QT500性能,材料组成,与HT区别
铸态QT500—7球铁件的生产实践
铸态QT500—7球铁件的生产实践
邢达人
【期刊名称】《机械工人:热加工》
【年(卷),期】1997(000)005
【摘要】1.前言我厂是以生产S195柴油机为主的发动机厂,球墨铸铁占25%左右,大部分铸件牌号为QT500—7。
如上下平衡轴、六○搬手、二七搬手、飞轮螺母及拉出器等。
过去生产上一直采用高温退火,生产周期长,增加劳动强度,消耗大量的能源,增加了铸件的成本。
1995年以来,我们采用二次孕育生产铸态球墨铸铁,使
QT500—7的各项指标达到QT500—10的要求。
经过一年多的生产实践。
【总页数】1页(P12)
【作者】邢达人
【作者单位】吉林省榆树市长拖发动机厂
【正文语种】中文
【中图分类】TG255
【相关文献】
1.双联熔炼批量生产铸态QT550-7球铁件 [J], 柳靖;张平
2.铸态低温高韧性QT400-15球铁件的质量控制 [J], 丁阳;高顺;田辉
3.铸态QT500—7球铁件的生产 [J], 蒲德泉;邹治柏
4.铸态QT500—7的生产控制 [J], 彭显平;王泽忠;张光明
5.铸态QT400-18球铁件生产实践 [J], 曹士明
因版权原因,仅展示原文概要,查看原文内容请购买。
HT与QT牌号必学机械性能 化学组织
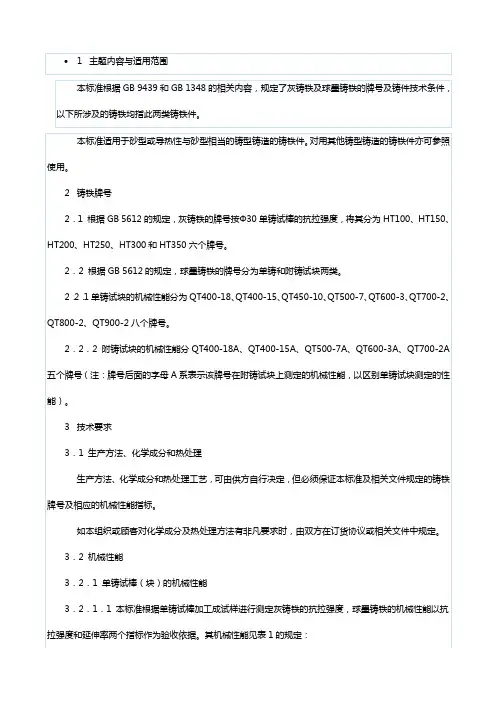
表 4 球墨铸铁件附铸试块的机械性能
牌号
铸件 壁厚
抗拉强 度
бb≥ MPa
屈服强度 延伸率δ
б0.2≥ ≥%
MPa
供参考
布氏硬 度
HB
主要 金相组织
30~60
390
QT400-18A
60~200
370
250
18
130~180 铁素体
240
12
30~60
390
QT400-15A
60~200
370
250
380
1
球墨铸铁件附铸试块的冲击试验只适用于表 5 所规定的牌号,并且仅在本组织或顾客要求做冲击试验 时,冲击值才作为验收依据。
表 5 球墨铸铁件附铸试块 V 型缺口试样的冲击值
K
牌号
铸件壁厚 mm
最小冲击值 a J/c ㎡
室温 23±5℃
低温-20±2℃
三个试样平均值 个别值 三个试样平均值 个别值
100
/
90
[170]
/
150
/
铸件 (供参 考) 120 105 90 80 165 145
80~150
/
145
/
140
130
150~300
/
135
/
130
120
20~40
220
/
[210]
/
205
40~80
200
[190]
190
/
180
HT250
80~150
/
180
/
170
165
150~300
30~50
160
常用材料标记方法
常用材料标记方法一汽红塔云南汽车制造有限公司产品开发部前言材料标记广泛用于产品设计、工艺制造、生产检验、订货采购等经营管理中,为了使公司各类人员正确运用材料标记标注规则,正确识别、使用材料标记。
根据机械工业基础标准情报网发资料,结合公司产品,对常用的各种材料,按钢铁材料、有色金属及合金、非金属材料三大类,依据本公司材料标注习惯分类编排。
每个示例都给出通常标记,对材料牌号、规格、辅助技术要求等要素代号的含义加以说明。
给出的常用牌号或型材选用规格范围,供选材时参考,不能作为选材的依据,选材还应根据材料产品标准原文进行选用。
机械工业常用材料标记方法123456789汽车用钢板1、通常标记钢板 510L- 6 GB/T 3273-20052、常用牌号370L、420L、440L、510L、570L3、规格范围:(厚×宽×长)(1.6~14)╳(210~2200)╳(2000~12000)4、精度等级:PT.A:厚度为普通精度;PT.A:厚度为较高精度EC:切边;EM:不切边碳素结构钢冷轧钢带1、通常标记钢带 Q235A-0.2╳120 GB/T 716-19912、规格范围:(厚×宽×长)(0.1~3.0)╳(10~250)╳(5000~11000) 3、牌号:钢带采用GB/T 700标准中的碳素结构钢轧制钢管结构用无缝钢管1、通常标记a.热轧钢管 10-73╳3.5 GB/T 8162-2008b.冷轧钢管冷10-73高╳3.5 GB/T 8162-20082、规格范围:(外径╳壁厚╳长度)a.热轧钢管 (6~660)╳(0.25~65)╳(3000~12000)或倍尺b.冷轧钢管 (6~50)╳(1~3)╳(2000~10500)或倍尺3、牌号:应符合GB/T699、GB/T1591或GB/T3077的规定输送液体用无缝钢管1、通常标记a、热轧钢管 10-73 GB/T 8163-2008b.