自动调整臂原理图及安装调整方法
调整臂原理图

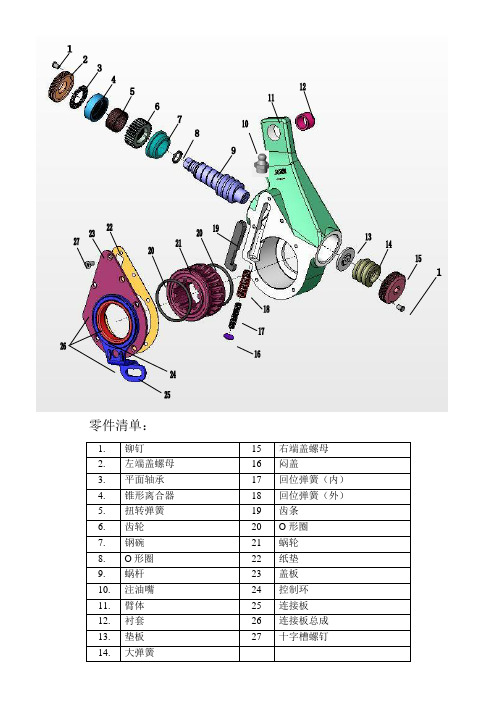
零件清单:1. 起始位置连接板25被固定在支架上,齿条19与控制环24 的槽口上端相接触。
槽口的宽度决定了刹车片与 制动鼓之间的设定间隙值。
2.转过间隙角调整臂转过角A 。
此时,齿条19向下运动与控制环24的槽口下端接触,制动蹄张开。
当存在超量 间隙时,刹车片与制动鼓尚末接触。
3.转过超量间隙角B调整臂继续转动。
此时,齿条19已和控制环24 的槽口下端接触(控制环与固定的控制臂被铆为 一体),不能继续向下运动。
齿条驱动齿轮6旋转, 单向离合器在这个方面可以相对自由转动转过角B 后,凸轮轴带动制动蹄进一步张开,致使刹车片与 制动鼓相接触。
4.转入弹性角C当调整臂继续转动时,由于刹车片与制动鼓已经 相接触,作用在凸轮轴和蜗轮上的力矩迅速增加, 蜗轮21作用于蜗杆9上的力(向右)随之增大, 使得蜗杆压缩弹簧14并向右移动,从而导致蜗杆 9与锥形离合器4分离。
5.转弹性角C调整臂继续转动时,齿条被控制环限制仍然不能向下运动而驱动齿轮转动。
这时由于锥形离合器4与 蜗杆9处于分离状态,整个单向离合器总成一起转动。
A AB ABA B C6.向回转过弹性角C制动开始释放,调整臂向回转过角C 。
在回位弹簧17和18的作用下,使得齿条向下紧帖控制环24的槽口 下端。
此时,锥形离合器4与蜗杆9仍处于分离状态, 齿条可以驱使单向离合器总成自由转动。
7.向回转入间隙角A随着刹车片作用于制动鼓上压力的释放,作用于 凸轮轴和蜗轮的力矩消失,蜗轮21向右施加给蜗 杆9的力也消失,弹簧14复原,推动蜗杆向左移 动,使得蜗杆与锥形离合器4从新啮合。
8.向回转过间隙角A调整臂向回转过A 。
齿条19向上运动,与控制环24 的槽口的接触从下端变为上端。
9.向回转过超量间隙角B调整臂继续转动回到起始位置。
此时,齿条19 已与固定的控制环24的槽口上端相接触,受 其限制不能继续向上移动。
当调整臂回转时, 齿条驱动齿轮6转动,这时单向离合器和锥齿 离合器均处于啮合状态,使得蜗杆9随齿轮一 起转动,蜗杆驱动蜗轮21,蜗轮驱动凸轮轴, 面对面凸轮辆的转动使得超量间隙减小。
自动调整臂工作原理

9.反向回转过超量间隙角B 调整臂继续反转动回到起始位置。 此时,齿条“19”已与固定的控制环 的槽口上端相接触,受其限制不能 继续向上移动。当调整臂反向回转 时,齿条驱动齿轮“6”转动,此 时单向离合器和锥齿离合器均处于 啮合状态,使得蜗杆“9”随齿轮 一起转动,蜗杆驱动蜗轮“21”,蜗 轮驱动凸轮轴,而凸轮轴的转动使 得超量间隙减小。
7.反向回转入间隙角A 随着作用于制动鼓上压力 的释放,作用于凸轮的力矩 消失,蜗轮“21”向右施加 给蜗杆“9” 力的消失,弹 簧“14”复原,推动蜗杆向 左移动,使得蜗杆与锥形离 合器“4”重新啮合。
8.反向回转过间隙角A 调整臂反向回转过角 “A”。齿条“19”向上运 动,与控制环“24”的槽口 的接触从下端变为上端。
自动调整臂工作原理
创造卓越的国际品牌
调整臂总成剖视图
产品爆炸图
结பைடு நூலகம்图
