带式输送机双滚筒驱动的分析与对策
带式输送机传动滚筒受力变形分析及改进
带式输送机传动滚筒的受力变形分析及改进摘要:就使用solidworks软件及simulationxpress插件分别对带式输送机传动滚筒工作是的受力及变形情况进行了分析,建立了数学模型,并对结果进行分析,提出了相应的改进方案。
关键词:筒皮;应力;位移;改进;simulationxpress中图分类号:td528文献标识码:a文章编号带式输送机是一种摩擦驱动以连续方式运输物料的机械。
主要由机架、输送带、托辊、滚筒、张紧装置、传动装置等组成。
它可以将物料在一定的输送线上,从最初的供料点到最终的卸料点间形成一种物料的输送流程。
它既可以进行碎散物料的输送,也可以进行成件物品的输送。
除进行纯粹的物料输送外,还可以与各工业企业生产流程中的工艺过程的要求相配合,形成有节奏的流水作业运输线。
带式输送机传动滚筒是带式输送机的重要组成部分之一,是带式输送机传递动力的重要部件,在实际使用过程中,传动滚筒经常出现变形、撕裂等损坏,本文利用solidworks软件及simulationxpress插件对传动滚筒进行建模及受力分析,对其受力情况及各点的变形情况进行分析,并对应力集中及变形量较大的位置提出合理的整改意见。
1传动滚筒筒体外表面应力分析传动滚筒工作时,其表面受压的径向载荷从松动符合指数规律,即外载荷可以表示为下式:式中α——筒皮的纵向相对坐标(绝对坐标除以筒皮的中面半径r);β——筒皮的切向相对坐标;——大于半圆的围包角,rad;f——输送带与滚筒之间的静摩擦因数;zx——输送带奔离点张力,n;r——筒体中面半径,cm;b——载荷区的纵向宽度即带宽,cm。
如图1 所示, zs 表示输送带冲遇点张力, zs =zxexp[f(π +β0)],α是以筒壳的左端为原点, 向右为正。
β是以筒壳的垂直中心线为原点,逆时针为正, 并且β是以弧度为单位的角度坐标。
令α1= l2/ r ; q= b / r式中 l2——滚筒两辐板之间的距离, cm;q——载荷区的相对宽度, cm。
胶带输送机双滚筒驱动问题的探讨

哈 尔 滨 第 三 发 电 厂 % 台 %88 WX 机 组 9=;? 年 投产。通向煤场的两条胶带输送机分别为Y 号甲、 乙胶带输送机。由于这两台胶带输送机输送煤的 距离较长,出力较大,采用了双滚筒驱动方式。 双滚筒驱动的优点是可降低胶带的张力,因而可 以使用普通胶带来完成较大的运输量,驱动装置 各部分的结构尺寸也可以相应减小,有利于安装 和维护。尽管哈尔滨第三发电厂的 Y 号甲胶带输 送机的滚筒布置及功率分配设计合理,但在现场 的实际应用中,往往由于两个滚筒直径的差异, 造成了两个滚筒负荷分配不均,一台电动机不满 载,而另一台电动机过载,甚至造成胶带沿滚筒 打滑。 Y 号甲胶带输送机是由于一侧滚筒胶面脱 落,另一侧滚筒表面粘煤较多,使两侧的传动滚 筒直径变化,造成两侧滚筒负荷分配不均,一侧 滚筒在沿胶带打滑,发出剌耳的叫声,最终造成 烧毁电动机事故。
收稿日期: %888:8%:8; 。 作者简介: 罗 昭 军 <9=(;:>7 男 , 9==9 年 毕 业 于 华 中 理 工 大 学 工 程热物理专业, 现任燃料分厂副厂长, 工程师。
9 胶带磨擦传动的原理
胶带输送机驱动原理如图 9 所示。传动滚筒 顺时针方向运转时,借助于它和胶带之间的摩 擦力带动胶带沿箭头方向运动。在正常运转后,
!"#$%&, ’"$(
)*+#",-.+/,- 0#*123+1 4"5*3
6*1$7 %889
胶带输送机双滚筒驱动问题的探讨
罗昭军
( 哈尔滨第三发电有限责任公司,黑龙江 哈尔滨 9?88%@ )
摘
要:针对哈三电厂燃料胶带输送机使用中经常发生功率分配不均。进而烧损电机事故,阐述了胶带摩擦传动
滚筒驱动带式输送机运转安全管理
滚筒驱动带式输送机运转安全管理随着现代工业的发展,物流设备也得到了广泛的发展和应用。
而其中,滚筒驱动带式输送机是一种比较常见的设备,被广泛地应用于各个行业的生产线之中,用于输送各种物料,提高生产效率。
