2.1 铜及铜合金6
铜及铜合金性能数据
铜及铜合金性能数据1 概述由纯铜和其他合金元素组成的铜合金一般分为以下几类:1)纯铜;2)黄铜——铜和锌的合金;3)锡青铜——铜和锡的合金;4)特殊青铜——铜基合金中不含锡而含有铝、镍、锰、硅、铁、铍、铅等特殊元素(二元多元)组成的合金;5)白铜——铜和镍的合金。
现就纯铜、黄铜和锡青铜的特性和用途分别简介如下:纯铜外观呈紫红色,习惯上称为紫铜。
它具有很多有价值的性能,是一种主要的有色金属,广泛用于各个工业部门中。
铜的密度8.89,熔点1083ºC,它的主要特性是:(1)有良好的导电性,在各类金属中仅次于银;铜质愈纯,导电性愈高,即电阻愈小。
(2)有好的导热性,在这方面仅次于银和金。
(3)在大气、淡水、海水中有很好的耐蚀性,所以铜制的水管和器皿能经久不坏。
(4)塑性高,能很好地承受各种冷、热压力加工。
其主要缺点是强度和硬度较低,不能用作结构零件。
它在工业上主要用途是制造电气工业上的导线和导电零件,以及用于配制各种合金。
纯铜加工产品分含氧铜(即一般纯铜)、无氧铜、磷脱氧铜和银铜四类,以板、棒、管、箔材半成品形式供应。
由于氧对铜的力学性能和工艺性能都有不良影响,特别是含有氧的铜在还原性气氛中加热时(如退火),氢向铜中扩散与氧形成水蒸气,以一定压力由铜中跑出,会造成显微裂纹,即发生通常所说的“氢病”。
因此,重要的电气用铜,一般都采用无氧铜。
黄铜的颜色随含锌量的增加,由黄红色变到淡黄色。
如果合金只由铜和锌组成,称为普通黄铜或锌黄铜。
普通黄铜的力学性能比纯铜高,价格也便宜得多,在一般情况下是不生锈也不会被腐蚀的;同时塑性好,能很好地承受热压和冷压加工,故广泛用于机器制造业中各种结构零件。
为了改善普通黄铜的性质,在铜锌合金中再加入锡、镍、锰、铅、硅、铝、铁等元素,变成为特殊黄铜。
各种元素对特殊黄铜的性能影响如下:锡能提高黄铜的强度并能显著提高其对海水的抗蚀性能,故有海军黄铜之称。
镍也能提高强度和抗蚀性,但因镍太贵,所以镍黄铜用得不多。
铜及铜合金焊接施工工艺标准

铜及铜合金焊接施工工艺标准1适用范围本工艺标准适用于紫铜钨极氩弧焊、黄铜的氧乙炔焰焊以及紫铜、黄铜的氧乙炔焰钎焊。
2施工准备2.1规范性引用文件下列标准适合的条款通过本标准引用则构成本标准的条文,使用本标准的各方应探讨使用下列标准最新版本的可能性。
铜及铜合金焊接及钎焊技术规程》HGJ223铜及铜合金焊条》GB/T367铜及铜合金焊丝》GB9460铜基钎料》GB6418银基钎料》GB10046纯铜板》GB2024黄铜板和带》GB2041拄制铜管》GB1527挤制铜管》GB1528拄制黄铜管》GB1529挤制黄铜管》GB15302.2材料2.2.1工程中应优先选用已列入国家标准或行业标准的母材和焊接材料2.2.2工程中选用的母材和焊接材料必须具有质量证明书或合格证,无质量证明书的材料不得使用,对质量证明书或合格证中的数据有怀疑时应进行必要的检验。
2.2.3用于压力容器受压元件的铜及铜合金应为退火状态。
2.2.4母材和焊接材料应妥善保管,防止损伤、污染和腐蚀。
2.2.5施工中应按设计要求或国家现行的标准、规范中的规定选用焊丝、钎料、焊剂、钎剂。
2.2.6如果选用未列入国家标准的母材或焊接材料,应对该材料按国家有关标准进行复验,并提出满足设计要求的焊接工艺试验资料。
2.2.7手工钨极氩弧焊使用的氩气纯度不应低于96.96%,并符合GB4842《氩气》的规定,焊接或钎焊使用的乙炔气纯度不应低于96.5%,氧气纯度不应低于99.2%。
2.2.8焊丝、焊剂、钎料、钎剂选用参考表2.3作业人员:焊工、管道工2.4焊接设备及工具2.4.1手工钨极氩弧焊应采用直流正接并选用性能稳定且应附有高频引弧和电流衰减装置及满足工艺要求的其它设施。
2.4.2氧乙炔焰焊接和钎焊时应根据工件状况选用合适型号及咀头的焊枪。
2.4.3根据工件及焊丝清洁度的要求配备角向砂轮机,不锈钢丝刷及砂布等。
2.5施焊环境焊接场所应保持清洁,当焊接、钎焊区域出现下列情况之一,且无有效防护措施时应停止焊接、钎焊作业:①气温低于5°C②钨极氩弧焊时风速>2m/s③雾、雨、雪环境3施工工艺流程3.1工艺操作过程3.1.1编制焊接工艺评定3.1.1.1施工单位应根据设计文件要求进行焊接工艺评定,如设计文件没有明确规定评定所要执行的标准时,焊接工艺评定可按HGJ223《铜及铜焊接及钎焊技术规程》的要求进行。
铜及铜合金扁线技术要求

铜及铜合金扁线技术要求1化学成分扁线各牌号的化学成分应符合GB/T5231的规定。
2尺寸及尺寸允许偏差2.1扁线尺寸及其允许偏差应符合下表的规定。