冷轧钢管冷10-73高╳3.5 GB/T 8163-20082、规格范围:(同结构用无缝钢管)3、牌号:应符合GB/T699、GB/T1591的规定11121314151617182021普通开式齿轮油1、通常标记齿轮油 L- CK150 SH/T 0363 -19922、常用牌号:普通开式齿轮油L-CK:68、100、150、220、320重负荷车轮齿轮油1、通常标记车轮油 L- CK85W/140 GB 13895-19922、常用牌号:车轮油L-CK:75W、80W/90、85W/90、85W/140、90、100轴承油1、通常标记车轮油 L- FC32 SH/T 0017-19902、常用牌号:抗氧防锈油 L-FC:2、3、5、7、10、15、22、32、46、68、100 抗氧防锈抗磨油 L-FD:2、3、5、7、10、15、22导轨油1、通常标记导轨油 L- G68 SH/T 0361-19982、常用牌号:L-G32、L-G46、L-G68、L-G100、L-G150、L-G220、L-G320变压器油1、通常标记变压器油 25号 GB 2536-1990 2、常用牌号:10号、25号、45号防锈油1、通常标记防锈油 REE-2 SH/T 0692 -20002、常用分类:a.除指纹型防锈油(L-):RCb.溶济稀释型防锈油(L-):RC、RE、REE-1、REE-2、RFc.脂型防锈油(L-):RKd.润滑油型防锈油(L-):RD-1、RD-2、RD-3、RD-4-1、RD-4-2、RD-4-3e.气相防锈油:RQ-1、RQ-224冷冻机油1、通常标记冷冻机油 L- DRA/B68 GB/T 16630 -1996 2、常用牌号:制冷系统蒸发器温度高于-40ºCL-DRA/A:15、22、32、46、68L-DRA/B:15、22、32、46、68、100、150 制冷系统蒸发器温度低于-40ºCL-DRB/A:15、22、32、46、68L-DRB/B:15、22、32、46、68钙基润滑脂1、通常标记钙基润滑脂 L- XAA3号 GB 491-19872、常用牌号:按GB/T 7631.8-1990规定,工作温度-10ºC~60 ºC L-XAA:1号、2号、3号、4号通用锂基润滑脂1、通常标记通用锂基脂 L-XBCHA2 GB 7324-19942、常用牌号:按GB/T 7631.8-1990规定,工作温度-10ºC~150 ºC L-XBCHA:1号、2号、3号7903号耐油密封润滑脂1、通常标记7903号耐油密封脂 SH/T 0011-19907017-1号高低温润滑脂1、通常标记7017-1号高低温润滑脂 SH 0431-1992(1998)机动车辆制动液1、通常标记制动液 HZY3 GB 12981-2003 2、常用牌号:HZY3、HZY4、HZY5合成切削液1、通常标记切削液Ⅱ GB/T 6144-19852、常用牌号:普通型Ⅰ类、防锈型Ⅱ类、极压型Ⅲ和多效型Ⅳ25人造板刨花板1、通常标记16 GB/T 4897-20032、常用规格:(厚╳宽╳长)为(2.5、2.8、3.1、3.6、4.1、5.1、6.1…) ╳(915、1220) ╳(915、1220、1830、2135、2440)中密度纤维板1、通常标记室内型中密度板 MDF-6 GB/T 11718-19992、常用型号、规格:(厚╳宽╳长)型号:室内型板MDF、防潮型板MDF·H、室外型板MDF·E 规格:(厚╳宽╳长)(≥1.8)╳(915、1220)╳(1830、2135、2440)普通胶合板1、通常标记Ⅱ类胶合板 3.5 GB/T 9846.3-20042、常用规格范围:(厚╳宽╳长)(2.7、3~25)╳(915、1220)╳(915、1220、1830、2135、2440)Ⅰ类为耐气候胶合板,Ⅱ类为耐水胶合板,Ⅲ类为不耐潮胶合板硬质纤维板1、通常标记硬质板 3.2 GB/T 12626.2-19902、常用规格范围:(厚╳宽╳长)(2.50、3.00、3.20、4.00、5.00)╳(610、915、1000、1220)╳(1830、2000、2135、2440)26(完)。
QT500—7球墨铸铁熔炼工艺的设计说明
QT500-7球墨铸铁熔炼工艺设计摘要合金熔炼是铸造生产中的重要环节。
当前,铸造生产中的废品约有50% 与熔炼有关,熔炼铁液的成本约占铸件成本的25%~30% ,合金熔炼对铸件质量和成本有着很大的影响。
我们应该针对不同的铸件材质与技术要求选择不同的熔炼方法。
本设计题目为QT500-7球墨铸铁熔炼工艺设计,体现了球墨铸铁熔炼的设计要求、容与方向,有一定的设计意义。
通过对该牌号球墨铸铁的设计,进一步加强了设计者熔炼工艺设计的基础知识,为设计其它牌号铸铁的熔炼做好了铺垫和吸取了更深刻的经验。
