塑料成型不良现象分析
塑料注塑成型不良现象的原因及处理办法

塑料注塑成型不良现象的原因及处理办法1、充填不足(缺胶)[1] 成形品的体积过大1-1)要使用成形能力大的成形机。
1-2)使用成形多数个成品的模具时,要关闭内腔。
[2] 流道、浇口过小2-1)扩展流道或浇口。
2-2)放快射出速度。
2-3)增强射出压力。
[3] 喷头温度低3-1)喷射空气,以排出冷却的材料。
3-2)升高材料的温度。
3-3)改用大型喷头。
[4] 材料的温度或者射出压力低4-1)升高材料的温度。
4-2)增强射出压力。
4-3)添加外部润滑。
[5] 内腔里的流体流动距离过长5-1)设置冷余料洼坑。
5-2)升高材料的温度。
[6] 模具温度低了6-1)升高模具温度。
6-2)放快射出速度。
6-3)增强射出压力。
6-4)升高材料的温度[7] 射出速度慢了7-1)加快射出速度。
7-2)升高材料的温度[8] 材料的供给量过少8-1)如属螺桨式装置,增加增塑量;而采用柱塞方式时,则增加从料斗落下的数量。
8-2)减少外部润滑,改进螺桨的加工条件[9] 排气不良9-1)放慢射出速度。
9-2)将填充不良的位置改为镶件结构或在模具上加设排气槽。
9-3)改变胶口的位置9-4)改变成形品的厚度2、溢料(飞边)[1]锁模力不足1-1)加强锁模力。
1-2)降低射出压力。
1-3)改用大型成形机。
1-4)确实调整好连杆。
[2]模具不好2-1)补修导推杆或导钉梢的部位2-2)修正模具安装板。
增加支撑柱。
2-3)使用轨距联杆的强度足够的成机2-4)确实做好模具面的贴合。
[3]模具面的杂质3-1)除去杂物[4]成形品的投影面积过大4-1)使用大型成形机。
[5]材料的温度过高5-1)降低材料的温度。
5-2)放慢射出速度。
[6]材料供给量过剩6-1)调整好供给量。
[7]射出压力高7-1)降低射出压力。
7-2)降低材料的温度。
3气孔在材料为充分干燥时,是挥发物或空气所致;大多时候发生在产品胶厚的位置,实际是材料的收缩引起的真空气泡[1] 流道或浇口过小1-1)将流道或浇口扩展。
注塑件常见不良的分析及处理措施
注塑件常见不良的分析及处理措施本页仅作为文档封面,使用时可以删除This document is for reference only-rar21year.March塑胶注塑不良的分析以及处理措施注塑成型部分注塑定型时发生不良现象的原因*模具的缺陷*塑料树脂的缺陷*不适合的成型条件*产品设计上的问题*对成型机性能的过大评价*周围环境的变化1. 破裂白化广义的破裂包括破裂及细微破裂的Crazing。
按产生的原因可以分为机械性破裂与化学应力破裂。
[1]机械性破裂(Mechanical Crack)作用于塑料上的物理性作用力比塑料固有物性及结构上的支持力大的时候,因承受不了而产生破裂。
为了防止破裂的产生,在进行产品设计时,须引起注意。
设计时,选好所使用的材料与型号后,应考虑到作用于物体上的外力,设计出既可反映稳定率又可以分散作用力的结构。
提高结构上的支持力时,可加大产品的厚度或加固Rib,也可设计成Round结构以分散作用力。
[2]化学应力破裂(ESC Crack)化学应力破裂(ESC:Environmental Stress Crack)是指因化学药品的作用,塑料膨胀,从而加重了内部应力,致使总应力值高出塑料的破坏强度而产生的破裂。
化学应力破裂在成型品的装配过程中,使用润滑剂﹑洗剂等时,其所含有的一部分物质可诱发产品破裂。
根据产品的脆弱结构﹑残留应力标准,是否产生破裂存在一定的差异,受温度﹑压力等的影响。
因化学药品造成的破裂,其破裂面很干净,有时会产生光泽,可轻易得到确认。
为了防止因化学应力引起的破裂,工艺上应禁止使用可诱发破裂的化学药品。
在用户的使用条件下,会形成问题的配件应通过改变材料等方法作到防患于未燃。
引发化学应力破裂的化学药品如下:冰乙酸﹑增塑剂(DOP等)﹑酒精类﹑石蜡系列的油脂﹑酯﹑过多的硅系列脱模剂﹑汽油石油等油类﹑豆油等食用油﹑溶剂类等。
2. 熔接线成型品表面形成细线的现象。
熔接线发生在注塑成型时熔融树脂合流的地方。
注塑成型制品不良现象及解决办法
注塑成型制品不良现象及解决办法一、塑料制品充填不满1、成因:主要是缺料和注射压力与速度不妥(包括阻力造成压力过于耗损)。
