铝塑膜的比热容
铝塑膜检验报告
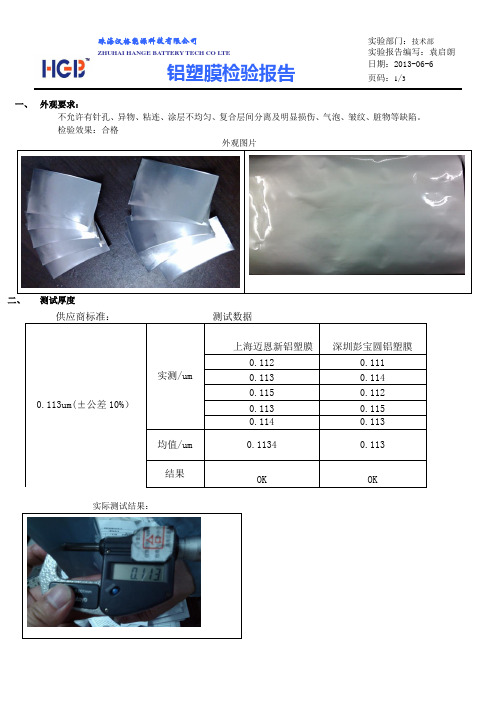
一、外观要求:不允许有针孔、异物、粘连、涂层不均匀、复合层间分离及明显损伤、气泡、皱纹、脏物等缺陷。
检验效果:合格外观图片二、测试厚度供应商标准:测试数据0.113um(±公差10%)实测/um上海迈恩新铝塑膜深圳彭宝圆铝塑膜0.112 0.1110.113 0.1140.115 0.1120.113 0.1150.114 0.113均值/um 0.1134 0.113结果OK OK实际测试结果:检验效果:合格三、冷冲压成型性实验方案:按规定型号设计深度冲膜不允许分层、破裂、针孔漏光项目方案1 方案2 铝塑膜厂家上海铝塑膜深圳铝塑膜设计深度 4.0/3.0 4.0/3.0 模具80570 80570 实验材料辅料上海铝塑膜实验数据槽深项目冲壳深度设备参数平均值 5.0 压力冲壳时间拉伸时间最小值 4.8 0.75Mpa 0.8S最大值 5.3深圳铝塑膜实验数据槽深项目冲壳深度设备参数平均值 5.0 压力冲壳时间拉伸时间最小值 4.8 0.75Mpa 0.8S最大值 5.3冲压后图片检验效果:按规定型号设计深度冲膜无分层、破裂、针孔漏光,经检验合格。
四、耐电解液浸泡试验实验方案:温度45 ℃用电解液浸泡48小时1.不允许铝层以PP分层铝层导通;2.尼龙层以铝层分层后铝层不能变色。
里层图片外层图片检验效果:PP层无分层检查不导通检验合格五、熔胶试验实验方案:撕开封接处,铝塑膜两边粘有均匀CPP并带乳白色封口实验数据:上海铝塑膜深圳铝塑膜设备参数设备参数项目顶封验证效果项目顶封验证效果压力0.26Mpa 正常压力0.26Mpa 正常上模温度193℃正常上模温度193℃正常下模温度241℃正常下模温度241℃正常封口时间3S 正常封口时间3S 正常封口效果铝带极耳焦处过熔封口效果铝带极耳焦处过熔六、顶封装拉力测试溶胶效果照片过熔实验方案:顶封压力3.5~4kgf/cm 2、上模温度190℃、下模温度250℃、封口时间3S 、封头宽度2MM 封装铝塑膜后裁切小片8MM 宽度±0.5MM 、长度20-25MM 测试溶胶拉力。
铝塑膜技术资料(仅供参考)
1)延伸性冲深:夹具压力较大,边缘部分固定没有对冲深部分补给。成型时边缘 部分完全由底部补偿,这种方法冲深浅,可调性差,目前较少采用。 2)补偿性冲深:①方法:夹具压力可调,冲深部位可由边缘及底部补偿,此方法 冲深深,被普遍采用。 ②夹具压力调整方法:夹具由松到紧,根据四角边缘纹路适合程度,来确定夹 具合适的压力。
正视图
俯视图
图2 冲头冲深面中空以防真空
图3 应用于大体积
备注:ALF冲深程度指标 四角最薄处厚度不小于原来的50% CPP40(60-65μm)
11
成型工艺(模具冲深能力判定方法)
1.模具冲深能力判定方法.
