压力容器现场组焊用表
焊接质量保证书
中国化学工程第三建设公司企业标准材料管理标准焊接材料管理规程q/hsg11.07-1999 1 范围1.1 本规程对压力容器车间制造、压力容器(含球罐)现场组焊、锅炉安装、压力管道安装等工程焊接材料(焊条、焊丝、焊剂,以下简称“焊材")的采购、验收、一、二级库管理、烘烤、发放使用与回收等做出规定,适用于公司各施工现场及化工机械厂。
1.2 本规程是《压力容器(含球罐)组焊质量保证手册》(q/hsa11-98)、《锅炉安装质量管理手册》(q/hsa15-96)中有关焊接材料管理制度的实施细则。
1.3 重要钢结构件的焊接材料管理参照本规程执行。
2 引用标准2.1 《焊条质量管理规程》(jb3223-83)2.2 《产品采购管理规定》(q/hsg11。
02-1995)2.3 《产品的搬运、贮存、发放及回收管理规定》(q/hsg11.03-1995) 3 采购3.1 由技术人员根据设计要求和焊接工艺评定报告提出焊接材料使用计划,经焊接责任工程师或技术负责人审签后,作为编制焊接材料采购文件的依据.3.2 焊材采购文件由材料计划人员编制,材料责任师审核。
采购文件应明确焊材牌号、型号、规格、数量、供货时间、采用的标准及检验试验要求.3.3 材料部门在采购前应对焊材生产厂家或供应商进行分承包方的评定,确认其资质等级、质量保证能力、质量信誉和产品性能满足使用要求,方可签订采购合同。
采购过程中应对焊材生产厂家和供应商的供货质量进行有效控制。
3.4 采购人员对采购的每一批号焊材均应及时向生产厂家(供应商)索取焊材质量保证书,必要时,应索取有关焊材使用说明书.材料责任师应审查认可焊材使用说明书和质量保证书。
3.4.1 焊条使用说明书通常应包括下列内容:(1)焊条型号、牌号、规格(直径和长度)和包装数量;(2)药皮类型;(3)熔敷金属的化学成份;(4)熔敷金属或对接接头的各项相关性能;(5)焊条焊前烘烤的必要性和烘烤规范;(6)焊条的用途及各种位置焊接的可能性;(7)简明焊接工艺规范;(8)其化需要说明事项.3.4.2 焊条质量保证书内容除说明该批焊条质量符合相应焊条标准及说明规定外,还包括:(1)焊条型号、牌号、规格(直径和长度);(2)批号、数量及生产日期;(3)熔敷金属化学成份检验结果;(4)熔敷金属或对接接头各项性能检验结果;(5)制造厂名与地址;(6)制造厂技术检验部门与检验人员签章.3.4.3 焊丝、焊剂的使用说明书和质量保证书内容基本与焊条相类似,并且应符合相应技术标准的规定。
(整理)压力容器焊接工艺.