2、解决措施:(1)机台方面:机台的塑化量或加热功率不定,应选用塑化量与加热功率大的机台;螺杆与料筒或过胶头等的磨损造成回料而出现实际充模量不中;热电偶或发热圈等加热系统故障造成料筒的实际温度过低;注射油缸的密封元件磨损造成漏油或回流,而不能达到所需的注射压力;射嘴内孔过小或射嘴中心度调节不当造成阻力过大而使压力消耗。
(2)模具方面:①模具局部或整体的温度过低造成入料困难,应适当提高模温;②模具的型腔的分布不平衡。
制件壁厚过薄造成压力消耗过磊而且充模不力。
应增加整个制件或局部的壁厚或可在填充不足处的附近,设置辅助流或浇口解决。
③模具的流道过小造成压力损耗;过大时会出现射胶无力;过于粗糙都会造成制件不满。
应适当设置流道的大小,主流道与分流道,浇口之间的过渡或本身的转弯处应用适当的圆弧过渡。
④模具的排气不良。
进入型腔的料受到来不及排走的气体压力的阻挡而造成充填不满。
可以充分利用螺杆的缝隙排气或降低锁模力利用分型面排气,必要时要开设排气沟道或气孔。
(3)制件不满反复出现的原因:①塑料原料粒度大小悬殊不均时会使加料份量不定。
②螺杆的过胶头、过胶圈及过胶垫圈的磨损过大,使熔料可能在螺杆处经与料筒内之间滑行及回流造成不满。
③入流口的冷却系统失效,使下料量不稳定。
④料筒调定的注料量不足,即缓冲垫过小会使射料时多时少而出现制件不满。
二、飞边1、成因:又称溢边、披锋、毛刺等,大多发生在模具的分合位置上,如动模和静模的分型面,滑块的滑配部位、镶件的绝隙、顶杆孔隙等处,飞边在很大程度上是由于模具或机台锁模力失效造成。
2、解决措施:(1)机台的最高锁模力不够应选用锁模力够的机台。
锁模机铰磨损或锁模油缸密封元件磨损出现滴油或回流而造成锁模力下降。
加温系统失控造成实际温度过高应检查热电偶、加热圈等是否有问题。
塑胶注成型不良缺陷种类及原因分析以及改善对策
塑胶注成型不良缺陷种类及原因分析以及改善对策塑料制品不良及处理方法成型上的缺点有些是发生在机器性能、模具设计或原料特性本身外,大部分问题可靠调整操作条件来解决。
调整操作条件必须注意:每次变动一个因素见到其结果再变动另一个。
调整完了后必须观察一段时间,待操作平衡稳定后的结果才算数。
压力的变动在一两模内即知结果,而时间尤其温度的变动需观察十分钟后的结果才算稳定结果。
熟悉各种缺点可能的原因及优先调整因素,以下分项说明各种缺点,其可能发生的原因及对策。
有些缺点及原因仅限于某些原因,有些缺点则是由多种原因引起的。
成品未完整(SHORT SHOT)故障原因处理方法原料温度太低提高料筒温度注射压力太低提高注射压力预塑量不够增多计量行程射出时间太短增长射出时间射出速度太慢加快射出速度模具温度太低提高模具温度模具温度不匀重调模具水管模具排气不良恰当位置加适度之排气孔喷嘴阻塞拆除清理进料不平均重开模具溢口位置浇道或溢口太小加大浇道或溢口原料内润滑剂不够酌加润滑剂螺杆止逆环(过胶圈)磨损拆除检查修理机器注射量不够更换较大机器缩水(SINK MARK)预塑量不够增加预塑计量行程注射压力低提高注射压力保压压力不够提高保压压力注射时间太短增长射出时间注射速度太快减小速度溢口不平衡调整模具入口大小或位置喷嘴阻塞拆除清理料温过高降低料温模温不当调整适当之温度冷却时间不够酌延冷却时间排气不良在缩水处设排气孔成品本身或其肋(RIB)及柱(BOSS)过厚检讨成品料筒过大更换较小规格料筒螺杆止逆环(过胶圈)磨损拆除检查修理成品粘模(PRODUCT STICKING)注射压力太高降低射出压力剂量过多使用脱模剂保压时间太久减少保压时间注射速度太快减小速度料温过高降低料温进料不均匀使部分过饱变更溢口大小或位置冷却时间不足增加冷却时间模具温度过高或过低调整模温及两侧相对温度模具内有脱模倒角(UNDERCUT)修模具去除倒角模具表面不光打光模具浇道(水口)粘模(SPROE STICKING)注射压力太高降低射出压力加热温度过高调节温度浇道过大修改模具浇道冷却不够延长冷却时间或降低料筒温度浇道脱模角不够修改模具重新调整其配合增加角度浇道凹弧(SPRUE BUSHING)与射嘴配合不正重新调整其配合浇道内表面不光或有脱模倒角检修模具浇道外孔有损坏检修模具无浇道抓锁(SNA TCHPIN)加设抓锁填料过饱降低射出剂量、时间及速度毛头、披锋(FLASE)加热温度太高降低加热温度、降低模具温度注射压力太高降低射出压力填料过饱降低射出剂量、时间及速度合模线(PARTING LINE)或密封面(MA TING