有关fanucboot触摸屏操作总结
FANUC 系列操作面板各按键
FANUC 系列操纵面板各按键:RESET(复位键):按下此键,复位CNC体系.包含撤消报警.主轴故障复位.半途退出主动操纵轮回和半途退出输入.输出进程等.CURSOR(光标移动键):移动光标至编辑处PAGE (页面转换键):显示器画面向前变换页面,显示器画面向后变换页面. 地址和数字键:按下这些键,输入字母.数字和其它字符POS(地位显示键):在CRT上显示机床如今的地位.PRGRM(程序键):在编辑方法,编辑和显示内存中的程序.在MDI方法,输入和显示MDI数据.在主动方法,指令值显示.MENU OFFSET(偏置值设定和显示).DGNOS PARAM(自诊断参数键). 参数设定和显示,诊断数据显示OPR ALARM (报警号显示键):报警号显示及软件操纵面板的设定和显示AUX GRAPH(图形显示键):图形显示功效INPUT(输入键):用于参数或偏置值的输入;启动I/O装备的输入;MDI方法下的指令数据的输入. OUTPT START(输出启动键). ALTER(修改键):修改存储器中程序的字符或符号.INSRT(拔出键):在光标后拔出字符或符号. CAN(撤消键):撤消已键入缓冲器的字符或符号. DELET(删除键):删除存储器中程序的字符或符号.A 坐标字绕X 轴扭转.B 坐标字绕Y轴扭转.C 坐标字绕Z轴扭转.D 抵偿号刀具半径抵偿指令.E 第二进给功效.F 进给速度进给速度的指令.G 预备功效指令动作方法.H 抵偿号抵偿号的指定.I 坐标字圆弧中间X 轴向坐标.J 坐标字圆弧中间Y轴向坐标.K 坐标字圆弧中间Z轴向坐标.L 反复次数固定轮回及子程序的反复次数.M 帮助功效机床开关指令.N 次序号次序段序序号.O 次序号次序号.子程序次序号的指定.P 暂停或程序中某功效的开端运用的程序号.Q 固定轮回终止段号或固定轮回中的定距.R 坐标字固定轮回中的定距离或圆弧半径的指定.S 主轴功效主轴转速指令.T 刀具功效刀具编号指令.U 坐标字与X轴平行的附加轴的增量坐标值或暂停时光.V 坐标字与Y轴平行的附加轴的增量坐标值.W 坐标字与Z轴平行的附加轴的增量坐标值.X 坐标字 X轴的绝对坐标值或暂停时光.Y 坐标字 Y轴的绝对坐标值.Z 坐标字 Z轴的绝对坐标值.第一课加工中间 FANUC 体系操纵面板功效键及开关的运用办法一. FANUC 体系操纵面板功效键的寄义三.开关的运用办法:设定主动运行方法 .:设定程序编辑方法 . :设定 MDI方法: 设定DNC 运行方法 . : 单程序段运行方法 .: 可选程序段跳过运行方法 , 跳进程序段开首带有 / 的程序 .: 程序停滞 . : 手动示教( 手轮示教 ) 方法 . : 程序重启 .: 机床机械锁住 . : 空运行方法 . : 轮回停滞 .( 主动操纵停滞 ). : 轮回启动 .( 主动操纵开端 ). : 程序停 .( 进给保持 ). : 返回参考点方法 . :手动进给方法 . : 手轮进给方法 . : 手轮进给倍率: 手动进给轴选择 . : 快速进给 . : 移动偏向选择 . : 主轴 , 正转 , 停滞 , 反转 .: 进给倍率 . :主轴转速倍率: 紧迫停滞: 程序呵护开关六.小结:加工中间慨况及面板操纵七.功课:操纵面板,闇练面板各个功效键第二课 1. 加工中间加工工件的装配.对刀与换刀, 2. 手工输入程序的办法及修改刀补的办法目标和请求1.能精确进行对刀,2. 能精确修改刀补参数重点和难点对刀的办法第二课加工中间加工工件的装配.对刀与换刀加工中间加工定位基准的选择: 1.选择基准的三个根本请求:(1)所选基准应能包督工件定位精确装卸便利方即靠得住.(2)所选基准与各加工部位的的尺寸盘算简略.(3)包管加工精度. 2.选择定位基准6原则:(1)尽量选择设计基准作为定位基准;(2)定位基准与设计基准不克不及同一时,应严厉控制订位误差包管加工精度;(3)工件需两次以上装夹加工时,所选基准在一次装夹定位能完成全体症结精度部位的加工;(4)所选基准要包管完成尽可能多的加工内容;(5)批量加工时,零件定位基准应尽可能与树立工件坐标系的对刀基准重合;(6)须要多次装夹时,基准应当前后同一. 加工中间夹具的肯定: 1.对夹具的根本请求:(1)夹紧机构不得影响进给,加工部位要封闭;(2)夹具在机床上能实现定向装配;(3)夹具的刚性与稳固性要好. 2.经常运用夹具种类:(1)通用夹具:如虎钳.分度头.卡盘等;(2)组合夹具:组合夹具由一套构造已经尺度化.尺寸已经规格化的通用元件组合元件所构成;(3)专用夹具:专为某一项或类似的几项加工设计制作的夹具;(4)可调剂夹具:组合夹具与专用夹具的联合,既能包管加工的精度,装夹更具灵巧性;(5)多工位夹具:可同时装夹多个工件的夹具;(6)成组夹具:专门用于外形类似.尺寸邻近且定位.夹紧.加工办法雷同或类似的工件的装夹. 3.加工中间夹具的选用原则:(1)在包管加工精度和临盆效力的前提下,优先选用通用夹具; (2)批量加工可斟酌采取简略专用夹具; (3)大批量加工可斟酌采取多工位夹具和高效的气压.液压等专用夹具; (4)采取成组工艺时应运用成组夹具; 4.工件在机床工作台上的最佳装夹地位:工件装夹地位应包督工件在机床各轴的加工行程规模内,并且使得刀具的长度尽可能缩短,进步刀具的加工刚性. 加工中间加工的对刀与换刀对刀:对刀也就是工件在机床上找正加紧后,肯定工件坐标(编程坐标)原点的机床坐标(肯定G54的X.Y.Z的值). 换刀:依据工艺须要,要用不合参数的刀具加工工件.在加工中按须要改换刀具的进程叫换刀. 对刀点与换刀点的肯定:对刀点:对刀点是工件在机床上找正夹紧后,用于肯定工件坐标系在机床坐标系中地位的基准点. 对刀点可选在工件上或装夹定位元件上,但对刀点与工件坐标点必须有精确.合理.简略的地位对应关系,便利盘算工件坐标点在机床上的地位(工件坐标点的机床坐标).对刀点最好能与工件坐标点重合. 换刀点:加工中间有刀库和主动换刀装配,依据程序的须要可以主动换刀.换刀点应在换刀时工件.夹具.刀具.机床互相之间没有任何的碰撞和干预的地位上,加工中间的换刀点往往是固定的. 对刀办法:程度偏向对刀(x.y坐标): (1) 杠杆百分表对刀:对刀点为圆柱孔中间; (2) 采取寻边器对刀:圆孔或基准边 (3) 采取碰刀或试切方法对刀. Z向对刀(z坐标):(1)机上对刀:采取z向坐标对刀. (2)机外刀具预调+机上对刀. 机外对刀仪对刀:测量刀具的直径.长度.刀刃外形和刀角. (4) 卧式加工中间多工位加工中的对刀问题第三课加工中间加工工艺二:选择走刀路线与肯定工艺参数加工工序的划分(5分钟)在数控机床上特殊是在加工中间上加工零件,工序十分分散,很多零件只需在一次装卡中就能完成全体工序.但是零件的粗加工,特殊是铸.锻毛坯零件的基准平面.定位面等的加工应在通俗机床上完成之后,再装卡到数控机床长进行加工.如许可以施展数控机床的特色,保持数控机床的精度,延伸数控机床的运用寿命,下降数控机床的运用成本.在数控机床上加工零件其工序划分的办法有: 1.刀具集平分序法即按所用刀具划分工序,用同一把刀加工完零件上所有可以完成的部位,在用第二把刀.第三把刀完成它们可以完成的其它部位.这种分序法可以削减换刀次数,紧缩空程时光,削减不须要的定位误差. 2.粗.精加工分序法这种分序法是依据零件的外形.尺寸精度等身分,按照粗.精加工离开的原则进行分序.对单个零件或一批零件先辈行粗加工.半精加工,尔后精加工.粗精加工之间,最好隔一段时光,以使粗加工后零件的变形得到充分恢复,再进行精加工,以进步零件的加工精度.3.按加工部位分序法即先加工平面.定位面,再加工孔;先加工简略的几何外形,再加工庞杂的几何外形;先加工精度比较低的部位,再加工精度请求较高的部位. 总之,在数控机床上加工零件,其加工工序的划分要视加工零件的具体情形具体剖析.很多工序的安插是分解了上述各分序办法的. 选择走刀路线(5分钟)走刀路线是数控加工进程中刀具相对于被加工件的的活动轨迹和偏向.走刀路线的肯定平常重要,因为它与零件的加工精度和概况质量亲密相干.肯定走刀路线的一般原则是:(1)包管零件的加工精度和概况光滑度;(2)便利数值盘算,削减编程工作量;(3)缩短走刀路线,削减进退刀时光和其他帮助时光;(4)尽量削减程序段数.别的,在选择走刀路线时还要充分留意以下所讲授的几个方面的内容.防止引入反向间隙误差(5分钟)数控机床在反向活动时会消失反向间隙,假如在走刀路线中将反向间隙带入,就会影响刀具的定位精度,增长工件的定位误差.例如精镗图16-1中所示的四个孔,因为孔的地位精度请求较高,是以安插镗孔路线的问题就显得比较重要,安插不当就有可能把坐标轴的反向间隙带入,直接影响孔的地位精度.这里给出两个计划,计划a如图16-1a)所示,计划b如图16-1b)所示. 从图中不难看出,计划a中因为Ⅳ孔与Ⅰ.Ⅱ.Ⅲ孔的定位偏向相反,X向的反向间隙会使定位误差增长,而影响Ⅳ孔的地位精度.在计划b中,当加工完Ⅲ孔后并没有直接在Ⅳ孔处定位,而是多活动了一段距离,然后折回来在Ⅳ孔处定位.如许Ⅰ.Ⅱ.Ⅲ孔与Ⅳ孔的定位偏向是一致的,就可以防止引入反向间隙的误差,从而进步了Ⅳ孔与各孔之间的孔距精度.图16-1 镗铣加工路线图切入切出路径(5分钟)在铣削轮廓概况时一般采取立铣刀正面刃口进行切削,因为主轴体系和刀具的刚度变更,当沿法向切入工件时,会在切入处产生刀痕,所以应尽量防止沿法向切入工件.