推杆式热处理电阻炉能耗分等
热处理炉子的分类
热处理炉子的分类热处理炉是一种利用热能对材料进行预热、加热、保温、冷却等热处理工艺的设备。
根据不同的热处理方式和工艺要求,热处理炉可以分为多种类型。
1.电阻炉电阻炉是利用材料的电阻作为热源,通过通电使材料发热并加热达到所需温度的一种炉子。
电阻炉可以根据不同材料的类型进行不同的热处理,如退火、淬火、正火、回火等。
电阻炉具有加热温度高、加热速度快等特点。
2.气体炉气体炉是以燃气、液化石油气等为燃料的一种热处理炉子。
气体炉具有加热速度快、能耗低等优点,广泛应用于退火、正火、回火、淬火等热处理工艺中。
3.夹层炉夹层炉是一种通常采用电阻加热的热处理设备,其结构分为内胆和外壳两层,内胆用于放置待处理材料,而外壳则起到保温效果。
夹层炉具有温度稳定性好、加热均匀等优点,适用于各种热处理工艺。
4.盐浴炉盐浴炉利用盐浴作为加热介质,将待处理材料浸入盐浴中进行热处理。
其具有加热速度快、温度控制精度高等特点,适用于各种高温热处理工艺,如渗碳、氮化、硬化等。
5.真空炉真空炉通过排除氧气等气体,创造真空环境进行热处理。
真空炉具有加热速度快、温度控制精度好、不污染材料表面等优点,主要用于高温热处理和精密热处理,如真空渗碳等。
6.氧气气氛炉氧气气氛炉是利用含氧气体作为加热和保护介质的热处理炉。
其具有温度控制精度高、处理效果好等优点,适用于非金属材料的退火、烧结、氧化等工艺。
7.流化床炉流化床炉是一种利用流化床技术进行热处理的设备,通过在加热器内形成气体固体流化状态,使待处理材料受到气体和固体的共同作用进行热处理。
流化床炉具有加热速度快、均匀性好、低温下处理效果好等特点,适用于低温的各种热处理工艺。
热处理炉第四章热处理电阻炉概述PPT演示文稿
电热元件
炉子的发热体,使电能 转化为热能,加热工件。
辅助装置 机械传动系统,炉子操 作参数测量及控制系统,
可控气氛供应和控制系统
或真空系统等等。
5
二、通用性周期作业热处理炉 1、箱式电阻加热炉
RX3系列950℃箱式电阻炉
6
1.6
第四章 热处理电阻炉概述
二、通用性周期作业热处理炉
1、箱式电阻加热炉
技术改造:采用轻质砖和耐火纤维作炉衬以减少炉子 的散热损失和蓄热量;加强炉子密封,通入保护气氛, 实现无氧化加热。
1.10
10
高 温 箱 式 电 阻 炉
高温箱式电阻炉
1-炉门;2-观察孔;3-变压器;
4-碳化硅棒;5-炉衬;6-炉壳;7-热电偶孔
11
高温箱式电阻炉:结构与中温箱式电阻炉相似,炉 墙内侧多了一层高铝重质耐火砖;由于炉温高,所以应 增加炉衬厚度,炉门壁厚。炉底多用碳化硅或重质高铝 砖制成。
29
罩式炉
30
1.30
五、处理小尺寸工件的周期作业炉
滚筒式炉 翻转炉底板式炉
小尺第寸四零章件装热筐加处热理时电常会阻堆炉积概在一述起,影响加热速度
和温度均匀性,这类炉子应能将工件分散布置在炉底上加 热,或在加热过程中使工件不断翻转运动。
滚筒式炉:小尺寸(如 轴肖,链片等)渗碳、 淬火和正火等。
滚筒式炉
5-台车驱动装置;6-台车;7-炉门;8-炉门升降机构
1.26
26
RX3系列台车式电阻炉
27
1.27
第四章 热处理电阻炉概升述降底式炉
炉体架空固定在支架上, 炉口向下和炉底可升降的 炉子。炉底在地面装料后 上升,将工件送入炉膛并 封闭炉口。
热处理炉子的分类