压力容器焊接工艺(一)、焊前预热正式施焊前应检查焊接装配是否符合规定。
图纸及工艺文件要求工件预热时,应对工件进行预热。
预热温度由工艺评定确定或参照NB/T47015-2011执行。
预热在坡口两侧均匀进行。
一般宽度每侧不得小于100mm,严防局部过热。
(二)、焊后热处理1、作用:保证装备的质量、提高装备的安全可靠性、延长装备寿命。
2、目的:松弛焊接残余应力、稳定结构形状和尺寸、改善母材、焊接接头和结构件的性能(①软化焊接热影响区、②提高焊缝的延性、③提高断裂韧性、④有害气体扩散和逸出、⑤提高蠕变性能、耐腐蚀性能、抗疲劳性能等)3、规范加热温度:最主要的工艺参数,相变温度以下,低于调质钢的回火温度30-40℃,同时避开钢材产生再热裂纹的敏感温度。
保温时间:工件厚度选取焊件保温期间,加热区内最高与最低温差不大于65℃升温速度:焊件温度均匀上升,厚件和形状复杂构件应注意缓慢升温。
升温速度慢使生产周期加长,有时也会影响焊接接头性能。
冷却速度:过快造成内应力过大,甚至产生裂纹进、出炉温度:过高与加热、冷却速度过快结果类似4、方法-炉内热处理加热燃料:工业煤气、天然气、液化气、柴油整体热处理:条件允许的情况下优先采用优点是被处理的焊接构件、容器温度均匀,比较容易控制,消除残余应力和改善焊接接头性能较为有效,并且热损失少。
需要有较大的加热炉,投资较大。
分段加热处理:体积较大,不能整体进炉时,局部区域不宜加热处理重复加热长度应不小于1500mm。
炉内部分的操作应符合焊后热处理规范,炉外部分应采取保温措施,使温度梯度不致影响材料的组织和性能。
5、方法-炉外热处理被处理的装备过大,或因各种原因不能进行炉内热处理时,只能在炉外进行热处理加热方法:工频感应加热法、电阻加热法、红外线加热法、内部燃烧加热法整体焊后热处理:不能进入加热炉的大型装备,在安装现场组焊后,将其整体加热、保温而进行的热处理局部焊后热处理:对装备的局部,如焊接区域、修补焊接区域或易产生较大应力、变形的部位进行局部加热6、炉外整体焊后热处理注意问题①由于把底座上面的装备整体加热,考虑到热胀冷缩产生的变形和热应力,必须防止对本体结构、支撑结构、底座等产生不利影响②由于对大型装备进行加热,采用的热源,均匀加热所需的循环、搅拌装置以及炉外产生的热量等问题都应特别注意其安全保护措施③为提高热效率和保证温度均匀,对大型装备必须有良好的隔热保温措施④整体炉外焊后热处理与整体炉内焊后热处理相比较,要做到均匀加热比较困难,为确认整个装备的加热工艺情况是否达到工艺要求,应注意有足够数量且正确配置的温度检测设备,以保证热处理效果7、炉外局部焊后热处理注意问题①局部加热由于温度的分布不均匀、温度梯度较大而容易产生较大的热应力,为了尽量减少这种热应力造成的不利影响,加热的范围可以考虑尽量对称②容器环焊缝的加热带宽度应至少包括焊缝边缘两侧各3倍壁厚的宽度,管子对接焊者为2倍③尽量减少加热区与非加热区域之间的温度梯度差,温度梯度过大时,可能产生残余应力和变形。
压力容器安装施工方案(压力容器)
XXXXX份有限公司80MW煤气发电安装工程压力容器安装施工方案编制单位:河北瑞兆激光机电工程有限公司编制:审核:批准:日期:年月目录一、工程概况二、施工用机具表三、施工技术措施四、质量保证措施五、施工安全措施六、现场文明施工管理一、工程概况:1、XXXXX股份有限公司80MW煤气发电安装工程所有压力容器,是依据浙江城建煤电设计院有限公司所有设计图进行建设。
2、XXXX铁集团股份有限公司80MW煤气发电安装工程所有压力容器安装,包含在汽机厂房、锅炉厂房、以及除氧间等。
3、工程特点(1)、容器无法直接进入安装位置,需经过几次倒运方可进入安装位置,也是安装的难点之一.(2)、工期紧、任务重,需多单位配合施工,加大了协调困难,(3)、质量标准高。