SURFACE)不良检修模具锁模压力不够增加锁模压力制品投影面积过大更换锁模压力较大之机器开模时或顶出时成品破裂(CRACKING)填料过饱降低射出剂量、时间及速度模温太低升高模温部份脱模角不够检修模具有脱模倒角检修模具成品脱模时不能平衡脱离检修模具顶针不够或位置不当检修模具脱模时模具产生真空现象降低开模或顶出慢速、加进气设备结合线(WELD LINES)塑料熔融不佳提高塑料温度;提高背压;加快螺杆转速模具温度过低提高模具温度注射速度太慢增加注射速度注射压力太低提高注射压力塑料不洁或掺有他料检查原料脱模油太多少用脱模油或尽量不用浇道及溢口过大或过小调整模具入口尺寸或改变位置模内空气排除不及增开排气孔或检查原有排气孔是否堵塞流纹(FLOW LINES)塑料熔融不佳提高塑料温度;提高背压;加快螺杆转速模具温度过低提高模具温度注射速度太快或太慢调整适当注射速度注射压力太高或太低调整适当注射压力塑料不洁或掺有他料检查原料溢口过小产生内射纹加大溢口成品断面厚薄相关太多变更成品设计或溢口位置银纹、气疮(SILVER STREAKS)塑料含有水分塑料彻底烘干;提高背压塑料温度过高或模具过热降低原料温度,射嘴及前段温度塑料中其他添加物如润滑剂染料等之分解减少其使用量或更换耐温较高之代替品塑料中其他添加物混合不匀彻底混合均匀注射速度太快减慢注射速度模具温度太低提高模具温度塑料粒粗细不匀使用粒状均匀之原料料筒内夹有空气降低料筒后段温度;提高背压原料在模内流程不当调整溢口大小及位置使模具温度保持平均成品表面不光泽模具温度太低提高模具温度塑料剂量不够增加注射压力、速度、时间及剂量模内有过多脱模油擦拭干净模内表面有水擦拭并检查是否漏水模内表面不光模具打光成品变形(WARPING)成品顶出时尚未冷却降低模具温度;延长冷却时间;降低塑料温度成品形状及厚薄不对称脱模后以定型架固定;变更成型设计进料过多减少射出压力、速度、时间及剂量几个溢口进料不平均更改溢口顶出系统不平衡改善顶出系统模具温度不均匀调理模具温度近溢口部分原料太松或太紧增加或减少注射时间成品内有气孔(AIR BUBBLES)成品断面、肋或柱过厚变更成品设计或溢口位置注射压力太低提高注射压力注射时间不足增加注射时间浇道溢口太小加大浇道及入口注射速度太快调慢注射速度塑料含水分塑料彻底干燥塑料温度过高以致分解降低塑料温度模具温度不平均调整模具温度冷却时间太长减少模内冷却时间,使用水浴冷却水浴冷却过急减短水浴时间或提高水浴温度背压不够提高背压料筒温度不当降低喷嘴及前段温度,提高后段温度黑点(BLACK SPOTS)原料过热部分附着料筒管壁彻底空射;拆除料筒清理;降低塑料温度;减短加热时间塑料混有异物、纸屑等检查塑料;彻底空射射入模内时产生焦斑(BURNING MARK)降低注射压力及速度;降低塑料温度;加强模具排气孔;酌降合模压力;更改入口位置料筒内有使原料过热的死角检查喷嘴与料筒间接触面有无间隙或腐蚀现象必须考虑回收材料的材质硬度必须要和新料相同,最理想的回收是连续性粉碎、干燥、加工不使回收材料贮放太久,粉碎粒子尽量和新粒子接近,树脂经一再的回收,将降低成品的特性,制品有特殊性要求时,最好勿使用回收料。
塑胶件成形不良原因

成型件上出现黑色条纹
1.在料筒内产生焦料.
2.料筒中有裂痕.
3.喷嘴不好.
4.料斗附件冷却不够.
5.料筒温度过高
1.型腔内进入油与润滑脂.
2.从便出机构渗出油及润滑脂.
1.润滑剂不足.
2.分解决.
色差
1.注射温度过高
1.色粉变质.
2.二次料比例不当.
3.材料批次不同.
翘曲,变形
参数不对
设计不良
2.润滑不良
汽泡裂纹,斑点
1.注射压力不够
2.注射速度过快
3.注射断续
4.加压(保压,锁模).时间不足.
1.进料口位置不适当.
2.通气方法不好.
3.成形件厚度不均匀.
4.流道狭小
1.流动性差----二次料
2.水份未烘干----爱潮
3.含挥发性物质
表面亮点,哑色---光泽不好
1.在料筒中加热不均匀
2.喷嘴局部堵塞
3.喷嘴口径太小.
4.成形件超过昔机容量.
5.料筒温度过低.
6.供料量不足.
1.进料口或流道过小.
2.冷料穴不够
3.模具表面有水和油.’
4.模具温度过低.
5.通气方法不好.
1.受潮.
2.含挥发性物质
3.混入导物受污.
溶接痕
(夹水纹)
1.喷嘴温度过低.
2.注射压力不足.
3.注射速度慢
1.进料口流道过小.
2.进料口位置不合适.
3.模具温度过低.
4.通气不良
1.材料固化太快.
2.受潮.
3.润滑剂不好.
飞边披锋
1.注射压力过高.
2.锁模压力不足.
3.成型料供给量过多.
