PFMEA制作实例
pfmea例子
pfmea例子PFMEA是工程师们在生产制造、设计和开发的过程中采用的一种重要工具,它用于分析和识别潜在的失效模式及其效应,并采取一定的预防措施,以提高产品和过程的质量。
在本文中,我们将结合一个PFMEA的例子,详细介绍如何使用PFMEA工具来识别和预防潜在的失效模式和效应。
一、定义我们的例子在开始进行PFMEA之前,我们需要定义我们使用的是哪个产品或过程,以便我们进行详细的分析和评估。
假设我们的例子是汽车制造过程中的自动泊车辅助系统。
二、建立建设团队由于自动泊车辅助系统涉及多个方面,例如电子、机械、软件等,因此我们需要建立一个跨部门的团队,包括工程师、设计师、技术员、质量控制人员等,以确保每个方面都得到了充分的考虑和参与。
三、识别潜在的失效模式和效应在此阶段,我们需要对自动泊车辅助系统的各个方面进行全面的分析和评估,以确定潜在的失效模式和效应。
例如:- 失效模式:车辆无法准确自动识别和停放。
- 效应: 长期使用后车辆的设备可能出现损坏,甚至导致车辆无法启动。
- 失效模式:传感器无法正常工作。
- 效应: 使泊车过程不能安全,车辆有可能碰撞其他车辆或物体。
- 失效模式:系统软件程序出错。
- 效应:导致车辆无法正常驾驶,有可能造成交通事故。
四、确定失效模式的风险优先级在确定潜在的失效模式和效应之后,我们将确定每个失效模式的风险优先级,以便我们能够更好地了解风险大小和处理优先级。
该方法取决于失效的可能性、危害和发现可能性的乘积。
我们建议采用数字大小为1到10,数字越高则表示失效的严重性越高。
五、建立控制措施在确定失效模式和风险优先级之后,我们需要建立相应的控制措施,以减轻或避免失效的效应。
例如:- 采用多个传感器以提高准确性并减少失效的可能性。
- 建立合适的故障检测与纠正系统,在操作系统出错时的同时修复它。
- 明确系统的软件设计和开发的标准,以保证其正确性和适应性。
六、建立检测和监测措施在建立了相应的控制措施之后,我们需要建立检测和监测措施,以确保实施有效并及时告知需要采取改进措施的数据。
六步法pfmea案例
六步法pfmea案例全文共四篇示例,供读者参考第一篇示例:1. 定义团队和范围一个团队需要被组建起来来实施PFMEA,这个团队通常包括项目经理、设计师、工程师、生产人员以及质量工程师等相关专业人员,他们应该具备相应的知识和技能。
然后,需要定义分析的范围,明确要分析的产品、工艺或系统的范围和边界,以确保分析的有效性和全面性。
2. 识别失效模式在这个步骤中,团队需要对产品、工艺或系统可能存在的失效模式进行识别和分类。
通过分析历史数据、故障报告、技术文档等,确定潜在的失效模式,包括设计失效、制造失效、装配失效等。
需要对失效模式进行分类,如机械失效、电气失效、化学失效等,以便更好地进行后续的分析。
3. 评估失效的影响一旦潜在的失效模式被确定,团队需要评估这些失效模式可能带来的影响,包括安全影响、功能影响、环境影响等。
通过对失效的影响进行评估,可以确定关键的失效模式,并优先制定控制措施,以确保产品质量和可靠性。
4. 评估失效的频率和检测能力在这一步骤中,团队需要评估每个失效模式发生的频率和检测能力,即失效的可能性和检测的有效性。
通过对失效频率和检测能力的评估,可以确定高风险的失效模式,并制定相应的控制措施,以减少失效的发生和提高检测的有效性。
5. 制定和实施控制措施基于前面的分析,团队需要制定和实施相应的控制措施,以减少潜在的失效发生和影响。
这些控制措施可以包括设计改进、工艺优化、操作规程更新等,确保产品或系统在生产和使用过程中能够达到预期的性能和可靠性要求。
6. 监控和持续改进团队需要建立一个监控机制来跟踪控制措施的实施效果,并进行持续改进。
通过监控失效模式的发生和影响,可以及时调整和改进控制措施,以确保产品或系统的质量和可靠性得到持续改进。
通过六步法PFMEA的实施,可以帮助团队深入分析潜在失效模式,制定有效的控制措施,从而提高产品质量、减少生产成本和不良问题,提升企业的竞争力。
建议企业在产品设计和生产过程中广泛应用PFMEA方法,并不断优化和完善实施流程,以实现持续的质量改进和效率提升。
PFMEA实例分析
PFMEA实例分析PFMEA(Potential Failure Mode and Effects Analysis,潜在失效模式与影响分析)是一种系统的风险评估方法,用于探索潜在的失效模式、评估其对产品、过程或服务的影响,以及制定预防控制措施来降低风险。
下面是一个PFMEA实例分析。
假设我们要分析一个制造公司的生产过程中的一个关键环节-零件加工。
我们将使用PFMEA来评估并降低潜在的失效模式和影响。
第一步是识别可能的失效模式。
对于零件加工环节,可能的失效模式包括:1.零件加工尺寸不准确2.零件加工表面粗糙度超标3.零件加工过程产生内部应力4.加工过程中产生划痕或损伤第二步是评估这些失效模式对产品的影响。
针对上述失效模式,我们可以进行以下评估:1.尺寸不准确可能导致零件不适配、装配困难、功能失效等问题。
2.表面粗糙度超标可能导致密封失效、摩擦增大等问题。
3.内部应力可能导致零件变形、脆化等问题。
4.划痕或损伤可能导致零件强度降低、外观缺陷等问题。
第三步是评估当前的失效预防控制措施。
我们可以询问工艺工程师、操作员和质量控制人员等,以了解当前生产过程中已经采取的措施。
例如,我们可能已经实施了以下措施:1.使用精确的加工设备和工具,确保尺寸准确性。
2.控制切削速度和刀具磨损情况,以确保表面粗糙度控制在合理范围内。
3.热处理和退火等工艺控制,以减少内部应力的产生。
4.使用防护设备和定期维护保养,以减少划痕或损伤的发生。
第四步是根据评估结果识别潜在的失效模式和影响的优先级。
考虑到产品的重要性、客户需求以及上述评估结果,我们可以确定尺寸不准确和表面粗糙度超标对产品影响最大。
因此,这两个失效模式将被认为是优先级较高的失效模式。
第五步是制定预防控制措施,以降低这些优先级较高的失效模式和影响。
基于上述失效模式和影响的分析,在此应用中我们可能会采取以下预防控制措施:1.实施更严格的尺寸测量和控制,以确保尺寸准确性。
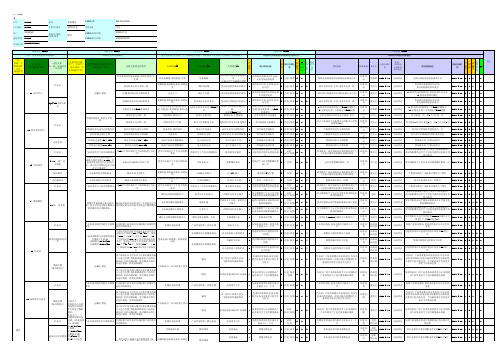
机械加工pfmea案例
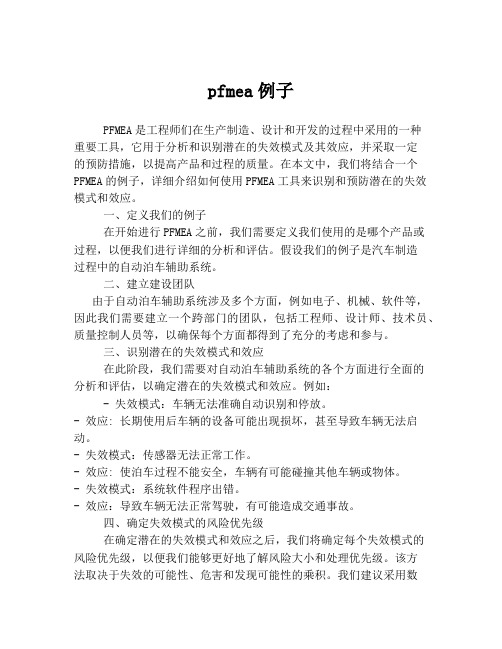