当铣切外概况轮廓外形时,应安插刀具沿零件轮廓曲线的切向切入工件,并且在其延伸线上参加一段外延距离,以包管零件轮廓的滑腻过渡.同样,在切出零件轮廓时也应从工件曲线的切向延伸线上切出.如图16-2a)所示. 当铣切内概况轮廓外形时,也应当尽量遵守从切向切入的办法,但此时切入无法外延,最好安插从圆弧过渡到圆弧的加工路线.切出时也应多安插一段过渡圆弧再退刀,如图16-2b)所示.当其实无法沿零件曲线的切向切入.切出时,铣刀只有沿法线偏向切入和切出,在这种情形下,切入切出点应选在零件轮廓两几何要素的交点上,并且进给进程中要防止停留.图16-2铣削圆的加工路线为了清除因为体系刚度变更引起进退刀时的陈迹,可采取多次走刀的办法,减小最后精铣时的余量,以减小切削力. 在切入工件前应当已经完成刀具半径抵偿,而不克不及在切入工件时同时进行刀具抵偿,如图16-2a)所示,如许会产生过切现象.为此,应在切入工件前的切向延伸线上另找一点,作为完成刀具半径抵偿点,如图16-2b)所示.图16-3 切入切出路径例如,16-3所示零件的切入切出路线应当斟酌留意切入点及延伸线偏向.顺.逆铣及切削偏向和方法的肯定(5分钟)在铣削加工中,若铣刀的走刀偏向与在切削点的切削分力偏向相反,称为顺铣;反之则称为逆铣.因为采取顺铣方法时,零件的概况精度和加工精度较高,并且可以削减机床的“颤振”,所以在铣削加工零件轮廓时应尽量采取顺铣加工方法.若要铣削内沟槽的两正面,就应往返走刀两次,包管两正面都是顺铣加工方法,以使两正面具有雷同的概况加工精度.加工中间铣削加工工艺参数的肯定(5分钟)肯定工艺参数是工艺制订中重要的内容,采取主动编程时更是程序成功与否的症结.(一)用球铣刀加工曲面时与切削精度有关的工艺参数的肯定1.步长l(步距)的肯定步长l(步距)——每两个刀位点之间距离的长度,决议刀位点数据的若干.曲线轨迹步长l的肯定办法:直接界说步长法:在编程时直接给出步长值,依据零件加工精度肯定间接界说步长法:经由过程界说逼近误差来间接界说步长2.行距S(切削间距)的肯定行距S(切削间距)——加工轨迹中相邻两行刀具轨迹之间的距离.影响:行距小:加工精度高,但加工时光长,费用高行距大:加工精度低,零件型面掉真性较大,但加工时光短.两种办法界说行距:(1)直接界说行距算法简略.盘算速度快,适于粗加工.半精加工和外形比较平展零件的精加工的刀具活动轨迹的生成.(2)用残留高度h来界说行距残留高度h——被加工概况的法矢量偏向上两相邻切削行之间残留沟纹的高度.h大:概况光滑度值大h小:可以进步加工精度,但程序长,占机时光成倍增长,效力下降拔取斟酌:粗加工时,行距可选大些,精加工时选小一些.有时为减小刀峰高度,可在原两行之间加密行切一次,即进行曲刀峰处理,这相当于将S减小一半,现实后果更好些.(二)与切削用量有关的工艺参数肯定1.背吃刀量ap与侧吃刀量ae背吃刀量ap——平行于铣刀轴线测量的切削层尺寸.侧吃刀量ae——垂直于铣刀轴线测量的切削层尺寸.从刀具耐费用的角度动身,切削用量的选择办法是:先拔取背吃刀量ap或侧吃刀量ae,其次肯定进给速度,最后肯定切削速度. 假如零件精度请求不高,在工艺体系刚度许可的情形下,最好一次切净加工余量,以进步加工效力;假如零件精度请求高,为包管精度和概况光滑度,只好采取多次走刀.2.与进给有关参数的肯定在加工庞杂概况的主动编程中,有五种进给速度须设定,它们是:(1)快速走刀速度(空刀进给速度)为节俭非切削加工时光,一般选为机床许可的最大进给速度,即G00速度.(2)下刀速度(接近工件概况进给速度)为使刀具安然靠得住的接近工件,而不破坏机床.刀具和工件,下刀速度不克不及太高,要小于或等于切削进给速度.对软材料一般为200mm/min;对钢类或铸铁类一般为50mm/min.(3)切削进给速度F切削进给速度应依据所采取机床的机能.刀具材料和尺寸.被加工材料的切削加工机能和加工余量的大小来分解的肯定. 一般原则是:工件概况的加工余量大,切削进给速度低;反之相反.切削进给速度可由机床操纵者依据被加工工件概况的具体情形进行手工调剂,以获得最佳切削状况.切削进给速度不克不及超出按逼近误差和插补周期盘算所许可的进给速度.建议值:加工塑料类制件:1500 mm/min 加工大余量钢类零件:250 mm/min小余量钢类零件精加工:500 mm/min铸件精加工:600 mm/min(4)行间衔接速度(跨越进给速度)行间衔接速度——刀具从一切削交活动到下一切削行的活动速度.该速度一般小于或等于切削进给速度.(5)退刀进给速度(退刀速度)为节俭非切削加工时光,一般选为机床许可的最大进给速度,即G00速度.3.与切削速度有关的参数肯定(1)切削速度υc切削速度υc的高下重要取决于被加工零件的精度和材料.刀具的材料和耐费用等身分.(2)主轴转速n主轴转速n依据许可的切削速度υc来肯定:n=1000υc/πd理论上,υc越大越好,如许可以进步临盆率,并且可以避开生成积屑瘤的临界速度,获得较低的概况光滑度值.但现实上因为机床.刀具等的限制,运用国内机床.刀具时许可的切削速度经常只能在100~200m/min规模内拔取.二.小结:1.在数控机床上特殊是在加工中间上加工零件,工序十分分散,很多零件只需在一次装卡中就能完成全体工序.2.走刀路线的肯定平常重要,因为它与零件的加工精度和概况质量亲密相干.肯定走刀路线起首要包管零件的加工精度和概况光滑度,其次要便利数值盘算,削减编程工作量.3.选择走刀路线时还要特殊留意不要引入反向间隙误差.切入切出路径不要产生过切.尽量采取顺铣加工方本项目重要讲授加工中间操纵面板上各个按键的功用,使学生控制加工中间的调剂及加工前的预备工作以及程序输入及修改办法.最后以一个具体零件为例,讲授了加工中间加工零件的根本操纵进程,使学生对加工中间的操纵有一个清晰的熟悉. 项目一操纵面板及其功效运用加工中间的操纵面板由机床控制面板和数控体系操纵面板两部分构成,下面分离作一介绍. 一.机床操纵面板重要由操纵模式开关.主轴转速倍率调剂开关.进给速度倍率调剂开关.快速移动倍率开关以及主轴负载荷表.各类指导灯.各类帮助功效选项开关和手轮等构成.不合机床的操纵面板,各开关的地位构造各不雷同,但功效及操纵办法大同小异,具体可拜见数控铣床操纵项目相干内容. 二.数控体系操纵面板由 CRT 显示器和操纵键盘构成,面板功效键介绍可拜见数控车床操纵项目相干内容. 项目二开机及回原点一.开机 1.起首合上机床总电源开关; 2.开稳压器.气源等帮助装备电源开关; 3.开加工中间控制柜总电源; 4.将紧迫停滞按钮右旋弹出,开操纵面板电源,直到机床预备缺少报警消掉,则开机完成. 二.机床回原点开机后起首应回机床原点,将模式选择开关选到回原点上,再选择快速移动倍率开关到适合倍率上,选择各轴依次回原点. 三.留意事项 1.在开机之前要先检讨机床状况有无平常,润滑油是否足够等,如一切正常,方可开机; 2.回原点前要确保各轴在活动时不与工作台上的夹具或工件产生干预; 3.回原点时必定要留意各轴活动的先后次序. 项目三工件装配依据不合的工件要选用不合的夹具,选用夹具的原则: 1.定位靠得住; 2.夹紧力要足够. 装配夹具前,必定要先将工作台和夹具清算干净.夹具装在工作台上,要先将夹具经由过程量表找正找平后,再用螺钉或压板将夹具压紧在工作台上.装配工件时,也要经由过程量表找正找平工件. 项目四刀具装入刀库一.刀具选用加工中间的刀具选用与数控铣床根本类似,在此不再赘述. 二.刀具装入刀库的办法及操纵当加工所须要的刀具比较多时,要将全体刀具在加工之前依据工艺设计放置到刀库中,并给每一把刀具设定刀具号码,然后由程序挪用.具体步调如下: 1.将需用的刀具在刀柄上装夹好,并调剂到精确尺寸; 2.依据工艺和程序的设计将刀具和刀具号一一对应; 3.主轴回 Z 轴零点; 4.手动输入并履行“ T01M06 ”; 5.手动将 1 号刀具装入主轴,此时主轴上刀具即为 1 号刀具; 6.手动输入并履行“ T02 M06 ”; 7.手动将 2 号刀具装入主轴,此时主轴上刀具即为 2 号刀具; 8.其它刀具按照以上步调依次放入刀库. 三.留意事项将刀具装入刀库中应留意以下问题: 1.装入刀库的刀具必须与程序中的刀具号一一对应,不然会毁伤机床和加工零件; 2.只有主轴回到机床零点,才干将主轴上的刀具装入刀库,或者将刀库中的刀具调在主轴上; 3.交流刀具时,主轴上的刀具不克不及与刀库中的刀具号重号.比方主轴上已是“ 1 ”号刀具,则不克不及再从刀库中调“ 1 ”号刀具. 项目五对刀及刀具抵偿一.对刀对刀办法与具体操纵同数控铣床. 二.刀具长度抵偿设置加工中间上运用的刀具很多,每把刀具的长度和到 Z 坐标零点的距离都不雷同,这些距离的差值就是刀具的长度抵偿值,在加工时要分离进行设置,并记载在刀具明细表中,以供机床操纵人员运用.一般有两种办法: 1.机内设置这种办法不必事先测量每把刀具的长度,而是将所有刀具放入刀库中后,采取 Z 向设定器依次肯定每把刀具在机床坐标系中的地位,具体设定办法又分两种. ( 1 )第一种办法将个中的一把刀具作为尺度刀具,找出其它刀具与尺度刀具的差值,作为长度抵偿值.具体操纵步调如下:①将所有刀具放入刀库,运用 Z 向设定器肯定每把刀具到工件坐标系 Z 向零点的距离,如图 5-2 所示的 A . B . C ,并记载下来; ②选择个中一把最长(或最短).