成形深度T T T+0.5 T+1.0 T+1.5 T+2.0 1 ○ ○ ○ ○ ○ 2 ○ ○ ○ ○ ○ 3 ○ ○ ○ ○ ╳ 4 ○ ○ ○ ╳ ╳ 5 ○ ○ ╳ ╳ ╳
24
控制此工艺的意义: 在生产过程中,如果不控制此工艺,导致 图中红色的部分被电解液污染,则必然导致红 色部分后续的热封强度下降,如果在外观表现 出来我们还可以对电池做报废处理,一旦在外 观上无法识别,则对成品电池品质形成极大隐 患,随着电池的使用,必将导致粘结强度最低 的部分发生问题。 此工艺的推行难度在于工人的熟练度,根据其 他大厂之经验,最初的时候确实是不很顺利, 但经过探针的改进,和再探针上做标记等方 法,随着工人的熟练度增加,此工艺完全可以 得到控制。
导线 极耳
万用表 电池 导线
18
六、最新发展
1.工艺: 1)LG PET:12/AL:100/CPP:40(其中AL作硬化处理) 比较硬实 2)ALF 外再加pack ALF→不需要传统pack外壳 ON←加热、加压、热封→CPP 2.成型 目前使用昭和包装膜 Sony可以冲深到15mm ON:15/AL:40/CPP:30 Sony使用冲深到12mm ON:25/AL:40/CPP:30
软包锂离子电池铝塑膜的热封性能研究
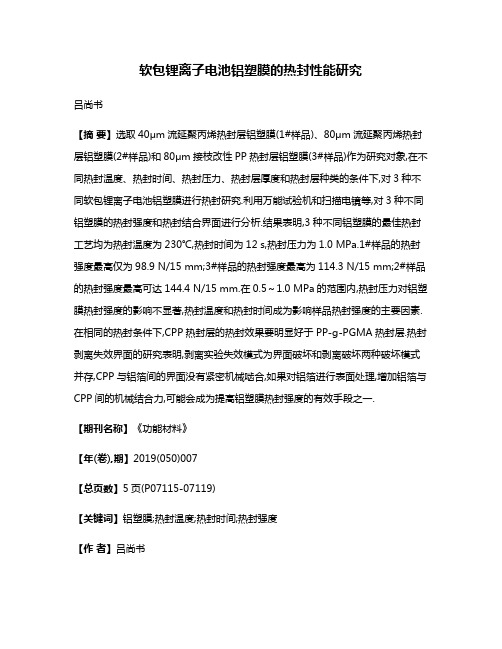
软包锂离子电池铝塑膜的热封性能研究吕尚书【摘要】选取40μm流延聚丙烯热封层铝塑膜(1#样品)、80μm流延聚丙烯热封层铝塑膜(2#样品)和80μm接枝改性PP热封层铝塑膜(3#样品)作为研究对象,在不同热封温度、热封时间、热封压力、热封层厚度和热封层种类的条件下,对3种不同软包锂离子电池铝塑膜进行热封研究.利用万能试验机和扫描电镜等,对3种不同铝塑膜的热封强度和热封结合界面进行分析.结果表明,3种不同铝塑膜的最佳热封工艺均为热封温度为230℃,热封时间为12 s,热封压力为1.0 MPa.1#样品的热封强度最高仅为98.9 N/15 mm;3#样品的热封强度最高为114.3 N/15 mm;2#样品的热封强度最高可达144.4 N/15 mm.在0.5~1.0 MPa的范围内,热封压力对铝塑膜热封强度的影响不显著,热封温度和热封时间成为影响样品热封强度的主要因素.在相同的热封条件下,CPP热封层的热封效果要明显好于PP-g-PGMA热封层.热封剥离失效界面的研究表明,剥离实验失效模式为界面破坏和剥离破坏两种破坏模式并存,CPP与铝箔间的界面没有紧密机械啮合,如果对铝箔进行表面处理,增加铝箔与CPP间的机械结合力,可能会成为提高铝塑膜热封强度的有效手段之一.【期刊名称】《功能材料》【年(卷),期】2019(050)007【总页数】5页(P07115-07119)【关键词】铝塑膜;热封温度;热封时间;热封强度【作者】吕尚书【作者单位】重庆工商大学制造装备机构设计与控制重庆市重点实验室,重庆400020;重庆工商大学机械工程学院,重庆 400020【正文语种】中文【中图分类】TM9110 引言铝塑复合薄膜是包装、建筑和冷却领域的常用功能材料,现已应用于软包锂离子电池领域(LIB)[1-3]。
锂离子电池是一种可以充放电到负载中并多次循环使用的电池。
它由一个或多个电化学电池组成,是许多便携式电信设备的基本电源。
全集 铝塑膜在电池中应用