日期(修订)Revised date采取的措施及生效日期Action Taken &Effective Date 严重度Seve ruty 频度Occ yran ce探测度Dete ctionRPN10.Raw material in coming 来料4transit method was unreasonable 搬运方法不合理2648NA NA NA NA NA NA NAФ28-0.036Supplier's dimension out of spec供应商生产尺寸超差3354NA NA NA NA NA NA NAAmericancode:AISI 12158Supplier delivery wrong material供应商送错材料2696Check certificate of raw materials in line with the label of raw materials检查材质证明与原材料标识一致Warehouse keeper仓库管理员11-15Warehouse keeper confirm delivery list and the raw material certification 库管员确认送货单和材质证明816488Supplier production control out of spec.供应商材质成份控制超差2696Send the material to thethird party to conduct anoverall checking once ayear每年一次第三方原材料检测Quality department 质量保证部11-19The material'schemicalcomposition areall according with Spec.确定化学成份符合规定81648Issue Material 发料6Warehouse keeper issue wrong material 仓库发料错误1318NA NA NA NA NA NA NA201.Turning Facing 光平面3Tools wear 刀具磨损2318NA NA NA NA NA NA NA202.Drilling hole 钻孔Φ5.46Tools wear 刀具磨损2336NA NA NA NA NA NA NA203.Brilling Hole 镗孔(20)Φ5.6 +0.26Tools wear 刀具磨损3354NA NA NA NA NA NA NATransit way was regulated 规定搬运方法Incoming Inspection 来料检验Surface crash 表面碰伤****-FMEA-******Potential Failure Mode and Effects Analysis (Process FMEA)潜在的失效模式及后果分析FMEA 日期(原始)Date (Orig.)Dimension out of tolerance 尺寸超差Dimension out of tolerance 尺寸超差Dimension out of spec 尺寸超差The material's chemicalcomposition are out of spec.材料成份超差Issue wrong material发错材料Face is not flat 端面不平整严重度(S)Seve rity过程分类Proce ss Classi ficatio nincoming inspection 来料检验Material type wrong 材料牌号不对Impact machining 影响后续加工过程步骤/功能 Process Step /Function要求Requirements 潜在失效模式Potential Failure Mode 潜在失效后果Potential Effect of Failure零件程序编号 /版本号Part Program No./Rev.核心小组Core Team零件名称 /客户图号 /版本:Part Name /Drawing No. / Rev.初始生产日期Orignal Production Date编制者 Prepared By过程责任Process Responsibility 潜在失效起因Potential Cause of Failure 频度(O)O ccurre nce产品分类ProductClassificatio n现行过程控制预防Current Process Controls Prevention现行过程控制探测Current Process Controls delection 探测度(D)Dete ctionRPN 建议措施Recommended Action责任和目标完成日期Responsibility &Target Completion Date措施执行结果Action Results Incoming Inspection 来料检验Warehouse keeper checks the raw material according with delivery list仓库人员按送货单检查原材料1.Incoming inspection engineer check with material certification2.Send the material to the third party to conduct an overall checking once three years 1.来料检验核对材料证书2.每3年一次第三方原材料检测Operator and warehouse keepercheck each other操作员人员和仓库管理员互相检验Checking dimensions on line 在线检查尺寸Checking dimensions on line 在线检查尺寸Checking dimensions on line 在线检查尺寸Supplier provide material certification供应商提供材质证书1.Check purchasing order of raw material2.Supplier should inform us before delivery1.材料订购进行审核2.供应商送货之前提前通知Supplier provide material certification供应商提供材质证书Paint the different color at the barend to manage different rawmaterial材料进行颜色管理1.Estimate the tool life, change tools periodically2.Correct the tooling parameters periodically1.估算刀具寿命,定时换刀2.定期对刀具参数进行补正1.Estimate the tool life, change tools periodically2.Correct the tooling parameters periodically1.估算刀具寿命,定时换刀2.定期对刀具参数进行补正1.Estimate the tool life, change tools periodically2.Correct the tooling parameters periodically1.估算刀具寿命,定时换刀2.定期对刀具参数进行补正Customer dissatisfaction客户不满意Can't be machined 无法加工Impact the functionality of parts影响零件使用性能Impact the functionality of parts影响零件使用性能1.Impact machining2.Impact function ofparts1.影响后续加工2.