-1 灌晶原理简介
• 先将空盒内的空气抽出,利用压力差与毛细原理,填充液 晶至空盒内。
工自己再将产品端到相应炉前。 3.确认待灌液晶型号及《LC确认表》与待生产品种《生产制程
控制卡》上液晶型号一致。
注意事项
• 1.确认液晶型号正确。 • 2.所灌产品与相对应液晶摆放的位置是同一个位置方向 ;
11
康惠(惠州)半导体有限公司
4-2 上灌晶架
1.将灌晶架放入炉内,确认灌晶架必须放置平稳,若有倾斜, 调节架子底部螺丝,直至水平
2.接通电源 3.检查灌晶架上升与下降运作处于正常状态 4.将灌晶条或海绵条放在灌晶架上(已上好液晶)
注意事项
• 1.更换产品或液晶型号时,需用无尘布(纸)清洁灌晶炉四 壁,清洁顺序:由上至下,由内至外。
• 2.上液晶时,需确认液晶型号是否正确。
12
康惠(惠州)半导体有限公司
4-2 上灌晶架
接通电源
关治具须带净化手套(乳胶手套)。 2.净化服每周清洗一次;脏污破损的净化服须及时申请更换
9
康惠(惠州)半导体有限公司
4-0 灌晶操作流程
灌晶准备 检查出货
上灌晶架 产品下架
上玻璃 静置
脱泡 充氮气
抽真空 下架
10
康惠(惠州)半导体有限公司
4-1 灌晶前准备
1.灌晶前确认设备是否正常运转,真空度是否能达工艺要求。 2.搬玻璃人员将玻璃放置待灌晶货架,并作好标识,由灌晶员
1.待炉门自动开后,将“充气阀关”键关闭
注意事项
• 检查架子是否下降到位
21
康惠(惠州)半导体有限公司
4-8 静置
1.待液晶注满玻璃后抽取几粒确认是否灌满,如灌满停留5分 钟后再次抽取几粒玻璃确认,确认完后再上下架各取一条确 认
注意事项
• 1.静置过程保持炉门微开状态 • 2.确认灌满后需静置3-5分钟
抽真空
高真 空
抽真空﹝<10-2 mba,﹞
7
破真 空至 常壓
破真空 ﹝ N2 ,30L/min﹞
康惠(惠州)半导体有限公司
4-1 灌晶房环境要求
• 灌晶房温湿度要求
– 湿度≤65%,温度保持22℃±2.5℃。
• 灌晶房洁净度要求
– 气压要为正压,空气洁净度要满足≤5000(0.5um) 个/立方英尺
3
康惠(惠州)半导体有限公司
1-2 前工序流程
插片
PI固烤
摩擦
PR前清洗
PI印刷 TOP印刷
涂感光胶
PI/TOP前清洗
TOP固烤
前烘 脱膜
丝印胶边 丝印银点
胶边预烘 银点预烘
喷粉
曝光 蚀刻
贴合
显影 后烘
热压
4
康惠(惠州)半导体有限公司
1-3 后工序流程
玻璃分割
分片入条
切偏光片
贴偏光片
过压喷码
真空灌晶
1. 达到规定真空度后,按“下架键”。 2. 待下架终止灯亮后,需续抽真空2分钟以上才能关闭“抽真
空阀”按“充气阀”。
注意事项
• 真空度要求:
– 小玻璃低于10*10ˉ2 mbar, – 中玻璃低于5*10ˉ2 mbar, – 大玻璃低于2*10ˉ2 mbar.
20
康惠(惠州)半导体有限公司
4-7 充氮气
22
康惠(惠州)半导体有限公司
4-9 下玻璃
1.确认玻璃灌满后按“上架”键升架。 2.取出铝条(玻璃),放置规定区域。 3.检查灌晶槽补添加液晶
注意事项
• 补添液晶不可弄错液晶型号,且需经QA确认
23
康惠(惠州)半导体有限公司
4-10 灌晶后检查
1.将玻璃送至光台经光台检查是否灌满,若未灌满需通知组长 或工程分析原因
– 起泡严重的液晶型号:E234,E300,E310,84D6110-000, 84D6100-000,MLC15690 …
18
康惠(惠州)半导体有限公司
4-5 抽真空
• 脱泡完毕后,继续抽真空,抽真空时间如下(其它自动灌晶 设备抽真空参数见灌晶工艺参数表:
19
康惠(惠州)半导体有限公司
4-6 下架
液晶车间灌晶工序操作培训教材
() 生产工艺部 江龙
1 LCD生产流程简介
目
2 灌晶工序设备简介
3 灌晶原理简介
录
4 灌晶操作流程及工艺参数
5 灌晶主要不良及改善
2
康惠(惠州)半导体有限公司
1-1 LCD生产流程
LCD前段流程 (光刻+烧结) LCD后段序流程 (液晶+测试+贴片)
LCM模块生产流程
16
康惠(惠州)半导体有限公司
4-4 液晶脱泡
17
康惠(惠州)半导体有限公司
4-4 液晶脱泡
• 注意事项:
– 脱泡起泡严重的液晶, 需不上玻璃先脱泡至无泡状态,注意不可让 液晶溢出灌晶条
– 上玻璃后再次脱泡,脱泡时注意液晶不可沾到液晶口;脱泡时间大 于2分钟,新上海绵条脱泡时间大于5分钟,直至无泡状态
1.往真空炉内放玻璃时,严禁戴已沾染液晶的手套,以免污染灌晶 口。
2.海绵条不能有凹陷太严重的,以免灌不到液晶,对易气泡液晶海 绵条不能有凸起,以免粘灌晶口,抽真空异常。
3.分粒数≥70的小玻璃要尽量放上挡条压住玻璃(让整体受力在玻璃
上)。炉内同层灌晶架,只能灌注同一种液晶。
14
康惠(惠州)半导体有限公司