本设计运用铸造合金熔炼的基础知识,首先分析了QT500-7球墨铸铁的成分与性能要求,为选取熔炼设备与炉料做好了准备;然后选取熔炼设备,计算炉料的比例用量;最后设定球化、孕育方法,确定浇注温度参数,进行质量检测与分析。
本设计着重点在于使用冲天炉-感应电炉双联熔炼球墨铸铁。
由冲天炉熔化铁液并进行化学成分含量的初步确定;在感应电炉中高温精炼,调整铁液的化学成分至规定的围;进一步清除非金属夹杂物和降低气体含量;提高铁液温度至符合出炉球化要求;最终球化与孕育处理,出炉检测。
关键词:球墨铸铁双联熔炼球化处理孕育处理QT500-7 Ductile Iron Smelting Process DesignAbstractAlloy melting is an important part in casting production. At present,about 50% of the waste in the foundry production is related to the smelting. The cost of the molten iron is about 25% - 30% of the cost of the casting.We should choose different smelting methods for different casting materials and technical requirements.This design topic is QT500-7 nodular cast iron smelting process design,reflects the design requirements, content and direction of ductile iron smelting, there is a certain design significance. Through the design of this type of ductile iron, further strengthen the designers of the basic knowledge of smelting process design for the design of other grades of cast iron to pave the way and draw a more profound experience.The design and use of casting alloy melting of basic knowledge, the first analysis of the QT500-7 nodular cast iron composition and performance requirements for the selection of smelting equipment and charge ready;then select smelting equipment, calculation burden ratio; finally set the ball, inoculation method, to determine the parameters of casting temperature, quality detection and analysis.This design is focused on the use of cupola induction furnace duplex melting of nodular cast iron. By cupola melting iron liquid and preliminary identification of chemical components; in the induction furnace high temperature refining, adjustment of the liquid metal chemical composition to the specified range; further clear non metallic inclusions and reduce the gas content; improve the temperature of molten metal to meet released the ball of the requirements; and eventually the ball and inoculation treatment, detection of released.Key words:Ductile iron,Tecastiron,Spheroidize,Inoculation