与工件距离最小(或最大)的刀具作为基准刀,如图 5-2 中的 T03 (或 T01 ),将其对刀值 C (或 A )作为工件坐标系的 Z 值,此时 H03=0 ; ③肯定其它刀具相对基准刀的长度抵偿值,即H01= ±│ C-A │, H02=±│ C-B │,正负号由程序中的 G43 或 G44 来肯定. ④将获得的刀具长度抵偿值对应刀具和刀具号输入到机床中.( 2 )第二种办法将工件坐标系的 Z 值输为 0 ,调出刀库中的每把刀具,经由过程 Z 向设定器肯定每把刀具到工件坐标系 Z 向零点的距离,直接将每把刀具到工件零点的距离值输到对应的长度抵偿值代码中.正负号由程序中的 G43 或 G44 来肯定. 2.机外刀具预调联合机上对刀这种办法是先在机床外运用刀具预调仪精确测量每把在刀柄上装夹好的刀具的轴向和径向尺寸,肯定每把刀具的长度抵偿值,然后在机床上用个中最长或最短的一把刀具进行 Z 向对刀,肯定工件坐标系.这种办法对刀精度和效力高,便于工艺文件的编写及临盆组织. 三.刀具半径抵偿设置进入刀具抵偿值的设定页面,移动光标至输入值的地位,依据编程指定的刀具,键入刀具半径抵偿值,按 INPUT 键完成刀具半径抵偿值的设定. 项目六程序输入及调试一.程序输入程序的输入有多种情势,可经由过程手动数据输入方法( MDI )或通讯接口将加工程序输入机床,也可实施在线加工. 二.程序调试因为加工中间的加工部位比较多,运用的刀具也比较多.为便利加工程序的调试,一般依据加工工艺的安插,针对每把刀具将各个加工部位的加工内容编制为子程序,而主程序重要包含换刀敕令和子程序挪用敕令. 程序的调试可运用机床的程序预演功效或以抬刀运行程序方法进行,依次对每个子程序进行单独调试.在程序调试进程中,可依据现实情形修调进给倍率开关. 项目七程序运行在程序正式运行之前,要先检讨加工前的预备工作是否完整停当.确认无误后,选择主动加工模式,按下数控启动键运行程序,对工件进行主动加工. 在主动运行程序加工进程中,假如消失安全情形时,应敏捷按下紧迫停滞开关或复位键,终止运行程序. 项目八零件检测将加工好的零件从机床上卸下,依据零件不合尺寸精度.光滑度.地位度的请求选用不合的检测对象进行检测. 项目九关机零件加工完成后,清算现场,再按与开机相反的次序依次封闭电源. 零件加工实例一.加工请求加工如图5-3 所示零件.零件材料为 LY12 ,单件临盆.零件毛坯已加工到尺寸. 选用装备: V-80 加工中间二.预备工作加工以前完成相干预备工作,包含工艺剖析及工艺路线设计.刀具及夹具的选择.程序编制等. 三.操纵步调及内容 1.开机,各坐标轴手动回机床原点 2.刀具预备依据加工请求选择Φ20 立铣刀.Φ5中间钻.Φ8麻花钻各一把,然后用弹簧夹头刀柄装夹Φ20立铣刀,刀具号设为T01,用钻夹头刀柄装夹Φ5中间钻.Φ8麻花钻,刀具号设为T02.T03,将对刀对象寻边器装在弹簧夹头刀柄上,刀具号设为 T04 . 3 .将已装夹好刀具的刀柄采取手动方法放入刀库, 即 1 )输入“T01 M06” ,履行 2 )手动将T01 刀具装上主轴 3 )按照以上步调依次将 T02 . T03 . T04 放入刀库 4.干净工作台,装配夹具和工件将平口虎钳清算干净装在干净的工作台上,经由过程百分表找正.找平虎钳,再将工件装正在虎钳上. 5.对刀,肯定并输入工件坐标系参数 1 )用寻边器对刀,肯定 X . Y 向的零偏值,将 X . Y 向的零偏值输入到工件坐。
FANUC面板操作

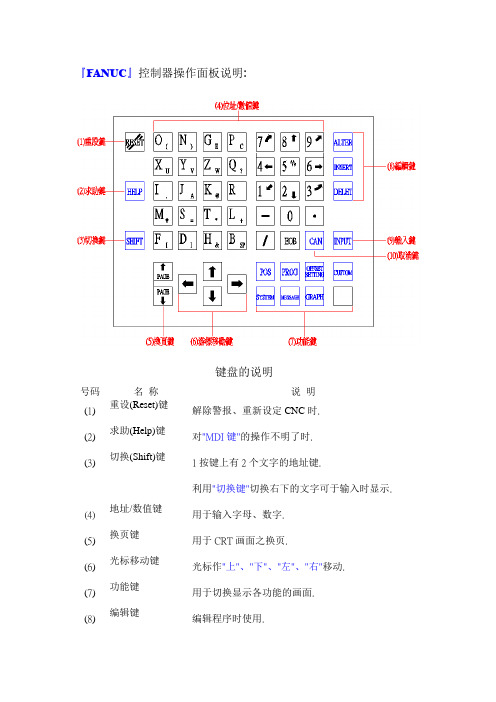
『FANUC』控制器操作面板說明:號碼名稱說明(1) 重設(Reset)鍵解除警報、重新設定CNC時、(2) 求助(Help)鍵對"MDI鍵"得操作不明瞭時、(3) 切換(Shift)鍵1按鍵上有2個文字得位址鍵、利用"切換鍵"切換右下得文字可於輸入時顯示、(4) 位址/數值鍵用於輸入字母、數字、(5) 換頁鍵用於CRT畫面之換頁、(6) 游標移動鍵游標作"上"、"下"、"左"、"右"移動、(7) 功能鍵用於切換顯示各功能得畫面、(8) 編輯鍵編輯程式時使用、(9) 輸入(Input)鍵將文字或數字鍵資料輸入到記憶體、(如:各類參數、資料)此按鍵功能與"輸入"(軟鍵)相同、(10)取消(Can)鍵按此鍵可消除最後鍵入緩衝區內得文字或符號、當按取消(Can)鍵時,在" _ "前得文字立刻取消、(1) 按"ALARM"鍵,顯示:例: 輸入"10"(ALARM NO、) →選擇→顯示以下訊息畫面、(2) 按"OPERAT"鍵,顯示"操作方法"之選項說明、例: 輸入"2" →選擇→顯示選擇需要得畫面配置、(3) 按"PARAM"鍵,顯示參數號碼之分類、游標移動鍵:↑、↓(從某一單節移動至下一單節、)←、→(選擇單節內得個別文字、)編輯(Edit)鍵: ALTER(修改)INSERT(插入)DELETE(刪除)(1)ALTER(修改):將錯誤得"數值/指令"覆蓋、(例:將"X20"修改為"X20、0"、)鍵入"X20、0" →按"ALTER" →顯示以下畫面、(2)INSERT(插入):將鍵輸入緩衝區資料存入控制器記憶體內、(為表示係鍵輸入資料,前頭有">"記號。鍵入資料得最後有"_",表示一個文字得輸入位置。(最多可輸入"32"字、)(3)DELETE(刪除):將控制器記憶體內得文字資料刪除、(例:將"X20、0"刪除、) 以游標移動至要刪除得位置→按"DELETE"、Can (取消):可消除最後鍵入緩衝區內得文字或符號、當按"Can"時,在" _ "前得文字立刻取消、功能鍵有:" POS"、"PROG"、"OFFSET/SETTING"、"SYSTEM"、"MESSAGE"、"GRAPHIC"、"CUSTOM",而各功能鍵代表顯示不同得功能畫面。(一) 按"POS"(功能)鍵,顯示如下:壹、1、按"絕對"(軟鍵),顯示:"絕對座標"畫面。2、(1)按"相對"(軟鍵),顯示:"相對座標"畫面。(2)按"相對"→(操作) (軟鍵),顯示:3、按"總合"(軟鍵),同時顯示:"相對座標"、"絕對座標"、"機械座標"畫面。4、按"HNDL"(軟鍵),顯示:"手動插入"功能畫面、5、按"(操作)"(軟鍵),顯示:貳、"操作監視"畫面:操作方式:按"POS"(功能鍵) →(軟鍵) →出現" MONI"→按"MONI"(軟鍵) →顯示以上畫面、(二)按"PROG"(功能)鍵,顯示如下:1、按"程式"(軟鍵),顯示:A、"加工程式"、(於MEM [即"AUTO"]模式)B、"編輯新加工程式"、(於EDIT模式)2、於"EDIT"模式,按"DIR"(軟鍵):顯示"程式記憶得使用量"及"程式一覽表"畫面、『包含:"登記程式數(USE)"、"剩餘程式數(空)"、"程式號碼(O NO、)"、"程式名稱(COMMENT)"、"登記得程式記憶容量(CHAR、)"、"剩餘可使用得程式記憶容量"。』3、操作方式: EDIT模式、按"PROG" (功能鍵) →程式(軟鍵) →(操作) (軟鍵)→(軟鍵)→顯示以上畫面、READ /PUNCH:可用於程式得傳輸、(PC→CNC控制器控制器→PC)EX-EDT:程式擴充編輯功能、(選購)4、A.BG-EDT (背景編輯) :在程式執行中可進行其她程式得編輯、(編輯方式与前景編輯相同)。操作方式: MEMORY / EDIT模式、按"PROG"(功能鍵) →(操作) (軟鍵)→BG-EDT →顯示以下畫面、→編輯新程式、(例: O0003)→程式內容編輯完成、→(操作) →BG-END →跳回至編輯畫面。B、O檢索:"程式號碼"檢索、(記憶體中有許多程式時,可尋找一程式)操作方式: MEMORY / EDIT模式、O + ×××× (程式號碼) →按"O檢索" (軟鍵)、例: 呼叫記憶體內之加工程式- "O1111"、C、檢索↑、檢索↓:位址文字(X、Y、Z、S、∙∙∙∙)檢索、操作方式: EDIT模式、位址+數值→按"檢索↑"或"檢索↓"、例: 搜尋"X20、0"、(輸入" X20、0 ",再按"檢索↓"、)(三)按"OFFSET/SETTING"(功能)鍵,顯示如下:壹、1、按"補正"(軟鍵):顯示"工具補正"畫面、(可設定"刀具長度補正量"、"刀具半徑補正值"等資料、)A、NO檢索:"番號"檢索、(如上圖,例:"番號011",則輸入"11",再按"NO檢索"、)B、C、輸入:"刀具長度補正量"自動輸入、操作方式: " OFFFSET/SETTING "(功能鍵)→補正(軟鍵)→輸入欲設定得"番號?" →" Z "鍵(字母鍵) →C、輸入( ※使用此功能,必須先"Z軸"回"HOME",再將"相對座標-歸零[ Z 0、000]";否則,會造成長度補正量得誤差、)C、+輸入: 可執行補正量得"加算"与"減算"、D、輸入: 功能与FANUC操作面板上之"INPUT"鍵相同、2、按"SETING"(軟鍵),顯示以下畫面: 按"PAGE ↓"(功能鍵),顯示:再按"PAGE ↓",顯示:3、按"座標系"顯示:一、加工原點(程式原點)設定:加工原點位置得選擇:(1)素材基邊、(2)素材中心、(3)素材基邊偏移"××量"。