DCI11螺纹紧固件力矩检查方法及参数
螺钉的拧紧力矩和检验方法
螺钉的拧紧力矩和检验方法一颗螺钉仅几分钱,但使用不当,会使装配的机器零部件松动、脱落,从而导致功能失常。
本文讨论如下几个问题:不同的螺钉拧紧力矩参考值;怎样检验螺钉拧紧力矩是否合适;螺钉拧紧力矩大小的调整方法和影响螺钉连接质量的因素。
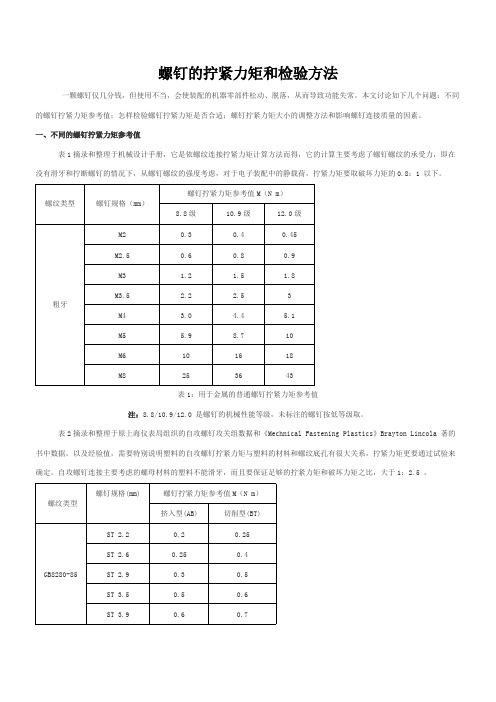
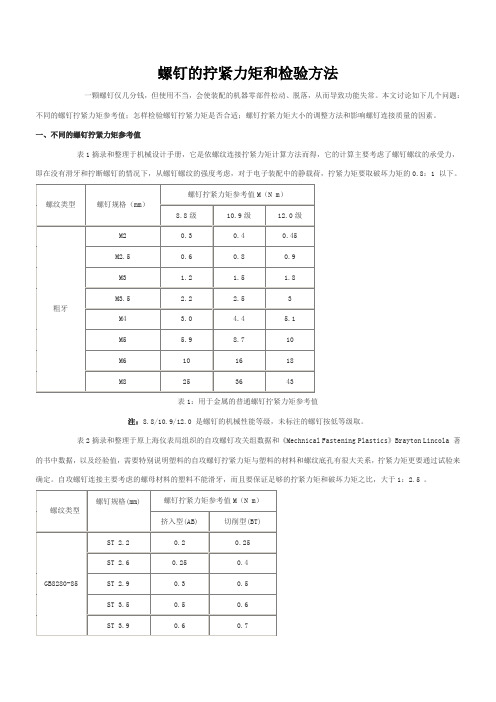
一、不同的螺钉拧紧力矩参考值表1摘录和整理于机械设计手册,它是依螺纹连接拧紧力矩计算方法而得,它的计算主要考虑了螺钉螺纹的承受力,即在没有滑牙和拧断螺钉的情况下,从螺钉螺纹的强度考虑,对于电子装配中的静载荷,拧紧力矩要取破坏力矩的0.8:1 以下。
螺钉拧紧力矩参考值M(N m)螺纹类型螺钉规格(mm)8.8级10.9级12.0级M20.30.40.45M2.50.60.80.9M3 1.2 1.5 1.8M3.5 2.2 2.53粗牙M4 3.0 4.4 5.1M5 5.98.710M6101618M8253643表1:用于金属的普通螺钉拧紧力矩参考值注:8.8/10.9/12.0 是螺钉的机械性能等级,未标注的螺钉按低等级取。
表2摘录和整理于原上海仪表局组织的自攻螺钉攻关组数据和《Mechnical Fastening Plastics》Brayton Lincola 著的书中数据,以及经验值,需要特别说明塑料的自攻螺钉拧紧力矩与塑料的材料和螺纹底孔有很大关系,拧紧力矩更要通过试验来确定。
自攻螺钉连接主要考虑的螺母材料的塑料不能滑牙,而且要保证足够的拧紧力矩和破坏力矩之比,大于1:2.5 。
螺钉拧紧力矩参考值M(N m)螺钉规格(mm)螺纹类型挤入型(AB)切削型(BT)ST 2.20.20.25ST 2.60.250.4ST 2.90.30.5GB8280-85ST 3.50.50.6ST 3.90.60.7表2:用于塑料的自攻螺钉拧紧力矩参考值注:表中的螺母材料是塑料 ABS 。
二、装配时螺钉拧紧力矩的确定螺钉拧紧力矩仅依靠理论计算是不够的,在实际应用中螺钉连接拧紧力矩主要是满足产品在工作、运输中的紧固和防松动。
螺纹联结拧紧力矩检验方法:
螺纹联结拧紧力矩检验方法:
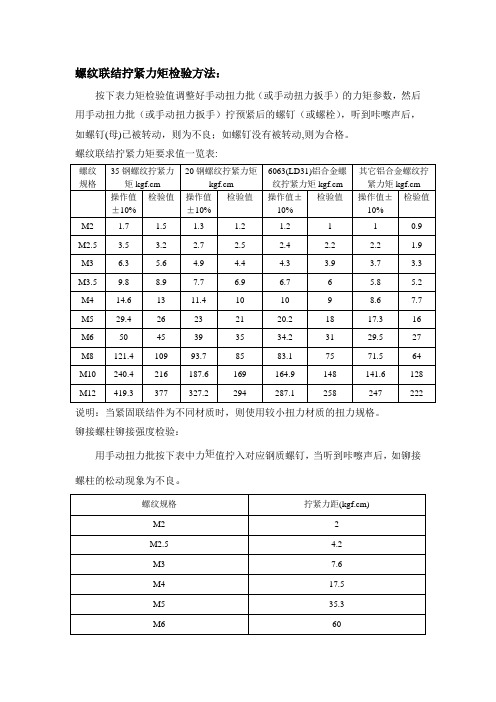
按下表力矩检验值调整好手动扭力批(或手动扭力扳手)的力矩参数,然后用手动扭力批(或手动扭力扳手)拧预紧后的螺钉(或螺栓),听到咔嚓声后,如螺钉(母)已被转动,则为不良;如螺钉没有被转动,则为合格。
螺纹联结拧紧力矩要求值一览表:
说明:当紧固联结件为不同材质时,则使用较小扭力材质的扭力规格。
铆接螺柱铆接强度检验:
用手动扭力批按下表中力矩值拧入对应钢质螺钉,当听到咔嚓声后,如铆接螺柱的松动现象为不良。
铆接、焊接螺钉联结强度检验:
将与螺柱相对应的钢质螺母、弹垫和平垫装于该螺钉上,将手动扭力扳手按下表中力矩值调好。
然后用该手动扭力扳手拧入该螺母,当听到咔嚓声后,如螺
钉有松动、断裂现象或钢板表面出现凹陷为不良.(对所有基材适用) 今天对铆接强度测试结果如下:
我部通过测试,铆接强度全部满足我司内部检验要求,并通过破坏性试验,铆接扭力值达到100 kgf.cm后,所有螺母无松动等不良现象。
试验用螺栓断裂,故我司铆接螺母完全能满足贵司要求。
紧固螺栓扭矩的检测方法
紧固扭矩的检测方法
对紧固扭矩的检测是整机或部件组装后可靠性检查的极为重要的一道工序。
检测的目的是为了避免螺纹连接件在紧固过程和紧固后发生超拧、漏拧和拧不足的现象,确保每个螺栓紧固后能正常工作对紧固扭矩的检测工序可分为二大类:即在拧紧过程中的控制法和拧紧后的检测。
拧紧后的检测方法—简称事后法:大致可分为四种:
拧紧法—也称增拧法。
适用于重要紧固后的栓验。
检验方法:用扭力扳手平稳用力逐渐增加力矩(切忌冲击),当螺母或螺栓刚开始产生微小转动时它的瞬时扭矩值最大(因要克服静摩擦力),继续转动,扭矩值就会回落到短暂的稳定状态,这时的扭矩值即为检查所得的扭矩。
特点:操作简单,但必须熟练有经验。
b) 标记法—也称复位法、划线法、转角法。
检查方法:检验前先在被检螺栓或螺母头部与被连接体上划一道线,确认相互的原始位置。
然后将螺栓或螺母松开些,在用扭矩扳手将螺栓或螺母拧紧到原始位置(划线处要线对准),这时的最大扭矩值再乘以0.9-1.1所得的值即为检查所得的扭矩。
特点:技术水平不高,操作较繁琐,不适宜有防松功能的紧固件。
c) 直觉法—拧紧后凭直觉判断
检验方法:对有弹性垫圈类则观察是否压平来判断;对无弹性垫圈类或有弹性垫圈但观察困难,则可采用扭力扳手进行拧紧凭直觉来判断拧紧程度:若到扭矩值,扳手不转动或微小转动,判为已拧紧;若转动超过半圈为没有拧紧、不合格。
特点:适宜于一般紧固检查。
d)松开法—也称拧松法
检查方法:用扭矩扳手慢慢地向被检螺栓或螺母施加扭矩,便其松开,读取开始转动时的瞬时扭矩值,并根据试验和经验乘以一个系数:1.1-1.2即为检验扭矩值。
(完整版)螺钉的拧紧力矩和检验方法
螺钉的拧紧力矩和检验方法一颗螺钉仅几分钱,但使用不当,会使装配的机器零部件松动、脱落,从而导致功能失常。
本文讨论如下几个问题:不同的螺钉拧紧力矩参考值;怎样检验螺钉拧紧力矩是否合适;螺钉拧紧力矩大小的调整方法和影响螺钉连接质量的因素。
一、不同的螺钉拧紧力矩参考值表1摘录和整理于机械设计手册,它是依螺纹连接拧紧力矩计算方法而得,它的计算主要考虑了螺钉螺纹的承受力,即在没有滑牙和拧断螺钉的情况下,从螺钉螺纹的强度考虑,对于电子装配中的静载荷,拧紧力矩要取破坏力矩的0.8:1 以下。
表1:用于金属的普通螺钉拧紧力矩参考值注:8.8/10.9/12.0 是螺钉的机械性能等级,未标注的螺钉按低等级取。