treatment目录摘要IAbstractI1 绪论11.1球墨铸铁的出现11.2国外球墨铸铁的发展11.3球墨铸铁的应用21.4熔炼工艺与发展31.5课题来源与意义32 熔炼工艺方案的确定42.1熔炼技术要求与分析42.1.1技术要求42.1.2材料性能与分析42.2工艺方案53 冲天炉熔炼工艺设计63.1冲天炉熔炼特性与原理63.1.1冲天炉熔炼概述73.1.2冲天炉熔炼的技术要求73.1.3冲天炉的燃烧过程原理93.2炉料的计算113.2.1球墨铸铁原铁液的配比要求113.2.2QT500-7原始资料的确定123.2.3确定元素增减率与增减后成分123.2.4确定配料比并校核133.2.5炉料计算143.3熔炼工艺与参数143.3.1装炉143.3.2炉前控制143.3.3铁液出炉153.3.4脱硫处理153.4熔炼过程的化学反应164电炉熔炼工艺设计174.1感应电炉的熔炼特点174.1.1感应电炉构造与工作原理174.1.2感应电炉熔炼的优缺点与其应用184.2熔炼工艺与参数184.2.1二次脱硫184.2.2脱磷处理194.2.3精炼调整194.3球化工艺194.3.1球化剂194.3.2QT500-7球化剂的选用214.3.3 QT500-7的球化处理工艺214.3.4球化剂加入量的确定234.4孕育工艺244.4.1孕育剂244.4.2孕育处理工艺254.5出液浇注264.5.1浇注温度对性能的影响264.5.2球铁的浇注温度265质量检验与分析275.1质量检测275.1.1炉前三角试片检验法275.1.2火苗判断法275.1.3炉前快速金相法275.1.4炉前光谱分析法275.2缺陷分析275.2.1球化不良285.2.2球化衰退295.2.3石墨漂浮296 结论30致32参考文献321 绪论铸造是机电装备制造业中铸件生产的工艺过程。
常用材料标记方法
常用材料标记方法一汽红塔云南汽车制造有限公司产品开发部前言材料标记广泛用于产品设计、工艺制造、生产检验、订货采购等经营管理中,为了使公司各类人员正确运用材料标记标注规则,正确识别、使用材料标记。
根据机械工业基础标准情报网发资料,结合公司产品,对常用的各种材料,按钢铁材料、有色金属及合金、非金属材料三大类,依据本公司材料标注习惯分类编排。
每个示例都给出通常标记,对材料牌号、规格、辅助技术要求等要素代号的含义加以说明。
给出的常用牌号或型材选用规格范围,供选材时参考,不能作为选材的依据,选材还应根据材料产品标准原文进行选用。
机械工业常用材料标记方法123456789汽车用钢板1、通常标记钢板 510L- 6 GB/T 3273-20052、常用牌号370L、420L、440L、510L、570L3、规格范围:(厚×宽×长)(1.6~14)╳(210~2200)╳(2000~12000)4、精度等级:PT.A:厚度为普通精度;PT.A:厚度为较高精度EC:切边;EM:不切边碳素结构钢冷轧钢带1、通常标记钢带 Q235A-0.2╳120 GB/T 716-19912、规格范围:(厚×宽×长)(0.1~3.0)╳(10~250)╳(5000~11000) 3、牌号:钢带采用GB/T 700标准中的碳素结构钢轧制钢管结构用无缝钢管1、通常标记a.热轧钢管 10-73╳3.5 GB/T 8162-2008b.冷轧钢管冷10-73高╳3.5 GB/T 8162-20082、规格范围:(外径╳壁厚╳长度)a.热轧钢管 (6~660)╳(0.25~65)╳(3000~12000)或倍尺b.冷轧钢管 (6~50)╳(1~3)╳(2000~10500)或倍尺3、牌号:应符合GB/T699、GB/T1591或GB/T3077的规定输送液体用无缝钢管1、通常标记a、热轧钢管 10-73 GB/T 8163-2008b.冷轧钢管冷10-73高╳3.5 GB/T 8163-20082、规格范围:(同结构用无缝钢管)3、牌号:应符合GB/T699、GB/T1591的规定11121314151617182021普通开式齿轮油1、通常标记齿轮油 L- CK150 SH/T 0363 -19922、常用牌号:普通开式齿轮油L-CK:68、100、150、220、320重负荷车轮齿轮油1、通常标记车轮油 L- CK85W/140 GB 13895-19922、常用牌号:车轮油L-CK:75W、80W/90、85W/90、85W/140、90、100轴承油1、通常标记车轮油 L- FC32 SH/T 0017-19902、常用牌号:抗氧防锈油 L-FC:2、3、5、7、10、15、22、32、46、68、100 抗氧防锈抗磨油 L-FD:2、3、5、7、10、15、22导轨油1、通常标记导轨油 L- G68 SH/T 0361-19982、常用牌号:L-G32、L-G46、L-G68、L-G100、L-G150、L-G220、L-G320变压器油1、通常标记变压器油 25号 GB 2536-1990 2、常用牌号:10号、25号、45号防锈油1、通常标记防锈油 REE-2 SH/T 0692 -20002、常用分类:a.