(1)"素材基邊"尋邊求法: (用"3D-Taster")操作方式: 手輪(Handle)模式、A、步驟: 按"POS(功能鍵)"→ "相對(軟鍵)" [切換至"相對座標"畫面]→移動軸向(例: X軸)→至接觸工件邊→按"X" (字母鍵) [此時畫面中得字元"X"~顯示"閃爍"]→→"起源(軟鍵)" →[此時畫面顯示X0、000]→Z軸提高至淨空高度→移動軸向" Y "→重覆上述步驟→完成尋邊(加工原點)動作、(※加工原點設定,以素材基邊為準、測頭半徑"r",必須列入計算、)B、"工件座標系設定":按"OFFSET/SETING(功能鍵)" →"座標系(軟鍵)" →選擇欲設定得座標系?:例:"G54"(可用游標鍵↑,↓或" NO檢索") →輸入: "X0"→"測量(軟鍵)"→輸入: "Y0"→"測量(軟鍵)"→即完成"工件座標系設定"、(2)素材中心:操作方式: 手輪(Handle)模式、A、步驟: 按"POS(功能鍵)"→ "相對(軟鍵)" [切換至"相對座標"畫面]→移動軸向(例:X軸)→至接觸工件邊→按"X" (字母鍵) →"起源(軟鍵)" →按"Z" (字母鍵) →"起源(軟鍵)" →Z軸提高至淨空高度→移動軸向至工件得另一側→至接觸工件邊→產生一數據、[例如: 畫面顯示: X120、000]→移動X軸向,至"素材中心"、[X120、0 / 2]→→按"X" (字母鍵) →"起源(軟鍵)" →Z軸提高至淨空高度→移動軸向" Y "→重覆上述步驟→完成尋邊(加工原點)動作、B、"工件座標系設定": (設定与"素材基邊"方式相同、)按"OFFSET/SETING(功能鍵)" →"座標系(軟鍵)" →選擇欲設定得座標系?: "G54" →輸入: "X0"→"測量(軟鍵)" →輸入: "Y0"→"測量(軟鍵)" →即完成"工件座標系設定"、(3)素材基邊偏移"××量": (基點以素材左下角為依據、)操作方式: 手輪(Handle)模式、A、步驟: 與(1),(2)方式相同、B、"工件座標系設定": (設定与"素材基邊"方式相同、)按"OFFSET/SETING(功能鍵)" →"座標系(軟鍵)" →選擇欲設定得座標系?: "G54"→輸入: "X0"→"測量(軟鍵)" →輸入: "Y0"→"測量(軟鍵)" →即完成"工件座標系設定"、(※目前之G54座標值為加工素材得基點座標) →移動游標至"X"欄位,輸入偏移量:"100、"→→"+ 輸入(軟鍵)"→→"Y"欄位,輸入偏移量: "80、"→→"+ 輸入(軟鍵)" →即完成"工件座標系設定"、二、刀具長度補正量設定:操作方式: 手輪(Handle)模式、A.步驟: 移動"Z"軸→至刀尖接觸工件表面→按"POS(功能鍵)"→ "總合(軟鍵)" →記錄"Z軸機械座標值"→→按"OFFSET/SETING(功能鍵)" →"補正(軟鍵)" →選擇欲設定得補正號碼?:例:" 001" →輸入" Z軸機械座標值":" -640、7 "→→"輸入(軟鍵)"[或按"INPUT"(於操作面板)]→完成"刀具長度補正量"設定、貳、操作方式:按"OFFSET/SETTING"(功能鍵) →→顯示以上畫面、1、按"MACRO"鍵,顯示:2、按"操作PN"鍵,顯示以下畫面:※功能設定可用"↑";"↓"游標移動鍵,移動至所要得功能位置;"←";"→"游標移動鍵,可設定【ON/OFF】。
FANUC 系列操作面板各按键

之南宫帮珍创作FANUC 系列把持面板各按键:RESET(复位键):按下此键, 复位CNC系统.包括取消报警、主轴故障复位、中途退出自动把持循环和中途退出输入、输出过程等.CURSOR(光标移动键):移动光标至编纂处PAGE(页面转换键):显示器画面向前变换页面, 显示器画面向后变换页面. 地址和数字键:按下这些键, 输入字母、数字和其它字符POS(位置显示键):在CRT上显示机床现在的位置.PRGRM(法式键):在编纂方式, 编纂和显示内存中的法式.在MDI方式, 输入和显示MDI数据.在自动方式, 指令值显示.MENU OFFSET(偏置值设定和显示).DGNOS PARAM(自诊断参数键). 参数设定和显示, 诊断数据显示OPR ALARM(报警号显示键):报警号显示及软件把持面板的设定和显示AUX GRAPH (图形显示键):图形显示功能INPUT(输入键):用于参数或偏置值的输入;启动I/O设备的输入;MDI方式下的指令数据的输入. OUTPT START(输出启动键). ALTER(修改键):修改存储器中法式的字符或符号. INSRT(拔出键):在光标后拔出字符或符号. CAN(取消键):取消已键入缓冲器的字符或符号. DELET(删除键):删除存储器中法式的字符或符号.A 坐标字绕X轴旋转.B 坐标字绕Y轴旋转.C 坐标字绕Z轴旋转.D 赔偿号刀具半径赔偿指令.E 第二进给功能.F 进给速度进给速度的指令.G 准备功能指令举措方式.H 赔偿号赔偿号的指定.I 坐标字圆弧中心X轴向坐标.J 坐标字圆弧中心Y轴向坐标.K 坐标字圆弧中心Z轴向坐标.L 重复次数固定循环及子法式的重复次数.M 辅助功能机床开关指令.N 顺序号顺序段序序号.O 顺序号顺序号、子法式顺序号的指定.P 暂停或法式中某功能的开始使用的法式号.Q 固定循环终止段号或固定循环中的定距.R 坐标字固定循环中的定距离或圆弧半径的指定.S 主轴功能主轴转速指令.T 刀具功能刀具编号指令.U 坐标字与X轴平行的附加轴的增量坐标值或暂停时间.V 坐标字与Y轴平行的附加轴的增量坐标值.W 坐标字与Z轴平行的附加轴的增量坐标值.X 坐标字 X 轴的绝对坐标值或暂停时间.Y 坐标字 Y轴的绝对坐标值.Z 坐标字 Z轴的绝对坐标值.第一课加工中心 FANUC 系统把持面板功能键及开关的使用方法一、 FANUC 系统把持面板功能键的含义三、开关的使用方法:设定自动运行方式 .:设定法式编纂方式 . :设定 MDI方式: 设定DNC 运行方式 . : 单法式段运行方式 .: 可选法式段跳过运行方式 , 跳过法式段开头带有 / 的法式 .: 法式停止 . : 手动示教( 手轮示教 ) 方式 . : 法式重启 .: 机床机械锁住 . : 空运行方式 . : 循环停止 .( 自动把持停止 ). : 循环启动 .( 自动把持开始 ). : 法式停 .( 进给坚持 ). : 返回参考点方式 . :手动进给方式 . : 手轮进给方式 . : 手轮进给倍率: 手动进给轴选择 . : 快速进给 . : 移动方向选择 . : 主轴 , 正转 , 停止 , 反转 .: 进给倍率 . :主轴转速倍率:紧急停止: 法式呵护开关六、小结:加工中心慨况及面板把持七、作业:把持面板, 熟练面板各个功能键第二课 1. 加工中心加工工件的装置、对刀与换刀, 2、手工输入法式的方法及修正刀补的方法目的和要求1、能正确进行对刀,2、能正确修正刀补参数重点和难点对刀的方法第二课加工中心加工工件的装置、对刀与换刀加工中心加工定位基准的选择: 1.选择基准的三个基本要求:(1)所选基准应能保证工件定位准确装卸方便方即可靠.(2)所选基准与各加工部位的的尺寸计算简单.(3)保证加工精度. 2.选择定位基准6原则:(1)尽量选择设计基准作为定位基准;(2)定位基准与设计基准不能统一时, 应严格控制定位误差保证加工精度;(3)工件需两次以上装夹加工时, 所选基准在一次装夹定位能完玉成部关键精度部位的加工;(4)所选基准要保证完成尽可能多的加工内容;(5)批量加工时, 零件定位基准应尽可能与建立工件坐标系的对刀基准重合;(6)需要屡次装夹时, 基准应该前后统一. 加工中心夹具简直定: 1.对夹具的基本要求:(1)夹紧机构不得影响进给, 加工部位要关闭;(2)夹具在机床上能实现定向装置;(3)夹具的刚性与稳定性要好.2.经常使用夹具种类:(1)通用夹具:如虎钳、分度头、卡盘等;(2)组合夹具:组合夹具由一套结构已经标准化、尺寸已经规格化的通用元件组合元件所构成;(3)专用夹具:专为某一项或类似的几项加工设计制造的夹具;(4)可调整夹具:组合夹具与专用夹具的结合, 既能保证加工的精度, 装夹更具灵活性;(5)多工位夹具:可同时装夹多个工件的夹具;(6)成组夹具:专门用于形状相似、尺寸相近且定位、夹紧、加工方法相同或相似的工件的装夹. 3.加工中心夹具的选用原则:(1)在保证加工精度和生产效率的前提下, 优先选用通用夹具;(2)批量加工可考虑采纳简单专用夹具;(3)年夜批量加工可考虑采纳多工位夹具和高效的气压、液压等专用夹具;(4)采纳成组工艺时应使用成组夹具; 4.工件在机床工作台上的最佳装夹位置:工件装夹位置应保证工件在机床各轴的加工行程范围内, 而且使得刀具的长度尽可能缩短, 提高刀具的加工刚性. 加工中心加工的对刀与换刀对刀:对刀也就是工件在机床上找正加紧后, 确定工件坐标(编程坐标)原点的机床坐标(确定G54的X、Y、Z的值). 换刀:根据工艺需要, 要用分歧参数的刀具加工工件.在加工中按需要更换刀具的过程叫换刀. 对刀点与换刀点简直定:对刀点:对刀点是工件在机床上找正夹紧后, 用于确定工件坐标系在机床坐标系中位置的基准点. 对刀点可选在工件上或装夹定位元件上, 但对刀点与工件坐标点必需有准确、合理、简单的位置对应关系, 方便计算工件坐标点在机床上的位置(工件坐标点的机床坐标).对刀点最好能与工件坐标点重合. 换刀点:加工中心有刀库和自动换刀装置, 根据法式的需要可以自动换刀.换刀点应在换刀时工件、夹具、刀具、机床相互之间没有任何的碰撞和干涉的位置上, 加工中心的换刀点往往是固定的. 对刀方法:水平方向对刀(x、y坐标): (1) 杠杆百分表对刀:对刀点为圆柱孔中心; (2) 采纳寻边器对刀:圆孔或基准边 (3) 采纳碰刀或试切方式对刀. Z向对刀(z坐标):(1)机上对刀:采纳z向坐标对刀. (2)机外刀具预调+机上对刀. 