热处理炉子的分类热处理炉是一种用于对金属材料进行热处理的设备,通过对金属材料加热、保温和冷却等过程,改变其组织结构和性能。
根据不同的分类标准,热处理炉可以分为多种类型,下面将对几种常见的热处理炉进行介绍。
一、按加热方式分类1. 直接加热炉:直接将燃烧产生的火焰和烟气直接接触金属材料,传递热量给金属材料。
这种炉子的特点是加热速度快,但温度分布不均匀。
常见的直接加热炉有火焰加热炉和电弧加热炉。
2. 间接加热炉:通过加热介质(如燃气、电流等)间接加热工件。
这种炉子的特点是温度均匀,适用于对工件进行精确的热处理。
常见的间接加热炉有电阻加热炉、感应加热炉和电子束加热炉。
二、按工艺分类1. 钢丝网带炉:通过钢丝网带将工件送入炉内,实现连续生产。
这种炉子适用于对批量生产的小型工件进行热处理,如弹簧、螺丝等。
2. 目测炉:通过观察工件表面的颜色变化来判断加热温度,适用于对小型工件进行热处理。
这种炉子操作简单,但对操作人员的经验要求较高。
3. 气氛炉:通过在炉腔内注入特定气体,控制炉内气氛,以达到特定的热处理效果。
这种炉子适用于对对腐蚀性气体敏感的工件进行热处理,如不锈钢、合金等。
4. 轴承式炉:通过在炉内建立轴承支撑工件,使工件在加热过程中能自由旋转,以提高加热均匀性。
这种炉子适用于对大型工件进行热处理,如飞机发动机零件、汽车曲轴等。
三、按炉膛结构分类1. 直立式炉:炉膛直立,工件通过顶部或侧面进出炉膛。
这种炉子结构简单,适用于对高温工件进行热处理。
2. 卧式炉:炉膛水平放置,工件通过炉膛前端进出。
这种炉子适用于对大型工件进行热处理,如船舶、桥梁等。
3. 单腔式炉:炉膛内只有一个加热腔室,适用于对工件进行简单的热处理。
4. 多腔式炉:炉膛内有多个加热腔室,可以同时对多个工件进行不同的热处理。
这种炉子适用于对多样性工件进行热处理,提高生产效率。
总结起来,热处理炉根据不同的分类标准可以分为多种类型,包括直接加热炉和间接加热炉、钢丝网带炉和目测炉、气氛炉和轴承式炉,以及直立式炉和卧式炉、单腔式炉和多腔式炉等。
燃料热处理炉节能监测
《燃料热处理炉节能监测》国家标准宣贯材料编写人:扬州市节能监察中心严乐荣第一章概述第一节热处理炉概况热处理是机械电子工艺生产中及其重要的工艺,该工艺所用的主要加热设备是热处理炉。
通过对热处理炉的加热来改变炉内的金属的材料机械性能。
因为金属材料在不同的温度下其内部组织的性能是不同的,所以通过对金属材料进行热处理可以得到人们所需要的组织结构,从而得到人们所需要的更好的机械性能。
例如对金属材料进行退火,就是为了通过加热来消除材料的内应力,而对金属材料进行淬火、回火、渗碳等热处理,都是为了通过准确地控制加热温度、保温和冷却速度来获得人们需要地金属结晶组织结构,从而获得人们需要地材料机械性能。
一、热处理炉的分类热处理的工艺因人们所需要的材料的性能不同,其种类很多,正由于热处理的工艺不同,也就需要不同种类的热处理炉来完成。
热处理炉是工业炉的一种,它的种类繁多,其主要分类按照如下原则进行:1、按照炉温分类(1)低温炉一般炉温在6500C以下,主要供钢制工件淬火后的回火、氮化、铝镁合金淬火加热和时效等。
(2)中温炉炉温在650-10000C,供钢件淬火、退火、渗碳等加热用。
这类炉子热处理车间最多。
(3)高温炉炉温在10000C以上,主要供高速钢、模具钢、耐热钢和耐热合金的热处理用。