表2摘录和整理于原上海仪表局组织的自攻螺钉攻关组数据和《Mechnical Fastening Plastics》Brayton Lincola 著的书中数据,以及经验值,需要特别说明塑料的自攻螺钉拧紧力矩与塑料的材料和螺纹底孔有很大关系,拧紧力矩更要通过试验来确定。
自攻螺钉连接主要考虑的螺母材料的塑料不能滑牙,而且要保证足够的拧紧力矩和破坏力矩之比,大于1:2.5 。
表2:用于塑料的自攻螺钉拧紧力矩参考值注:表中的螺母材料是塑料 ABS 。
二、装配时螺钉拧紧力矩的确定螺钉拧紧力矩仅依靠理论计算是不够的,在实际应用中螺钉连接拧紧力矩主要是满足产品在工作、运输中的紧固和防松动。
螺钉的紧固和防松动的检验常用振动试验来验证。
振动试验可以根据不同的产品,依据国家相关的可靠性、环境试验标准来确定。
综上所述,合适的螺钉拧紧力矩的确定,应该是依据表中“螺钉拧紧力矩参考值”,装配一批产品,然后实际观察螺钉是否拧到位,有无螺纹滑牙和损伤,以及拧断螺钉的现象;同时按产品标准做振动试验,螺钉连接不能发生松动现象。
三、怎样知道和调整装配时螺钉拧紧力矩的大小首先,应该用一个力矩测试仪去校验用来装配的电动起子。
具体方法是确定螺钉拧紧力矩后,电动起子手工调整大致位置,再用力矩测试仪去校验。
测量螺栓扭矩手法

测量螺栓扭矩手法一、介绍螺栓是工程中常用的紧固件,而螺栓的正确拧紧是确保组装质量和安全性的重要环节。
螺栓扭矩是指扭矩力矩,也称为转矩,用于将螺栓连接紧固件,以达到预定的紧固力或负载。
测量螺栓扭矩是确保螺栓紧固质量的一种重要手段。
二、为什么需要测量螺栓扭矩螺栓的扭矩力矩是连接元件紧固的关键指标。
恰当的扭矩可以确保螺栓紧固力的准确实施,从而防止螺栓松动或断裂,保证装配的安全性和可靠性。
而没有正确的扭矩值,螺栓可能过紧或过松,导致螺纹损坏、松动、疲劳断裂等问题。
因此,测量螺栓扭矩是确保螺栓紧固质量的重要步骤。
三、测量螺栓扭矩的方法3.1 扭矩扳手扭矩扳手是测量螺栓扭矩的一种常用工具。
扭矩扳手通过内部的弹簧、齿轮和测力计来测量扭矩。
它能够提供精确的扭矩数值,并且在达到设定扭矩值时发出明显的声音或点击感觉,提示操作者停止拧紧。
扭矩扳手广泛应用于汽车、航空、机械制造等领域,是一种非常常见的扭矩测量工具。
3.2 电子扳手电子扳手是一种使用电子技术实现扭矩测量的工具。
它利用电子传感器将扭矩力矩转化为电信号,并通过显示屏上的数字显示实时扭矩数值。
电子扳手具有更高的精度和稳定性,同时还能提供更多的功能,如数据存储、数据导出和数据分析等。
因此,在一些对扭矩要求较高的场合,电子扳手通常被优先选择。
3.3 液压扳手液压扳手是一种采用液压原理实现扭矩测量的工具。
液压扳手通过液压缸将压力转化为扭矩力矩,并通过压力表来测量扭矩。
液压扳手具有较高的精度和扭矩范围,在一些需要大扭矩和高精度的工况下特别适用。
然而,液压扳手在使用时需要连接液压源,操作较为复杂,成本也较高,因此在一些场合可能不太常见。