扁线尺寸及其允许偏差单位为毫米牌号规格(对边距)允许偏差(±)普通级高级T2、TU1、TP2、H62、H65、H66、H68、H70、H80、H85、H90B、HPb59-3、HPb62-30.5~1.00.0150.010>1.0~3.00.0200.015>3.0~6.00.0300.015>6.0~10.00.0400.020>10.00.0800.050QSn6.5-0.1、QSn6.5-0.4、QSn4-3、QSi3-1、QSn7-0.2、QSn5-0.2、QSn8-0.3、BZn15-20、BZn12-24、BZn18-20、BZn22-16、BZn25-18、BZn12-24-1.1、BZn12-37-1.50.5~1.00.0300.0150>1.0~3.00.0500.020>3.0~6.00.0700.040>6.0~10.00.0800.050>10.00.1500.080注1:经供需双方协商,可供应其他规格和允许偏差的扁线,具体要求应在合同中注明。
注2:扁线偏差等级须在订货合同中注明,否则按普通级供货。
注3:扁线不应相拧,扁线厚度的单向偏差应符合表中数值的规定。
当用户允许扁线宽度单向偏差超出表中数值的规定时,其值可为表中数值的2倍,但扁线厚度的单向偏差必需符合表中数值的规定。
2.2侧面弯曲度扁线的侧面弯度应符合下表的规定。
侧面弯曲度单位为毫米扁线宽度侧面弯曲度,不大于0.5~5.010(在任何2000mm长度上)>5.015(在任何2000mm长度上)2.3边棱形状通常扁线应带有商业通用方角,如订货时有规定,则应按下表所规定的边棱形状供货。
扁线圆角半径单位为毫米方角尖角圆角(如图1)厚度t≤1.5>1.5~5>5≤53~5圆角半径r≤0.3≤0.4≤1.0≤0.08≤1.0扁线圆边曲率半径单位为毫米圆边(如图2)全圆边(如图3)厚度t≤5≥0.5圆边曲率半径R≤1.25t≤0.75t全圆边注:圆角的圆弧不一定正切于"点,但产品一般不应带尖锐、粗糙或突出的边棱。
铜管管件加工工艺标准

铜管管件加工工艺标准1 范围本标准适用于公司所生产的产品中的铜管管件加工。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
2.1 GB/T 1531-2009 铜及铜合金毛细管2.2 GB/T 1527-2006 铜及铜合金拉制管2.3 QB/T 1109-1991 不锈钢、铜管路连接件。
3 加工工艺流程下料去毛刺弯管墩台打孔扩口缩口翻翻弯缩扩缩翻扩翻弯弯边边管口口口边口边管管去毛刺脱脂 1流量测试(注:毛细管组焊接整形件和分路头组件需测试)入库4 铜管一般要求4.1 密封冷媒系统要求管件内部表面清洁、无氧化、无水、无油等;4.2 不允许使用带有裂纹、不圆变形、扭曲、可见砂眼、喷墨(铜管厂检测有缺陷的标记)、发黑(氧化)等缺陷的铜管。
5 铜管加工要求总则5.1 管路的加工按设计图纸进行,形状、尺寸应符合设计要求;5.2 断口处直径改变应在铜管标准直径的2%以内,且断口不允许有飞边,毛刺;5.3 管件要脱油、去污、无铜屑,内外表面光洁,不许有油污、伤痕、氧化皮;5.4 焊接过程必须充氮保护,焊后用2.8~3.0MPa的干燥压缩空气吹净内部。
6 铜管下料、去毛刺6.1 设备及操作要求6.1.1 使用工具:割管刀,有效直尺,定位块根据图纸要求的尺寸和管径,用直量取相应的长度,放置定位块6.1.2 铜管需定位固定后,再用割刀拆下,要保证割口平齐,不变形6.1.3 操作中,不允许戴手套,但去毛刺可以戴手套操作,防止毛线进入铜管。
6.1.4 切割过程中,铜管均匀进给,以保证管口圆滑。
6.1.5 当管径小于(等于)Φ12mm,可多根(不多于10根)一起下料;当管径大于Φ12mm,或长度小于60mm的铜管必须单独进行下料。
中外铜及铜合金标准对照
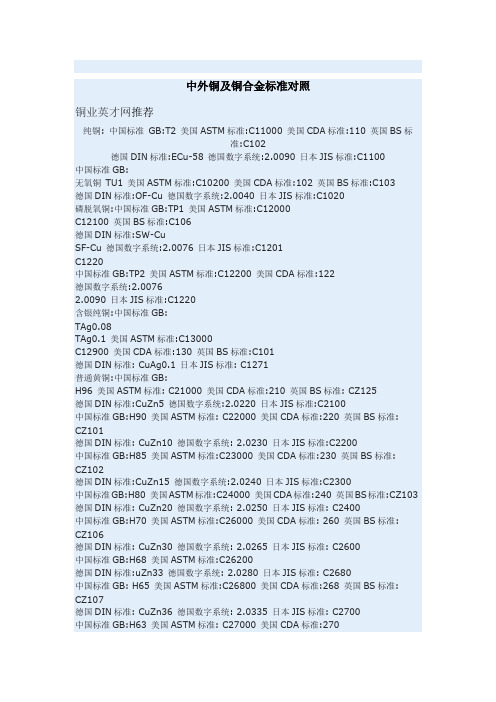
中外铜及铜合金标准对照铜业英才网推荐纯铜: 中国标准GB:T2 美国ASTM标准:C11000 美国CDA标准:110 英国BS标准:C102德国DIN标准:ECu-58 德国数字系统:2.0090 日本JIS标准:C1100中国标准GB:无氧铜TU1 美国ASTM标准:C10200 美国CDA标准:102 英国BS标准:C103德国DIN标准:OF-Cu 德国数字系统:2.0040 日本JIS标准:C1020磷脱氧铜:中国标准GB:TP1 美国ASTM标准:C12000C12100 英国BS标准:C106德国DIN标准:SW-CuSF-Cu 德国数字系统:2.0076 日本JIS标准:C1201C1220中国标准GB:TP2 美国ASTM标准:C12200 美国CDA标准:122德国数字系统:2.00762.0090 日本JIS标准:C1220含银纯铜:中国标准GB:TAg0.08TAg0.1 