当制动器存在超量间隙“B” 制动时,调整臂的回转行程可划分 为三个部分:正常间隙角“A”、 超量间隙角“B”及弹性角 “C”。隆中自动调整臂能够自 动识别这三个过程,只对超量部 份间隙进行调整。
1.制动起始位置 当控制臂“25”被固定在安 装支架上时,齿条“19”与控 制环“24”的槽口上端相接触。 槽口的宽度决定了刹车片与制 动鼓之间的设定间隙。
5.转过弹性角“C” 调整臂继续转动时,齿条被控 制环限制仍然不能向下运动而驱 动齿轮转动。这时锥形离合器 “4”与蜗杆“9”处于分离状 态,整个单向离合器总成一起转 动(空转—未带动蜗杆)。
6.反向回转过弹性角C 制动开始释放时,调整臂反向 回转过角“C”。在回位弹簧 “17和18”的作用下,使得齿条 向下紧贴控制环的槽口下端。此 时,锥形离合器“4”与蜗杆 “9”仍处于分离状态,齿条可 以驱使单向离合器总成自由转动。
自动调整臂结构原理

更换制动分泵
• 注意:因制动分泵更换后,推杆长度会有所变化,故 必须检查刹车间隙自动调整臂的安装位置。 • 1 移去制动分泵上连接叉的开口销、插销,使之与刹 车间隙自动调整臂分离。 • 2 松开控制臂与定位支架相连接的固定螺母和螺栓。 • 3 更换制动分泵。 • 4 顺时针转动调整臂端部的六角螺母,使调整臂转入 分泵推杆U形叉内。直至调整臂上的孔与U形叉孔对正。 在圆柱销上涂上黄油,再将其轻松插入叉孔,锁上开 口销。(注意:调整臂上的孔与U形叉孔一定要自然 对正。) • 5 参照前后桥调整臂安装方法说明。
二、 前桥HALDEX刹车间隙自动调整臂的安装 B
3 .将控制臂沿控制臂上箭头示意方向推动,直至推不动为止。目的 是保证磨擦衬片和制动鼓之间的设定间隙。随后先将HALDEX卡 箍式定位支架安装在凸轮轴轴端外壳上,在定位支架上的螺母、 垫片最终紧固前,将控制臂通过定位支架的螺栓支柱,螺母,垫 片定位于定位支架上(详请参见图示),最后紧固定位支架于车 桥上(通过其上的两只螺母,紧固力矩至少为20nm)。控制臂与 定位支架的联接方式见图示。 4.用两只螺栓、垫片将调整臂固定在S凸轮轴上。沿凸轮轴轴向检查 调整臂在凸轮轴上轴向是否存在一定间隙,要求间隙值为0.5mm~ 2.0mm之间,实际值如大于或小于上述间隙值范围,应立即将调整 臂拆下,调整凸轮轴轴向定位尺寸以便符合上述要求。 5.用SW12的扳手顺时针方向(转动力矩小,无咔咔声)转动调整臂 的六角螺母,直至磨擦衬片与制动鼓按触,然后再逆时针方向转 动六角螺母3/4圈(转动力矩较大,会听到咔咔声),注意不能用 电动扳手或风动钻。 6.施加若干次制动,刹车间隙将自动调整至正常范围。调整功能可通 过六角螺母在刹车即将结束时顺时针方向的自动旋转观察到。至 此安装过程完毕。
自动调整臂工作原理

自动调整臂工作原理(总3页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--学习内容:1、掌握汽车制动器自动调整臂装配图结构与零件装配关系2、主要零件壳体结构与技术要求3、结合所给参考资料写出所给汽车制动器自动调整臂工作原理与自动调整的装配关系自动调整臂实际上就是一个开环的机械自动控制系统,其工作原理如图2-2所示。