机外对刀仪对刀:丈量刀具的直径、长度、刀刃形状和刀角. (4) 卧式加工中心多工位加工中的对刀问题第三课加工中心加工工艺二:选择走刀路线与确定工艺参数加工工序的划分(5分钟)在数控机床上特别是在加工中心上加工零件, 工序十分集中, 许多零件只需在一次装卡中就能完玉成部工序.可是零件的粗加工, 特别是铸、锻毛坯零件的基准平面、定位面等的加工应在普通机床上完成之后, 再装卡到数控机床上进行加工.这样可以发挥数控机床的特点, 坚持数控机床的精度, 延长数控机床的使用寿命, 降低数控机床的使用本钱.在数控机床上加工零件其工序划分的方法有: 1、刀具集中分序法即按所用刀具划分工序, 用同一把刀加工完零件上所有可以完成的部位, 在用第二把刀、第三把刀完成它们可以完成的其它部位.这种分序法可以减少换刀次数, 压缩空程时间, 减少不需要的定位误差. 2、粗、精加工分序法这种分序法是根据零件的形状、尺寸精度等因素, 依照粗、精加工分开的原则进行分序.对单个零件或一批零件先进行粗加工、半精加工, 而后精加工.粗精加工之间, 最好隔一段时间, 以使粗加工后零件的变形获得充沛恢复, 再进行精加工, 以提高零件的加工精度.3、按加工部位分序法即先加工平面、定位面, 再加工孔;先加工简单的几何形状, 再加工复杂的几何形状;先加工精度比力低的部位, 再加工精度要求较高的部位. 总之, 在数控机床上加工零件, 其加工工序的划分要视加工零件的具体情况具体分析.许多工序的安插是综合了上述各分序方法的. 选择走刀路线(5分钟)走刀路线是数控加工过程中刀具相对被加工件的的运动轨迹和方向.走刀路线简直定非常重要, 因为它与零件的加工精度和概况质量密切相关.确定走刀路线的一般原则是:(1)保证零件的加工精度和概况粗拙度;(2)方便数值计算, 减少编程工作量;(3)缩短走刀路线, 减少进退刀时间和其他辅助时间;(4)尽量减少法式段数.另外, 在选择走刀路线时还要充沛注意以下所讲解的几个方面的内容.防止引入反向间隙误差(5分钟)数控机床在反向运动时会呈现反向间隙, 如果在走刀路线中将反向间隙带入, 就会影响刀具的定位精度, 增加工件的定位误差.例如精镗图16-1中所示的四个孔, 由于孔的位置精度要求较高, 因此安插镗孔路线的问题就显得比力重要, 安插不妥就有可能把坐标轴的反向间隙带入, 直接影响孔的位置精度.这里给出两个方案, 方案a如图16-1a)所示, 方案b如图16-1b)所示. 从图中不难看出, 方案a中由于Ⅳ孔与Ⅰ、Ⅱ、Ⅲ孔的定位方向相反, X向的反向间隙会使定位误差增加, 而影响Ⅳ孔的位置精度.在方案b中, 当加工完Ⅲ孔后并没有直接在Ⅳ孔处定位, 而是多运动了一段距离, 然后折回来在Ⅳ孔处定位.这样Ⅰ、Ⅱ、Ⅲ孔与Ⅳ孔的定位方向是一致的, 就可以防止引入反向间隙的误差, 从而提高了Ⅳ孔与各孔之间的孔距精度.图16-1 镗铣加工路线图切入切前途径(5分钟)在铣削轮廓概况时一般采纳立铣刀正面刃口进行切削, 由于主轴系统和刀具的刚度变动, 当沿法向切入工件时, 会在切入处发生刀痕, 所以应尽量防止沿法向切入工件.当铣切外概况轮廓形状时, 应安插刀具沿零件轮廓曲线的切向切入工件, 而且在其延长线上加入一段外延距离, 以保证零件轮廓的光滑过渡.同样, 在切出零件轮廓时也应从工件曲线的切向延长线上切出.如图16-2a)所示. 当铣切内概况轮廓形状时, 也应该尽量遵循从切向切入的方法, 但此时切入无法外延, 最好安插从圆弧过渡到圆弧的加工路线.切出时也应多安插一段过渡圆弧再退刀, 如图16-2b)所示.当实在无法沿零件曲线的切向切入、切出时, 铣刀只有沿法线方向切入和切出, 在这种情况下, 切入切出点应选在零件轮廓两几何要素的交点上, 而且进给过程中要防止停顿.图16-2铣削圆的加工路线为了消除由于系统刚度变动引起进退刀时的痕迹, 可采纳屡次走刀的方法, 减小最后精铣时的余量, 以减小切削力. 在切入工件前应该已经完成刀具半径赔偿, 而不能在切入工件时同时进行刀具赔偿, 如图16-2a)所示, 这样会发生过切现象.为此, 应在切入工件前的切向延长线上另找一点, 作为完成刀具半径赔偿点, 如图16-2b)所示.图16-3 切入切前途径例如, 16-3所示零件的切入切前途线应当考虑注意切入点及延长线方向.顺、逆铣及切削方向和方式简直定(5分钟)在铣削加工中, 若铣刀的走刀方向与在切削点的切削分力方向相反, 称为顺铣;反之则称为逆铣.由于采纳顺铣方式时, 零件的概况精度和加工精度较高, 而且可以减少机床的“颤振”, 所以在铣削加工零件轮廓时应尽量采纳顺铣加工方式.若要铣削内沟槽的两正面, 就应来回走刀两次, 保证两正面都是顺铣加工方式, 以使两正面具有相同的概况加工精度.加工中心铣削加工工艺参数简直定(5分钟)确定工艺参数是工艺制定中重要的内容, 采纳自动编程时更是法式胜利与否的关键.(一)用球铣刀加工曲面时与切削精度有关的工艺参数简直定1、步长l(步距)简直定步长l(步距)——每两个刀位点之间距离的长度, 决定刀位点数据的几多.曲线轨迹步长l简直定方法:直接界说步长法:在编程时直接给出步长值, 根据零件加工精度确定间接界说步长法:通过界说迫近误差来间接界说步长2、行距S(切削间距)简直定行距S(切削间距)——加工轨迹中相邻两行刀具轨迹之间的距离.影响:行距小:加工精度高, 但加工时间长, 费用高行距年夜:加工精度低, 零件型面失真性较年夜, 但加工时间短.两种方法界说行距:(1)直接界说行距算法简单、计算速度快, 适于粗加工、半精加工和形状比力平坦零件的精加工的刀具运动轨迹的生成.(2)用残留高度h来界说行距残留高度h——被加工概况的法矢量方向上两相邻切削行之间残留沟纹的高度.h年夜:概况粗拙度值年夜h小:可以提高加工精度, 但法式长, 占机时间成倍增加, 效率降低选取考虑:粗加工时, 行距可选年夜些, 精加工时选小一些.有时为减小刀峰高度, 可在原两行之间加密行切一次, 即进行曲刀峰处置, 这相当于将S减小一半, 实际效果更好些.(二)与切削用量有关的工艺参数确定1、背吃刀量ap与侧吃刀量ae背吃刀量ap——平行于铣刀轴线丈量的切削层尺寸.侧吃刀量ae——垂直于铣刀轴线丈量的切削层尺寸.从刀具耐用度的角度动身, 切削用量的选择方法是:先选取背吃刀量ap或侧吃刀量ae, 其次确定进给速度, 最后确定切削速度. 如果零件精度要求不高,在工艺系统刚度允许的情况下, 最好一次切净加工余量, 以提高加工效率;如果零件精度要求高, 为保证精度和概况粗拙度, 只好采纳屡次走刀.2、与进给有关参数简直定在加工复杂概况的自动编程中, 有五种进给速度须设定, 它们是:(1)快速走刀速度(空刀进给速度)为节省非切削加工时间, 一般选为机床允许的最年夜进给速度, 即G00速度.(2)下刀速度(接近工件概况进给速度)为使刀具平安可靠的接近工件, 而不损坏机床、刀具和工件, 下刀速度不能太高, 要小于或即是切削进给速度.对软资料一般为200mm/min;对钢类或铸铁类一般为50mm/min.(3)切削进给速度F切削进给速度应根据所采纳机床的性能、刀具资料和尺寸、被加工资料的切削加工性能和加工余量的年夜小来综合简直定. 一般原则是:工件概况的加工余量年夜, 切削进给速度低;反之相反.切削进给速度可由机床把持者根据被加工工件概况的具体情况进行手工调整, 以获得最佳切削状态.切削进给速度不能超越按迫近误差和插补周期计算所允许的进给速度.建议值:加工塑料类制件:1500 mm/min加工年夜余量钢类零件:250 mm/min小余量钢类零件精加工:500 mm/min铸件精加工:600 mm/min(4)行间连接速度(跨越进给速度)行间连接速度——刀具从一切削行运动到下一切削行的运动速度.该速度一般小于或即是切削进给速度.(5)退刀进给速度(退刀速度)为节省非切削加工时间, 一般选为机床允许的最年夜进给速度, 即G00速度.3、与切削速度有关的参数确定(1)切削速度υc切削速度υc的高低主要取决于被加工零件的精度和资料、刀具的资料和耐用度等因素.(2)主轴转速n主轴转速n根据允许的切削速度υc来确定:n=1000υc/πd理论上, υc越年夜越好, 这样可以提高生产率, 而且可以避开生成积屑瘤的临界速度, 获得较低的概况粗拙度值.但实际上由于机床、刀具等的限制, 使用国内机床、刀具时允许的切削速度经常只能在100~200m/min范围内选取.二、小结:1、在数控机床上特别是在加工中心上加工零件, 工序十分集中, 许多零件只需在一次装卡中就能完玉成部工序.2、走刀路线简直定非常重要, 因为它与零件的加工精度和概况质量密切相关.确定走刀路线首先要保证零件的加工精度和概况粗拙度, 其主要方便数值计算, 减少编程工作量.3、选择走刀路线时还要特别注意不要引入反向间隙误差、切入切前途径不要发生过切、尽量采纳顺铣加工方本项目主要讲解加工中心把持面板上各个按键的功用, 使学生掌握加工中心的调整及加工前的准备工作以及法式输入及修改方法.最后以一个具体零件为例, 讲解了加工中心加工零件的基本把持过程, 使学生对加工中心的把持有一个清楚的认识. 项目一把持面板及其功能应用加工中心的把持面板由机床控制面板和数控系统把持面板两部份组成, 下面分别作一介绍. 一、机床把持面板主要由把持模式开关、主轴转速倍率调整开关、进给速度倍率调整开关、快速移动倍率开关以及主轴负载荷表、各种指示灯、各种辅助功能选项开关和手轮等组成.分歧机床的把持面板, 各开关的位置结构各不相同, 但功能及把持方法年夜同小异, 具体可拜会数控铣床把持项目相关内容. 