2、按照炉内传热方式分类(1)以对流传热为主的热处理炉:这类热处理炉一般属于低温炉。
为了增强对流换热,提高炉温的均匀性,炉内应该安装风扇;(2)以辐射传热为主的热处理炉:在温度高于6500C,炉内工件主要靠辐射方式加热,所以中温炉和高温炉皆以辐射加热为主的热处理炉。
但当炉内装有高速烧嘴时,虽然炉温很高,炉内工件主要还是靠对流换热加热为好,真空炉皆属于辐射方式加热。
远红外加热炉:一般称波长8-1000微米的红外线为远红外线。
远红外加热为辐射加热的一个特例,远红外对某些工件在低温范围内加热较为有效。
3、以热能和发热方式来分(1)电阻炉凡是借电流通过电热元件把炉膛加热的炉子称为电阻炉。
热处理加热炉分类
热处理加热炉分类热处理加热炉是一种用于对金属材料进行加热处理的设备,它能够通过加热和冷却的方式改变金属材料的物理和化学性质,从而达到提高其硬度、强度、耐磨性等目的。
根据不同的加热方式和功能特点,热处理加热炉可以分为多种不同的分类。
第一种分类是按照加热方式进行的。
在这种分类方法中,热处理加热炉被分为了直接加热和间接加热两种类型。
直接加热炉是指将金属材料直接放置在加热源的热传导介质中进行加热的炉子,它的加热效率较高,适用于对小型和中型金属材料进行加热处理。
而间接加热炉则是指通过加热源和工件之间的热传导介质来进行加热的炉子,它的加热效率较低,但适用于对大型金属材料进行加热处理。
根据金属材料的特性和加热要求的不同,可以选择合适的加热方式和加热炉类型。
第二种分类是按照加热温度进行的。
根据金属材料的不同熔点和加热要求,热处理加热炉可分为低温加热炉、中温加热炉和高温加热炉三种类型。
低温加热炉主要用于对热敏感的金属材料进行加热处理,其加热温度一般在100℃以下;中温加热炉适用于对常见金属材料进行加热处理,其加热温度一般在100℃至1000℃之间;高温加热炉则主要用于对高熔点金属材料进行加热处理,其加热温度可以达到1000℃以上。
根据加热温度的不同,热处理加热炉可以选择适当的加热方式和控制系统,以确保金属材料能够达到所需的加热温度和时间。
第三种分类是按照加热介质进行的。
根据金属材料和工艺要求的不同,热处理加热炉可以采用不同的加热介质,如燃气、电能和液体等。
燃气加热炉是指通过燃烧燃气产生的热能来对金属材料进行加热的炉子,它具有低成本、易于控制的优点,适用于对普通金属材料进行加热处理。
电加热炉则是指通过加热元件产生的电能来对金属材料进行加热的炉子,它具有快速加热、高效能的特点,适用于对高温金属材料进行加热处理。
而液体加热炉则是指将金属材料浸泡在液体中进行加热的炉子,它具有均匀加热、节能环保的优点,适用于对特殊金属材料进行加热处理。
电阻炉功率的计算
电阻炉功率的计算热处理电阻炉功率的计算方法有热平衡计算法和经验计算法良种。
一、热平衡计算发热平衡计算法是根据炉子的输入总功率(收入项)应等于各项能量消耗(支出项)总和的原则确定炉子功率的方法。
1.热处理电阻炉的主要能量支出炉子能量消耗包括热工件的热量(有效热量)、在生产操作中的各项热损失和电能输入炉子过程中在电气设备及导线中的电能损失(如变压器和炉外电缆的电能损失等)。
炉子能量消耗量与炉子结构、尺寸、生产率、热处理工艺和供电方式有关。