控制盘固定在车轴上作为定位元件,其上的开口对应于标准的制动间隙值,齿条可在开口内上下移动(在壳体的带动下),在制动开始时,齿条与开口的上端接触,在制动过程中,齿条移到开口的下端。
超量间隙的调整是在制动回位的过程中完成的。
回位时,壳体如ω方向转动,壳体带动齿条移到开口的上端,如存在超量间隙△,壳体继续回位,齿条已不能移动,齿条驱动调整器转动调整器带动蜗杆。
z方向转动驱动蜗轮转动一永久的角度(当然凸轮轴亦转过同样的角度△)而达到消除超量间隙△,调节制动间隙到标准值△Xo。
其工作原理如下图。
(1)制动间隙处于设计理想状态时。
制动时,制动分泵连接叉推动主臂1逆时针旋转,大蜗杆7推动大蜗轮9,大蜗轮9通过内花键3带动凸轮轴转动实现制动。
在臂体1逆时针转动时,因控制臂5为固定的,与其固定连接的大齿轮4不动,小齿轮6将沿大齿轮4的节圆滚动,即小齿轮6也逆时针转动;经内爪键17的传动,上端锯齿轮11相应逆时针转动。
当制动间隙在理想状态内时,在上端锯齿轮11逆时针转动过程中,它将压缩顶簧13顺着下端锯齿轮12的锯齿斜而轴向移动,但不会跳齿。
因小蜗杆右端为一单向超越离合器,下端锯齿轮12与小蜗杆不会转动。
解除制动时,制动分泵连接叉推动主臂1顺时针旋转,大蜗杆7推动大蜗轮9,大蜗轮9通过内花键3带动凸轮轴转动解除制动,在臂体1顺时针转动时,小齿轮6将沿大齿轮4的节圆滚动,即小齿轮6也顺时针转动;经内爪键7的传动,上端锯齿轮11相应顺时针转动,同时在顶簧13作用,顺着下端锯齿轮12的锯齿斜而做反向的轴向移动,其运动的角度和位移均与制动时相同,因血不做间隙调整。
自动调整臂工作原理

学习内容:1、 掌握汽车制动器自动调整臂装配图结构与零件装配关系2、 主要零件壳体结构与技术要求3、 结合所给参考资料写出所给汽车制动器自动调整臂工作原理与自 动调整的装配关系自动调整臂实际上就是一个开环的机械自动控制系统,其工作原理如图2-2所示。
上下移动(在壳体的带动下),在制动开始时,齿条与开口的上端接触,在制动过 程中,齿条移到开口的下端。
超量间隙的调整是在制动回位的过程中完成的。
回 位时,壳体如①方向转动,壳体带动齿条移到开口的上端,如存在超量间隙△, 壳体继续回位,齿条已不能移动,齿条驱动调整器转动调整器带动蜗杆。
z 方向 转动驱动蜗轮转动一永久的角度(当然凸轮轴亦转过同样的角度厶)而达到消除 超量间隙△,调节制动间隙到标准值△ XQo其工作原理如下图齿条可在开口内2-2自动调整臂的工作原理 控制盘固定在车轴上作为定位元件,其上的开口对应于标准的制动间隙值,⑷(b) w(1)制动间隙处于设计理想状态时。
制动时,制动分泵连接叉推动主臂1逆时针旋转,大蜗杆7推动大蜗轮9,大蜗轮9通过内花键3带动凸轮轴转动实现制动。
在臂体1逆时针转动时,因控制臂5为固定的,与其固定连接的大齿轮4 不动,小齿轮6将沿大齿轮4的节圆滚动,即小齿轮6也逆时针转动;经内爪键17的传动,上端锯齿轮11相应逆时针转动。
当制动间隙在理想状态内时,在上端锯齿轮11逆时针转动过程中,它将压缩顶簧13顺着下端锯齿轮12的锯齿斜而轴向移动,但不会跳齿。
因小蜗杆右端为一单向超越离合器,下端锯齿轮12与小蜗杆不会转动。