二、数控系统把持面板由 CRT显示器和把持键盘组成, 面板功能键介绍可拜会数控车床把持项目相关内容. 项目二开机及回原点一、开机 1、首先合上机床总电源开关; 2、开稳压器、气源等辅助设备电源开关; 3、开加工中心控制柜总电源; 4、将紧急停止按钮右旋弹出, 开把持面板电源, 直到机床准备缺乏报警消失, 则开机完成. 二、机床回原点开机后首先应回机床原点, 将模式选择开关选到回原点上,再选择快速移动倍率开关到合适倍率上, 选择各轴依次回原点. 三、注意事项 1、在开机之前要先检查机床状况有无异常, 润滑油是否足够等, 如一切正常, 方可开机; 2、回原点前要确保各轴在运动时不与工作台上的夹具或工件发生干涉; 3、回原点时一定要注意各轴运动的先后顺序. 项目三工件装置根据分歧的工件要选用分歧的夹具, 选用夹具的原则: 1、定位可靠; 2、夹紧力要足够. 装置夹具前, 一定要先将工作台和夹具清理干净.夹具装在工作台上, 要先将夹具通过量表找正找平后, 再用螺钉或压板将夹具压紧在工作台上.装置工件时, 也要通过量表找正找平工件. 项目四刀具装入刀库一、刀具选用加工中心的刀具选用与数控铣床基本类似, 在此不再赘述. 二、刀具装入刀库的方法及把持当加工所需要的刀具比力多时, 要将全部刀具在加工之前根据工艺设计放置到刀库中, 并给每一把刀具设定刀具号码, 然后由法式调用.具体步伐如下: 1、将需用的刀具在刀柄上装夹好,并调整到准确尺寸; 2、根据工艺和法式的设计将刀具和刀具号一一对应; 3、主轴回 Z 轴零点; 4、手动输入并执行“ T01 M06 ”; 5、手动将 1 号刀具装入主轴, 此时主轴上刀具即为 1 号刀具; 6、手动输入并执行“ T02M06 ”; 7、手动将 2 号刀具装入主轴, 此时主轴上刀具即为 2 号刀具; 8、其它刀具依照以上步伐依次放入刀库. 三、注意事项将刀具装入刀库中应注意以下问题: 1、装入刀库的刀具必需与法式中的刀具号一一对应, 否则会损伤机床和加工零件; 2、只有主轴回到机床零点, 才华将主轴上的刀具装入刀库, 或者将刀库中的刀具调在主轴上; 3、交换刀具时, 主轴上的刀具不能与刀库中的刀具号重号.比如主轴上已是“ 1 ”号刀具, 则不能再从刀库中调“ 1 ”号刀具. 项目五对刀及刀具赔偿一、对刀对刀方法与具体把持同数控铣床. 二、刀具长度赔偿设置加工中心上使用的刀具很多, 每把刀具的长度和到 Z 坐标零点的距离都不相同, 这些距离的差值就是刀具的长度赔偿值, 在加工时要分别进行设置, 并记录在刀具明细表中, 以供机床把持人员使用.一般有两种方法: 1、机内设置这种方法不用事先丈量每把刀具的长度, 而是将所有刀具放入刀库中后, 采纳 Z 向设定器依次确定每把刀具在机床坐标系中的位置, 具体设定方法又分两种. ( 1 )第一种方法将其中的一把刀具作为标准刀具, 找出其它刀具与标准刀具的差值, 作为长度赔偿值.具体把持步伐如下:①将所有刀具放入刀库, 利用 Z 向设定器确定每把刀具到工件坐标系 Z 向零点的距离, 如图 5-2 所示的 A 、 B 、 C , 并记录下来;②选择其中一把最长(或最短)、与工件距离最小(或最年夜)的刀具作为基准刀, 如图 5-2 中的 T03 (或 T01 ), 将其对刀值 C (或 A )作为工件坐标系的 Z 值, 此时 H03=0 ;③确定其它刀具相对基准刀的长度赔偿值, 即H01= ±│ C-A │, H02= ±│ C-B │, 正负号由法式中的 G43 或 G44 来确定. ④将获得的刀具长度赔偿值对应刀具和刀具号输入到机床中.( 2 )第二种方法将工件坐标系的 Z 值输为 0 , 调出刀库中的每把刀具, 通过 Z 向设定器确定每把刀具到工件坐标系 Z 向零点的距离, 直接将每把刀具到工件零点的距离值输到对应的长度赔偿值代码中.正负号由法式中的 G43 或 G44 来确定. 2、机外刀具预调结合机上对刀这种方法是先在机床外利用刀具预调仪精确丈量每把在刀柄上装夹好的刀具的轴向和径向尺寸, 确定每把刀具的长度赔偿值, 然后在机床上用其中最长或最短的一把刀具进行 Z 向对刀, 确定工件坐标系.这种方法对刀精度和效率高, 便于工艺文件的编写及生产组织. 三、刀具半径赔偿设置进入刀具赔偿值的设定页面, 移动光标至输入值的位置, 根据编程指定的刀具, 键入刀具半径赔偿值, 按 INPUT 键完成刀具半径赔偿值的设定. 项目六法式输入及调试一、法式输入法式的输入有多种形式, 可通过手动数据输入方式( MDI )或通信接口将加工法式输入机床, 也可实行在线加工. 二、法式调试由于加工中心的加工部位比力多, 使用的刀具也比力多.为方便加工法式的调试,一般根据加工工艺的安插, 针对每把刀具将各个加工部位的加工内容编制为子法式, 而主法式主要包括换刀命令和子法式调用命令. 法式的调试可利用机床的法式预演功能或以抬刀运行法式方式进行, 依次对每个子法式进行独自调试.在法式调试过程中, 可根据实际情况修调进给倍率开关. 项目七法式运行在法式正式运行之前, 要先检查加工前的准备工作是否完全就绪.确认无误后, 选择自动加工模式, 按下数控启动键运行法式, 对工件进行自动加工. 在自动运行法式加工过程中, 如果呈现危险情况时, 应迅速按下紧急停止开关或复位键, 终止运行法式. 项目八零件检测将加工好的零件从机床上卸下, 根据零件分歧尺寸精度、粗拙度、位置度的要求选用分歧的检测工具进行检测. 项目九关机零件加工完成后, 清理现场, 再按与开机相反的顺序依次关闭电源. 零件加工实例一、加工要求加工如图 5-3 所示零件.零件资料为LY12 , 单件生产.零件毛坯已加工到尺寸. 选用设备: V-80 加工中心二、准备工作加工以前完成相关准备工作, 包括工艺分析及工艺路线设计、刀具及夹具的选择、法式编制等. 三、把持步伐及内容 1、开机, 各坐标轴手动回机床原点 2、刀具准备根据加工要求选择Φ20 立铣刀、Φ5中心钻、Φ8麻花钻各一把, 然后用弹簧夹头刀柄装夹Φ20立铣刀, 刀具号设为T01, 用钻夹头刀柄装夹Φ5中心钻、Φ8麻花钻, 刀具号设为T02、T03, 将对刀工具寻边器装在弹簧夹头刀柄上, 刀具号设为 T04 . 3 、将已装夹好。
有关FANUC BOOT触摸屏操作总结
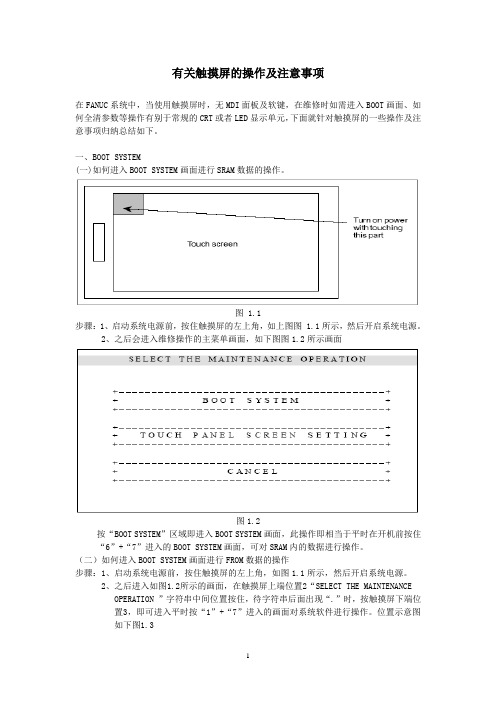
有关触摸屏的操作及注意事项在FANUC系统中,当使用触摸屏时,无MDI面板及软键,在维修时如需进入BOOT画面、如何全清参数等操作有别于常规的CRT或者LED显示单元,下面就针对触摸屏的一些操作及注意事项归纳总结如下。
一、BOOT SYSTEM(一)如何进入BOOT SYSTEM画面进行SRAM数据的操作。
图 1.1步骤:1、启动系统电源前,按住触摸屏的左上角,如上图图 1.1所示,然后开启系统电源。
2、之后会进入维修操作的主菜单画面,如下图图1.2所示画面图1.2按“BOOT SYSTEM”区域即进入BOOT SYSTEM画面,此操作即相当于平时在开机前按住“6”+“7”进入的BOOT SYSTEM画面,可对SRAM内的数据进行操作。
(二)如何进入BOOT SYSTEM画面进行FROM数据的操作步骤:1、启动系统电源前,按住触摸屏的左上角,如图1.1所示,然后开启系统电源。
2、之后进入如图1.2所示的画面,在触摸屏上端位置2“SELECT THE MAINTENANCEOPERATION ”字符串中间位置按住,待字符串后面出现“.”时,按触摸屏下端位置3,即可进入平时按“1”+“7”进入的画面对系统软件进行操作。
位置示意图如下图1.3①②③图1.3二、触摸屏显示屏的设置在维修中,若更换触摸屏后,需对触摸屏重新进行定位设置,此时,需按图1.2中“TOUCH PANEL SCREEN SETTING”选项,出现如下图图2.1所示画面。
图2.1其中[CONTRAST TURNING]:调整液晶显示屏的亮度。
[CALIBRATION OF TOUCH PANEL]:调整触摸屏的位置[OTHERS]:包含三个选项,分别为:1、DIAGNOSIS INFORMATION2、CONTROL SOFTWARE MAINTENANCE3、OTHERS SETTING[EXIT]:退出“TOUCH PANEL SCREEN SETTING”画面。
有关FANUCBOOT触摸屏操作总结分析

有关触摸屏的操作及注意事项
在FANUC系统中,当使用触摸屏时,无MDI面板及软键,在维修时如需进入BOOT画面、如何全清参数等操作有别于常规的CRT或者LED显示单元,下面就针对触摸屏的一些操作及注
意事项归纳总结如下。
一、BOOT SYSTEM
(一)如何进入BOOT SYSTEM画面进行SRAM数据的操作。
图 1.1
步骤:1、启动系统电源前,按住触摸屏的左上角,如上图图 1.1所示,然后开启系统电源。
2、之后会进入维修操作的主菜单画面,如下图图 1.2所示画面
图1.2
按“BOOT SYSTEM”区域即进入BOOT SYSTEM画面,此操作即相当于平时在开机前按住
“6”+“7”进入的BOOT SYSTEM画面,可对SRAM内的数据进行操作。
(二)如何进入BOOT SYSTEM画面进行FROM数据的操作
步骤:1、启动系统电源前,按住触摸屏的左上角,如图 1.1所示,然后开启系统电源。