四、测量螺栓扭矩的步骤为了确保螺栓扭矩的准确测量,以下是一个常见的测量步骤:1.准备合适的扭矩工具:根据实际情况选择使用扭矩扳手、电子扳手或液压扳手等工具。
2.根据设计要求设置扭矩数值:根据需要测量的螺栓规格和设定要求,设置合适的扭矩数值。
螺纹扭力测试方法
螺纹扭力测试方法
螺纹连接在机械设备和工业生产中是非常常见的。
为了确保螺纹连接的可靠性,需要对螺纹扭力进行测试。
螺纹扭力测试方法是一种评估和验证螺纹连接性能的重要手段。
本文将介绍几种常见的螺纹扭力测试方法。
方法一:手动扭力测试
手动扭力测试是最简单直观的方法之一。
操作人员使用扭力扳手或扭力螺栓扳
手对螺纹进行扭转,记录施加的扭转力。
通过比较实际扭力和理论扭力值,可以初步评估螺纹连接的质量。
方法二:动态扭力测试
动态扭力测试是利用专用设备进行的测试方法。
通过在一定速度下施加扭矩,
测试设备可以记录扭力随时间的变化曲线。
根据曲线的波动情况,可以判断螺纹连接的紧固状态和质量。
方法三:静态扭力测试
静态扭力测试是将待测试螺纹连接固定在测试台上,施加静态扭力并持续一段
时间,观察螺纹连接是否产生松动。
这种方法可以模拟实际工作条件下螺纹连接所承受的力,对螺纹连接的稳定性进行评估。
方法四:破坏扭力测试
破坏扭力测试是一种极限测试方法,通过施加足够大的扭力,使螺纹连接达到
破坏状态,以确定其承载能力。
这种方法对于要求高可靠性的螺纹连接至关重要,可以帮助确定螺纹连接的极限负荷。
螺纹扭力测试方法的选择应根据具体的使用场景和要求来确定,合适的测试方
法可以确保螺纹连接的质量和可靠性,提高设备的工作效率和安全性。
以上是几种常见的螺纹扭力测试方法,每种方法都有其独特的优势和适用场景。
在实际的工程应用中,可以根据具体情况选择合适的测试方法进行螺纹扭力测试,以确保螺纹连接的稳定性和可靠性。
螺栓扭矩检测方法
螺栓扭矩检测方法
螺栓扭矩检测重要不?那当然啦!咱先说说步骤哈。
找个合适的扭矩扳手,把它套在螺栓上,然后慢慢用力拧。
注意观察扭矩扳手的读数,当达到规定扭矩值时就停下。
这过程就像你在拧开一个特别重要的瓶盖,得小心翼翼。
那注意事项呢?嘿,可别瞎用力!要确保扭矩扳手是准确的,不然就像拿着不准的秤去称东西,那能准吗?还有啊,操作的时候一定要站稳了,别摇摇晃晃的,不然一不小心就可能出岔子。
安全性和稳定性那也是杠杠的。
就好比一座坚固的桥,螺栓扭矩检测到位了,整个结构才稳当。
要是扭矩不够,说不定啥时候就出问题了,那多吓人!要是扭矩过大,螺栓可能会被拧坏,这也不是啥好事儿。
应用场景可多了去了。
汽车制造、机械加工,哪儿都少不了它。
为啥呢?因为它能确保各个部件连接牢固,就像给机器穿上了一件结实的铠甲。
优势也很明显啊,能提高产品质量,减少故障发生的概率,这不香吗?
给你举个实际案例。
有个工厂之前不重视螺栓扭矩检测,结果机器老是出问题。
后来他们开始认真检测螺栓扭矩,哇塞,故障明显减少了,生产效率也大大提高了。
这效果,简直绝了!