影响产品使用功能Impact machining 影响后续加工Impact machining 影响后续加工Effective Date ruty ce ctionn n203.Brilling Hole镗孔(32,42)20°5Tools wear刀具磨损3345NA NA NA NA NA NA NA (19)Φ5.9±0.15Tools wear刀具磨损3345NA NA NA NA NA NA NA (15)14.5+0.26Tools wear刀具磨损3354NA NA NA NA NA NA NA204 Reameringhole铰孔(21)Φ5.5 +0.02/-0.0058Tools wear刀具磨损441281.Determine the toolmaterial and enactmenttool life2.Determine theprocess parameters onthe machine3.SPC control1.确定刀具材质和设定刀具使用寿命2.确定过程参数3.SPC控制TechnologyDepartment技术部ProductionDepartment生产部11-171.Tool materialand tool lifeweredetermined.2.PPK≥1.67.1.刀具材质和刀具寿命已经确定2.PPK≥1.6782464205. Dilling hole钻孔Φ104Tools wear刀具磨损2324NA NA NA NA NA NA NA206. Boring hole镗孔(18)Φ12.2+0.04/08Tools wear刀具磨损441281.Determine the toolmaterial and enactmenttool life2.Determine theprocess parameters onthe machine3.SPC control1.确定刀具材质和设定刀具使用寿命2.确定过程参数3.SPC控制TechnologyDepartment技术部ProductionDepartment生产部11-171.Tool materialand tool lifeweredetermined.2.PPK≥1.67.1.刀具材质和刀具寿命已经确定2.PPK≥1.6782464(16)17.5 +0.02/-0.036Tools wear刀具磨损3354NA NA NA NA NA NA NAChecking dimensions on line在线检查尺寸Dimension out oftolerance尺寸超差Customer dissatisfaction客户不满意1.Estimate the tool life, changetools periodically2.Correct the tooling parametersperiodically1.估算刀具寿命,定时换刀2.定期对刀具参数进行补正Dimension out oftolerance尺寸超差Dimension out oftolerance尺寸超差Dimension out oftolerance尺寸超差Dimension out oftolerance尺寸超差Dimension out oftolerance尺寸超差Dimension out oftolerance尺寸超差Customer dissatisfaction客户不满意Customer dissatisfaction客户不满意Checking dimensions on line在线检查尺寸Checking dimensions on line在线检查尺寸Checking dimensions on line在线检查尺寸Checking dimensions on line在线检查尺寸Checking dimensions on line在线检查尺寸Checking dimensions on line在线检查尺寸1.Estimate the tool life, changetools periodically2.Correct the tooling parametersperiodically1.估算刀具寿命,定时换刀2.定期对刀具参数进行补正1.Estimate the tool life, changetools periodically2.Correct the tooling parametersperiodically1.估算刀具寿命,定时换刀2.定期对刀具参数进行补正1.Estimate the tool life, changetools periodically2.Correct the tooling parametersperiodically1.估算刀具寿命,定时换刀2.定期对刀具参数进行补正1.Estimate the tool life, changetools periodically2.Correct the tooling parametersperiodically1.估算刀具寿命,定时换刀2.定期对刀具参数进行补正1.Estimate the tool life, changetools periodically2.Correct the tooling parametersperiodically1.估算刀具寿命,定时换刀2.定期对刀具参数进行补正1.Estimate the tool life, changetools periodically2.Correct the tooling parametersperiodically1.估算刀具寿命,定时换刀2.定期对刀具参数进行补正Customer dissatisfaction客户不满意Impact assembly影响客户装配Impact machining影响后续加工Impact assembly影响客户装配Effective Date ruty ce ctionn n206.Boring hole镗孔(37)61,Tools wear刀具磨损2,The machine centerline offset机床中心线偏移3354NA NA NA NA NA NA NA207. Turning OutsideDiameter车外圆(4)Φ14.035Tools wear刀具磨损3345NA NA NA NA NA NA NA(5)Φ12.6±0.035Tools wear刀具磨损3345NA NA NA NA NA NA NA(1)Φ16.18 0/-0.046Tools wear刀具磨损3354NA NA NA NA NA NA NA(25)45.6°±5°4Tools wear刀具磨损3336NA NA NA NA NA NA NA208.Groovin g 割槽(2)Ф 14+0.057Tools wear刀具磨损441121.Determine the toolmaterial and enactmenttool life2.Determine theprocess parameters onthe machine3.SPC control1.确定刀具材质和设定刀具使用寿命2.确定过程参数3.SPC控制TechnologyDepartment技术部ProductionDepartment生产部11-171.Tool materialand tool lifeweredetermined.2.PPK≥1.67.1.