2、之后进入如图 1.2所示的画面,在触摸屏上端位置2“SELECT THE MAINTENANCE
OPERATION ”字符串中间位置按住,待字符串后面出现“.”时,按触摸屏下端位
置3,即可进入平时按“1”+“7”进入的画面对系统软件进行操作。
位置示意图
如下图1.3
1。
fanuc面板按键说明【详细图解】
数控机床的操作面板对触控面板的性能要求相对较高具有交互式显示特点的触控显示技术迅速扩张,不再是单纯的设定为我们提供终端产品的技术创新,而是更注重与实际应用的紧密结合,为对于控制面板来说不同品牌的变频器操作面板的风格是不一样的, FANUC系统数控机床是车间里常见的数控机床,其操作面板简洁易懂。
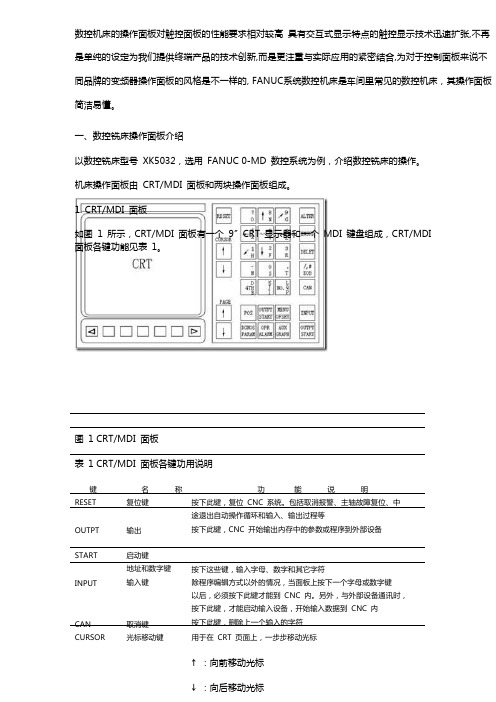
一、数控铣床操作面板介绍以数控铣床型号XK5032,选用FANUC 0-MD 数控系统为例,介绍数控铣床的操作。
机床操作面板由CRT/MDI 面板和两块操作面板组成。
1. CRT/MDI 面板如图1 所示,CRT/MDI 面板有一个9〞CRT 显示器和一个MDI 键盘组成,CRT/MDI面板各键功能见表1。
图1 CRT/MDI 面板表1 CRT/MDI 面板各键功用说明键名称功能说明RESET OUTPT START INPUTCAN CURSOR 复位键输出启动键地址和数字键输入键取消键光标移动键按下此键,复位CNC 系统。
包括取消报警、主轴故障复位、中途退出自动操作循环和输入、输出过程等按下此键,CNC 开始输出内存中的参数或程序到外部设备按下这些键,输入字母、数字和其它字符除程序编辑方式以外的情况,当面板上按下一个字母或数字键以后,必须按下此键才能到CNC 内。
另外,与外部设备通讯时,按下此键,才能启动输入设备,开始输入数据到CNC 内按下此键,删除上一个输入的字符用于在CRT 页面上,一步步移动光标↑:向前移动光标↓:向后移动光标PAGEPOS PRGRMMENUOFSET DGNOS 页面变换键位置显示键程序键自诊断的参数用于CRT 屏幕选择不同的页面↑:向前变换页面↓:向后变换页面在CRT 上显示机床现在的位置在编辑方式,编辑和显示在内存中的程序在MDI 方式,输入和显示MDI 数据刀具偏置数值和宏程序变量的显示的设定设定和显示参数表及自诊断表的内容键PRARMOPRALARM AUXGRAPH 报警号显示键图象按此键显示报警号图象显示功能2. 下操作面板如图2 所示,面板上个按钮、旋钮、指示灯功用说明见表2。
fanuci数控车床操作面板
fanuci数控车床操作面板Fanuc数控车床是目前市场上非常常见和受欢迎的数控设备,因其具有技术先进、操作简便、性能稳定等优点而备受用户青睐。
而在Fanuc数控车床中,操作面板是控制整个设备的重要部分,因此,我们有必要详细了解和研究Fanuc数控车床操作面板的相关知识。
一、Fanuc数控车床操作面板的基本结构Fanuc数控车床操作面板包括显示屏、输入设备、控制键盘等几个主要部分。
1. 显示屏Fanuc数控车床的显示屏具有分辨率高、显色度好、显示效果逼真等优点。
它涵盖了整个操作界面,可以显示设备信息、操作指令以及加工数据等相关信息。
支持触摸屏操作,可以实现触摸点设置、坐标系选取等操作。
2. 输入设备在Fanuc数控车床的操作面板中,输入设备主要包括鼠标、键盘和手柄等。
这些输入设备可以配合显示屏完成操作指令、参数设置等重要功能,是数控设备中必不可少的重要部分。
3. 控制键盘Fanuc数控车床的控制键盘也是操作面板中的重要部分。
它由多个功能键、数字键、控制键组成,可以实现程序输入、轴移动、气动控制等重要操作。
控制键盘的按键顺序和位置都是经过设计和优化的,旨在最大限度地提高用户的使用体验。
二、Fanuc数控车床操作面板的常用功能1. 程序输入程序输入是Fanuc数控车床操作面板最为基本的功能之一。
根据加工需求,我们需要向数控设备输入相应的程序指令,控制设备进行加工操作。
程序输入可以通过键盘、手柄等输入设备完成,可选文件和编辑方式也非常灵活。
2. 轴移动Fanuc数控车床是一种可以控制多轴运动的数控设备。
在实际工作中,我们常常需要将工件定位到合适的位置,以便进行切削或加工等操作。
轴移动功能可以帮助用户快速、准确地对设备进行坐标调整,以达到最佳加工状态。
3. 气动控制气动控制是Fanuc数控车床操作面板的另一个重要功能。
通过气动控制,我们可以实现各种刀具、刀架、卡盘等部件的升降、前后移动等操作。
这些气动控制功能都可以在控制键盘上进行设置和调整。
『FANUC』控制器操作面板说
『FANUC』控制器操作面板说明:键盘的说明号码名称说明(1) 重设(Reset)键解除警报、重新设定CNC时.(2) 求助(Help)键对"MDI键"的操作不明了时.(3) 切换(Shift)键1按键上有2个文字的地址键.利用"切换键"切换右下的文字可于输入时显示.(4) 地址/数值键用于输入字母、数字.(5) 换页键用于CRT画面之换页.(6) 光标移动键光标作"上"、"下"、"左"、"右"移动.(7) 功能键用于切换显示各功能的画面.(8) 编辑键编辑程序时使用.(9) 输入(Input)键将文字或数字键数据输入到内存.(如:各类参数、资料)此按键功能与"输入"(软键)相同.(10)取消(Can)键按此键可消除最后键入缓冲区内的文字或符号.当按取消(Can)键时,在" _ "前的文字立刻取消.求助(Help)键:(1) 按"ALARM"键,显示:例: 输入"10"(ALARM NO.) →选择→显示以下讯息画面.(2) 按"OPERAT"键,显示"操作方法"之选项说明.例: 输入"2" →选择→显示选择需要的画面配置.(3) 按"PARAM"键,显示参数号码之分类.光标移动键:↑、↓(从某一单节移动至下一单节.)←、→ (选择单节内的个别文字.)编辑(Edit)键: ALTER(修改)INSERT(插入)DELETE(删除)(1)ALTER(修改):将错误的"数值/指令"覆盖. (例:将"X20"修改为"X20.0".)键入"X20.0" →按"ALTER" →显示以下画面.(2)INSERT(插入):将键输入缓冲区数据存入控制器内存内.(为表示系键输入数据,前头有">"记号。键入数据的最后有"_",表示一个文字的输入位置。(最多可输入"32"字.)(3)DELETE(删除):将控制器内存内的文字数据删除. (例:将"X20.0"删除.)以光标移动至要删除的位置→按"DELETE". Can (取消):可消除最后键入缓冲区内的文字或符号.当按"Can"时,在" _ "前的文字立刻取消.功能键有:" POS"、"PROG"、"OFFSET/SETTING"、"SYSTEM"、"MESSAGE"、"GRAPHIC"、"CUSTOM",而各功能键代表显示不同的功能画面。(一) 按"POS"(功能)键,显示如下:壹.1.按"绝对"(软键),显示:"绝对坐标"画面。2. (1)按"相对"(软键),显示:"相对坐标"画面。(2)按"相对"→ (操作) (软键),显示:3.按"总合"(软键),同时显示:"相对坐标"、"绝对坐标"、"机械坐标"画面。4.按"HNDL"(软键),显示:"手动插入"功能画面.5.按"(操作)"(软键),显示:贰."操作监视"画面:操作方式:按"POS"(功能键) → (软键) →出现" MONI"→按"MONI"(软键) →显示以上画面.(二)按"PROG"(功能)键,显示如下:1.按"程序"(软键),显示:A."加工程序".(于MEM [即"AUTO"]模式)B."编辑新加工程序". (于EDIT模式)2.于"EDIT"模式,按"DIR"(软键):显示"程序记忆的使用量"及"程序一览表"画面.『包含:"登记程序数(USE)"、"剩余程序数(空)"、"程序号码(O NO.)"、"程序名称(COMMENT)"、"登记的程序记忆容量(CHAR.)"、"剩余可使用的程序记忆容量"。』3.操作方式: EDIT模式.按"PROG" (功能键) →程序(软键) →(操作) (软键)→ (软键)→显示以上画面.READ /PUNCH:可用于程序的传输. (PC→CNC控制器或CNC控制器→PC) EX-EDT:程序扩充编辑功能. (选购)4.A.BG-EDT (背景编辑) :在程序执行中可进行其它程序的编辑. (编辑方式和前景编辑相同)。操作方式: MEMORY / EDIT模式.按"PROG"(功能键) →(操作) (软键)→ BG-EDT →显示以下画面.→编辑新程序. (例: O0003)→程序内容编辑完成. → (操作) → BG-END →跳回至编辑画面。B. O检索:"程序号码"检索. (内存中有许多程序时,可寻找一程序)操作方式: MEMORY / EDIT模式.O + ×××× (程序号码) →按"O检索" (软键).例: 呼叫内存内之加工程序- "O1111".C.检索↑、检索↓:地址文字(X、Y、Z、S、∙∙∙∙)检索.操作方式: EDIT模式.地址+数值→按"检索↑"或"检索↓".例: 搜寻"X20.0". (输入" X20.0 ",再按"检索↓".)(三)按"OFFSET/SETTING"(功能)键,显示如下:壹.1.按"补正"(软键):显示"工具补正"画面. (可设定"刀具长度补正量"、"刀具半径补正值"等资料. )A. NO检索:"番号"检索. (如上图,例:"番号011",则输入"11",再按"NO检索".)B. C.