塑胶产品外观常见不良分析

塑胶产品外观常见不良分析塑胶产品在日常生活中被广泛使用,它们可以用于制作各种产品,如家庭用品、工业部件、玩具等。
由于制作工艺以及原材料的原因,塑胶产品的外观常常会出现一些不良,这不仅会影响产品的美观度,还有可能影响产品的性能和使用寿命。
对于塑胶产品的外观不良分析非常重要。
下面我们将对常见的塑胶产品外观不良进行分析。
一、表面缺陷1. 水波纹水波纹是指塑胶产品表面出现的波纹状不平整,通常是由于注塑时模具温度不均匀或注射压力不稳定造成的。
如果注射速度过快或者模具表面磨损,也会导致水波纹的出现。
水波纹不仅影响塑胶产品外观美观度,还可能降低其强度和耐磨性。
2. 毛刺毛刺是指塑胶产品表面出现的细小而锋利的突起,在注塑工艺中,毛刺通常是由于模具设计不当或者模具磨损严重造成的。
毛刺会影响产品的手感和安全性,同时也会影响产品的使用寿命。
3. 烧结烧结是指塑胶产品表面出现的凹凸不平的现象,通常是由于模具温度设置不当或者注塑过程中料温不均匀导致的。
烧结会影响产品的美观度和尺寸精度,严重时还会导致产品的性能下降。
二、色差1. 色泽不均匀在注塑过程中,如果原料的分散性不好或者混料不均匀,就会导致塑胶产品的表面色泽不均匀。
这不仅会影响产品的外观质量,还会影响产品的一致性和品质稳定性。
三、气泡气泡是指塑胶产品表面或内部出现的空洞状现象,通常是由于注塑过程中原料受潮或者含有挥发性成分,或者注射压力不足造成的。
气泡会影响产品的外观质量和性能稳定性,甚至会导致产品的强度和密封性下降。
四、变形针对上述常见的塑胶产品外观不良,我们可以采取一些措施来进行预防和解决。
对于表面缺陷,我们可以通过优化模具设计,提高模具制造精度和加工质量,以及优化注塑工艺参数来减少水波纹、毛刺和烧结的出现。
对于色差问题,我们可以选择优质的原料并保证混料均匀,严格控制注塑工艺参数,尽量避免色泽不均匀和色斑的出现。
对于气泡和变形问题,我们可以在原料筛选和混合过程中严格控制原料含水量和挥发性成分,保证原料质量。
注塑成型常见不良现象及处理措施

注塑成型常见不良现象及处理措施注塑成型常见的不良现象有以下几种:
1. 短射:指注塑料进模型中未充满模腔,导致产品缺陷。
处理措施:增加注射
压力、延长注射时间、增加料缸温度、增加模具温度、增加模具出料口直径等。
2. 气泡:指产品表面或者内部浮现气泡,影响产品质量。
处理措施:增加注射
压力、延长注射时间、增加模具温度、增加料缸温度、增加模具出料口直径、增加模具排气孔等。
3. 热熔线:指产品表面浮现细小的线状缺陷,通常是由于注射速度过快导致的。
处理措施:减小注射速度、增加模具温度、增加模具出料口直径等。
4. 毛刺:指产品表面浮现细小的凸起,通常是由于模具设计不合理或者模具磨
损导致的。
处理措施:修复模具、修改模具设计、增加模具温度、增加模具出料口直径等。
5. 缩水:指产品尺寸缩小,通常是由于注射压力不足或者冷却时间不足导致的。
处理措施:增加注射压力、延长冷却时间、增加模具温度等。
6. 毛洞:指产品表面或者内部浮现凹陷,通常是由于注射速度过快或者模具设
计不合理导致的。
处理措施:减小注射速度、修改模具设计、增加模具温度等。
处理不良现象的关键是找到问题的根源,然后针对性地采取相应的处理措施。
同时,注塑成型过程中的参数控制和模具维护也是关键的因素,需要进行定期检查和调整。
注塑制品产生缺陷的原因及其处理方法
(3)模具的关键部位应有效地设置冷却水道。
(4)整个模具应不带毛刺且具有可靠的合模密 封性 。
三 工艺方面【凹痕】
(1)增加注射压力,保压压力,延长注射时间。
(2)提高注射速度可以较方便地使制件充满并 消除大部分的收缩。
(3)薄壁制件应提高模具温度,保证料流顺畅; 厚壁制件应减低模温以加速表皮的固化定型。
道入口配合不良,塑料炭化沉积物等堵塞; 喷嘴或主流道入口球面损伤、变形,影响 与对方的良好配合;
(4)塑料熔块堵塞加料通道这种情况只 有在凿通通道,排除料块后才能得到根本 解决。
(5)喷嘴冷料入模,应降低机筒前端和喷嘴的 温度以及减少机筒的储料量,减低背压压力避 免机筒前端熔料密度过大。
(6)注塑周期过短。由于周期短,料温来不及跟上 也会造成缺料。延长料粒在机筒内的预热时间。
总结处理方法
流道和螺杆料温太高,射出和储料速度太快, 背压太小,烘干不足,有混料,模温低,未打 保备方面【熔接痕】 塑化不良,熔体温度不均,可延长模塑周期。
二 模具方面【熔接痕】
(1)模具温度过低。 (2)流道细小、过狭或过浅,冷料井小。 (3)扩大或缩小浇口截面,改变浇口位置。 (4)排气不良或没有排气孔