除指纹型防锈油(L-):RCb.溶济稀释型防锈油(L-):RC、RE、REE-1、REE-2、RFc.脂型防锈油(L-):RKd.润滑油型防锈油(L-):RD-1、RD-2、RD-3、RD-4-1、RD-4-2、RD-4-3e.气相防锈油:RQ-1、RQ-224冷冻机油1、通常标记冷冻机油 L- DRA/B68 GB/T 16630 -1996 2、常用牌号:制冷系统蒸发器温度高于-40ºCL-DRA/A:15、22、32、46、68L-DRA/B:15、22、32、46、68、100、150 制冷系统蒸发器温度低于-40ºCL-DRB/A:15、22、32、46、68L-DRB/B:15、22、32、46、68钙基润滑脂1、通常标记钙基润滑脂 L- XAA3号 GB 491-19872、常用牌号:按GB/T 7631.8-1990规定,工作温度-10ºC~60 ºC L-XAA:1号、2号、3号、4号通用锂基润滑脂1、通常标记通用锂基脂 L-XBCHA2 GB 7324-19942、常用牌号:按GB/T 7631.8-1990规定,工作温度-10ºC~150 ºC L-XBCHA:1号、2号、3号7903号耐油密封润滑脂1、通常标记7903号耐油密封脂 SH/T 0011-19907017-1号高低温润滑脂1、通常标记7017-1号高低温润滑脂 SH 0431-1992(1998)机动车辆制动液1、通常标记制动液 HZY3 GB 12981-2003 2、常用牌号:HZY3、HZY4、HZY5合成切削液1、通常标记切削液Ⅱ GB/T 6144-19852、常用牌号:普通型Ⅰ类、防锈型Ⅱ类、极压型Ⅲ和多效型Ⅳ25人造板刨花板1、通常标记16 GB/T 4897-20032、常用规格:(厚╳宽╳长)为(2.5、2.8、3.1、3.6、4.1、5.1、6.1…) ╳(915、1220) ╳(915、1220、1830、2135、2440)中密度纤维板1、通常标记室内型中密度板 MDF-6 GB/T 11718-19992、常用型号、规格:(厚╳宽╳长)型号:室内型板MDF、防潮型板MDF·H、室外型板MDF·E 规格:(厚╳宽╳长)(≥1.8)╳(915、1220)╳(1830、2135、2440)普通胶合板1、通常标记Ⅱ类胶合板 3.5 GB/T 9846.3-20042、常用规格范围:(厚╳宽╳长)(2.7、3~25)╳(915、1220)╳(915、1220、1830、2135、2440)Ⅰ类为耐气候胶合板,Ⅱ类为耐水胶合板,Ⅲ类为不耐潮胶合板硬质纤维板1、通常标记硬质板 3.2 GB/T 12626.2-19902、常用规格范围:(厚╳宽╳长)(2.50、3.00、3.20、4.00、5.00)╳(610、915、1000、1220)╳(1830、2000、2135、2440)26(完)。
QT500—7不同壁厚下的组织和性能研究
QT500—7不同壁厚下的组织和性能研究作者:张华吕风李月樵傅涛来源:《中国科技博览》2018年第29期[摘要]本文主要探讨了QT500-7和QT450-10球铁阀门材质与生产工艺进行优化的问题。
针对不同壁厚和结构来探索材质成分控制规律、原材料的成分要求、微量元素控制和铸造工艺。
研究了不同壁厚的组织情况,包括球化率、石墨球大小、珠光体含量。
通过比较不同部位的组织情况和两种牌号的组织及性能,探讨了组织随壁厚的变化规律,为球铁生产提供新的参考。
[关键词]球墨铸铁; QT500-7;壁厚;金相组织中图分类号:S362 文献标识码:A 文章编号:1009-914X(2018)29-0165-0220世纪30年代德国学者发现特定成分的铁碳合金可以形成石墨钢;1947年H.Morrogh发现在过共晶的灰铸铁铁液中,加入铈和其它稀土元素,并以Si-Mn-Zr合金孕育,当铈的质量分数大于0.02%时,形成球状石墨;1948年A.P.Gangnebin研究发现在铁液中加入镁,用硅铁孕育,当残留ω(Mg)≥0.04%时,得到球状石墨。
从此,球墨铸铁进入大规模的工业生产。
球墨铸铁在国民经济的众多领域具有重要应用,广泛应用于柴油机缸体、阀门、曲轴等零部件等产品。
1 试验方案1.1 浇道截面设计在QT500-7铸件的浇注系统上取不同壁厚铸件,不同壁厚的浇道截面如图1所示,单位mm。