刀具材质和刀具寿命已经确定2.PPK≥1.6772456(11)2.2 +0.2/06Tools wear刀具磨损3354NA NA NA NA NA NA NA(26)R0.1 +0.1(2X)5Tools wear刀具磨损3345NA NA NA NA NA NA NA 1.Dimension out oftolerance2.Surface is rough1.尺寸超差2.表面粗糙Dimension out oftolerance尺寸超差Dimension out oftolerance尺寸超差1.Dimension out oftolerance2.Surface is rough1.尺寸超差2.表面粗糙Dimension out oftolerance尺寸超差Dimension out oftolerance尺寸超差Dimension out oftolerance尺寸超差Dimension out oftolerance尺寸超差Checking dimensions on line在线检查尺寸Checking dimensions on line在线检查尺寸Checking dimensions on line在线检查尺寸Checking dimensions on line在线检查尺寸Checking dimensions on line在线检查尺寸Checking dimensions on line在线检查尺寸Checking dimensions on line在线检查尺寸Checking dimensions on line在线检查尺寸1.Estimate the tool life, changetools periodically2.Correct the tooling parametersperiodically3,Setup the machine center lineperiodically1.估算刀具寿命,定时换刀2.定期对刀具参数进行补正3.定期调整机床中心1.Estimate the tool life, changetools periodically2.Correct the tooling parametersperiodically1.估算刀具寿命,定时换刀2.定期对刀具参数进行补正1.Estimate the tool life, changetools periodically2.Correct the tooling parametersperiodically1.估算刀具寿命,定时换刀2.定期对刀具参数进行补正1.Estimate the tool life, changetools periodically2.Correct the tooling parametersperiodically1.估算刀具寿命,定时换刀2.定期对刀具参数进行补正1.Estimate the tool life, changetools periodically2.Correct the tooling parametersperiodically1.估算刀具寿命,定时换刀2.定期对刀具参数进行补正1.Estimate the tool life, changetools periodically2.Correct the tooling parametersperiodically1.估算刀具寿命,定时换刀2.定期对刀具参数进行补正1.Estimate the tool life, changetools periodically2.Correct the tooling parametersperiodically1.估算刀具寿命,定时换刀2.定期对刀具参数进行补正1.Estimate the tool life, changetools periodically2.Correct the tooling parametersperiodically1.估算刀具寿命,定时换刀2.定期对刀具参数进行补正Impact functionality影响使用性能Customer dissatisfaction客户不满意Customer dissatisfaction客户不满意Customer dissatisfaction客户不满意Customer dissatisfaction客户不满意Impact assembly影响客户装配Customer dissatisfaction客户不满意Customer dissatisfaction客户不满意(36)tolerance尺寸超差Effective Date ruty cectionn n212Boring Hole 镗孔(30)0.1*45°5Tools wear 刀具磨损3345NA NA NA NA NA NA NA(13)2.5+0.26Tools wear 刀具磨损3354NA NA NA NA NA NA NA(12)1.2±0.0256Tools wear 刀具磨损3354NA NA NA NA NA NA NA(35)6The machine center offset机床中心线偏移3354NA NA NA NA NA NA NA(24)Φ13 +0.048Tools wear 刀具磨损3496 1.Determine the tool material and enactment tool life2.Determine theprocess parameters on the machine3.SPC control1.确定刀具材质和设定刀具使用寿命2.确定过程参数3.SPC 控制Technology Department 技术部Production Department 生产部11-171.Tool material and tool life weredetermined.2.PPK ≥1.67.1.刀具材质和刀具寿命已经确定2.PPK ≥1.6782464213.Turning Outside Diameter 车外圆(6)Φ14.6+0.16Tools wear 刀具磨损3354NA NA NA NA NA NA NA(29)0.2±0.1*45°4Tools wear 刀具磨损2324NA NA NA NA NA NA NA(9)3.8+0.16Tools wear 刀具磨损3354NA NA NA NA NA NA NA0.2±0.01*45°5Tools wear 刀具磨损3345NA NA NA NA NA NA NAChecking dimensions on line 在线检查尺寸Checking dimensions on line 在线检查尺寸1.Dimension out oftolerance2.Surface is rough 1.尺寸超差2.