螺栓扭矩检测真的很重要,大家一定要重视起来,可别不当回事儿。
测量螺栓扭矩的操作技巧
测量螺栓扭矩的操作技巧1. 引言螺栓扭矩是指在紧固螺栓时所需施加的力矩,它是确保螺栓紧固准确性和工程质量的重要参数。
准确测量螺栓扭矩的操作技巧对于各种领域的工程师和技术人员来说都是至关重要的。
本文将深入探讨测量螺栓扭矩的操作技巧,包括使用的工具、操作步骤和注意事项等内容。
2. 测量螺栓扭矩的工具测量螺栓扭矩的常用工具有扭矩扳手和电子扭矩扳手。
扭矩扳手是一种机械工具,通过调整扭矩设置,可以在达到预定扭矩时发出声音或将手柄自动断开。
电子扭矩扳手则通过内置的传感器和数字显示来实时显示扭矩数值。
在选择工具时,首先要确保其测量范围符合螺栓扭矩要求。
要选择可靠的品牌和型号,以确保测量的准确性和重复性。
定期校准工具也是非常重要的,可以保证其准确性。
3. 测量螺栓扭矩的操作步骤测量螺栓扭矩的操作步骤如下:步骤一:准备工作- 确保选择的工具适用于要测量的螺栓类型和尺寸。
- 校准和检查工具的准确性。
- 将工具调整到所需的扭矩值。
步骤二:固定工具和螺栓- 将工具插入螺栓头部或扳手上的套筒,并确保连接牢固。
- 将螺栓正确插入并对齐,以确保在紧固过程中不会发生偏移。
步骤三:施加扭矩- 通过手柄或电子控制器逐渐施加扭矩。
- 当扭矩值接近预设值时,慢慢增加压力以确保准确度。
- 当达到预设扭矩时,扳手会发出声音或手柄会自动断开。
此时应停止施加力矩。
步骤四:松开工具和螺栓- 在测量完毕后,松开工具和螺栓。
- 定期清洁和维护工具,确保其良好状态。
4. 测量螺栓扭矩的注意事项在进行螺栓扭矩测量时,需要注意以下几点:注意事项一:正确的扭矩值- 在使用工具之前,确保已经获得了正确的扭矩值。
这可以通过设计图纸、工程手册或相关标准来确定。
- 不要随意改变或超出扭矩要求,否则可能引发工程质量问题。
注意事项二:正确的工具和操作- 使用适合螺栓类型和尺寸的扭矩工具。
- 没有正确的操作方法和技巧,即使使用了正确的工具也无法保证准确性。
- 在使用电子扭矩扳手时,要仔细阅读和遵守操作手册中的说明。
螺钉力矩及检验方法
螺钉力矩及检验方法螺钉力矩是指施加在螺钉上的力矩大小。
螺钉力矩的正确选择和控制对于螺纹连接的可靠性和安全性至关重要。
在工程实践中,通常需要进行螺钉力矩的检验,以确保连接的稳定和合格。
本文将详细介绍螺钉力矩及其检验方法。
一、螺钉力矩的定义及意义螺钉力矩是指在螺钉上施加的力产生的扭矩大小。
螺钉力矩的选择和控制是保证螺纹连接牢固和稳定的关键,它直接影响连接件的紧固性能和寿命。
螺钉力矩的过大或过小都会对连接造成不良的影响,比如过大的力矩会导致螺钉断裂,过小的力矩则可能导致连接间隙增大,影响连接的可靠性。
螺钉力矩的选择应考虑到以下几个因素:1.连接件的材料和强度等级;2.工作条件下的载荷和振动;3.紧固力的要求和连接件的尺寸。
二、螺钉力矩的检验方法螺钉力矩的检验通常采用以下两种方法进行:1.直接测量法直接测量法是通过使用力矩扳手或扭矩表来测量螺钉力矩。
具体步骤如下:(1)选用适当的力矩扳手或扭矩表,并进行校准;(2)将力矩扳手或扭矩表与螺钉连接,确保其与螺纹连接表面紧密贴合;(3)施加力矩使其达到设定值,并记录下读数;(4)重复上述步骤,对不同的螺钉进行检测。
2.预紧法预紧法是通过对螺钉进行固定力矩预紧,然后测量继续紧固所需的补充力矩来检验螺钉力矩是否合格。
具体步骤如下:(1)将螺钉连接好,用合适的工具施加预紧力矩;(2)等待一段时间(通常为15分钟到24小时),使螺钉连接恢复稳定;(3)使用力矩扳手或扭矩表测量继续紧固所需的补充力矩;(4)记录下读数,并与螺钉的设定力矩进行比较。
三、螺钉力矩检验注意事项在进行螺钉力矩检验时,需要注意以下几个方面:1.使用合适的力矩扳手或扭矩表,确保其准确度和可靠性;2.在测量力矩前,要确保螺钉连接处干净、干燥,无杂质和油污;3.测量力矩时,力矩扳手或扭矩表要与螺纹连接表面紧密贴合,以减少测量误差;4.测量力矩时要稳定施力,避免快速施加或突然减小力矩;5.注意力矩单位的转换,确保测量结果的准确性;6.在进行预紧法检验时,预紧力矩应适当,避免过大或过小对连接产生影响。
螺丝扭矩测量方法
螺丝扭矩测量方法嘿,咱今儿个就来说说螺丝扭矩测量这档子事儿!你可别小瞧了这螺丝扭矩,它就像是机器里的小秘密,掌握好了,那机器就能稳稳当当运行,要是没整明白,说不定啥时候就得出岔子。