输入:"刀具长度补正量"自动输入.操作方式: " OFFFSET/SETTING "(功能键)→补正(软键)→输入欲设定的"番号?" →" Z "键(字母键) → C.输入( ※使用此功能,必须先"Z轴"回"HOME",再将"相对坐标-归零[ Z 0.000]";否则,会造成长度补正量的误差. )C. +输入: 可执行补正量的"加算"和"减算".D. 输入: 功能和FANUC操作面板上之"INPUT"键相同.2.按"SETING"(软键),显示以下画面: 按"PAGE ↓"(功能键),显示:再按"PAGE ↓",显示:3.按"坐标系"显示:一、加工原点(程序原点)设定:加工原点位置的选择:(1)素材基边、(2)素材中心、(3)素材基边偏移"××量"。(1)"素材基边"寻边求法: (用"3D-Taster")操作方式: 手轮(Handle)模式.A.步骤: 按"POS(功能键)"→ "相对(软键)" [切换至"相对坐标"画面]→移动轴向(例: X轴) →至接触工件边→按"X" (字母键) [此时画面中的字符"X"~显示"闪烁"]→→ "起源(软键)" → [此时画面显示X0.000]→ Z轴提高至净空高度→移动轴向" Y "→重复上述步骤→完成寻边(加工原点)动作.(※加工原点设定,以素材基边为准.测头半径"r",必须列入计算.)B. "工件坐标系设定":按"OFFSET/SETING(功能键)" → "坐标系(软键)" → 选择欲设定的坐标系?:例:"G54"(可用光标键↑,↓或" NO检索") →输入: "X0"→"测量(软键)"→输入: "Y0"→"测量(软键)"→即完成"工件坐标系设定".(2)素材中心:操作方式: 手轮(Handle)模式.A.步骤: 按"POS(功能键)"→ "相对(软键)" [切换至"相对坐标"画面]→移动轴向(例:X轴) →至接触工件边→按"X" (字母键) → "起源(软键)" →按"Z" (字母键) → "起源(软键)" →Z轴提高至净空高度→移动轴向至工件的另一侧→至接触工件边→产生一数据. [例如: 画面显示: X120.000]→移动X轴向,至"素材中心". [X120.0 / 2]→→按"X" (字母键) → "起源(软键)" →Z轴提高至净空高度→移动轴向" Y "→重复上述步骤→完成寻边(加工原点)动作.B. "工件坐标系设定": (设定和"素材基边"方式相同.)按"OFFSET/SETING(功能键)" → "坐标系(软键)" → 选择欲设定的坐标系?: "G54" → 输入: "X0"→ "测量(软键)" →输入: "Y0"→ "测量(软键)" →即完成"工件坐标系设定".(3)素材基边偏移"××量": (基点以素材左下角为依据.)操作方式: 手轮(Handle)模式.A.步骤: 与(1),(2)方式相同.B. "工件坐标系设定": (设定和"素材基边"方式相同.)按"OFFSET/SETING(功能键)" → "坐标系(软键)" → 选择欲设定的坐标系?: "G54"→ 输入: "X0"→ "测量(软键)" →输入: "Y0"→ "测量(软键)" →即完成"工件坐标系设定".(※目前之G54坐标值为加工素材的基点坐标) →移动光标至"X"字段,输入偏移量:"100. "→→ "+ 输入(软键)"→→"Y"字段,输入偏移量: "80. "→→"+ 输入(软键)" →即完成"工件坐标系设定".二、刀具长度补正量设定:操作方式: 手轮(Handle)模式.A.步骤: 移动"Z"轴→至刀尖接触工件表面→按"POS(功能键)"→ "总合(软键)" →记录"Z轴机械坐标值"→→按"OFFSET/SETING(功能键)" → "补正(软键)" →选择欲设定的补正号码?:例:" 001" →输入" Z轴机械坐标值":" -640.7 "→→ "输入(软键)"[或按"INPUT"(于操作面板)]→完成"刀具长度补正量"设定.贰.操作方式:按"OFFSET/SETTING"(功能键) → →显示以上画面.1.按"MACRO"键,显示:2.按"操作PN"键,显示以下画面:※功能设定可用"↑";"↓"光标移动键,移动至所要的功能位置;"←";"→"光标移动键,可设定【ON/OFF】。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
有关触摸屏的操作及注意事项
在FANUC系统中,当使用触摸屏时,无MDI面板及软键,在维修时如需进入BOOT画面、如何全清参数等操作有别于常规的CRT或者LED显示单元,下面就针对触摸屏的一些操作及注意事项归纳总结如下。
一、BOOT SYSTEM
(一)如何进入BOOT SYSTEM画面进行SRAM数据的操作。
图
步骤:1、启动系统电源前,按住触摸屏的左上角,如上图图所示,然后开启系统电源。
2、之后会进入维修操作的主菜单画面,如下图图所示画面
图
按“BOOT SYSTEM”区域即进入BOOT SYSTEM画面,此操作即相当于平时在开机前按住“6”+“7”进入的BOOT SYSTEM画面,可对SRAM内的数据进行操作。
(二)如何进入BOOT SYSTEM画面进行FROM数据的操作
步骤:1、启动系统电源前,按住触摸屏的左上角,如图所示,然后开启系统电源。
2、之后进入如图所示的画面,在触摸屏上端位置2“SELECT THE MAINTENANCE
OPERATION ”字符串中间位置按住,待字符串后面出现“.”时,按触摸屏下端位
置3,即可进入平时按“1”+“7”进入的画面对系统软件进行操作。
位置示意图
如下图
①②
③
图
二、触摸屏显示屏的设置
在维修中,若更换触摸屏后,需对触摸屏重新进行定位设置,此时,需按图中“TOUCH PANEL SCREEN SETTING”选项,出现如下图图所示画面。
图
其中
[CONTRAST TURNING]:调整液晶显示屏的亮度。
[CALIBRATION OF TOUCH PANEL]:调整触摸屏的位置
[OTHERS]:包含三个选项,分别为:1、DIAGNOSIS INFORMATION
2、CONTROL SOFTWARE MAINTENANCE
3、OTHERS SETTING
[EXIT]:退出“TOUCH PANEL SCREEN SETTING”画面。
下面分别对“TOUCH PANEL SCREEN SETTING”选项的各个选项做介绍。
(一)CONTRAST TURNING画面
在图所示画面,选择[CONTRAST TURNING]选项,出现如下图图所示画面。
图
按“DOWN”和“UP”即可调节LED的亮度,直至到合适的亮度后,按“EXIT”即退出调节LED亮度的选项。
注意:调节LED的亮度的操作只使用于黑白的LED显示屏(型号:A02B–0259–C211),不适用于彩色的LED显示屏(型号:A02B–0259–C212)。
(二)CALIBRATION OF TOUCH PANEL画面
在图画面,选择[CALIBRATION OF TOUCH PANEL]选项,出现如下图图所示画面。
图
重新定位触摸屏的操作:
1、在图所示画面,按触摸屏上标记“+”所示的点,当确认后,标记“+”将变为“●”。
2、当9个点都按完并都显示为“●”,按“INPUT”,则调整后的触摸屏位置的数据将被记
忆到FROM中,并会显示下面的信息
3、当确认完9个标记点后,如按“CAN”可取消本次对触摸屏位置的重新设定。
注意:一般不需重新设定触摸屏的位置,只有当更换显示单元或者触摸屏的位置超出范围时才需重新设定。
(三)OTHERS画面
在图画面,选择[OTHERS]选项,出现如下图图所示画面。
图
选择[DIAGNOSIS INFORMATION]选项,出现如图所示画面
图
选择[CONTROL SOFTWARE MAINTENANCE]选项,出现如图所示画面
图
“CONTROL SOFTWARE SAVING”:将显示单元的控制软件保从系统保存到存储卡“CONTROL SOFTWARE LOADING”:将显示单元的控制软件从存储卡导入系统
注意:该操作一般不需要,除非因追加功能而要求控制软件改变
选择[OTHERS SETTING]选项,出现如图所示画面
图
分离型MDI 键盘类型:
[NOT USED]:分离型MDI键盘没有连接
[MDI–T1]:分离型MDI键盘连接
注意:当选择[NOT USED],虚拟的MDI键盘将会在CNC/PMC显示画面显示。
三、CNC初始化操作
系统启动前,按住触摸屏右上角,如图所示,待系统启动后,进入CNC初始化操作画面,如图所示。
图
图
在图中,在KEY 1中可通过光标键移动选择所要选的字符,然后按“SELECT”,如要确认即选“YES”,否则选“NO”。
KEY 2中科以同样的方法选择字符,当KEY 2中选完字符后,提示“ARE YOU SURE HIT YES OR NO”,若按“YES”,则CNC初始化操作显示画面关闭,CNC 系统将按照所选的字符进行初始化操作。
例如:如选择“7”和“9”或者“RES”“DEL”,则系统将执行全清SRAM操作。
注:初始化操作对应表
注意:以上一、二、三部分所讲的操作都是建立在系统无报警的前提下,如系统有报警,如系统有935报警,则在系统启动前按住触摸屏左上角或右上角会弹出如下图4画面,按画面任何选项均不起作用,所以必须在系统无报警的前提下上述操作才能实施。
图4。