全集| 铝塑膜在软包电池中的应用一、软包电芯介绍 (2)二、铝塑膜介绍 (2)三、铝塑膜国家标准 (2)四、检测方法 (3)4.1 剥离强度(AL/CPP) (3)4.2 电解液浸泡剥离强度 (3)4.3 二封强度 (3)4.4 冲坑 (3)4.5 水浴 (3)五、铝塑复合膜 (3)六、干法和热法铝塑膜对比 (4)6.1 性能对比 (5)6.2 制造方法对比 (5)七、铝塑膜成型工序 (5)八、软包电池顶封和侧封工序 (6)九、软包电池顶封简述 (8)9.1 软封工艺 (8)9.2 硬封工艺 (9)十、软包常用极耳胶简述 (9)10.1 凸版单层白胶 (9)10.2 凸版3层白胶 (9)10.3 DNP黑胶 (10)10.4 DNP黄胶 (10)10.5 顶封温度 (11)十一、软包电池注液和预封工艺 (11)十二、二封工艺 (12)一、软包电芯介绍电芯外包装使用铝塑膜作为包装材料的电芯;软包电芯采用热封装技术。
二、铝塑膜介绍铝塑膜需具有高阻隔性、良好的成型性、耐电解液性能;产品以外观分银膜或黑膜两类。
产品结构如下所示三、铝塑膜国家标准四、检测方法4.1 剥离强度(AL/CPP)取宽15mm、长200mm长条形样,以200mm/min速度测试剥离力度。
4.2 电解液浸泡剥离强度取宽15mm、长200mm的样品放入电解液中,恒温85℃,测试AL层与PP层的复合强度。
(标准电解液EC:DEC:DMC=1:1:1,LiPF6 1mol/L)4.3 二封强度取宽100mm、长150mm样品封装成袋子,注入3g电解液,85℃恒温恒湿72h,倒出电解液封装(压力0.4-0.6MPa,温度180℃,时间4-5s)测试热封强度。
4.4 冲坑样品(170mm*110mm)以不同深度成型(97mm*55mm),观察样品是否有破裂、凹槽、起麻点、分层现象。
成型冲深度≥7mm。
4.5 水浴将样品在冲坑机上冲坑后,放入温度60℃的恒温水浴,拿出来检测是否破裂、凹槽、起麻点、分层现象五、铝塑复合膜铝塑复合膜也叫铝塑包装膜(简称铝塑膜),铝塑膜属于复合材料,由三层构成:尼龙层、AL层与PP层。
铝塑膜封装厚度计算
铝塑膜封装厚度计算摘要:1.铝塑膜封装厚度计算的背景和意义2.铝塑膜封装厚度计算的方法3.铝塑膜封装厚度计算的实际应用4.铝塑膜封装厚度计算的未来发展趋势正文:一、铝塑膜封装厚度计算的背景和意义随着科技的进步和社会的发展,各种电子产品日益普及,给人们的生活带来了极大的便利。
在这些电子产品中,铝塑膜封装技术被广泛应用。
铝塑膜封装厚度的计算对于保证电子产品的稳定性、可靠性以及延长使用寿命具有重要意义。
二、铝塑膜封装厚度计算的方法铝塑膜封装厚度的计算主要包括以下几个步骤:1.确定铝塑膜材料的性能参数,如密度、比热容、导热系数等。
2.确定电子产品的热量产生和传递方式,以便计算所需的散热量。
3.根据铝塑膜材料的性能参数和电子产品的散热需求,选择合适的铝塑膜厚度。
4.通过实验验证和模拟仿真,优化铝塑膜封装厚度,以满足电子产品的使用要求。
三、铝塑膜封装厚度计算的实际应用铝塑膜封装厚度计算在电子产品的实际应用中具有重要作用。
例如,在智能手机、平板电脑、笔记本电脑等电子产品中,铝塑膜封装技术被广泛应用,以保证电子产品在运行过程中产生的热量能够及时有效地散发,从而保证电子产品的性能和寿命。
四、铝塑膜封装厚度计算的未来发展趋势随着电子产品的不断升级换代,铝塑膜封装厚度计算也将面临更高的要求。
未来的发展趋势将包括以下几个方面:1.铝塑膜材料的性能将得到进一步优化,以满足更高散热需求的电子产品。
2.铝塑膜封装厚度计算方法将更加精确和便捷,以提高生产效率和降低成本。
3.结合人工智能、大数据等技术,铝塑膜封装厚度计算将更加智能化和个性化。
总之,铝塑膜封装厚度计算在电子产品领域具有重要意义。
电池铝塑膜指标
电池铝塑膜指标电池铝塑膜是电池包装中的重要组成部分,其指标的好坏直接影响到电池的性能和使用寿命。
本文将从电池铝塑膜的定义、分类、性能指标、应用范围和发展趋势等方面进行探讨。
一、电池铝塑膜的定义和分类电池铝塑膜是由铝箔和塑料膜复合而成的一种薄膜材料,用于电池的包装和隔离。