三 工艺方面【飞边】
(1)注射压力过高或注射速度过快。由于高压 高速,对模具的张开力增大导致溢料。 (2)加料量过大造成飞边。值得注意的是不要 为了防止凹陷而注入过多的熔料,这样凹陷未 必能“填平”,而飞边却会出现。这种情况应 用延长注射时间或保压时间来解决。
(3)机筒、喷嘴温度太高或模具温度太高都会 使塑料黏度下降,流动性增大,在流畅进模的 情况下造成飞边。
(2)对流动性差或热敏性高的塑料适当添加润 滑剂及稳定剂,必要时改用流动性好的或耐热性 高的塑料。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
主要针对目前成型品产生不良有原因加以分析判断,在成型机,模具及原料方面提供参考因素从而有效的控制不良的产生,降低生产成本。
内容:1 起疮:(银色条纹)成品表面,以CATE为中心,有很多银白色的条痕,基本上是顺着原料的流动方向产生。
这种现象是许多不良条件累积后发生的,有时要抓住真正的原因很困难。
1.1 原料中如果有水分或其他挥发成分,未充分烘干,则表面上就会产生很多银条。
1.2 原料中偶然混入其它原料时,也会形成起疮,其形状呈云母状或针点状,容易与其它原因造成的起疮分别。
1.3 原料或料管不清洁时,也容易发生这种情况。
1.4 射出时间长,初期射入到模穴内的原料温度低,固化的结果,使挥发成分不会排除,尤其对温度敏感的原料,发常会出现这种状况。
1.5 如果模温低,则原料固化快也容易发生(1。
4)之状况,使挥发成分不会排出除。
1.6 模具排气不良时,原料进入时气体不易排除,会产生起疮,像这种状况,成品顶部往往会烧黑。
1.7 模具上如果附着水分,则充填原料带来的热将其蒸发,与熔融的原料融合,形成起疮,呈蛋白色雾状。
1.8 胶道冷料窝有冷料或者小,射出时,冷却的原料带入模穴内,一部分会迅速固化形成薄层,刚开始生产时模温低也会开成起疮。
1.9 原料在充填过程中,因模穴面接触部分急冷形成薄层,又被后面的原料融化分解,形成白色或污痕状,多见於薄壳产品。
1.10 充填时,原料成乱流状能,使原料流径路线延长,并受模穴内结构的影响产生磨擦加之充填速度比原料冷却速度快,GATE位置处于筋骨处或者小容易产生起疮,成品肉厚急剧化的地方也容易产生起疮。
1.11 GATE以及流道小或变形,充填速度快,瞬间产生磨擦使温度急升造成原料分解。
1.12 原料中含有再生料,未充分烘干,射出时分解,则产生起疮。
1.13 原料在料管中停留时间久,造成部分过热分解。
1.14 背压不足,卷入空气(压缩比不足)。
起疮:表一成型机:可塑化能力不足。
树脂过热分解(料管温度)料管内原料停留久,造成部分过热。
射出压力过高。
螺杆卷入空气(背压不足)。
模具:模具内排气不良。
模具温度低。
胶道冷料窝存储小。
GATE 过小或变形。
模具表面有水分。
模穴的形状不良(横截面或壁厚变化较多较急)。
原料:原料中由水分及挥发成分。
原料烘干不足。
混入其它原料。
2 会胶线会胶线是原料在合流处产生细小的线,由于没完全融合而产生,成品正、反面都在同一部位上出现细线,如果模具的一方温度高,则与其接触的会胶线比另一方浅。
1 提高原料温度,增加射出速度则会胶线减小.2 提高模具温度,使原料在模具内的流动性增加,则原料会合时温度较高,使其会胶线减小.3 CATE 的位置决定会胶线的位置,基本上会胶线的位置都进胶方向一致.4 模具中间有油或其它不易挥发成分,则它们集中在结合处融合不充分而成会胶线,5 受模具结构的影响,完全消除会胶线是不可能的,所以调机时不要约束在去除会胶线方面,而是将会胶线所产生的不良现象控制中最小限度,这一点更为重要.会胶线:表二成型机:原料温度低,流动性不足射出压力低射出速度慢灌嘴冷料或太长灌嘴处变形造成阻力大(压力损失)模具:模具温度低模具内排气不良GATE 位置不良GATE 流道过小从GATE 到会胶线产生位置的距离过长(L/T的关系)模具温度不平衡原料:原料流动性不良原料固化速度快原料烘干不足3 气泡成品壁厚处的内部所产生的空隙,不透明的产品不能从外面看到,必须将其刨开后才能见到.壁厚处的中心是冷却最慢的地方,因此迅速冷却,快速收缩的表面会将原料拉引起来产生空隙,形成气泡.1 射出压力尽可能高,减少原料收缩。
2 成型品上肉厚变化急剧时,各部分冷却速度不同,容易发后气泡。
3 由于停滞空气的原因而产生气泡。
4 GATE 过小,成品肉厚变化快。
5在GATE固化前,必须保持充分的压力。