美国ASTM标准:C13000C12900 美国CDA标准:130 英国BS标准:C101德国DIN标准: CuAg0.1 日本JIS标准: C1271普通黄铜:中国标准GB:H96 美国ASTM标准: C21000 美国CDA标准:210 英国BS标准: CZ125德国DIN标准:CuZn5 德国数字系统:2.0220 日本JIS标准:C2100中国标准GB:H90 美国ASTM标准: C22000 美国CDA标准:220 英国BS标准:CZ101德国DIN标准: CuZn10 德国数字系统: 2.0230 日本JIS标准:C2200中国标准GB:H85 美国ASTM标准:C23000 美国CDA标准:230 英国BS标准:CZ102德国DIN标准:CuZn15 德国数字系统:2.0240 日本JIS标准:C2300中国标准GB:H80 美国ASTM标准:C24000 美国CDA标准:240 英国BS标准:CZ103 德国DIN标准: CuZn20 德国数字系统: 2.0250 日本JIS标准: C2400中国标准GB:H70 美国ASTM标准:C26000 美国CDA标准: 260 英国BS标准:CZ106德国DIN标准: CuZn30 德国数字系统: 2.0265 日本JIS标准: C2600中国标准GB:H68 美国ASTM标准:C26200德国DIN标准:uZn33 德国数字系统: 2.0280 日本JIS标准: C2680中国标准GB: H65 美国ASTM标准:C26800 美国CDA标准:268 英国BS标准:CZ107德国DIN标准: CuZn36 德国数字系统: 2.0335 日本JIS标准: C2700中国标准GB:H63 美国ASTM标准: C27000 美国CDA标准:270CZ108德国DIN标准: CuZn37 德国数字系统: 2.0321 日本JIS标准: C2720中国标准GB: H60 美国ASTM标准: C27200C28000 美国CDA标准:280 英国BS标准: CZ109德国DIN标准:CuZn40 德国数字系统:2.0360 日本JIS标准: C2800C2801铅黄铜:中国标准GB: HPb63-3 美国ASTM标准: C34500C34700 美国CDA标准: 315347 英国BS标准: CZ119 CZ124德国DIN标准: CuZn36Pb1.5CuZn36Pb3 德国数字系统: 2.0331 日本JIS标准:C3560中国标准GB: HPb63-0.1 美国ASTM标准: C34900德国DIN标准:CuZn37Pb0.5德国数字系统: 2.0332中国标准GB:HPb60-2 美国ASTM标准: C36000 英国BS标准: CZ120日本JIS标准: C3713 C3604中国标准GB:HPb59-2 美国ASTM标准: C35300德国DIN标准:CuZn39Pb2 英国BS标准: C3771中国标准GB: HPb59-1 美国ASTM标准: C37800 英国BS标准: CZ122德国DIN标准:CuZn39Pb3 德国数字系统: 2.0380 日本JIS标准: C3710中国标准GB: HPb58-2.5 美国ASTM标准: C38000 英国BS标准: CZ121德国数字系统:2.0401 日本JIS标准: C3603铝黄铜:中国标准GB: HAl77-2 美国ASTM标准: C68700 美国CDA标准:687 英国BS 标准: CZ110德国DIN标准: CuZn22Al德国数字系统: 2.0460 日本JIS标准: C6870中国标准GB:HAi66-6-3-2美国CDA标准: 670 日本JIS标准: C6872中国标准GB: HAi60-1-1 美国ASTM标准:C67000 美国CDA标准: 678德国DIN标准:CuZn37Al 德国数字系统: 2.0510 日本JIS标准: C6782中国标准GB: HAl59-3-2 美国ASTM标准:C67800德国DIN标准: CuZn35Ni 德国数字系统: 2.0540硅黄铜:中国标准GB:HSi80-3 美国ASTM标准: C69400锰黄铜:中国标准GB: HMn58-2 美国ASTM标准: C67400德国DIN标准: CuZn40Mn 德国数字系统: 2.0572中国标准GB: HMn57-3-1德国DIN标准: CuZn35Ni 德国数字系统: 2.0540铁黄铜:中国标准GB:HFE59-1-1 美国ASTM标准: C67820德国DIN标准:CuZn39Sn 德国数字系统:2.0530 日本JIS标准: C6782锡青铜中国标准GB: QSn4-4-4 美国ASTM标准: C54400 美国CDA标准:544日本JIS标准: C5441中国标准GB:QSn6.5-0.1美国CDA标准: 519 英国BS标准: PB100中国标准GB: QSn7-0.2 美国ASTM标准: C52100 美国CDA标准: 521 英国BS标准:PB104德国DIN标准: CuSn8 德国数字系统: 2.1030 日本JIS标准: C5212标准: PB101德国DIN标准: CuSn2 德国数字系统:2.1010 日本JIS标准:C5212C5101铝青铜:中国标准GB:QAl5 美国ASTM标准:C60600 英国BS标准: CA101德国DIN标准: CuAl5 德国数字系统: 2.0916中国标准GB: QAl7 美国ASTM标准: C60800 英国BS标准: CA102德国DIN标准:CuAl8 德国数字系统: 2.0920中国标准GB: QAl9-2 美国ASTM标准:C61000德国DIN标准: CuAl9Mn 德国数字系统: 2.0960中国标准GB: QAl9-4 英国BS标准: CA103德国DIN标准: CuAl8Fe 德国数字系统: 2.0930中国标准GB:QAl10-3-1.5美国ASTM标准: C61900 英国BS标准: CA106德国DIN标准: CuAl10Fe德国数字系统: 2.0936 日本JIS标准:C6161中国标准GB:QAl10-4-4 美国ASTM标准: C63000C63200 美国CDA标准: 630 英国BS标准: CA104 CA105德国DIN标准:CuAl10Ni 德国数字系统: 2.0966 日本JIS标准: C6301硅青铜:中国标准GB: QSi1-3 美国ASTM标准:C64700 英国BS标准: DTD 498德国DIN标准: CuNi2SiCuNi3Si 德国数字系统:2.0855 2.0857中国标准GB:QSi3-1 美国ASTM标准: C65500 C65800 英国BS标准: CS101德国DIN标准: CuSi3Mn 德国数字系统: 2.1525铬青铜:中国标准GB:QCr0.5 美国ASTM标准: C18100C18200C18400 美国CDA标准: 185 英国BS标准: CC101德国DIN标准: CuCr 德国数字系统: 2.1291铬锆铜中国标准GB:QCr0.5-0.1美国ASTM标准: C18150白铜.中国标准GB:BFe10-1-1.美国ASTM标准: C70600.中国标准GB:BFe30-1-1.美国ASTM标准:C71500.。
国家标准《铜及铜合金板材》编制说明

《铜及铜合金板材》征求意见稿编制说明根据全国有色金属标准化技术委员会,有色标委(2006)第13号《关于下达2006-2008年国家标准修订计划的通知》要求,其中2006-2008年国家标准修订项目表中23-29项《铜及铜合金板材》国家标准由中铝上海铜业有限公司、中铝洛阳铜业有限公司负责起草。
为适应我国加入WTO的需要,有利于与国际接轨,提高我国的国家标准的水平,我们查阅了许多国外先进标准,如:美国的ASTM标准、欧盟的EN 标准、日本JIS标准和ISO国际标准,并结合我国的实际情况,对原有国家标准GB/T 2040-2002《铜及铜合金板材》﹑GB/T 2044-1980《镉青铜板》﹑GB/T 2045-1980《铬青铜板》﹑GB/T 2046-1980《锰青铜板》﹑GB/T 2047-1989《硅青铜板》﹑GB/T 2049-1980《锡锌铅青铜板》、GB/T 2052-1980《锰白铜板》﹑GB/T 2531-1981《热交换固定板用黄铜板》八个板材标准进行了综合修订。
通过对国外先进标准的研究,决定修改采用欧盟标准EN1652《铜及铜合金-厚板、薄板、带和片的一般要求》进行编制。
本次修订的标准与原标准、JIS标准的对比结果如下:一、本次标准的修订与原标准相比进行了如下改动:1.纯铜类(T2、T3、TP1、TP2、TU1、TU2)黄铜类(H96、H90、H85、H80、H70、H68、H65)力学性能等同采用EN1652,锡青铜类(QSn4-0.3、QSn6.5-0.1、 QSn 8-0.3)力学性能修改采用EN1652,其它牌号的要求按原国标执行。
2.纯铜类板材取消了1/4硬(Y4)状态,增加了特硬态(T)。
3.黄铜类板材增加了H85牌号(状态为M、Y2、Y、T),H96黄铜增加了半硬态(Y2),H80黄铜增加了半硬态(Y2)和特硬态(T),H65、H68、H70机械性能指标单列,H65、H68、H70取消了1/4硬(Y4)状态,H65增加了弹硬态(T1)。
铜及铜合金ppt课件
铸造工艺
01
02
03
连续铸造
将熔融的铜液连续浇注到 结晶器中,冷却后得到一 定规格的铜材。
模铸ห้องสมุดไป่ตู้