你想想看,螺丝就像是机器的关节,扭矩就是让这些关节活动得恰到好处的力量。
要是扭矩太大,螺丝可能被拧得太紧,说不定就崩了或者变形了;要是扭矩太小,那螺丝松松垮垮的,机器还能正常工作吗?肯定不行呀!那怎么测量这螺丝扭矩呢?常见的办法就有好几种呢!比如说用扭矩扳手。
这扭矩扳手就像是一个聪明的小助手,它能告诉你拧螺丝的时候用了多大的力。
你就把它套在螺丝上,然后慢慢拧,等它“咔嗒”一声,嘿,这时候的扭矩就差不多合适啦!是不是挺神奇的?还有一种方法是用传感器。
这玩意儿就更厉害了,它能特别精确地测量出扭矩的大小,就好像是个超级精确的眼睛,啥都能看得清清楚楚。
把它安装在螺丝或者相关的部位上,就能实时知道扭矩的情况啦。
你说这像不像咱平时走路,得掌握好步伐的大小和力度,不然不是走得太快容易摔跟头,就是走得太慢耽误事儿。
测量螺丝扭矩也是这个道理呀!咱再打个比方,螺丝扭矩测量就像是给机器做体检。
你得知道它身体的各项指标是不是正常,才能保证它健康地工作呀!要是你不管不顾,随便拧拧螺丝,那机器说不定哪天就闹脾气罢工啦!在实际操作中,可得小心谨慎。
就像医生看病一样,得仔细认真,不能有一丝马虎。
测量的时候,要选对工具,还要按照正确的方法来操作。
不然测出来的数据不准确,那不就白忙活了嘛!而且啊,不同的螺丝、不同的场合,对扭矩的要求都不一样呢!这就好比不同的人穿不同的衣服,得合身才行。
所以咱得根据具体情况来选择合适的测量方法和工具。
总之啊,螺丝扭矩测量可不是一件小事儿,它关系到机器的运行和安全。
咱可得重视起来,不能马马虎虎。
就像咱过日子一样,得精打细算,才能把日子过得红红火火。
你说是不是这个理儿?所以啊,大家在面对螺丝扭矩测量的时候,一定要认真对待,选对方法,用对工具,让机器能稳稳当当地为我们服务!这就是我对螺丝扭矩测量方法的一些看法,希望能对大家有所帮助呀!。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
13
14
飞轮壳安装螺栓
15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54
转速传感器固定螺栓 飞轮螺栓 锁紧前悬置安装螺栓的螺母 风扇支架锁紧螺母 发电机支架安装螺母 发电机支架安装螺栓 空调压缩机支架安装螺栓 空调压缩机支架锁紧螺母 滚轮支架安装螺栓 曲轴箱通风盖锁紧螺母 减振器与轮毂连接螺栓 皮带轮与轮毂连接螺栓 螺栓-减振器/曲轴 喷油器压板螺栓 高压连接管螺母 缸盖螺栓 摇臂支座螺栓 调整螺钉的锁紧螺母 缸盖前端盖安装螺栓 缸盖前端盖堵塞 缸盖出气接头 水温传感器 水泵安装螺栓 水泵堵塞M22x1.50 螺栓-水泵进水管/水泵 水泵进水管支架安装螺栓 水泵进水管管夹螺栓 缸体加强板安装螺栓 螺栓-机油收集器总成/机油泵 螺栓-机油泵出油管/缸体加强板 油底壳螺母 油底壳放油螺塞 油位传感器支架螺栓 空气压缩机安装螺柱 空气压缩机安装螺母 空气压缩机安装螺栓 空调压缩机安装螺栓 曲轴箱通风管管夹螺栓 风扇皮带轮总成安装螺栓 发电机安装螺栓
dCi 11发动机螺纹紧固件检查力矩表
序号 1 2 3 4 5 6 7 8 9 10 11 12 名称 前端板上惰齿轮轮毂安装螺栓 前端板安装螺栓 活塞冷却喷嘴螺栓 主轴承盖螺栓 连杆螺母 凸轮轴止推片螺栓 安装燃油泵的紧固螺母 滤油涡轮安装螺栓 高压泵齿轮锁紧螺母 机油泵安装螺栓 挺柱限位板螺栓 推杆室盖安装螺栓 正时齿轮室上螺栓 零件号 Q1841260-T F2 Q1840825 Q1840820 Q1840816 D5010359663 D5000694646 D5003009390 Q32008T 13F2 Q218B0620 D5000663767 Q1840830T F2 Q1840816 D7703002072 Q1840865-0H1 Q1840880-0H1 Q1841080-0H1 Q1841070-0H1 D5003002043 D5003002090 D7703002209 Q1860840 Q1840618 D5010412950 D5003033012 Q32008T 13F2 Q32008T 13F2 D5003027290 Q18410100-0H1 D5003002090 Q32008-0H1 Q1840825 D7703033025 D5003009455 Q150B1230 D5010295346 Q2181050 