电阻炉主要热量指出项目的计算方法如下:(1)加热工件所需热量Q件Q件=P( c 2 t 2-c 1 t 1 ) ( kJ / h)式中:P——炉子的生产率( kg / h)t 1、t 2——工作加热的初始和终了温度(℃)c 1、c 2——工件在t1和t2时的比热容[kJ/(kg·℃)],参见附表6。
若以加热阶段作为热平衡的时间单位时,Q件应为Q件=G装(c2t2-c1t1)/г加(kJ/h)式中:G装——一次装炉料重量(kg);г加——加热阶段时间(h)。
(2)加热辅助构件(料筐、工夹具、支承架、炉底板及料盘)所需热量Q辅Q辅=P辅(c2t2-c1t1)(kJ/h)式中:P辅——每小时加热辅助构件的重量(kg/h);t1、t2——辅助构件加热的初始和终了温度(℃);c1、c2——辅助构件在t1和t2时比热容[kJ/(kg·℃);(3)加热控制气体所需热量Q控Q=V控c控(t2-t1)(kJ/h)式中:V控——控制气体的用量(m3/h);t1、t2——控制气体入炉前温度和工作温度(℃);c控——控制气体在t1~t2温度范围内的平均比热容[kJ/(m3·℃)] (4)通过炉衬的散热损失Q散在炉处于稳定态传热时,通过双层炉衬的散热损失为式中:tg、ta——炉气和炉外空气温度(℃),对电阻炉可以认为tg 近似等于炉内壁温度或炉温;啊s1、s2——第一层和第二层炉衬的厚度(m);λ1、λ2——第一层和第二层炉衬的导热率[W/(m2·℃)]ɑ∑2——炉体外壳对周围空气的综合传热系数[W/(m2·℃)](见附表2);F散——炉体的平均散热面积(m2);3.6——时间系数。
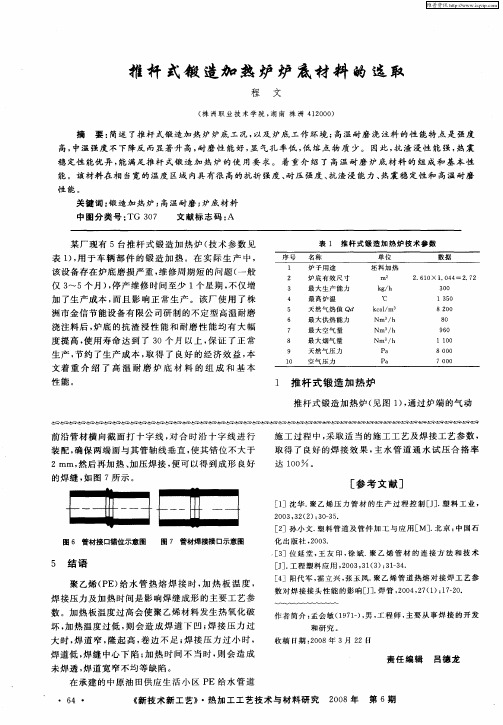
推杆式锻造加热炉炉底材料的选取
仅 3 ~5个 月) 停 产维 修时 间至少 1 星期 , , 个 不仅 增 加 了生 产成 本 , 而且 影 响正 常 生 产 。该 厂使 用 了株 洲 市金 信节 能设备 有 限公 司研制 的不定 型高 温耐 磨
浇 注料 后 , 底 的抗 渣 浸性 能 和耐 磨 性 能 均有 大 幅 炉
在 承建 的 中原 油 田供应 生 活小 区 P E给水 管 道
・
责任 编辑 吕德龙
6 ・ 4
《 新技术 新 工艺》・ 加工工 艺技 术 与材 料研 究 热
20 0 8年 第 6期
维普资讯
推 杆将 工件 断续地 推 入 炉膛 内 , 炉膛 分 为加 热 段 和 预 热段 , 炉气 温度 分别 为 13 0 ℃和 10 0。 工 件 5 0 C, 通 过互 推依 次 由预热 段 进 入 加 热 段 , 工件 加 热 到 当 锻 打温度 ( 0 13 0℃) , 时 即可 出炉锻 打 , 炉型 与 圆 此 柱 式锻造 加 热 炉 相 比较 , 有 热 效 率 高 、 属 烧 损 具 金 小、 生产 连续 等优 点 , 是 因炉 子 是 间歇 式 作业 , 但 且 炉 温高 , 工件 是互 推进 入炉 内 , 工件 与炉 底 的磨擦 力 大 , 内温度 不均 匀 , 炉 因此 , 求 炉 底材 料 在 相 当宽 要 的温度 区域 内具有 很 高 的抗 折 强度 、 压强 度 、 渣 耐 抗 浸 能力 、 热震 稳定 性 和高温 耐磨 性 能 。
达 10 。 0
[ 考文献] 参
E i沈 华. 乙烯 压 力 管 材 的 生 产 过 程 控 制 [] 塑 料 工 业 , l 聚 J.