将熔融的铜液浇注入铸型 内,冷却凝固后获得所需 形状和规格的铜铸件。
压力铸造
在高压下将熔融的铜液注 入模具,使铜液快速冷却 凝固,形成精密、复杂的 铜铸件。
加工工艺
轧制
通过轧机对铜及铜合金进 行塑性加工,使其成为一 定规格的板、带、箔等产 品。
与其他金属的兼容性
铜及铜合金能够与某些其他金 属结合,形成具有特定性能的
合金。
力学性能
01
02
03
04
强度与硬度
铜及铜合金具有较高的强度和 硬度,能够承受一定的压力和
摩擦力。
塑性与延展性
铜及铜合金具有良好的塑性和 延展性,易于加工成各种形状
和尺寸的制品。
疲劳与断裂韧性
在循环载荷下,铜及铜合金可 能发生疲劳断裂,需关注其疲
铜及铜合金的表面处理技术
抛光
01
通过抛光处理,使铜及铜合金表面光滑平整,减少腐蚀介质附
着。
喷涂
02
采用喷涂技术,在铜及铜合金表面形成均匀的涂层,提高抗腐
蚀性能。
阳极氧化
03
通过阳极氧化处理,使铜及铜合金表面形成一层致密的氧化膜
,增强耐腐蚀性。
05
铜及铜合金的市场与发展趋势
全球铜及铜合金市场概况
机械腐蚀
铜及铜合金在受到外力作用时,如摩擦、冲击等,表面发生破坏, 引发腐蚀。
铜及铜合金的防腐蚀方法
表面涂层
在铜及铜合金表面涂覆防腐蚀涂层,如油漆、树 脂等,隔离金属与外界环境。
铜合金术语
铜及铜合金术语Copper and copper alloys—terms and definitions1、主题内容和适用规范本标准规定了铜及铜合金材料、未加工产品、加工产品、铸件、加工和处理方法的术语和定义。
本标准适用于铜及铜合金。
2、材料materials2.1一般术语general terms2.1.1合金alloys :由基体金属元素和合金元素组成并含有杂质的金属物质。
2.1.2基体金属元素basic metallic element:合金中质量占支配地位的元素。
2.1.3合金元素alloying element :为使金属具有某些特性,加入基体金属或残留在合金中的金属元素或非金属元素。
2.1.4杂质impurity:并非有意加入或残留在金属中的金属元素或非金属元素。
2.1.5加工(变形)合金wrought a lloy :主要用于热、冷塑性变形制造加工产品的合金。
2.1.6铸造合金casting alloy :主要用于生产铸件的合金。
2.1.7中间合金master alloy:作为添加料加入熔融金属中,用于调解或控制化学成分的合金。
2.1.8可热处理(强化)合金heat-treatable alloy :通过适当的热处理可以被强化的合金。
2.1.9不可热处理(强化)合金non-heat-treatable alloy :只能用冷加工强化,实质上不能通过热处理强化的合金。
2.2未精炼铜unrefined copper2.2.1冰铜copper matte :主要由硫化亚铜和硫化亚铁组成的中间产品。
2.2.2黑铜black copper:通常用鼓风炉熔炼废杂铜或(和)氧化铜矿石而产生的含杂质较多的铜,铜含量一般为60%--85% 。
2.2.3粗铜(泡铜)blister copper :用转炉吹炼冰铜而产生的纯度不高的铜,粗铜中铜含量一般为98%。
2.2.4沉淀铜cement copper:通常用铁从含铜的水溶液中置换、沉淀而获得的铜和氧化铜的不纯混合物,按干量计算铜含量一般为50%--85% 。
加工铜及铜合金牌号和化学成分
加工铜及铜合金牌号和化学成分
摘要:
本文档旨在提供关于加工铜及铜合金牌号和其化学成分的详细信息。
首先,我们将介绍铜的重要性以及一些常用的加工铜产品。
然后,我们将详细列出不同牌号的铜合金,并提供其化学成分。
最后,我们将讨论不同牌号铜的应用领域和特点,为读者提供更全面的了解。
1.引言
铜是一种重要的金属材料,具有优异的导热性、导电性和耐腐蚀性。
由于其良好的加工性能和广泛的应用领域,铜及其合金在电子、建筑、航空航天和汽车等行业起着重要作用。
2.常见加工铜产品
2.1纯铜板材
2.2纯铜管材
2.3铜带材
2.4铜棒材
3.铜合金的牌号和化学成分
3.1黄铜
3.2铝青铜
3.3锌铝青铜
3.4锌镍铝青铜
4.牌号铜合金的应用领域和特点
4.1黄铜的应用和特点
4.2铝青铜的应用和特点
4.3锌铝青铜的应用和特点
4.4锌镍铝青铜的应用和特点
5.结论
本文详细介绍了加工铜及铜合金的牌号和化学成分。
了解不同牌号铜
合金的应用领域和特点可以帮助读者选择适合自己需求的材料。
希望本草
案能为读者提供全面的信息,以促进加工铜材料的应用和发展。
[1] Beall, G. H. (2002). Copper and copper alloys. ASM international.