D5010359085 D5010550553 D5010550554 D5010359846 D5003032189 D5010359743 Q1840825 D120646 D5005130485 D5010412450 D5003002053 D120646 Q1840816 Q1841025T F2 Q1840616 Q1840865T F2 Q1840850 D5003002032 D7703033025 D0000127161 Q1840814 D5003027731 Q32008T 13F2 D5010377593 D7703002209 D7703002058 Q150B16120 Q1840830T F2 数量 6 20 2 6 14 12 2 4 3 1 4 12 6 19 4 4 2 10 1 1 1 1 8 6 4 4 2 2 1 1 3 3 6 6 4 6 6 14 24 8 6 6 7 1 1 1 3 1 2 2 2 21 2 1 20 1 2 2 2 1 4 1 1 1 装配拧紧力矩(Nm) 100±20 20±4 20±4 100±10转180±6° 80±8转90±6° 20±4 60±12 8±1.6 195±20 20±4 20±4 60±12 M8: 20±4 M10: 60±12 M14×2: 150±30 M8×1:20±4 7.5±1.5 80±8转180±6° 110±22 60±12 最终拧紧60±12 20±4 最终拧紧60±12 60±12 20±4 20±4 120±12 67±7 100±10转180±6° 60±12 50±5 M20:165±16.5转180± 6° M14:50±5转120± 6° 65±6.5转90±6° 40±8 40±8 20±4 60±12 80±16 18±5 20±4 60±12 20±4 60±12 8±1.6 30±6 20±4 20±4 20±4 70±14 20±4 30±6 40±8 20±4 20±4 20±4 150±30 30±6 在线检查力矩 试后检查力矩 (Nm) (Nm) 68~132 64~144 14~26 13~29 14~26 13~29 14~26 13~29 205~345 不检查 160~240 不检查 14~26 13~29 41~79 38~86 5~10 5~11.5 149~236 140~258 14~26 13~29 14~26 13~29 41~79 38~86 14~26 13~29 14~26 13~29 41~79 38~86 41~79 38~86 102~198 96~216 102~198 96~216 14~26 13~29 14~26 13~29 5~10 4.8~10.8 290~480 不检查 75~145 70~158 41~79 38~86 41~79 38~86 14~26 13~29 41~79 38~86 41~79 14~26 14~26 92~145 51~81 215~325 41~79 38~61 340~515 105~165 95~145 27~53 27~53 14~26 41~79 54~106 11~25 14~26 41~79 14~26 41~79 5.5~11 20~40 14~26 14~26 14~26 48~92 14~26 20~40 27~53 14~26 14~26 14~26 102~198 20~40 38~86 13~29 13~29 86~158 48~89 不检查 38~86 36~66 不检查 不检查 不检查 26~57 26~57 13~29 38~86 51~115 10~27 13~29 38~86 13~29 38~86 5~11.5 19~43 13~29 13~29 13~29 45~101 13~29 19~43 26~57 13~29 13~29 13~29 96~216 19~43
106 喷油器线束固定螺栓 107 气缸盖罩安装螺栓 108 发动机制动安装螺栓 109 水套加热器安装螺栓 110 水套加热器线束支架安装螺母 111 螺母-排气阀轭
1 1 1 1 1 2 8 1 2 1 2 2 2 4 12 2 2 1 2 1 6 2 4 2 2 2 1 2 11 1 3 3 4 1 2 2 2 4 3 3 3 4 1 1 7 1 2 3 3 12 7 1 1 1 6 3 6 1 16 4 4 1 1 6