正火和退火的应用实例
正火和退火的应用实例【产品名称及规格】:螺母,D204X195【材料牌号】:QT500-7A【技术要求】:HB240-270【使用设备】:箱式炉【工艺种类】:正火【热处理工艺】:860°CX120min,出炉空冷【产品名称及规格】:千分尺弓架 0-25mm、25-50mm、50-75mm【材料牌号】:20#【技术要求】:焊后消除应力【使用设备】:箱式炉【工艺种类】:去应力退火【热处理工艺】:随炉升温,温度300℃,保温时间3h,出炉空冷。
【备注】:使用30KW高频进行弓架焊接搭子,焊接剂为脱水硼砂,焊片为105焊接铜片,必须焊后当班进行去应力处理。
【产品名称及规格】:转向器转向螺杆 D35X244【材料牌号】:20CrMnTi【技术要求】:HB156~207 晶粒度5~8级【使用设备】:箱式炉【工艺种类】:正火【热处理工艺】:950°CX90min 出炉摊放。
空冷【备注】:装炉量200公斤【产品名称及规格】:叶轮毛坯【材料牌号】:QT600-3【技术要求】:HB230~300【使用设备】:箱式炉【工艺种类】:正火+回火【热处理工艺】:850-950°CX120min 空冷, 550-600°CX120min ,空冷【备注】:装炉量200公斤【产品名称及规格】:齿轮轴冷锻毛坯单重3.332kg【材料牌号】:DSCM419【技术要求】:HB137-187;F+P均布,1~4级;实际晶粒度80%以上6~9级,级差≤4级;无B和M;魏氏组织≤1级;带状组织≤3级【使用设备】:辊底炉【工艺种类】:等温正火【热处理工艺】:930°CX140min +强风风冷7min+600℃保温160min+出炉强风冷却。
空冷【备注】:装炉量单筐350公斤,每35分钟进一炉。
【产品名称及规格】:三级内齿圈Φ238/Φ192×105【材料牌号】:42CrMoA【技术要求】:HB≤269【工艺种类】:正火【热处理工艺】:860℃保温3h 出炉空冷【产品名称及规格】:球铁活塞【材料牌号】:QT700-2【技术要求】:HB250-290【使用设备】:推杆炉【工艺种类】:正火+回火【热处理工艺】:870°CX180min 风冷, 580°CX180min ,空冷船用活塞:【产品名称及规格】:球铁活塞【材料牌号】:QT600-3【技术要求】:HB193~269,残余应力小于70MP【使用设备】:井式炉【工艺种类】:去应力退火【热处理工艺】:580°CX360min ,炉冷小于250度出炉【产品名称及规格】:钢板【材料牌号】:45#【技术要求】:HRC20~25【使用设备】:箱式炉【工艺种类】:正火【热处理工艺】:860°CX120min,出炉空冷【产品名称及规格】:双联齿毛坯;冷锻工艺中第一次球化退火(整个毛坯冷锻过程中,共需两次退火+一次等温正火)【材料牌号】:DSCM436H【技术要求】:133~163HB;球化率70%以上;脱碳≤0.3mm;【使用设备】:钟罩密封炉【工艺种类】:球化退火【热处理工艺】:730-760℃,24h;300℃以下出炉;N2保护;N2纯度不低于99.9%;排气阶段N2流量全开,排气阀全开;300℃以上排气阀关闭、N2流量越小越好,但要保证炉内正压保持≥50mmH2O【备注】:工件单重1.23kg,装炉量小于4吨,分层装炉,在料筐中央留空间以有利于气体循环。