1.2 化学成分确定影响球铁组织及性能的化学元素主要包括五大元素、合金元素及一些微量元素,总的控制原则主要有[3]:(l)五大元素按照“两高三低”原则;(2)通过改变Si的含量来改变球铁碳当量;(3)通过提高碳当量提高铸件的自补缩能力,特别是对于薄壁件;(4)铸件的壁厚小,碳当量取小值;铸件的壁厚大,碳当量则取大值;(5)考虑各种合金元素和微量元素对组织的影响。
1.3 球化、孕育和熔炼工艺1.3.1 球化工艺可作为球化剂的元素很多,以Mg和RE应用最广泛[6]。
球铁QT500-7熔炼课程设计课件
SHANDONGUNIVERSITYOFTECHNOLOGY课程设计铸造合金及其熔炼学院:机械工程学院专业:材料成型及控制工程学生姓名:学号:指导教师:2013年1月目录目录 (Ⅰ)第一章引言 (1)1.1 课题的目的和意义 (1)第二章零件的原始要求 (2)2.1 零件铸造要求 (2)2.2 结构 (2)2.3 技术要求 (2)2.4 铸件材料 (3)第三章化学成分的选定 (3)3.1 基本元素的选定及作用 (3)3.1.1 碳作用及选定 (3)3.1.2 硅作用及选定 (3)3.1.3 锰作用及选定 (4)3.1.4 磷作用及选定 (4)3.1.5 硫作用及选定 (4)3.2 炉料的选择 (4)3.2.1 各炉料的化学成分 (4)3.2.2 常见元素在冲天炉熔炼过程中的增减率 (5)3.2.3 炉前添加合金元素的回收率 (5)3.3 配料计算 (5)3.3.1 计算炉料中各元素应有的含量 (5)3.3.2 初步确定炉料配比 (6)3.3.3 确定配比并计算铁合金补加量 (6)3.3.4 核算硫、磷是否在要求范围之内 (7)3.3.5 根据以上计算,写出配料单,确定配料比 (8)第四章选用高炉 (8)4.1 冲天炉的基本结构及作用 (8)4.1.1 炉底与炉基 (8)4.1.2 炉体与前炉 (8)4.1.3 烟囱与除尘装置 (9)4.1.4 送风系统 (9)4.1.5 热风装置 (9)4.1.6 风机 (9)4.2 冲天炉的尺寸 (9)4.2.1 冲天炉内径 (9)4.2.2 冲天炉的高度 (9)4.2.3 冲天炉送风系统 (10)4.2.4 前炉、过桥、出铁口及出渣口 (11)4.2.5 冲天炉烟囱和加料口的基本尺寸 (12)4.2.6 火花捕集器的原理结构和基本尺寸 (13)4.3 冲天炉影响铁液温度的影响因素 (14)4.3.1 焦炭对冲天炉铁液温度的影响 (14)4.3.2 送风对冲天炉铁液温度的影响 (14)4.3.4 金属炉料对冲天炉铁液温度的影响 (15)4.3.5 熔炼操作参数对冲天炉铁液温度的影响 (15)4.3.6 冲天炉结构参数对铁液温度的影响 (15)4.4 冲天炉强化熔炼的主要措施 (16)4.4.1 预热送风 (16)4.4.2 富氧送风 (16)4.4.3 除湿送风 (16)第五章确定熔炼工艺过程 (16)5.1 制定主要工艺参数 (16)5.1.1 合理的送风强度 (16)5.1.2 合理的熔化强度 (17)5.1.3 合理的底焦高废 (17)5.2 熔炼前的准备 (17)5.2.1新原材料的试用 (17)5.2.2 熔铁顺序的安排 (17)5.3 炉前质量的控制 (18)5.3.1 根据铁水火花判断铁水质量 (18)5.3.2 根据三角试片判断铁水质量 (18)5.3.3 根据炉渣的颜色判断铁水质量 (18)5.3.4 打炉前料住高度的判断 (18)5.4 冲天炉熔炼操作 (19)5.4.1 修炉 (19)5.4.2 点火 (19)5.4.3 装料 (19)5.4.4 鼓风熔炼 (19)5.4.5 停风打炉 (20)5.5冲天炉判断、常见故障排除 (20)5.6 各种特殊处理 (22)5.6.1球化处理 (22)5.6.2孕育处理 (23)参考文献 (24)第一章引言1.1 课题的背景和意义球墨铸铁是一种广泛应用于各工业部门的重要结构材料,它的出现使铸铁材料的性能发生了质的飞跃,因此在国内外发展都很快,许多方面已取代了锻钢、铸钢及可锻铸铁的应用,成为产量仅次于灰铸铁的铸造合金材料。
QT500-7铸态球铁件的生产控制
QT500-7铸态球铁件的生产控制黄石东贝铸造有限公司黄卫胜吴林林摘要:我车间主要生产球铁汽车制动器,采用铸态球铁生产工艺可以降低生产成本,缩短生产周期。
为用户提供加工性能好,高强度、高韧性的铸态球墨铸铁,一般是指铁素体含量大于70%的球铁,要求高碳低硅,铁液纯净,球化良好,孕育到位。
因此,在实际生产过程中,确保炉料加入的纯净,化学成分选择的合理,工艺过程控制的稳定是生产QT500-7铸态球墨铸铁的关键。
1 DISA线生产球铁工艺及设备我公司拥有一条DISA2013LP生产线,铸型输送线长度为18米。
铁水采用2T一拖二中频电炉熔炼。
高温精练的铁水,除尽熔渣后倒入球化包充分球化。
球化率达标后通过5T行车吊至浇注平台,转入手工浇包进行浇注。