41~79 68~132 27~53 27~53 27~53 14~26 14~26 14~26 14~26 41~79 14~26 14~26 34~66 17~33 41~79 41~79 41~79 14~26 14~26 20~40 14~26 41~79 41~79 41~79 16~32 14~26 14~26 41~79 41~79 41~79 14~26 41~79 27~53 4~9 14~26 14~26 5.5~11 14~26 14~26 20~40 14~26 23~47 41~79 14~26 20~40 14~26 14~26 68~132 41~79 23~47 10~20 23~36 8~16 14~26 2.4~4.6 14~26 5~10 14~26 14~26 49~79 85~140 14~26 14~26 27~53
Q32008T 13F2 Q1841260T F2 发电机:Q1841080-0H1 风扇:D5003009457 空调:Q2181070 Q1840825 Q1840840 D5003002053 Q1840820 D0000120646 3002032 Q1840816 D0024248329 M16x1.0 D5000694330 Q1841020T F2 Q1841020T F2 Q1840816 Q1840816 D5005030608 D5003032135 D5003032192 D5010477404 D5003032192 M16x1.0 Q2180820 D5003002053 Q32008T 13F2 Q1841080T F2 Q1841055T F2 D5003027101 Q32110-0H1 D0000120646 Q2180620 Q1840825 D7703033025 D1840640 Q1840830T F2 M8 Q150B0820 T F2 Q1840820 Q32008T 13F2 D7703033025 Q1840816 Q1840816 D7703033025 D5003033008 D5010284207 M16x1.0 D0000072568 M12x1.0 D5010412979 Q341B06 Q1840880T F2 D5003008089 D5003008064 D5010330432 Q18410100-0H1 D5010359991 Q1840820 D7703033025 D5003032189
55 56 57
发电机安装螺母 滚轮安装螺栓 三个张紧轮安装螺栓
58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 ቤተ መጻሕፍቲ ባይዱ9 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105
机油冷却器安装螺栓 机油冷却器隔热板螺栓 水泵出水管堵塞M22x1.50 螺栓-水泵出水管/过渡联结 螺栓-水泵出水管/水泵 空压机进回水直通接头M18x1.50 空压机进回水软管紧固螺母 排气管安装螺栓 缸盖支架安装螺栓 气缸盖罩隔热板安装螺栓 螺栓-气缸盖罩隔热板/缸盖支架 增压器隔热板螺栓 增压器进油软管接头 螺母-排气制动/增压器 螺母-排气制动支架/排气管 螺栓-增压器/排气管 螺母-排气制动支架/排气制动 增压器进油管紧固螺母 螺栓-增压器回油管/增压器 增压器回油管止推板螺栓 螺母-进气接管(排气侧)/缸盖支架 进气歧管安装螺栓 进气歧管上安装线束用螺柱 螺母-进气接管/进气歧管 进气接管上的预热堵塞 螺栓-进气压力/温度传感器 螺栓-预滤器总成/预滤器支架 螺母-预滤器支架/进气歧管 EECU冷却器接头安装螺栓 螺栓-EECU冷却器/电控单元 螺栓-EECU冷却器/缸体 螺栓-燃油滤清器支架/缸体 螺栓-管路支架总成/缸体 高压油管(高压油泵-共轨)上的螺母 螺母-线束/发电机支架螺柱 螺母-线束/进气接管 线束管夹连接螺栓 螺栓-线束/高压油管(燃油泵-共轨) 螺母-共轨、低压管路支架/双头螺柱 螺母-起动电机/飞轮壳 燃油滤清器安装螺栓 螺母-高压油管(共轨-高压连接管) 低压燃油软管紧固螺母 螺栓-油轨回油管/油轨压力限制器 螺母-油轨回油管/三通接头 喷油器回油螺栓 紧固螺母-燃油低压管、回油管/管夹 离心式机油滤清器安装螺栓