表面粗糙Dimension out of tolerance 尺寸超差Dimension out of tolerance 尺寸超差Dimension out of tolerance 尺寸超差Dimension out of tolerance 尺寸超差Dimension out of tolerance 尺寸超差Dimension out of tolerance 尺寸超差Dimension out of tolerance 尺寸超差Dimension out of tolerance 尺寸超差Checking dimensions on line 在线检查尺寸Checking dimensions on line 在线检查尺寸Checking dimensions on line 在线检查尺寸Checking dimensions on line 在线检查尺寸Checking dimensions on line 在线检查尺寸Checking dimensions on line 在线检查尺寸Checking dimensions on line 在线检查尺寸1.Estimate the tool life, change tools periodically2.Correct the tooling parameters periodically1.估算刀具寿命,定时换刀2.定期对刀具参数进行补正1.Estimate the tool life, change tools periodically2.Correct the tooling parameters periodically1.估算刀具寿命,定时换刀2.定期对刀具参数进行补正1.Estimate the tool life, change tools periodically1.估算刀具寿命,定时换刀2.Correct the tooling parameters periodically2.定期对刀具参数进行补正Setup the machine center periodically定期调整机床中心1.Estimate the tool life, change tools periodically2.Correct the tooling parameters periodically1.估算刀具寿命,定时换刀2.定期对刀具参数进行补正1.Estimate the tool life, change tools periodically2.Correct the tooling parameters periodically1.估算刀具寿命,定时换刀2.定期对刀具参数进行补正1.Estimate the tool life, change tools periodically2.Correct the tooling parameters periodically1.估算刀具寿命,定时换刀2.定期对刀具参数进行补正1.Estimate the tool life, change tools periodically2.Correct the tooling parameters periodically1.估算刀具寿命,定时换刀2.定期对刀具参数进行补正1.Estimate the tool life, change tools periodically2.Correct the tooling parameters periodically1.估算刀具寿命,定时换刀2.定期对刀具参数进行补正Customer dissatisfaction 客户不满意Customer dissatisfaction 客户不满意Customer dissatisfaction 客户不满意Impact functionality 影响使用性能Impact assembly 影响客户装配Customer dissatisfaction 客户不满意Customer dissatisfaction 客户不满意Customer dissatisfaction 客户不满意Customer dissatisfaction 客户不满意Effective Date ruty ce ctionn n213.TurningOutsideDiameter车外圆(27)0.3±0.05*20°5Tools wear刀具磨损3345NA NA NA NA NA NA NA (7)19.6+0.05/06Tools wear刀具磨损3354NA NA NA NA NA NA NA(28)0.2±0.05*45°5Tools wear刀具磨损3345NA NA NA NA NA NA NA(3)Φ27.3+0.06/+0.027Tools wear刀具磨损441121.Determine the toolmaterial and enactmenttool life2.Determine theprocess parameters onthe machine3.SPC control1.确定刀具材质和设定刀具使用寿命2.确定过程参数3.SPC控制TechnologyDepartment技术部ProductionDepartment生产部11-171.Tool materialand tool lifeweredetermined.2.PPK≥1.67.1.刀具材质和刀具寿命已经确定2.PPK≥1.6772456 (10)3.6+0.056Tools wear刀具磨损3354NA NA NA NA NA NA NA30Washing清洗6The operater mixdifferent parts操作员将不同零件混合清洗2336NA NA NA NA NA NA NA 6The operater mix thedifferent batch parts操作员将不同批次混合清洗2224NA NA NA NA NA NA NA 6Washing too manypieces one time resultsin parts colliding eachother清洗数量太多导致零件堆积相互碰撞2336NA NA NA NA NA NA NAWashing solution isdurty, parts are notcleaned up completely清洗液脏,零件清洗不干净2336NA NA NA NA NA NA NAWashing time short清洗时间短2116NA NA NA NA NA NA NAThe concentration andtemperature don't meetthe requirements清洗液浓度,温度未达指定要求2336NA NA NA NA NA NA NA Dimension out oftolerance尺寸超差Dimension out oftolerance尺寸超差Customer dissatisfaction客户不满意1.Estimate the tool life, changetools periodically2.Correct the tooling parametersperiodically1.估算刀具寿命,定时换刀2.定期对刀具参数进行补正Dimension out oftolerance尺寸超差Dimension out oftolerance尺寸超差6Different parts mixed不同的零件混合在一起Part Surface crash零件表面碰伤Cuting oil not cleanup油污没有清洗干净Dimension out oftolerance尺寸超差Different batches aremix不同批次混在一起Checking dimensions on line在线检查尺寸1.Estimate the tool life, changetools periodically2.Correct the tooling parametersperiodically1.