解除制动时,制动分泵连接叉推动主臂1顺时针旋转,大蜗杆7推动大蜗轮9,大蜗轮9通过内花键3带动凸轮轴转动解除制动,在臂体1顺时针转动时,小齿轮6将沿大齿轮4的节圆滚动,即小齿轮6也顺时针转动;经内爪键7的传动,上端锯齿轮11相应顺时针转动,同时在顶簧 13作用,顺着下端锯齿轮12的锯齿斜而做反向的轴向移动,其运动的角度和位移均与制动时相同,因血不做间隙调整。
自动调整臂原理图及安装调整方法
零件清单:1.铆钉15 右端盖螺母2.左端盖螺母16 闷盖3.平面轴承17 回位弹簧(内)4.锥形离合器18 回位弹簧(外)5.扭转弹簧19 齿条6.齿轮20 O形圈7.钢碗21 蜗轮8.O形圈22 纸垫9.蜗杆23 盖板10.注油嘴24 控制环11.臂体25 连接板12.衬套26 连接板总成1.起始位置连接板25被固定在支架上,齿条19与控制环24的槽口上端相接触。
槽口的宽度决定了刹车片与制动鼓之间的设定间隙值。
2.转过间隙角调整臂转过角A。
此时,齿条19向下运动与控制环24的槽口下端接触,制动蹄张开。
当存在超量间隙时,刹车片与制动鼓尚末接触。
3.转过超量间隙角B调整臂继续转动。
此时,齿条19已和控制环24的槽口下端接触(控制环与固定的控制臂被铆为一体),不能继续向下运动。
齿条驱动齿轮6旋转,单向离合器在这个方面可以相对自由转动转过角B后,凸轮轴带动制动蹄进一步张开,致使刹车片与制动鼓相接触。
4.转入弹性角C当调整臂继续转动时,由于刹车片与制动鼓已经相接触,作用在凸轮轴和蜗轮上的力矩迅速增加,蜗轮21作用于蜗杆9上的力(向右)随之增大,使得蜗杆压缩弹簧14并向右移动,从而导致蜗杆9与锥形离合器4分离。
5.转弹性角C调整臂继续转动时,齿条被控制环限制仍然不能向下运动而驱动齿轮转动。
这时由于锥形离合器4与蜗杆9处于分离状态,整个单向离合器总成一起转动。
6.向回转过弹性角C制动开始释放,调整臂向回转过角C。
在回位弹簧17和18的作用下,使得齿条向下紧帖控制环24的槽口下端。
此时,锥形离合器4与蜗杆9仍处于分离状态,齿条可以驱使单向离合器总成自由转动。
7.向回转入间隙角A随着刹车片作用于制动鼓上压力的释放,作用于凸轮轴和蜗轮的力矩消失,蜗轮21向右施加给蜗杆9的力也消失,弹簧14复原,推动蜗杆向左移动,使得蜗杆与锥形离合器4从新啮合。
8.向回转过间隙角A调整臂向回转过A。
齿条19向上运动,与控制环24的槽口的接触从下端变为上端。
刹车间隙自动调整臂
六, 更换磨擦衬片
1.解除制动.若是弹簧分泵,则使气路最少充 6bar气压. 2.逆时针方向转动调整臂的六角螺母使刹车间隙 增大,更换磨擦衬片. 3.用SW12扳手顺时针方向转动调整臂的六角调整 螺母,直至磨擦衬片与制动鼓接触,然后再逆时针 方向转动六角螺母3/4圈(转动力矩较大,会听到 咔咔声)注意不能用电动板手.
.
HALDEX刹车间隙自动调整臂 的维护
1.润滑 平常工作时定期(最大润滑的间隔不应超过 一万公里)用锂基润滑油润滑刹车间隙自动调整 臂(注入油嘴内). 2.检查反向调整力矩 每20000公里检查一次反向调整矩,将力矩板 手卡在调整臂端部的六角螺母上.沿逆时针方向转 动扳手,检查是否只有在力矩大于18Nm(1.8kgfm )时才转动,重复试验三次,若力矩小于18Nm时六 角螺母转动,则必须更换调整臂.
.