气泡:表三成型机:原料温度高,气体产生机会多射出压力低射出速度过快或过慢保压低保压时间短保压转换位置太快原料温度低,流动性低背压不足冷却时间长模具:模具温度低模具排气不良GATE,流道胶口过小原料:烘干不足原料收缩比率大4 翘曲:射出时,模具内树脂受到高压而产生内部应力,脱模后,成品两旁出现变形弯曲,薄壳成型的产品容易产生变形。
1 成型品还没有充分冷却时,进行顶出,通过顶针对表面施加压力,所以会造成翘曲或变形。
2 成型品各部冷却速度不均匀时,冷却慢收缩量加大,薄壁部分的原料冷却迅速,粘度提高,引起翘曲。
3 模具冷却水路位置分配不均匀,须变更温度或使用多部模温机调节。
4 模具水路配置较多的模具,最好用模温机分段控制,已过到理想温度。
翘曲:表四成型机:原料温度低,流动性差保压高保压时间长射出压力高射出速度慢冷却时间短模具:模具温度低模具上有温差模具冷却不均匀,不充分脱模不良原料:原料的流动性不够5 流痕:原料在模穴内流动时,在成品表面上出现以GATE 为中心的年轮状细小的邹纹现象。
1 增加原料温度以及模具温度,使原料容易流动。
2 充填速度慢,则在充填过程中温度下降,而发生这种现象。
3 如果灌嘴过长,则在灌嘴处温度下降,因此,冷却的原料最先射出,发生压力下降,而造成流痕。
4 冷却窝小,射出初期,温度低的原料被先充填造成流痕。
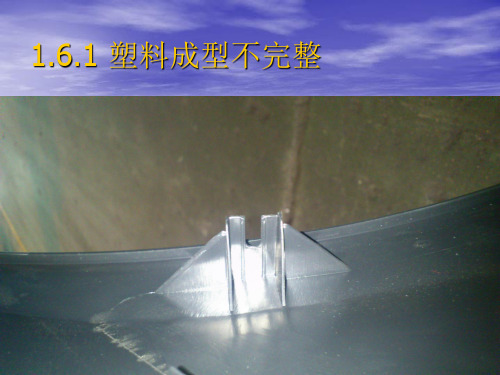
流痕:表五成型机:原料温度低,流动性不够射出速度快或慢灌嘴孔径过小或灌嘴过长射出压力低保压不足保压时间短模具:模具温度低模具冷却不适当GATE 小或流道小冷料窝存储小原料:原料的流动性不良6 欠肉成品未充填完整,有一部分缺少的状能,作为其原因认为有以下几点:1 成品面积大,机台射出容量各可塑化能力不足,此时要选择能力大的机台。
2 模具排气效果不佳,模穴内的空气如果没有在射出时排除,则会由于残留空气的原因而使充填不完整,有时产生烧焦现象。
3 模穴内,原料流动距离长,或者有薄壁的部分,则在原料充填结束前冷却固化。
4 模具温度低,也容易造成欠肉,但是提高模温则冷却时间延长,造成成型周期时间也延长,所以,必须考虑从与生产效率相关角度来决定适当的模温。
5 熔融的原料温度低或射出速度慢,原料在未充满模穴之前就固化而造成短射的现象。
6 灌嘴孔径小或灌嘴长,要提高灌嘴温度,减小其流动的阻力,灌嘴的选择尽可能短,若选择灌嘴孔径小或灌嘴长的,则不仅使其流动的磨擦阻力加大,而且由于阻力的作用而使速度减慢,结果原料提前固化。
7 成品模穴数量较多,流量不平衡,要设整GATE 的大小来控制,GATE 小模穴阻力大往往会欠肉,如有热胶道系统,也可单独调整某欠肉模穴温度来控制。
8 射出压力低,造成充填不足。
欠肉:表六成型机:射出能力(容量,可塑化能力)不足原料料量不足(计量不足)射出压力低原料温度低,流动性不足射出速度慢灌嘴变形(温度孔径)压损失保压压力转换位置过快射出时间设定过短逆止阀破裂螺杆直径大,射出压力低灌嘴处溢料模具:GATE 或流道平衡不良(因此不同时充填)模具排气不良GATE 变形或流道小(压力损失)模具温度低(原料温度过早的下降到熔点以下)模穴壁厚过薄(与L/T的关系)GATE 位置不适当模具冷却不适当原料:原料流动性不足7 毛边成品出现多余的塑胶现象,多在于模具的合模处,顶针处,滑块处等活动处。
1 滑块与定位块如果磨损,则容易出现毛边。
2 模具表面附著异物时,也会出现毛边。
3 锁模力不足,射出时模具被打开,出现毛边。
4 原料温度以及模具温度过高,则粘度下降,所以在模具仅有间隙上也容易产生毛边。
5 料量供给过多,原料多余射出产生毛边。
毛边表七成型机:计量多(过分充填)射出压力高射出速度快原料温度高锁模力低射出时间长保压压力高保压压力转换位置慢计量不准确,有误差(背压、螺杆转速)机台固、定板可动板平行不良模具:合模面接触不良模具接触面上附有异物模穴内有碰伤模具温度高模具刚性不良(强度不足)滑动部位间隙配合不良模具结构设计原料:原料的流动性太好8.缩水由于体积收缩,壁厚处的表面原料被拉入,因化时,在成品表面出现凹陷痕迹。
缩水是成品表面所发生的不良现象中最多的,大多发生于壁厚处,一般如果压力下降则收缩机率就会较大。
1.模具设计时,就要考虑去除不必要的厚度,一般必须尽可能使成型品壁厚均匀;2.如果成型温度过高,则壁厚处,筋骨处或凸起处反面容易出现缩水,这是因为容易冷却的地方先固化,难以冷却的部分的原料会朝那移动,尽量将缩水控制在不影响成品品质的地方。
3.一般降低成型温度,模具温度来减少原料的收缩,但势必增加压力。