二、施工机具计划见附表三、施工方案:1、测量方案:(1)、测量执行国家标准《工程测量规范(GB50023—2009)》和设计提出的特殊要求。
(2)、利用标高的基准点,实测出地埋管道所在的安装位置。
(3)、在测量放线的同时,应对原已安装好的管道进行复测。
在与新安装的管道标高出现误差时,应做好记录,取得建设单位、设计单位及监理单位同意后,对新安装的管道进行标高调整。
2、技术准备安装质量检查、验收依据(1、)施工图纸等技术文件。
(2)、《电力建设施工及验收技术规范》DL/T5047-2005(锅炉机组篇)(3)、《锅炉安全技术监察规程》(4)、火力发电厂焊接技术规程DL869-20043.基础验收基础移交时,应有完整的验收资料及测量记录,基础上应明显地画出基准线及基础的纵横向中心线,基础应有沉降观测点。
对基础进行外观检查,不得有裂纹、蜂窝、空洞、露筋等缺陷。
按土建基础图及设备的随机文件,对基础的尺寸位置进行复测检查,允许偏差如下:基础坐标位置(纵横轴线)±20mm基础各平同平面的标高+0 -20mm基础上平面外形尺寸±20mm基础上平面的水平度每米5mm,全长10mm预埋地脚螺栓孔中心位置±10mm如发现缺陷,则应由土建单位负责进行处理,合格后方可办理交接手续。
SHTSHT静设备部分
勘误:“,mm” 填到“允许值” 格
表格内容参照GB50461 «石油化工静设备安装工 程施工质量验收规范»附 录C及其他施工规范填写 。 塔盘支承件大多数情况 已经焊接在设备中,这 里只参照标准复检。
SH/T3503-J329
“设备填充检验记录”适用于容 器内填料的安装验收。与2007年版 SH/T3503-J317一致。
SH/T3503-J340
“热交换设备耐压和严密性试验 记录” 表格名称进行了调整, 适用于热交换设备的耐压及泄漏 性试验,检查项与2007年版 SH/T3503-J328一致。
SH/T3503-J341
“设备耐压/严密性试验记 录”表格名称调整,适用 于设备的耐压及严密性试 验检查项与2007年版 SH/T3503-J329一致。
SH/3503,3543设备部分表格比重
附录A
通用
土建 工程
设备安装工程
管道安装 工程
电气安装 仪表安装
工程
工程
合计
SH/T3503-2017
45
13
69+13+14=96
23
11
11
199
SH/T3543-2017
30
10
40+13=53
26
28
30
177
新版规范将 SH/T 3543附录G压力容器现场组焊安装工程用表和附录H起 重机械安装工程用表调整了顺序,并由原来的资料性附录改为规范性附录 ,即移至SH/T 3503 。设备部分表格占专业施工部分表格比重接近50% ,其中静设备部分一些表格还是侧重整体检查验收的内容,对于交工验收 ,在整体检查验收表后还要依托大量的工序检查表和专业工程用表进行确 认,相应的一套设备部分资料内容更加多了。
钢制压力容器焊接通用规程
HJ350-H08MnMoA
HJ431-H08MnMoA
低碳钢与耐热型低合金钢相焊
Fe-1-1与Fe-4、Fe-5A、Fe-5B-1相焊
E4315
J427
F4A0-H08A
HJ431-H08A
HJ350-H08A
HJ101-H08A
强度型低合金钢与耐热型低合金钢相焊
Fe-1-2与Fe-4
12Cr2Mo
12Cr2Mo1
12Cr2MoG
12Cr2Mo1R
E6015-B3
R407
1Cr5Mo
E5MoV-15
R507
06Cr19Ni10
F308-H08Cr21Ni10
SJ601-H08Cr21Ni10
HJ260-H08Cr21Ni10
H08Cr21Ni10
06Cr18Ni11Ti
F347-H08Cr20
J507RH
15MnNiDR
E5015-G
W607
Q370R
E5016-G
E5015-G
J556RH