后桥HALDEX刹车间隙自动调 整臂的拆卸
1.使后桥的弹簧制动分泵保持至少6bar的压力. 移去制动分泵上连接叉的开口销,插销,使之与 刹车间隙自动调整臂分离. 2.拆去控制臂与定位支架板相连接的螺栓支柱. 3.拆去凸轮轴上的卡簧和调整垫片. 4.用SW12的扳手逆时针方向转动刹车间隙自调整 臂上的六角调整螺母(会听到咔咔声,转动力矩较 大)随后将其拆除.
.
后桥HALDEX刹车间隙自动调 整臂的安装
1.使制动系统气压保持在6bar以上,确保 制动分泵推杆处于初始位置. 2.将定位支加板安装于S凸轮轴架上(凸 轮轴架上已预留两个螺栓定位孔). 3.在S凸轮轴上涂上黄油.将调整臂安装 在S凸轮轴上,调整臂壳体上箭 头方向与制 动方向一致,顺时针转动调整臂端部的六角 螺母,使调整臂转入分泵推U型叉内,直至 调整臂上的孔与U形叉孔自然对正.在圆柱 销涂上黄油,将其轻松插入叉孔,锁上开口 锁.(注意:调整臂上的孔与U形叉孔一定 要自然对正.)
自动调整臂工作原理
自动调整臂工作原理-标准化文件发布号:(9556-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII学习内容:1、掌握汽车制动器自动调整臂装配图结构与零件装配关系2、主要零件壳体结构与技术要求3、结合所给参考资料写出所给汽车制动器自动调整臂工作原理与自动调整的装配关系自动调整臂实际上就是一个开环的机械自动控制系统,其工作原理如图2-2所示。
控制盘固定在车轴上作为定位元件,其上的开口对应于标准的制动间隙值,齿条可在开口内上下移动(在壳体的带动下),在制动开始时,齿条与开口的上端接触,在制动过程中,齿条移到开口的下端。
超量间隙的调整是在制动回位的过程中完成的。
回位时,壳体如ω方向转动,壳体带动齿条移到开口的上端,如存在超量间隙△,壳体继续回位,齿条已不能移动,齿条驱动调整器转动调整器带动蜗杆。
z方向转动驱动蜗轮转动一永久的角度(当然凸轮轴亦转过同样的角度△)而达到消除超量间隙△,调节制动间隙到标准值△Xo。
其工作原理如下图。
(1)制动间隙处于设计理想状态时。
制动时,制动分泵连接叉推动主臂1逆时针旋转,大蜗杆7推动大蜗轮9,大蜗轮9通过内花键3带动凸轮轴转动实现制动。
在臂体1逆时针转动时,因控制臂5为固定的,与其固定连接的大齿轮4不动,小齿轮6将沿大齿轮4的节圆滚动,即小齿轮6也逆时针转动;经内爪键17的传动,上端锯齿轮11相应逆时针转动。
当制动间隙在理想状态内时,在上端锯齿轮11逆时针转动过程中,它将压缩顶簧13顺着下端锯齿轮12的锯齿斜而轴向移动,但不会跳齿。
因小蜗杆右端为一单向超越离合器,下端锯齿轮12与小蜗杆不会转动。
解除制动时,制动分泵连接叉推动主臂1顺时针旋转,大蜗杆7推动大蜗轮9,大蜗轮9通过内花键3带动凸轮轴转动解除制动,在臂体1顺时针转动时,小齿轮6将沿大齿轮4的节圆滚动,即小齿轮6也顺时针转动;经内爪键7的传动,上端锯齿轮11相应顺时针转动,同时在顶簧13作用,顺着下端锯齿轮12的锯齿斜而做反向的轴向移动,其运动的角度和位移均与制动时相同,因血不做间隙调整。
“铁哥们”制动间隙自动调整臂结构工作原理特点安装及调整方法
“铁哥们”制动间隙自动调整臂结构工作原理特点安装及调整方法铁哥们是一种用于汽车制动系统的自动调整臂结构,它可以根据制动间隙的变化自动调整制动器的工作状态,以保持制动器的良好性能。
下面将详细介绍铁哥们的结构、工作原理、特点、安装及调整方法。
1.铁哥们的结构铁哥们由调整臂和调整螺栓组成。