混砂系统全自动控制,配有一台1T DISA混砂机,混好的型砂依次经过PD5、PD6、T3745斗提、PD7到造型机造型。
2 化学成分的选择碳:碳能促进镁的吸收,改善球化效果,提高石墨球的圆整度,可以提高铁水的流动性,减少铸件缩松;能够促进石墨化,减少白口倾向,消除渗碳体,增加铁素体含量。
铁水的碳选择为3.8-3.85%。
硅:硅可以明显促进石墨化,减少白口倾向,增加铁素体量,改善球铁的塑性,提高孕育效果,但是硅显著增加球铁脆性随其含量的增加而明显增加。
锰:降低共析转变温度,稳定和细化珠光体,锰量过高易产生渗碳体,提高脆性转变温度,降低冲击韧性,控制Mn<0.3%。
磷:在球铁中溶解度很低,当超过某一含量时,易偏析于共晶周围边界形成磷共晶体,降低铸件的塑性,韧性和强度,并且使铸件产生冷裂,控制P<0.06%。
硫:硫低,球化率高,可适当减少球化剂的加入量,不仅能减少铸件夹渣,皮下孔等缺陷。
而且能减少铸件中微观夹杂物的含量,提高铸件的综合性能。
当球化剂加入量不变时,硫高会造成残留镁量不足导致球化不良或球化衰退的现象。
球化剂牌号不变时,球化剂加量随铁液含硫量的增加而增加,所以在球铁生产中,为了稳定生产,提高质量,原铁水含硫量越低越好。
金属材料成分与代号
7 铸铁_DZ2.15.10.1-1999 灰铸铁HT150DZ2.15.10.2-1999 灰铸铁HT200DZ2.15.10.3-1999 合金铸铁HT28-48CrMoDZ2.15.10.14-1999 球墨铸铁QT400-15DZ2.15.10.5-1999 灰铸铁QT500-7DZ2.15.10.6-1999 灰铸铁QT600-36 铸钢DZ2.15.9.1-1999 碳素铸钢ZG230-450DZ2.15.9.8-1999 合金铸钢ZG15Cr1Mo1DZ2.15.9.7-1999 合金铸钢ZG15Cr2Mo1DZ2.15.9.6-1999 合金铸钢ZG15Cr1Mo1V DZ2.15.9.4-1999 合金铸钢ZG20CrMoDZ2.15.9.5-1999 合金铸钢ZG20CrMoVDZ2.15.8.2-1999 精铸不锈钢ZG1Cr13DZ2.15.8.3-1999 精铸不锈钢ZG2Cr13DZ2.15.8.4-1999 精铸不锈钢ZG1Cr11MoV11铜及铜合金DZ2.15.11.1-1999 工业纯铜T3DZ2.15.11.2-1999 黄铜H62DZ2.15.11.3-1999 铅黄铜HPb59-1DZ2.15.11.4-1999 锡黄铜HSn62-1DZ2.15.11.5-1999 锡黄铜HSn70-1DZ2.15.11.16-1999 加硼锡黄铜HSn70-1BDZ2.15.11.6-1999 铝青铜QAl9-4DZ2.15.11.7-1999 锡青铜QSn4-3DZ2.15.11.8-1999 铍青铜QBe2DZ2.15.11.9-1999 铁白铜BFe30-1-1DZ2.15.10.8-1999 铸铝青铜ZCuAl10Fe3DZ2.15.10.11-1999 铸锡青铜ZCuSn3Zn8Pb6Ni1 DZ2.15.10.10-1999 铸锡青铜ZCuSn10P1DZ2.15.10.9-1999 铸锡青铜ZCuSn5Pb5Zn5DZ2.15.10.7-1999 铸硅黄铜ZCuZn16Si4DZ2.15.10.15-1999 铸铅镍黄铜ZCuZn15Ni125 耐热、耐酸不锈钢、高温合金DZ2.15.4.16-1999 耐热铬钼不锈钢0Cr15MoDZ2.15.4.19-1999 不锈钢0Cr17Ni12Mo2 DZ2.15.4.18-1999 不锈钢0Cr18Ni9DZ2.15.4.1-1999 不锈钢1Cr13DZ2.15.4.4-1999 不锈钢1Cr11MoVDZ2.15.4.8-1999 不锈钢1Cr12MoDZ2.15.4.5-1999 不锈钢1Cr12W1MoV(1Cr12WMoV)序号标准号名称牌号页次DZ2.15.4.7-1999 不锈钢1Cr12Ni2W1Mo1V 5—15DZ2.15.4.17-1999 不锈钢1Cr12Ni3Mo2VN 5—17DZ2.15.4.2-1999 不锈钢2Cr13 5—19DZ2.15.4.6-1999 不锈钢2Cr11NiMo1V 5—21DZ2.15.4.14-1999 不锈钢2Cr11Mo1VNbN 5—23DZ2.15.4.9-1999 不锈钢2Cr12NiMo1W1V 5—25lDZ2.15.4.3-1999 不锈钢3Cr13 5—27DZ2.15.4.15-1999 高压锅炉用钢管10Cr9Mo1VNb 5—296DZ2.15.4.13-1999 司太立合金Co60Cr30W5 5—31DZ2.15.4.12-1999 