估算刀具寿命,定时换刀2.定期对刀具参数进行补正Checking dimensions on line在线检查尺寸Checking dimensions on line在线检查尺寸Checking dimensions on line在线检查尺寸Checking dimensions on line在线检查尺寸Visual checking目视检查Check the quantity after washing清洗完后核对数量Visual checking目视检查Visual checking目视检查Visual checking目视检查Visual checking目视检查Set up the washing time设定清洗时间1.Estimate the tool life, changetools periodically2.Correct the tooling parametersperiodically1.估算刀具寿命,定时换刀2.定期对刀具参数进行补正1.Estimate the tool life, changetools periodically2.Correct the tooling parametersperiodically1.估算刀具寿命,定时换刀2.定期对刀具参数进行补正Use the dempty washing basket使用空的清洗篮1.Estimate the tool life, changetools periodically2.Correct the tooling parametersperiodically1.估算刀具寿命,定时换刀2.定期对刀具参数进行补正ing different color of flowsheet to distinguish shifts of everyday2.Put the machine no. card on thePut only one layer of parts on thewashing basket清洗篮内只能放一层零件Periodically change washingsolution定期更换清洗液Check washing solution'sconcentration and temperatureperiodically定期检查清洗液浓度与温度Customer dissatisfaction客户不满意Customer dissatisfaction客户不满意Parts can not betraceable零件无法追溯Impact functionality影响功能Customer dissatisfaction客户不满意Customer dissatisfaction客户不满意Customer dissatisfaction客户不满意Customer dissatisfaction客户不满意Effective Date ruty ce ctionn n40Surface of partplate Zn 5~10µm 表面镀Zn5~10µm 61.The concentration ofliquor is low溶液浓度低2.Voltage instability电压不稳定4372NA NA NA NA NA NA NASalt Spray Test198H盐雾试验198小时61.The concentration ofliquor is low溶液浓度低2.Voltage instability电压不稳定4372NA NA NA NA NA NA NA50Final Inspection成品检查6Measure tools notprecise测量工具不精确4248NA NA NA NA NA NA NA 6Parts accumulate collideone another零件堆积相互碰撞4248NA NA NA NA NA NA NA 6Working environmentnot clean工作环净不干净4248NA NA NA NA NA NA NA60Packaging包装72.The intensity ofpacking material is notstrong enough包装材料强度不够3484Inspection packagingmaterial包装材料进货检验Quality department质量保证部11-17Packagingmaterial wereinspected 包装材料进货检验714286Package people iscareless包装人员疏忽3590NA NA NA NA NA NA NA6Package people iscareless包装人员疏忽3590NA NA NA NA NA NA NA61.Have chips adhere onthe packing material2.Packagingenvironment not clean1.包装材料上粘有碎屑2.包装环境不干净3236NA NA NA NA NA NA NA70检验/入库Inspection / Storing 6Package people iscareless包装人员疏忽3236NA NA NA NA NA NA NA80检验/出货Dock audit /Shipment4Shipping people arecareless出货人员疏忽3672NA NA NA NA NA NA NA 4Wrong handling methodduring transportation运输中不正确的搬运方法3672NA NA NA NA NA NA NA ApprovalThe test was unfail试验不合格Impact the functionalityof parts影响零件使用性能1.Check the supplier's test report检查供应商的测试报告2.Send the parts to third party tochecking the thicknessperiodically.定期第三方检测。
六步法pfmea案例
六步法pfmea案例全文共四篇示例,供读者参考第一篇示例:案例背景:某家汽车零部件制造公司在生产过程中发现了一个频繁出现的问题:某零部件的尺寸偏差过大,导致装配时无法完全契合,进而影响产品的性能和质量。
为了解决这一问题,公司决定使用六步法PFMEA 进行分析和改进。
步骤一:确定分析范围团队确定了分析的范围为某零部件的生产工艺。
他们明确了问题的具体表现,以及对产品性能和质量的影响。
团队还确定了分析的目的是为了找出可能引起零部件尺寸偏差的潜在故障模式,并制定相应的控制措施。
步骤二:收集相关信息团队开始收集相关信息,包括零部件的设计图纸、生产工艺流程、设备参数、材料性质等。
他们还对生产现场进行实地考察,观察生产过程中的关键环节,并与相关工程师和操作人员进行沟通交流,了解他们对问题的认识和看法。