调整臂一端连接在制动器上,另一端连接在铁哥们的调整螺栓上。
调整螺栓通过螺纹连接在制动器支架上,当调整螺栓旋转时,调整臂也会随之移动。
2.铁哥们的工作原理铁哥们的工作原理基于制动器工作时磨损的现象。
当制动器磨损时,制动间隙会增加,导致制动器的工作效果下降。
铁哥们通过调整臂的运动,将制动器螺栓的位置进行微调,从而减小制动间隙,保持制动器的良好性能。
3.铁哥们的特点铁哥们有以下几个特点:-自动调整:铁哥们可以根据制动器的工作状态自动调整,无需人工干预。
-实用可靠:铁哥们的结构简单,使用可靠,能有效提高制动器的性能。
-高度自适应性:铁哥们能够适应不同车辆的制动器磨损情况,具有较高的自适应性。
-低成本:铁哥们的成本相对较低,适合大规模推广应用。
铁哥们的安装非常简单,主要包括以下几个步骤:-将铁哥们的调整臂连接在制动器上。
-将铁哥们的调整螺栓与制动器支架螺纹连接。
-确保调整螺栓旋转灵活,不卡滞。
铁哥们的调整方法如下:-在安装好铁哥们后,首先将制动器完全释放,使制动间隙达到最大。
-踩下制动踏板,使制动器充分接触,形成制动间隙。
-松开制动踏板后,观察制动器的工作情况,若制动间隙仍然过大,则使用工具旋转调整螺栓,将调整臂向内或向外移动,以减小或增大制动间隙,直到达到理想的制动效果为止。
总结:铁哥们是一种可以自动调整制动间隙的结构,它简化了制动器的调整工作,提高了制动器的性能和安全性。
安装和调整铁哥们相对简单,但在使用过程中需要根据实际情况进行适当的调整。
调整臂调节原理(共11张PPT)
4.由于刹车片与制 动鼓贴死,蜗轮21 和S凸轮轴上的扭矩 迅速增加,蜗杆19 压缩止推弹簧14, 发生轴向位移,离 合器4与蜗杆19慢慢 分离。
7.由于制动力的释放,S凸轮、蜗杆9、蜗轮21上的扭力下降,止推弹簧14的推动蜗杆9重新与离合器啮合。
5.继续转动调整臂, 由于蜗杆19与离合器4啮合,回位弹簧17、18的弹力不足以转动单向离合器,于是,齿条19的齿端与控制环24槽口的接触点慢慢由下缘移
9.在超量间隙角度B区内反 向转动调整臂,控制环24槽 口推动齿条19向下位移到底 端。此时,由于蜗杆9与离 合器4处于啮合状况,齿条 19带动蜗杆9旋转,蜗杆9驱 动蜗轮21和S凸轮轴同时转 动一个角度,完成了一次间 隙调整
10.反复1到9的制动与释 放动作,直到将制动鼓与 刹车片之间的间隙调整到 正常间隙A。
7.由于制动力 的释放,S凸轮、 蜗杆9、蜗轮21 上的扭力下降, 止推弹簧14的 推动蜗杆9重新 与离合器啮合。
8.继续反向转 动调整臂进入到 正常间隙角A内。 由于蜗杆19与离 合器4啮合,回 位弹簧17、18的 弹力不足以转动 单向离合器,于 是,齿条19的齿 端与控制环24槽 口的接触点慢慢 由下缘移到上缘。
接触
控制环24槽口推动齿条19继续向上位移,由于离合器4与蜗杆19已分离,齿条19就驱动整个单向离合器转动。
汽车制动间隙
自动调整臂工作原理简介
8.继续反向转动调整臂进入到正常间隙角A内。
3.在超量间隙角B内旋转 `
此时,齿轮6相对离合器弹簧5和离合器4转动,同时,S凸轮推动刹车蹄片向外张开,直致刹车片与制动鼓接触。
离此合时器 ,合转齿器动条。19弹的齿簧端与5控和制离环24合槽口器下缘4接转触。动,
但` 刹车同片还时没能,与S制凸动鼓轮接触推
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
零件清单:
1.铆钉15 右端盖螺母