注意:本文档为草案,具体内容可能会根据实际需求进行修改和完善。
SGBZ-0521紫铜、黄铜管道安装施工工艺标准
建筑设备安装分项工程施工工艺标准—建筑给水、排水及采暖工程部分
纵向划痕深度如表 2.1.4 所示;偏横向的凹入深度或凸出高度不大于 0.35mm;瘢疤碰伤、
起泡及凹坑,其深度不超过 0.03mm,其面积不超过管子表面积的 30%。用作导管时其面积则不
超过管子表面积的 0.5%。
铜及铜合金管纵向划痕深度规定 表 2.1.4
泛用于钎焊碳钢、铸铁及硬质合金刀具等。施焊时,应配用铜气焊溶剂。
1
建筑设备安装分项工程施工工艺标准—建筑给水、排水及采暖工程部分
HS X XX
表示同一类型的不同代号
表示铜及铜合金
表示焊丝
铜及铜合金焊丝主要成份、性能及用途见表 2.1.7。 铜及铜合金焊丝主要成份、性能及用途表 2.1.7
相当部标 焊丝牌号
2.2 常用机具:
2.2.1 机具:砂轮锯、手电钻、台钻、冲击电钻、直流电焊机、氩弧焊机等。
2.2.2 工具:活扳手、扳手、手锤、錾子、划针、台虎钳、手锯、弯管机、扳边器、手动
试压泵、橡皮锤、调直器、锉刀、氧气瓶、乙炔气瓶、氧气表、压力表、乙炔表、气焊枪、割
枪、电焊把线、电焊钳子、克丝钳子、改锥、榔头。
2.2.3 量具:钢卷尺、钢板尺、水平尺、法兰角尺、焊接检验尺、量角规、油标卡尺、线
坠、水准仪、经纬仪。
2.3 作业条件:
2.3.1 与管道有关的土建工程施工完毕,并且已经验收合格,且能保证铜管安装连续进行。
2.3.2 与管道连接的设备已找平、找正并固定,二次灌浆已完成。 2.3.3 所需图纸、资料和技术文件等已成为齐备,并且已经过图纸会审、设计交底。 2.3.4 施工方案已经编制完成,施工人员已性签发了“工程任务单”和“限额领料单”。必 要的技术培训已完成。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
sigma)指材料在拉断
前承受最大应力值 前承受最大应力值,表征材料抵抗破 最大应力
• 应力:单位面积上所承受的附加内力,σ表示应力 应力:单位面积上所承受的附加内力, • 应变:当材料在外力作用下不能产生位移时,它的 应变:当材料在外力作用下不能产生位移时, 几何形状和尺寸将发生变化。 几何形状和尺寸将发生变化。 • 内应力:在结构上无外力作用时保留于物体内部的 内应力: 因受力、湿度、温度变化, 应力 。(因受力、湿度、温度变化,溶剂等而变形 )
浙江工贸职业技术学院
浙江工贸职业技术学院
纯铜加工性能
• 具有高的塑性,可冷、热压力加工,可制成管、 具有高的塑性, 热压力加工,可制成管、 棒、线、条、带、板、箔等铜材 。
• 经冷加工变形后强度增至 经冷加工变形后强度增至392MPa~490MPa,塑性显著 , 降低,伸长率可降至6%,硬度 为1100~1300MPa 。 降低,伸长率可降至 ,硬度HB为
纳米铜的室温超塑性
浙江工贸职业技术学院
• 冷加工:指在低于再结晶温度下使金属产生塑性变 冷加工: 形的加工工艺。 形的加工工艺。 • 冷作硬化:在常温或再结晶温度以下的加工,能显 冷作硬化:在常温或再结晶温度以下的加工, 著提高强度和硬度,降低塑性和冲击韧性, 著提高强度和硬度,降低塑性和冲击韧性,称为冷 作硬化。 作硬化。
浙江工贸职业技术学院
浙江工贸职业技术学院
黄铜的分类
• 根据黄铜中所含合金元素种类的不同,黄铜分 根据黄铜中所含合金元素种类的不同, 普通黄铜和特殊(复杂)黄铜两种 两种。 为普通黄铜和特殊(复杂)黄铜两种。 • 普通黄铜是铜锌二元合金。如果是由二种以上 普通黄铜是铜锌二元合金。 的元素组成的多种合金就称为特殊黄铜。如由 的元素组成的多种合金就称为特殊黄铜。 特殊黄铜 硅组成的铜合金。 铅、锡、锰、镍、铅、铁、硅组成的铜合金。 • 在眼镜行业中,通常采用HPb59-1铅黄铜来制 在眼镜行业中,通常采用 铅黄铜来制 铅黄铜 造中低档眼镜铰链和配件。 造中低档眼镜铰链和配件。