步骤三:识别潜在故障模式通过分析收集到的信息,团队识别出了可能导致零部件尺寸偏差的潜在故障模式。
包括:材料供应质量不稳定、设备操作不规范、工艺参数设置不当等。
每个故障模式都被赋予一个风险等级,以确定其重要性和优先级。
步骤四:确定故障影响团队分析每个故障模式的影响范围,包括对产品性能、质量、交付时间等方面的影响。
他们还评估了每个故障模式的可能性和频率,以确定其潜在风险。
步骤五:制定改进控制措施基于对故障模式和影响的分析,团队制定了一系列改进控制措施,以降低潜在风险。
加强材料供应商管理、优化生产工艺流程、规范设备操作规程等。
每个控制措施都被赋予一个责任人和执行时间表,以确保实施和落实。
步骤六:跟踪和持续改进团队制定了一个跟踪和持续改进计划,以监控改进控制措施的执行情况和效果。
他们定期对实施情况进行评估和审查,继续识别和解决可能存在的风险和问题,确保质量和性能的持续提升。
通过六步法PFMEA的分析和改进,该汽车零部件制造公司成功解决了零部件尺寸偏差的问题,提高了产品的质量和性能,降低了生产过程中的风险和损失,进一步提升了企业的竞争力和市场地位。
PFMEA第五版实例

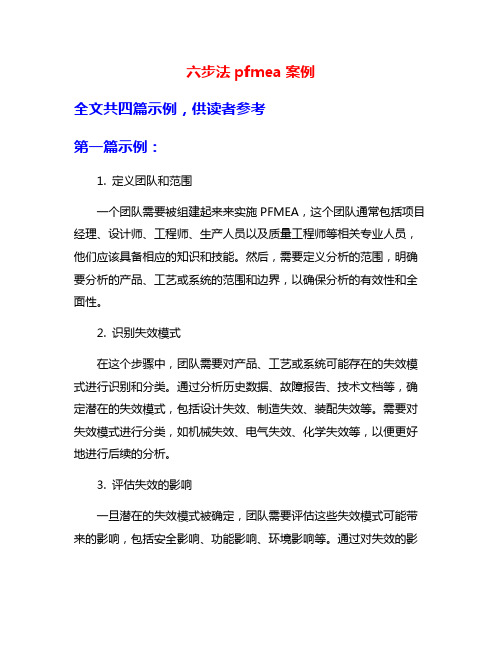
Item (Part #):Process Responsi bilityModelYear(s)/Program(s)Core Team:FAMILY OF PARTS: P1市场部/开发部/制造部/采购部/物流部/质保部POTENTIALFAILURE MODE AND EFFECTS ANALYSIS(PROCESS FMEA)APQP TEAM外购件领取(1);buyer:无影响(1)位料(2);存储在不开箱数量差异(6);buyer:无影响(1)视检查不足(3);操作员和不对成品产生损伤对成品产生损伤supplier:部分(小于100%)外购件需要报废(6);Coustomer:不合格产品流入客户(6);buyer:无影响(1)6检验员技能不合格4技能评定/培训培训记录/技能矩阵更新61442装车方法正确装车方法不正确supplier:产品变形或损坏(6);Coustomer:不合格产品流入客户(6);buyer:无影响(1)6仓管员技能不合格4技能评定/培训培训记录/技能矩阵更新71682产品防护正确产品防护不正确supplier:产品变形或损坏(6);Coustomer:不合格产品流入客户(6);buyer:无影响(1)6仓管员技能不合格4技能评定/培训培训记录/技能矩阵更新71682出货检验240发运Preparedby:FMEADate (Orig.)FMEADate (Rev.)。
新版(七步法案例)PFMEA
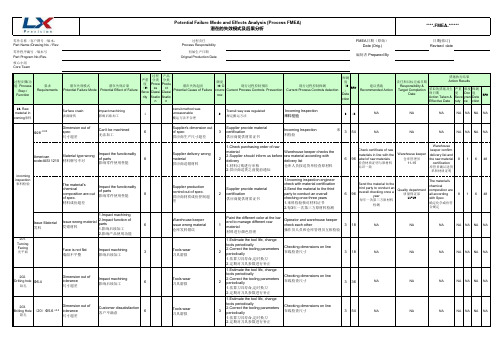
头下R角偏小 一冲设计不合理 模具制作有偏差 冷墩时光钉直径偏大
5
增加抽风机或空调
2 检查/核对 2
6
要求供应商对模具尺寸进行 中限管理并提供出货检验报
告
3
目视/ 核对/检测
2
6
每隔两个小时对锁紧螺丝紧 固一次
3
检查
2
8
修理模具R角位置
3 检测 2
8
修改一冲相关尺寸
3 检测 2
6
要求供应商对模具尺寸进行 中限管理并提供出货检验报
05 热处理
硬度检测 (维式硬度计)
产品外观及硬度性能符合图纸 目视检测产品外观及仪器检测产品硬度性
要求
能符合图纸要求
电镀后表面发黑
产品从清洗区清除杂质后进入淬火炉进行
渗碳淬火(预热区860℃-60/+20℃,保温
产品表面硬度与芯部硬度需符 区900℃ ±10℃,淬火区 860℃ ±10
合图纸工艺要求:
完成状态
结合经验重新设计一冲模具
2020/3/10 8 2 1 ※ L
完成状态
严格要求模具厂商按我司图纸尺寸制作 2020/3/10 6 2 1
L
我司模具按图纸中限尺寸设计,并要求模具厂 完成状态 商对每批模具进行尺寸检验并提供检验报告到 2020/3/10 7 2 1 ※ L
我司核对
完成状态
要求牙板供应商严格按标准要求设计牙板并提 供检测数据报告
提供检测报告
对
高成
2020/3/10
要求牙板供应商严格按标准要求设计牙板
目视/核 对
董茂文
2020/3/10
将主模模腔尺寸定义在中限并要求供应商 目视/核
PFMEA第五版实例全篇

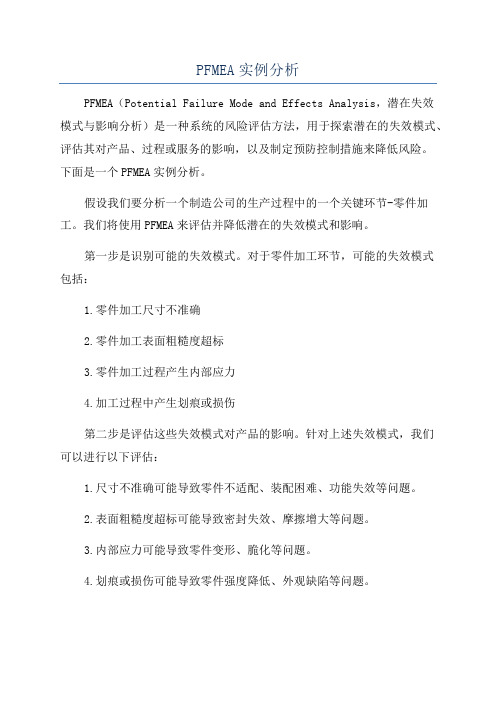
PFMEA第五版实例Item (Part #):Process Responsi bilityModelYear(s)/Program(s)Core Team:FAMILY OF PARTS: P1市场部/开发部/制造部/采购部/物流部/质保部POTENTIALFAILURE MODE AND EFFECTS ANALYSIS (PROCESS FMEA)APQP TEAM外购件领取(1);buyer:⽆影响(1)位料(2);存储在不开箱数量差异(6);buyer:⽆影响(1)视检查不⾜(3);操作员和不对成品产⽣损伤对成品产⽣损伤supplier:部分(⼩于100%)外购件需要报废(6);Coustomer:不合格产品流⼊客户(6);buyer:⽆影响(1)6检验员技能不合格4技能评定/培训培训记录/技能矩阵更新61442装车⽅法正确装车⽅法不正确supplier:产品变形或损坏(6);Coustomer:不合格产品流⼊客户(6);buyer:⽆影响(1)6仓管员技能不合格4技能评定/培训培训记录/技能矩阵更新71682产品防护正确产品防护不正确supplier:产品变形或损坏(6);Coustomer:不合格产品流⼊客户(6);buyer:⽆影响(1)6仓管员技能不合格4技能评定/培训培训记录/技能矩阵更新71682出货检验240发运Preparedby:FMEADate (Orig.)FMEADate (Rev.)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Potential Failure Mode and Effects Analysis
TTE标准
预防:预防失效原因或失效模式的出现 ,或减少它的发生频度
探测:探测失效原因或失效模式,并引 导至纠正措施
•现行的控制 •使用了适当的控制 •探测型和预防型的控制方法被填入了正确的纵栏 •列出的控制方法是的确存在的、可行的或已被计 划的,而不仅仅是希望或目标 •未将预防性控制作为探测度进行评级
Potential Failure Mode and Effects Analysis
潜在失效模式与后果分析-17
•每一失效模式可能有若干个潜在的后果,最后的严重度应 根据最严重的后果而确定。
Potential Failure Mode and Effects Analysis
潜在失效模式与后果分析-18
潜在失效模式与后果分析-11
过程: 失效模式1
失效效应1
失效原因1
如上图示:
失效模式2
失效效应2 。
。 失效原因N
失效原因2 。 。 。
失效原因N
每个过程都有多种失效模式
每个模式下又有多种失效效应
每个效应下又有多个失效原因
是呈树状分布的,所以制作时以模式为分界点
图例1中我们可清楚看到分界线是从模式处划开的
潜在失效模式与后果分析-15
会怎样出错(失效)?