J557
20MnMo
E5015
E5015-G
J507
J557
20MnMoD
E5016-G
E5015-G
E5516-G
J506RH
J507RH
J556RH
13MnNiMoR
18MnMoNbR
20MnMoNb
HJ260-H08Cr19Ni14Mo3
H08Cr19Ni14Mo3
022Cr19Ni10
E308L-16
A002
F308L-H03Cr21
Ni10
SJ601-H03Cr21Ni10
压力容器现场组焊告知明白纸
压力容器现场组焊告知明白纸.各施工单位:根据东营市质监局《关于加强特种设备安装监管工作的通知》(东质发〔2013 〕135 号)要求,现告知如下事项:1、现场办公条件要求。
安装现场根据安装设备时间长短和工程量大小,要有办公室、会议室、资料室、暗室、材料库、焊材库、气瓶存放库等必要的办公条件;2、使用各种气瓶要求。
使用的各种气瓶,要签订充装协议、并保障使用合格气瓶;3 、无损检测单位办理告知要求。
无损检测外协的,应与外协单位签订合同;需要办理告知手续的,无损检测单位要办理告知手续;4、检验申请受理之前,不得进行压力容器的现场组焊工作;检验受理之后,安装单位负责召集建设单位、监理单位,检验机构监检员进行监检交底;5、禁止借证、分包,禁止无证施焊、无损检测,禁止非本单位人员施焊、无损检测、施工等。
6、转告建设单位进行有关工作要求。
安装单位要转告建设单位办理设备注册,操作人员、管理人员要持证上岗,建立管理制度等。
具体检验要求见《压力容器现场组焊监督检验要求》压力容器现场组焊检验要求根据《特种设备安全监察条例》、《固定式压力容器安全技术监察规程》、《锅炉压力容器产品安全性能监督检验规则》、GB150-2011《压力容器》等国家法规标准及相关行业标准的规定,要求如下:总则:1、压力容器现场组焊监检工作在组焊现场,且在现场组焊过程中进行。
监检是在受检企业(包括组焊单位、建设单位、监理单位)自检合格的基础上,对压力容器产品安全性能进行的监督验证。
监检不能代替受检企业的自检,监检单位对所承担的监检工作质量负责。
2、监检内容包括对压力容器现场组焊过程中涉及安全性能的项目进行监检和对受检企业压力容器现场组焊质量体系运转情况的监督检查;3、监检过程中如果发现受检企业质量体系运转和产品安全性能有违反有关规定的一般问题时,监检员向组焊单位下发《监检联络单》;发生违反有关规定的严重问题时,监检单位向组焊单位下发《监检意见通知书》。
静设备
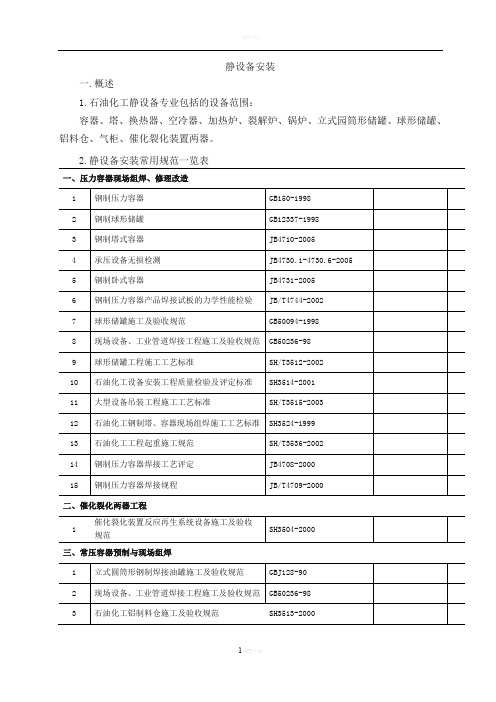
静设备安装一.概述1.石油化工静设备专业包括的设备范围:容器、塔、换热器、空冷器、加热炉、裂解炉、锅炉、立式园筒形储罐、球形储罐、铝料仓、气柜、催化裂化装置两器。
2.静设备安装常用规范一览表一、压力容器现场组焊、修理改造二、催化裂化两器工程三、常压容器预制与现场组焊四、静设备安装五、锅炉安装、修理六、加热炉工程3 特种设备的定义和涵盖范围、分类分级办法3.1定义和涵盖范围:a)特种设备:按照国务院373号令颁布的《特种设备安全监察条例》(2003)的定义,所谓特种设备是指涉及生命安全、危险性较大的锅炉、压力容器(含气瓶)、压力管道、电梯、起重机械、客运索道、大型游乐设施。
b)锅炉——是指利用各种燃料、电或者其他能源,将所盛装的液体加热到一定的参数,并承载一定压力的密闭设备,其范围规定为容积大于或者等于30L 的承压蒸汽锅炉;出口水压大于或者等于0.1MPa(表压),且额定功率大于或等于0.1MW的承压热水锅炉;有机热载体锅炉。
c)压力容器——是指盛装气体或者液体,承载一定压力的密闭设备,其范围规定为最高工作压力大于或者等于0.1MPa(表压),且压力与容积的乘积大于或者等于2.5 MPa·L的气体、液化气体和最高工作温度高于或者等于标准沸点的液体的固定式容器和移动式容器;盛装公称工作压力大于或者等于0.2MPa (表压),且压力与容积的乘积大于或者等于1.0MPa·L的气体、液化气体和标准沸点等或者低于60℃液体的气瓶;氧舱等。