浙江工贸职业技术学院
莫氏硬度
• 表示矿物硬度的一种标准。1824年由德国矿物学 表示矿物硬度的一种标准。 年由德国矿物学 家莫斯(Frederich Mohs)首先提出。应用划痕法将 首先提出。 家莫斯 首先提出 棱锥形金刚钻针刻划所试矿物的表面而发生划痕, 棱锥形金刚钻针刻划所试矿物的表面而发生划痕 习惯上矿物学或宝石学上都是用莫氏硬度。 习惯上矿物学或宝石学上都是用莫氏硬度。用测 得的划痕的深度分十级来表示硬度 • 指甲(2-2.5度)、小刀(5-5.5度)、玻璃(6度)、 指甲( 小刀( 玻璃( 度)、小刀 度)、玻璃 度 钢锉( 度 钢锉(7度)来测定物质硬度
浙江工贸职业技术学院
• 退火:将金属缓慢加热到一定温度,保持足够时 退火:将金属缓慢加热到一定温度, 间,然后以适宜速度冷却(通常是缓慢冷却,有时 然后以适宜速度冷却(通常是缓慢冷却, 是控制冷却)的一种金属热处理工艺。 是控制冷却)的一种金属热处理工艺。 • 目的:是使经过铸造、锻轧、焊接或切削加工的 目的:是使经过铸造、锻轧、 材料或工件软化,改善塑性和韧性, 材料或工件软化,改善塑性和韧性,使化学成分 均匀化,去除残余应力,或得到预期的物理性பைடு நூலகம்。 均匀化,去除残余应力,或得到预期的物理性能。 • 纯铜的冷作硬化可通过 纯铜的冷作硬化可通过550~660℃退火消除。 ℃退火消除。
金属在热轧时变形和再结晶的示意图
最低再结晶温度=0.4Tm
浙江工贸职业技术学院
纯铜中的杂质分类
大致可以分为三类: 大致可以分为三类: ①几乎不固溶于铜,并与铜形成熔点较高的脆性 几乎不固溶于铜 化合物的杂质,如硫和氧等(导致冷脆) ; 化合物的杂质,如硫和氧 导致冷脆) ②很少固溶于铜,并与铜形成易熔共晶的杂质, 很少固溶于铜 并与铜形成易熔共晶的杂质, 如铅和铋等(导致热脆); 如铅和铋等(导致热脆); ③固溶于铜的杂质及微量元素,如铁、铝、镍、 固溶于铜的杂质及微量元素,如铁、 铜的杂质及微量元素 锡、锌、银、镉、砷、锑、磷等。 磷等。
孔雀石
浙江工贸职业技术学院
黄铜矿CuFeS2 黄铜矿CuFeS
蓝铜矿Cu 蓝铜矿Cu3(CO3)2(OH)2
赤铜矿Cu 赤铜矿Cu2O
辉铜矿Cu 辉铜矿Cu2S
浙江工贸职业技术学院
铜的用途
• 每生产 万发子弹,需用铜13--14吨 (炮铜) 每生产100万发子弹,需用铜 万发子弹 吨 炮铜) • 电力输送中需要大量消耗高导电性的铜 • 1996年建成的香港天坛大佛,使用锡、锌、铅青铜铸造拼接而成, 年建成的香港天坛大佛,使用锡、 年建成的香港天坛大佛 青铜铸造拼接而成, 铸造拼接而成 年建成的浙江普陀山南海观音大佛, 高26米,重206吨。1997年建成的浙江普陀山南海观音大佛,高20 米 吨 年建成的浙江普陀山南海观音大佛 米,重 70吨 吨 • 在铜币的应用中,除了变化尺寸以外, 在铜币的应用中,除了变化尺寸以外, 可以很方便地采用不同合金成分、 可以很方便地采用不同合金成分、改 变合金色彩来制造和区分不同面值的 货币。常用的有含 %镍的“银币 银币”, 货币。常用的有含25%镍的 银币 , 含 20%锌和 %锡的黄铜币以及含少 %锌和1% 量锡( )和锌( 量锡(3%)和锌(l.5%)的“铜”币 ) 铜 币
浙江工贸职业技术学院
2.1 铜及铜合金
轻工系 曹明
浙江工贸职业技术学院
1、铜元素
•金属铜是唯一的能大量天 金属铜是唯一的能大量天 然产出的金属, 然产出的金属,也存在于各 种矿石(例如黄铜矿 例如黄铜矿、 种矿石 例如黄铜矿、辉铜 斑铜矿、 矿、斑铜矿、赤铜矿和孔雀 石CuSO4 ·2H2O)中 。 中
浙江工贸职业技术学院
浙江工贸职业技术学院
纯铜的物理性质