高温合金GH2132 5—33DZ2.15.4.20-1999 高温合金GH4145 5—35DZ2.15.4.11-1999 耐热合金R-26 5—371、ZG1Cr13与1Cr13有什么区别?ZG1Cr13晶体结构为马氏体型,是不锈耐酸铸钢C(碳):0.08~0.15Si(硅):≤1.0Mn(锰):≤0.6Cr(铬):12.0~14.01Cr13 晶体组织为:马氏体型,为耐热钢C(碳)≤0.15Si(硅)≤1.00Mn(锰)≤1.00P(磷)≤0.035S(硫)≤0.030Cr(铬)11.50~13.50"ZG"是"铸钢"的意思不加这个前缀的不是铸钢(一般是指轧钢)2、ZG2Cr13材料名称:不锈耐酸钢铸件●特性及适用范围:性能与ZG1Cr13相同,由于含碳量比ZG1Cr13高,故具有更高的硬度,但耐蚀性较低,焊接性能较差。
灰铁(球铁)力学性能(1)
灰铸铁力学性能牌号铸件壁厚/mm 最小抗拉强度Qb/MPa硬度分级硬度范围HBW金相组织HT100 2.5~10 130H145 ≤170铁素体10~20 10020~30 9030~50 80H150 2.5~10 175H175 150~200 铁素体+珠光体10~20 14520~30 13030~50 120HT200 2.5~10 220H195 170~220 珠光体10~20 19520~30 17030~50 160HT250 4.0~10 270H215 190~240 珠光体10~-20 24020~30 22030~50 200HT300 10~-20 290H235 210-260 100%珠光体20~30 25030~50 230HT350 10~-20 340H255 230~280 100%珠光体20~30 29030~50 260球墨铸铁铁力学性能牌号铸件壁厚/mm抗拉强度Qa/MPa屈服强度Q0.2/MPa伸长率Q(%)参考≥布氏硬度HBW金相组织QT400-18A>30~60 390 250 18130~180 铁素体>60~200 370 240 12QT400-15A>30~60 390 250 15130~180 铁素体>60~200 370 240 12QT500-7A>30~60 450 300 7170~240 铁素体+珠光体>60~200 420 290 5QT600-3A>30~60 600 360 3180~270 珠光体+铁素体>60~200 550 340 1QT700-2A>30~60 700 400 2180~270 珠光体>60~200 650 380 1QT800-2A / 800 480 2 245~335 珠光体或回火组织QT900-2A / 900 600 2 280~360 贝氏体或回火马氏体灰铸铁中外对照表中国GB国际标准ISO 俄罗斯ΓOCT美国ASTN日本JIS德国DIN英国BS 法国NFHT100 100 CЧ10 / FC100 / 100 / HT150 150 CЧ15No.20 FC150 GG15 150 FGL150 HT200 200 CЧ20No.30 FC200 GG20 200 FGL200 HT250 250 CЧ25No.35 FC250GG25250 FGL250 HT300 300 CЧ30No.45 FC300 GG30 300 FGL300 HT350 350 CЧ35No.50 FC350 GG35 350 FGL350 HT400 / CЧ40No.60 / GG40 / FGL400球墨铸铁中外对照表中国GB国际标准ISO 俄罗斯ΓOCT美国ASTN日本JIS德国DIN英国BS 法国NFQT400-18 400-18 CЧ40 60-40-18 FCD400 GGG40 400/17 FGS370-17 QT450-10 450-10 CЧ45 65-45-12 FCD450 / 420/12 FGS400-12 QT500-7 500-7 CЧ50 70-50-05 FCD500 GGG50 500/7 FGS500-7 QT600-3 600-3 CЧ60 80-60-03 FCD600 GGG60 600/3 FGS600-3 QT700-2 700-2 CЧ70 100-70-03 FCD700 GGG70 700/2 FGS700-2 QT800-2 800-2 CЧ80 120-90-02 FCD800 GGG80 800/2 FGS800-2 QT900-2 900-2 CЧ100 / / / 900/2 /教你如何用WORD文档(2012-06-27 192246)转载▼标签:杂谈1. 问:WORD 里边怎样设置每页不同的页眉?如何使不同的章节显示的页眉不同?答:分节,每节可以设置不同的页眉。