根据不同的材质和结构,电池铝塑膜可以分为单层铝塑膜、双层铝塑膜和三层铝塑膜。
其中,单层铝塑膜主要用于干电池和一次性电池的包装,双层铝塑膜和三层铝塑膜则主要用于充电电池和锂离子电池的包装。
二、电池铝塑膜的性能指标电池铝塑膜的性能指标主要包括厚度、拉伸强度、热封强度、气密性、阻隔性、耐温性和耐腐蚀性等。
其中,厚度是指电池铝塑膜的厚度,一般为0.05~0.15mm。
拉伸强度是指电池铝塑膜在拉伸时的强度,一般要求在10MPa以上。
热封强度是指电池铝塑膜在热封时的强度,一般要求在0.5~1.5N/15mm。
气密性是指电池铝塑膜对气体的阻隔能力,一般要求在0.1~1.0cm3/m2·24h·0.1MPa以下。
阻隔性是指电池铝塑膜对水蒸气和氧气的阻隔能力,一般要求在0.1~1.0g/m2·24h以下。
耐温性是指电池铝塑膜在高温环境下的稳定性能,一般要求在100℃以上。
耐腐蚀性是指电池铝塑膜对电解液和其他化学物质的耐腐蚀能力,一般要求能够耐受电池中的酸碱性物质。
三、电池铝塑膜的应用范围电池铝塑膜主要应用于各种电池的包装和隔离,如干电池、一次性电池、充电电池、镍氢电池、锂离子电池等。
其中,锂离子电池是目前电池铝塑膜的主要应用领域之一。
由于锂离子电池具有高能量密度、长寿命和轻量化等优点,因此在电动汽车、智能手机、笔记本电脑、无人机等领域得到了广泛应用。
四、电池铝塑膜的发展趋势随着电动汽车、智能手机、笔记本电脑、无人机等市场的不断扩大,电池铝塑膜的需求量也在逐年增加。
未来,电池铝塑膜的发展趋势主要体现在以下几个方面:1. 材料的创新。
什么是锂电池铝塑膜?它的作用是什么?
什么是锂电池铝塑膜?它的作用是什么?软包锂电池所用的封装材料是铝塑复合膜,简称铝塑膜,主要应用于软包锂离子电池电芯外包装封装。
以铝塑膜封装的软包锂电池主要应用于3C领域,近年来逐步渗透到新能源汽车行业,为各个型号的汽车提供了安全、稳定的动力输出。
铝塑膜的设计、制造技术要求较高,目前国内90%的市场主要被日本的DNP/昭和电工、韩国栗村等日韩企业垄断,国内企业例如新纶科技、佛塑科技等公司,也正在加快铝塑膜的开发和生产,但是与日韩企业相比仍有一定差距。
铝塑膜的厚度有不同规格,其结构主要是由三种材料复合而成,由内到外分别为CPP层、Al层、尼龙层。
铝塑膜的制造方法主要有热法和干法两种,热法工艺是铝层和CPP层之间用MPP粘结,在一定温度下热压合成。
高温下MPP中范德华力被破坏,老化,抗短路性能会急剧下降。
同时,由于其分子间结构被破坏,导致韧性降低,成型过程中容易破裂。
干法工艺为在PP和铝层中间加粘结剂直接复合,采用绝缘粘结剂,无需高温处理故防短路性能要好于热法工艺。
且粘结剂本身延展性好于PP层,不需要高温处理不影响成型。
铝塑膜作为二次电池的核心材料,其市场技术壁垒高,收益高著称,该市场以42%的年均复合增长率(CAGR) 飞速增长。
据了解,由于铝塑膜生产工艺难度较高,大部分国产铝塑膜在耐电解液腐蚀性、冲深性能等方面不过关,因此目前全球及国内铝塑膜市场主要被日本DNP印刷、日本昭和电工等少数日本企业所垄断。
不过,随着国内电池技术的进步,国产铝塑膜也取得了长足进展。
例如,明冠新材借鉴在太阳能电池背板膜胶粘剂开发中积累的丰富经验,在使用进口铝塑膜胶黏剂成功开发出锂电池铝塑膜的基础上,进行了大量的材料筛选与配方工艺的优化试验,已成功研发出可替代进口胶黏剂的产品。
该胶黏剂的成功开发使用,不但打破了国外同行业的技术垄断,也使铝塑膜完全国产化又向前迈了一大步。
新纶科技、锂盾材料/格瑞普等企业也在铝塑膜市场取得良好成绩。
铝塑膜技术资料(仅供参考)