•潜在失效模式 •所有的失效模式已被识别 •在PFMEA中,应使用“为什么零件会被据收”来表述失效模式 •没有将失效后果或原因列入失效模式
Potential Failure Mode and Effects Analysis
潜在失效模式与后果分析-16
人 只能通过间接或随机检测
工 检
目测100%
验 目测二次100%
6 中等-控制方法可能检测出
量
5 中等-控制方法可能检测出
具
4 中上-控制方法检测出的机率较高
防
3 高-控制方法检测出的机率较高
错
2 很高-控制方法几乎肯定能探测出
通过接触/标记+100%目视检测;手工使用量检 具检测
100%止通规检测;周期性使用量检具检测并使 用控制图
Potential Failure Mode and Effects Analysis
潜在失效模式与后果分析-23
对每一控制估计探测度。 选择最好的(最低的)等级。 或者,如果使用了多种控制,根据累积的控制效果,确定一个综合的探测等级。 PFMEA上,单一的目视检测的探测度不能低于8 如果没有控制,或小组对于探测度无法达成一致,选择10。
•潜在失效后果 •在DFMEA中,针对每一失效模式,已列出对零件、部件、高一级的总成、系 统、整车、政府法规和顾客的后果 •在PFMEA中,针对每一失效模式,已列出对下一级使用者、下游的所有使用者、 最终顾客、整车性能、操作者安全、政府法规符合性和设备的后果 •所有的后果都与失效模式相关联 •对每一后果都评定了严重度 •未将失效原因列为失效后果
•潜在失效起因/机理 •对于严重度为9或10失效后果,其失效原因是根本原因,相应的零件特性已被记录 •若适用,对于同一失效模式列出了多个失效原因 •在确定失效原因时,“两种假设”都被使用了 •未将失效后果误列为失效原因 •在DFMEA中,未将“作业员错误”或“设备故障”列为失效原因 •在PFMEA中,未将“作业员错误”或“设备故障”列为失效原因,尤其是对关键 特性、重要特性和涉及安全的特性
Potential Failure Mode and Effects Analysis
潜在失效模式与后果分析-26
以下是以S/O/D/RPN为基础需 进行对策的项目的判定依据
提出建议行动的优先级 Priority to take actions S=9/10(必须有针对根本原因的行动) 高S×O项目 / Higher S×O 高RPN项目 / Higher RPN
采取对策的时机
S, S× O, RPN值最高的项目 RPN值超过定义及格值的项目 (SGM标准为40分,TTE标准为80分2004年11月开始) 包含特殊特性的项目 单项值超出及格范围的项目 (即严重度S/频度O/探测度D中的一项)
Potential Failure Mode and Effects Analysis
Potential Failure Mode and Effects Analysis
潜在失效模式与后果分析-20
•若频度数定为1,则这一原因造成失效只存在理论 上的可能性,且小组中的任何成员都不曾遇到因这 一原因造成的失效。
Potential Failure Mode and Effects Analysis
Potential Failure Mode and Effects Analysis
潜在失效模式与后果分析-12
图例1详解
一处编号 1-1:1为制造流程图的工程站编号;
-1为该工程站的第一张
两处蓝字 预防栏中的方式不列入探测度的考量
两处黄字 表示在没有工程设变的情况下只能改变
频度和探测度
三处红色加大字体
三个红色字体分别代表三种需对策的情况
Potential Failure Mode and Effects Analysis
潜在失效模式与后果分析-13
FMEA 表头 •使用了正确的FMEA1.2版的表格 •包含了正确的编制日期(A表日期)和更新日期 •所有核心小组的成员已被识别 •包含了产品品号、车型年份和FMEA编号 •包含了FMEA编制者及责任部门(用于车厂联系)
8
车辆\项目不能工作(丧失基本功能)
或100%的产品可能需要报废,或者车辆/项目需在返修部门返修1 小时以上
7
车辆\项目可运行但性能水平下降,顾客非常不满意
或产品需进行分拣 /一部分需报废,或车辆\项目在返修部门返修 0.5~1小时以上
6
车辆\项目可运行但舒适性/便利性项目不能运行,顾客不满意
或一部分产品可能需报废,不需分拣或车辆/项目在返修部门返修
潜在失效模式与后果分析-5
FMEA的升版时机-2
发现问题时
市退反馈的问题 客户抱怨的问题 生产过程中发现的问题 QC人员发现的不良缺失
效应确认及应用时
对策完成时或对策效果显现时
Potential Failure Mode and Effects Analysis
潜在失效模式与后果分析-6
Potential Failure Mode and Effects Analysis
潜在失效模式与后果分析-2
PFMEA制作时机
依A表规定时程
• 新产品雏形完成 • 工程试作前
Potential Failure Mode and Effects Analysis
潜在失效模式与后果分析-3
PFMEA包含哪些
少于0.5小时
5
车辆\项目可运行但舒适性/便利性项目性能水平有所下降
或100%产品可能需返工,或车辆\项目在线返修,不需送往返修 部门处理
4
配合和外观/尖响和卡嗒响项目不舒服,75%以上顾客能发觉缺陷 或产品可能需要分拣,无需报废,但部分产品需返工
3
配合和外观/尖响和卡嗒响项目不舒服,50%以上顾客能发觉缺陷 或部分产品可能需要分拣,无需报废,在生产线上其它工位返工
防错-后续工位不能接受;作业准备、首 件检查时进行量检具检测
多重防错-供应、选择、安装、确认。不能通过 缺陷产品
防错-不能通过:带停止功能的自动检测
1 很高-控制方法一定能检测出
防错-不能生主缺陷零件
Potential Failure Mode and Effects Analysis
•FMEA中的其他部分 •设给RPN值设立“及格限”为低于60分 •建议措施的实施依据S, S×O, RPN的优先级
潜在失效模式与后果分析-7
PFMEA的组成顺序
料件及进料部份 半成品加工部份 成品组装部份 成品测试部份 包装运输部份 市场问题部份
Potential Failure Mode and Effects Analysis
潜在失效模式与后果分析-8
制作PFMEA的一般原则
依A表时程完成 使用标准表单(客户特殊要求依客户的为准 ) 工程试作时使用1.0版量产时升版更新 从1.0版开始建立覆历表,并适时更新 所用表单格式不可更改或拉动 应将防呆措施一览表相对应以降低频度
➢ 物料来源
➢ 材料包装、运输的分析 ➢ 协力厂生产能力分析 ➢ 供应商可靠性、稳定性分析
➢ DFMEA问题点的延伸分析 ➢ IQC,FQC的分析 ➢ 生产制程的分析
➢ 作业流程及作业手法的分析 ➢ 工装治具的合理性、适用性分析 ➢ 上岗人员技能及惰性分析 ➢ 使用材料的分析 ➢ 生产中半成品的转移路线及工具的分析
Potential Failure Mode and Effects Analysis
潜在失效模式与后果分析-9
实作
生技课FMEA表格的填写规则
Potential Failure Mode and Effects Analysis
潜在失效模式与后果分析-10
图例1:
Potential Failure Mode and Effects Analysis
➢ 包装运输的分析
Potential Failure Mode and Effects Analysis
潜在失效模式与后果分析-4
FMEA的升版时机-1
工程设变时 材料变更 工具或加工手段变更 LAY-OUT顺序变更 场地变更 主要人员变更
Potential Failure Mode and Effects Anae Mode and Effects Analysis
潜在失效模式与后果分析-14