•元素符号 ,原子量 元素符号Cu,原子量63.5 元素符号 •铜具有良好的导电、导热性,仅次 铜具有良好的导电、导热性, 铜具有良好的导电 于银而居第二 •焰色反应呈绿色。 焰色反应呈绿色。 焰色反应呈绿色 •密度 密度8.92g/cm3 密度 •熔点 熔点1083℃ 熔点 ℃ •莫氏硬度:3 莫氏硬度: 莫氏硬度
浙江工贸职业技术学院
浙江工贸职业技术学院
皮肤 • 伸长率:指材料受外力 伸长率: (拉力)作用断裂时, 拉力)作用断裂时, 试棒伸长的长度与原来 长度的百分比。代号: 长度的百分比。代号: 单位: δ(Delta);单位:%
浙江工贸职业技术学院
• 硬度:固体材料对外界物体压陷、刻划等作用的局部抵 硬度:固体材料对外界物体压陷、 抗能力,是衡量材料软硬程度的一个指标。 抗能力,是衡量材料软硬程度的一个指标。
浙江工贸职业技术学院
• 在金属的再结晶温度以上的塑性变形加工称为热加工。 在金属的再结晶温度以上的塑性变形加工称为热加工 热加工。 • 由于温度处于再结晶温度以上,金属材料发生塑性变形后, 由于温度处于再结晶温度以上,金属材料发生塑性变形后, 随即发生再结晶过程。 随即发生再结晶过程。因此塑性变形引起的加工硬化效应 随即被再结晶过程的软化作用所消除, 随即被再结晶过程的软化作用所消除,使材料保持良好的 塑性状态。 塑性状态。
浙江工贸职业技术学院
浙江工贸职业技术学院
浙江工贸职业技术学院
铸态黄铜的机械性能与含锌量及组织的关系
浙江工贸职业技术学院
普通黄铜机械性能
• 对于 黄铜,随着含锌量的增多,σb和δ均不断增高。 对于α黄铜,随着含锌量的增多, 均不断增高。 黄铜 均不断增高 • 对于(α+β)黄铜,当含锌量增加到约为45%之前,室温 对于( )黄铜,当含锌量增加到约为 之前, 之前 强度不断提高。若再进一步增加含锌量,则由于合金组 强度不断提高。若再进一步增加含锌量, 织中出现了脆性更大的γ 织中出现了脆性更大的γ相(以Cu5Zn8化合物为基的固 溶体),强度急剧降低。( 塑性则 溶体),强度急剧降低。(α+β)黄铜的室温塑性则始终 ),强度急剧降低。( )黄铜的室温塑性 随含锌量的增加而降低。所以含锌量超过 随含锌量的增加而降低。所以含锌量超过45%的铜锌合 的铜锌合 金无实用价值。 金无实用价值。
浙江工贸职业技术学院
合金) (一)黄铜(Cu-Zn合金) 黄铜( 合金
• 黄铜具有良好的工艺性能、机械性能、较高的 黄铜具有良好的工艺性能、机械性能、 导电和导热性,黄铜还具有价格便宜优点。 导电和导热性,黄铜还具有价格便宜优点。
• 黄铜随着含锌量的增加,其色泽由金红向黄、 黄铜随着含锌量的增加,其色泽由金红向黄、 金黄、白色逐渐变化,是有色金属中应用最广 金黄、白色逐渐变化, 的合金材料之一。 的合金材料之一。
金刚石为滑石的4192倍 金刚石为滑石的4192倍 4192
浙江工贸职业技术学院
纯铜的化学性能
• 铜和它的一些合金有较好的耐腐蚀能力,室 铜和它的一些合金有较好的耐腐蚀能力 耐腐蚀能力, 外常温下铜在大气中的氧化速度很慢, 外常温下铜在大气中的氧化速度很慢,表面 生成一层黑色氧化性保护膜。温度高于130℃ 生成一层黑色氧化性保护膜。温度高于 ℃ 铜的氧化速度才开始增加。 后,铜的氧化速度才开始增加。高温下铜的 表面生成一层致密的红色氧化亚铜 红色氧化亚铜( 表面生成一层致密的红色氧化亚铜(Cu2O) ) 铜在潮湿空气中久置后, 膜。铜在潮湿空气中久置后,铜表面会生成 一层铜绿 铜绿, 一层铜绿,[Cu (OH)2 · Cu CO3] 或[CuSO4· C u(OH)2] 。
浙江工贸职业技术学院
2 铜合金
• 合金:由两种或两种以上的金属或非金属所组成的 合金: 具有金属特性的物质。 具有金属特性的物质。
• 目前已能制备 目前已能制备1600多种铜合金,主要的系列有: 多种铜合金,主要的系列有: 多种铜合金
• 铜锌合金 • 铜锡合金 • 铜镍合金 • 锰铜合金 • 铍(青)铜合金