控制此工艺的意义: 在生产过程中,如果不控制此工艺,导致 图中红色的部分被电解液污染,则必然导致红 色部分后续的热封强度下降,如果在外观表现 出来我们还可以对电池做报废处理,一旦在外 观上无法识别,则对成品电池品质形成极大隐 患,随着电池的使用,必将导致粘结强度最低 的部分发生问题。 此工艺的推行难度在于工人的熟练度,根据其 他大厂之经验,最初的时候确实是不很顺利, 但经过探针的改进,和再探针上做标记等方 法,随着工人的熟练度增加,此工艺完全可以 得到控制。
导线 极耳
万用表 电池 导线
18
六、最新发展
1.工艺: 1)LG PET:12/AL:100/CPP:40(其中AL作硬化处理) 比较硬实 2)ALF 外再加pack ALF→不需要传统pack外壳 ON←加热、加压、热封→CPP 2.成型 目前使用昭和包装膜 Sony可以冲深到15mm ON:15/AL:40/CPP:30 Sony使用冲深到12mm ON:25/AL:40/CPP:30
5
热法与干法冲产品性能比较
热法:通过制作过程图示,我们可以清楚的看到在热法生 产中,加入了MPP层作为粘结PP与AL的介质。这里就给 产品带来的以下几点不利。首先热法的生产过程中,经过 长时间的高温处理,在这个过程中,导致MPP的分子间的 范徳华力被破坏,MPP老化,抗短路性能急剧下降。且因 为分子间的结构被破坏,导致韧性降低,成型过程中,容 易破裂。 热法产品中的MPP层收缩率大于PP层,所以还会导致高 温生产之后铝塑膜向PP层方向弯曲,无法用于自动线生 产。不利于未来发展之大趋势。 干法而干法生产中采用的为绝缘粘结剂,且不需要经过高 温处理,所以防短路性能远远优于热法产品。且粘结剂本 身延展性能优于PP层,且本身比较薄,又不需要经过高 温处理,所以不会影响成型。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铝塑膜的比热容
一、引言
铝塑膜是一种常见的包装材料,由铝箔和塑料薄膜复合而成。
它具有防潮、防氧化、隔热等优良性能,广泛应用于食品、医药、化妆品等行业。
本文将探讨铝塑膜的比热容,以及其在实际应用中的意义。
二、什么是比热容
比热容是指物质单位质量在温度变化下吸收或释放的热量。
它是描述物质热惯性的重要参数,通常用J/(kg·K)表示。
比热容越大,物质在温度变化下吸收或释放的热量就越多,反之则越少。
三、铝塑膜的比热容
铝塑膜的比热容主要取决于其组成材料的比热容。
铝箔的比热容为0.22J/(g·K),而塑料薄膜的比热容则因种类不同而异。
例如,聚乙烯的比热容为2.3J/(g·K),聚丙烯的比热容为2.1J/(g·K)。
因此,铝塑膜的比热容在0.5-1.5J/(g·K)之间。
四、铝塑膜比热容的意义
铝塑膜的比热容对其在实际应用中的性能有着重要的影响。
首先,铝塑膜的比热容决定了其在温度变化下的热惯性。
当环境温度变化较大
时,铝塑膜的比热容越大,其温度变化就越缓慢,从而保证了包装物
的稳定性。
其次,铝塑膜的比热容还影响着其隔热性能。
由于铝箔的导热系数很低,因此铝塑膜具有较好的隔热性能。
而塑料薄膜的比热容较大,能
够吸收较多的热量,从而进一步提高了铝塑膜的隔热性能。
最后,铝塑膜的比热容还与其加工性能有关。
在生产过程中,铝塑膜
需要进行复合、印刷、成型等多道工序。
由于不同材料的比热容不同,因此在复合过程中需要控制温度,以保证复合质量。
同时,在印刷和
成型过程中,也需要根据不同材料的比热容进行调整,以保证产品质量。
五、结论
综上所述,铝塑膜的比热容是影响其性能的重要因素之一。
它不仅决
定了铝塑膜在温度变化下的热惯性和隔热性能,还与其加工性能密切
相关。
因此,在铝塑膜的生产和应用过程中,需要充分考虑其比热容
的影响,以保证产品质量和性能。