d)压力管道——是指利用一定的压力,用于输送气体或者液体的管状设备,其范围规定为最高工作压力大于或者液体的管状设备,其范围规定为最高工作压力大于或者等于0.1MPa(表压)的气体、液化气体、蒸汽介质或者可燃、易爆、有毒、有腐蚀性、最高工作温度高于或者等于标准沸点的液体介质,且公称直径大于25mm的管道。
e)起重机械——是指用于垂直升降或者垂直升降并水平移动重物的机电设备,其范围规定为额定起重量大于或者等于0.5t的升降机;额定起重量大于或者等于1t,且提升高度大于或者等于2m的起重机和承重形式固定的电动葫芦等。
SH3543表格整理明细列表
机组滑销系统间隙检查记录
SH/T 3543-G316
烟机转子跳动量检查记录
SH/T 3543-G317
烟机转子各部间隙检查记录
SH/T 3543-G318
AV轴流压缩机导向键间隙检查记录
SH/T 3543-G319
AV轴流压缩机支腿间隙检查记录
SH/T 3543-G320
SH/T 3543-G341
炉锚固件安装检查记录
SH/T 3543-G342
炉管板/管架安装检查记录
SH/T 3543-G343
燃烧器安装检查记录
SH/T 3543-G344
炉管吹扫记录
SH/T 3543-G345
衬里浇注料搅拌记录
SH/T 3543-G346
衬里养护记录
SH/T 3543-G347
电动葫芦双梁起重机安装检查记录
SH/T 3543-G806
适合起重设备
电动单梁悬挂起重机安装检查记录
SH/T 3543-G807
适合起重设备
通用桥式起重机安装检查记录
SH/T 3543-G808
适合起重设备
双梁通用门式起重机和装卸桥安装检查记录
SH/T 3543-G809
适合起重设备
单主梁门式起重机和装卸桥安装检查记录
SH/T 3543-G111
质保资料
工序交接记录
SH/T 3543-G112
质保资料
名称
编号
电气设备交接试验记录首页
SH/T3543-G501
资料用
交流电动机试验记录
SH/T 3543-G502
过程控制资料(B点)
直流电动机试验记录
SH/T 3543-G503
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
SH/T 3543-2007
附录G
(资料性附录)
压力容器现场组焊施工用表
165
SH/T 3543-2007
本表等同于容规附录三。
166
SH/T 3543-2007
本表等同于容规附录三(1)。
167
SH/T 3543-2007
本表等同于容规附录三(2)。
168
SH/T 3543-2007
169
SH/T 3543-2007
170
SH/T 3543-2007
171
SH/T 3543-2007
172
173
SH/T 3543-2007
SH/T 3543-2007
174
SH/T 3543-2007
本表等同于容规附录三(11)。
175
SH/T 3543-2007
本表等同于容规附录三(5)。
176
SH/T 3543-2007
177
SH/T 3543-2007
SH/T3543-G713
球形储罐预制件检查记录
赤道带/温带板
工程名称:
单元名称:
设备名称设备位号产品编号
制造厂材质容积m3 执行标准检查比例% 检查数量张项目单位
允许
偏差值
设计值
球壳板编号及实侧值
球壳板与样板间隙E mm ≤3
坡口钝边A mm ±1.5
坡口深度t mm ±1.5
坡口角度α°±2.5
长度方
向弦长
L1 mm ±2.5
L2 mm ±2.5
宽度方
向弦长
B3 mm ±2
B2 mm ±2