缩水表八成型机:射出时间短(GATE未固化时,保压就会结束)保压低计量不足保压位置转换太快射出压力低射出速度慢冷却时间短原料温度高逆止阀破损灌嘴孔径变形(压力损失)或溢料模具模具温度高模具冷却不均匀(模具部分高)GATE小模具结构设计顶针不适当原料:原料收缩率大9.不易脱模(顶凸)模具打开时成品附在动模脱模,顶出时,顶破或顶凸成品。
如果模具不良,会粘于静模。
1.模具排气不良或无排气槽(排气槽位置不对或深度不够)造成脱模不顺利;2.射出压力过高,则变形大,收缩不均匀,对以脱模;3.调节模具温度,对防止脱模不顺有效,使成型产品冷却收缩后,以便于脱模,但是,如果收缩过度,则在动模上不易脱模,所以,必须保持最佳模温。
一般,动模模温比静模模温高出5℃—10℃左右,视实际状况而定。
4.灌嘴与胶口的中心如果对不准,孔偏移或灌嘴孔径大于胶道孔径,均会造成脱模不顺。
脱模不顺表九成型机:原料温度高射出压力高射出时间长保压时间长冷却时间短保压高模具:模具脱模角不够模具温度高模具排气不良模具冷却不均匀灌嘴孔径大于胶口孔径灌嘴偏移原料:原料流动性不足原料收缩率小《塑料制品国家标准》1.GBn84-80 聚乙烯成型品卫生标准2.GBn85-80 聚丙烯成型品卫生标准3.GBn86-80 聚苯乙烯成型品卫生标准4.GBn87-80 三聚氰胺成型品卫生标准5.GB3806-83 聚氯乙烯塑料凉鞋6.GB3807-83 聚氯乙烯微孔塑料拖鞋7.GB3830-83 软聚氯乙烯压延薄膜(片)8.GB4085-83 半硬质聚氯乙烯块状塑料地板9.GB4217-84 热塑性塑料管材的公称外径和公称压力10.GB4219-84 化工用硬聚氯乙烯管材11.GB4220-84 化工用硬聚氯乙烯管件12.GB4454-84 硬聚氯乙烯板材13.GB4455-84 农业用聚乙烯吹塑薄膜14.GB4456-84 包装用聚乙烯吹塑薄膜15.GB5664-85 高密度聚乙烯单丝16.GB5736-85 农药用钙塑瓦楞箱17.GB5737-85 食品塑料周转箱18.GB5738-85 饮料塑料周转箱19.GB5739-85 啤酒塑料周转箱20.GB5836-86 建筑排水用硬聚氯乙烯管材和管件21.GB6668-86 聚氯乙烯针织布基发泡人造革22.ZBY28001-85 硬聚氯乙烯楼梯扶手23.ZBY28002-85 酚醛胶布轴瓦24.ZBY28003-85 食品包装用压延聚氯乙烯硬片25.SG 8-67 聚氯乙烯塑料鞋底26.SG 22-73 电缆工业用办聚氯乙烯塑料27.SG 78-74 硬聚氯乙烯管材28.SG 79-74 软聚氯乙烯管材29.SG 80-75 聚乙烯管材30.SG 83-75 聚氯乙烯人造革31.HG2-821-75 珠光有机玻璃板材32.SG124-77 珠光有机玻璃纽扣33.SG125-77 塑料纽扣34.JB1256-77 6020聚酯薄膜35.SG187-80 聚四氟乙烯薄膜36.SG188-80 聚四氟乙烯棒37.SG189-80 聚四氟乙烯管38.SG190-80 聚四氟乙烯板39.SG212-80 硬质聚氯乙烯泡沫板材40.SG213-80 聚丙烯纺织袋41.SG214-80 混凝土轨枕用聚氯乙烯垫片42.L Y218-80 塑料贴面板43.SG224-81 高压聚乙烯重包装袋(膜)44.SG232-81 聚苯乙烯泡沫塑料板材45.SG233-81 聚苯乙烯泡沫塑料包装材料46.SG234-81 塑料打包带47.SG243-81 黑色低密度聚乙烯电缆护套料48.SG244-81 聚氯乙烯塑料泡沫凉鞋49.SG245-81 软质聚氯乙烯挤出板材50.SG246-81 聚丙烯管材51.SG252-82 软质聚氨酯泡沫塑料52.SG259-82 聚乙烯吹塑桶53.SG260-82 蓄电池用聚氯乙烯烧结微孔隔板54.SG274-82 离心式塑料通风机55.SG275-82 离心式塑料泵56.SG281-83 聚丙烯捆扎绳57.SG311-83 软聚氯乙烯印花薄膜58.SG81-84 软聚氯乙烯吹塑薄膜59.SG354-84 聚丙烯吹塑薄膜60.SG369-84 聚乙烯(LDPE)吹塑农用地面复盖薄膜61.SG384-84 聚氯乙烯夹芯发泡组装凉鞋62.SG387-84 丙烯腈-丁二烯-苯乙烯(ABS)塑料挤出板材63.GB6674-86 喷灌用低密度聚乙烯管材64.GB6980-86 钙塑瓦楞箱65.GB7134-86 浇铸型工业有机玻璃板材、棒材和管材66.GB7135-86 浇铸型珠光有机玻璃板材鲜蛋储运包装塑料箱技术要求68.GB8674-88 鲜蛋储运包装塑料包装件的运输、储存、管理69.GB8814-88 门、窗框用硬聚氯乙烯(PVC)型材70.GB8815-88 电线电缆用软聚氯乙烯塑料71.GB8868-88 