2.左端盖螺母16 闷盖
3.平面轴承17 回位弹簧(内)
4.锥形离合器18 回位弹簧(外)
5.扭转弹簧19 齿条
6.齿轮20 O形圈
7.钢碗21 蜗轮
8.O形圈22 纸垫
9.蜗杆23 盖板
10.注油嘴24 控制环
11.臂体25 连接板
12.衬套26 连接板总成
1.起始位置
连接板25被固定在支架上,齿条19与控制环24
的槽口上端相接触。
槽口的宽度决定了刹车片与
制动鼓之间的设定间隙值。
2.转过间隙角
调整臂转过角A。
此时,齿条19向下运动与控制
环24的槽口下端接触,制动蹄张开。
当存在超量
间隙时,刹车片与制动鼓尚末接触。
3.转过超量间隙角B
调整臂继续转动。
此时,齿条19已和控制环24
的槽口下端接触(控制环与固定的控制臂被铆为
一体),不能继续向下运动。
齿条驱动齿轮6旋转,
单向离合器在这个方面可以相对自由转动转过角B
后,凸轮轴带动制动蹄进一步张开,致使刹车片与
制动鼓相接触。
4.转入弹性角C
当调整臂继续转动时,由于刹车片与制动鼓已经
相接触,作用在凸轮轴和蜗轮上的力矩迅速增加,
蜗轮21作用于蜗杆9上的力(向右)随之增大,
使得蜗杆压缩弹簧14并向右移动,从而导致蜗杆
9与锥形离合器4分离。
5.转弹性角C
调整臂继续转动时,齿条被控制环限制仍然不能向
下运动而驱动齿轮转动。
这时由于锥形离合器4与
蜗杆9处于分离状态,整个单向离合器总成一起转动。
6.向回转过弹性角C
制动开始释放,调整臂向回转过角C。
在回位弹簧17
和18的作用下,使得齿条向下紧帖控制环24的槽口
下端。
此时,锥形离合器4与蜗杆9仍处于分离状态,
齿条可以驱使单向离合器总成自由转动。
7.向回转入间隙角A
随着刹车片作用于制动鼓上压力的释放,作用于
凸轮轴和蜗轮的力矩消失,蜗轮21向右施加给蜗
杆9的力也消失,弹簧14复原,推动蜗杆向左移
动,使得蜗杆与锥形离合器4从新啮合。
8.向回转过间隙角A
调整臂向回转过A。
齿条19向上运动,与控制环24
的槽口的接触从下端变为上端。
9.向回转过超量间隙角B
调整臂继续转动回到起始位置。
此时,齿条19
已与固定的控制环24的槽口上端相接触,受
其限制不能继续向上移动。
当调整臂回转时,
齿条驱动齿轮6转动,这时单向离合器和锥齿
离合器均处于啮合状态,使得蜗杆9随齿轮一
起转动,蜗杆驱动蜗轮21,蜗轮驱动凸轮轴,
面对面凸轮辆的转动使得超量间隙减小。
自动调整臂安装说明书
在安装调整臂之前请务必阅读此说明书,以免不正确的安装带来严重的后果!
第一步:解除制动(制动室推杆回位到底),卸下失效的调整臂。
清除凸轮轴花键上的杂物,装上自动调整臂(注意臂体上的剪头方向要向前!)。
第一步第二步
第二步:调整臂上的孔和推杆叉上的孔对不上,要用扳手调整六角头使其对齐。
第三步:用垫片或其它尽量使调整臂处于图示位置。
第三步第四步
第四步:按臂体上箭头的方向用手推控制板,直到手推不动为止,固定好控制板。
第五步:用扳手调整六角头使摩擦片压紧制动鼓为止,在这个调整过程中手感是:先很轻松转动,到最后不管用多少力都调不动。
如果用力调听到咔咔响,说明方向调反了。
第五步第六步
第六步:在第五步基础上反向调节1/2~3/4圈,安装完毕。
使用过程中的注意事项!
1.如果在使用过程中控制板断了,必须尽快换控制板或总成。
2.用手用力推控制板,铆合处不能转动。
3.把扭力扳手放入六角头测蜗杆的力矩(第六步中用扭力扳手),如果力矩小于18N.m,调整臂已失效,应更换。
如果不能及时更换,必须手动调到合理制动间隙。