对角线
弦长
C1 mm ±3
C2 mm ±3
两条对角线间距h mm 5
带支柱
赤道板
支柱直线度mm
支柱轴线位移mm
支柱断口周长mm
检测部位示意图
外观检查:
结论:
施工班组长:
日期:年月日
专业工程师:
日期:年月日
质量检查员:
日期:年月日178
SH/T 3543-2007
SH/T3543-G714
球形储罐预制件检查记录
极板/极中板
工程名称:
单元名称:
设备名称设备位号产品编号
制造厂材质容积m3 执行标准检查比例% 检查数量张项目单位
允许
偏差值
设计值
球壳板编号及实侧值
球壳板与样板间隙E mm ≤3
开孔处球壳曲率mm ≤3
坡口钝边A mm ±1.5
坡口深度t mm ±1.5
坡口角度α°±2.5
直径D mm ±2
检测部位示意图
管口编号
管口位置偏差
mm
管口高度偏差L
mm
法兰水平度
mm/m
允许值实测值
允许值实测值允许值实测值径向周向径向周向
外观检查:
结论:
施工班组长:
日期:年月日
专业工程师:
日期:年月日
质量检查员:
日期:年月日
179
SH/T 3543-2007
SH/T3543-G715
球形储罐预制件检查记录
支柱
工程名称:
单元名称:设备名称设备位号产品编号
制造厂材质容积m3执行标准检查比例% 检查数量根
支柱
编号
支柱全长直线度e
mm
支柱长度H
mm
支柱与底板垂直度
mm
分段支柱断口周长
mm
备注允许
偏差
实测值允许
偏差
实测值允许偏差实测值上段下段
径向周向
检测部位示意图
外观检查:
结论:
施工班组长:
日期:年月日
专业工程师:
日期:年月日
质量检查员:
日期:年月日180
SH/T 3543-2007
SH/T3543-G716
球形储罐组装尺寸检查记录
(一)
工程名称:
单元名称:
设备名称设备位号产品编号
执行标准材质容积m3 储罐外半径R设mm 检查样板内半径R样mm 检查样板弦长L mm 检查项目
允许值
mm
焊缝编号及实测值
mm
组对间隙
M
a
b
c
组对错边
n
a
b
c
组对棱角
E
a
b
c
检测部位示意图
结论:
施工班组长:
日期:年月日
专业工程师:
日期:年月日
质量检查员:
日期:年月日
181
SH/T 3543-2007
SH/T3543-G717
球形储罐组装尺寸检查记录
(二)工程名称:单元名称:
设备名称设备位号产品编号
执行标准材质容积m3
检测部位示意图
检查项目
允许值
mm
实测值
mm 赤道截面最大内直径与设计内直径之差
赤道截面最小内直径与设计内直径之差
两极间内直径与设计内直径之差
赤道截面最大内直径与最小内直径之差
赤道截面最大内直径与两极间内直径之差
赤道截面最小内直径与两极间内直径之差
赤道线水平度
支柱焊缝与对接焊缝最小距离
相邻对接焊缝最小距离
项目
管口编号
管口水平度ΔH,mm 允许值实测值
管口高度差ΔL,mm 允许值实测值
结论:
施工班组长:
日期:年月日专业工程师:
日期:年月日
质量检查员:
日期:年月日
182
△H
L
A B
C
D
a b
c
d
SH/T 3543-2007
SH/T3543-G718 球形储罐支柱检查记录工程名称:单元名称:
设备名称设备位号产品编号
执行标准材质容积m3
支柱编号
支柱全长直线度
mm
支柱垂直度
mm
允许
偏差值
实测值允许
偏差值
径向实测值周向实侧值径向周向a1 a2a1-a2a1a2a1-a2
1
2
3
4
5
6
7
8
9
10
11
12
结论:
检测部位示意图
施工班组长:
日期:年月日专业工程师:
日期:年月日
质量检查员:
日期:年月日
183
支柱编号、位置示意a1 a2
SH/T 3543-2007
184
SH/T 3543-2007
本表等同于容规附录三(10)。
185
SH/T 3543-2007
186。