蔬菜塑料周转箱72.GB8945-88 聚氯乙烯壁纸73.GB8946-88 塑料编织袋74.GB8947-88 复合塑料编织袋75.GB8948-88 聚氯乙烯人造革76.GB8949-88 聚氨酯人造革77.GB9681-88 食品包装用聚氯乙烯成型品卫生标准78.GB9683-88 复合食品包装袋卫生标准79.GB9685-88 食品容器、包装材料用助剂使用卫生标准80.GB9686-88 食品容器内壁聚酰胺环氧树脂涂料卫生标准(代替GBn45-84)81.GB9687-88 食品包装用聚乙烯成型品卫生标准(代替GBn84-80)82.GB9688-88 食品包装用聚丙烯成型品卫生标准(代替GBn85-80)83.GB9689-88 食品包装用聚苯乙烯成型卫生标准(代替GBn86-80)84.GB9690-88 食品包装用三聚氰胺成型品卫生标准(代替GBn87-80)85.GB9691-88 食品包装用聚乙烯树脂卫生标准(代替GBn88-80)86.GB9692-88 食品包装用聚苯乙烯树脂卫生标准(代替GBn89-80)87.GB9693-88 食品包装用聚丙烯树脂卫生标准(代替GBn146-81)88.GB10002.1-88 给水用硬聚氯乙烯管材给水用硬聚氯乙烯管件90.GB10003-88 通用型双向拉伸聚丙烯薄膜91.GB10004-88 聚酯(PET)铝箔(Al)聚丙烯(CPP)复合膜、袋92.GB1005-88 双向拉伸聚丙烯复合低密度聚乙烯(BOPP/LDPE)薄膜和包装袋93.GB10008-88 聚乙烯泡沫天花板94.GB10009-88 丙烯腈-丁二烯-苯乙烯(ABS)塑料挤出板材95.GB10010-88 医用软聚氯乙烯管材96.GB10441-89 软塑折叠包装容器97.GB10454-89 柔性集装袋98.GB10457-89 聚乙烯自粘保鲜膜99.GB10506-89 注塑鞋100.GB10798-89 热塑性塑料管材通用壁厚表101.GB10800-89 建筑物隔热用硬质聚氨酯泡沫塑料102.GB10801-89 隔热用聚苯乙烯泡沫塑料103.GB10802-89 软质聚氨酯泡沫塑料104.GB10803-89 复合塑料编织布105.GB10804-89 硬聚氯乙烯(PVC)内门106.GB10805-89 食品包装用硬质聚氯乙烯薄膜107.GB10806-89 塑料网眼袋108.GB11793.1-89 PVC塑料窗建筑物理性能分级109.GB11793.2-89 PVC塑料窗力学性能、耐候性技术条件110.GB11982.1-89 聚氯乙烯卷材地板111.GB12003-89 塑料窗基本尺寸公差112.GB12023-89 塑料打包带113.GB12025-89 高密度聚乙烯吹塑薄膜114.GB12026-89 热封型双轴拉伸聚丙烯薄膜115.GB12802-91 电容器用双向拉伸聚丙烯薄膜116.GB13527.1/ T-92 流体输送用软聚氯乙烯管117.GB13527.2/ T-92 电线绝缘用软聚氯乙烯套管118.GB13508-92 聚乙烯吹塑桶119.GB13018-91 聚丙烯(PP)管材——外径和壁厚极限偏差120.GB13019-91 聚乙烯(PE)管材——外长和壁厚极限偏差121.GB13020-91 硬聚氯乙烯(PVC-U)管材——外径和壁厚极限偏差122.QB1128-91 单向拉伸高密度聚乙烯薄膜123.ZGB33001-85 聚四氟乙烯管材124.ZGB33002-85 聚四氟乙烯板材125.ZGB33003-85 聚四氟乙烯棒材126.ZGB33004-85 聚四氟乙烯薄膜127.ZGY28006-88 硬聚氯乙烯(PVC·U)踢脚板128.ZBY28007-88 低发泡聚氯乙烯(PVC)挂镜线129.ZBY28009-89 不饱和聚酯树脂钮扣130.ZBG33005-89 螺纹密封用聚四氟乙烯生料带131.ZBG33006-89 聚丙烯挤出片材132.ZBG33007-89 聚乙烯挤出板材133.ZBG33008-89 聚氯乙烯塑料波纹电线管134.ZBG33009-89 聚氯乙烯热收缩薄膜、套管135.QB1127-91 软聚氯乙烯印花薄膜136.QB1125-91 未拉伸聚乙烯、未拉伸聚丙烯薄膜137.QB1126-91 聚烯烃填充母料138.QB1124-91 聚氯乙烯塑料鞋底139.QB1123-91 纸-塑不织布复合包装袋140.QB1230-91 聚氯乙烯尼龙布基人造革141.QB1231-91 液体包装用聚乙烯吹塑薄膜142.GB13520/T-92 硬质聚氯乙烯挤出板材。