但是,这种设备的运转中安全问题也颇具关注,为了确保设备的安全运转,需要加强滚筒驱动带式输送机运转安全管理。
1. 定期检查和维护滚筒驱动带式输送机滚筒驱动带式输送机在工作时,需要传送各种物料,进行大量的工作,因此设备需要定期的检查和维护,以确保设备的正常运转和安全。
检查和维护工作应该包括以下几个方面:(1) 检查设备的传动部分和安全措施是否完好无损。
(2) 检查滚筒驱动带式输送机的各个部分是否紧固,如果有松动情况要及时处理。
(3) 定期清理设备运转的场地和生产线,确保设备的工作环境良好。
(4) 定期更换滚筒和带子等易损件,避免设备因为零配件的损坏而停机。
(5) 检查设备的保险装置和动态保护,确保设备运转过程中的安全。
2. 建立健全的安全管理制度滚筒驱动带式输送机的运转安全不仅仅是依靠检查和维护,还需要建立全面的安全管理制度。
安全管理制度包括规定设备的安全操作程序,员工的安全教育和合理配备的安全管理人员。
一旦发现安全问题,要及时处理,并记录当时的情况,以备后续的参考和分析。
3. 严格工人安全操作制度在使用设备的过程中,工人要进行安全操作,以避免设备发生意外状况。
工人应该根据设备的操作说明书进行操作,并定期进行操作培训。
在设备的运转过程中,如果发现异常状况要及时停机检查,并记录下来。
如果设备出现故障或者需要进行维护,要及时进行处理,不得忽视。
4. 配备必要的安全装备为了确保滚筒驱动带式输送机的安全,必须配备必要的安全装备。
一般来说,安全装备包括安全按钮、安全传感器、防撞装置等。
这些安全装置可以及时发现设备的故障和安全状况,避免验证码发生意外事故。
总之,滚筒驱动带式输送机是一种常见的物流设备,在使用过程中需要加强安全运作管理,定期检查和维护设备,建立健全的安全管理制度,严格工人安全操作制度,并配备必要的安全装备,在此基础上,确保设备的安全高效运行。
煤矿双滚筒驱动带式输送机的电动机功率平衡
随着煤 矿 生产机 械化程 度 的提高 , 带式输送 机运 距越 来 越长 , 条输 送机 的装 机 功率 越来 越 大 , 单 以致
在输 送带 张力条件 下采 用单滚 筒驱 动 不 能产 生所 需 的牵 引力 ¨ 。 因此矿 山企业 的大 运量 输 送 机需 采 用 J
双滚 筒驱 动 。这 种方式 用几个 较小 的驱 动单元 之和 , 满 足 总功率 的要求 , 利 于设备 的小型 化 、 用 化 来 有 通 和降低 成本 , 于安 装 、 运 、 便 搬 维修等 ; 且 由于 围包 角 大 , 使输 送 带 最 大 张力 减 小 。但 这种 方 式 , 而 可 由于
收 稿 日期 :2 1 0 0—0 4—1 4
基 金 项 目:西 安 科 技大 学 科 研 培 育 基 金项 目(0 7 6 203 ) 通 讯作 者 :赵永 秀 (9 6一) 女 , 17 , 安徽 淮北 人 , 师 , 士 , 讲 硕 主要 从 事 电力 系 统 以及 自动 化 的教 学 与研 究
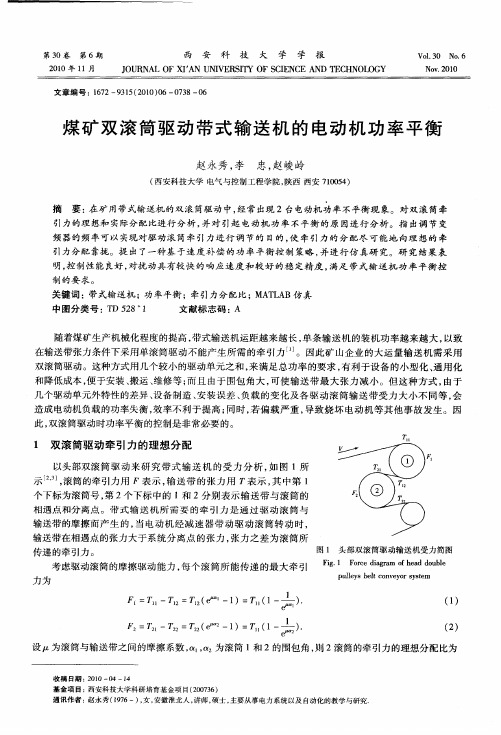
1 双 滚 筒 驱 动 牵 引 力 的理 想 分 配
以头部 双滚 筒 驱 动 来 研 究 带 式 输 送 机 的受 力 分 析 , 图 1所 如 示 J滚筒 的牵 引力用 F表 示 , , 输送 带 的张 力 用 表示 , 中第 1 其
个 下标 为滚筒 号 , 2个下 标 中的 1 2分别 表 示输 送 带与 滚 筒 的 第 和 相 遇点 和分离 点 。带 式 输送 机 所 需 要 的牵 引力 是 通 过 驱 动 滚 筒 与 输 送带 的摩擦而 产 生 的 , 电动 机 经减 速 器 带 动 驱 动 滚筒 转 动 时 , 当 输送 带在相 遇点 的张力 大于 系统 分离 点 的张力 , 张力 之差 为 滚筒 所
双滚筒驱动的张力分析

即总牵 引力 F = F =1 7 5 6 2 1 N。
1 ) 功率 配 比为 1: 1时 第二 驱动 滚筒分 离点 最小 张力
s =
竺
3 ( e 一 )
1
: 2
( e 一 ) 。 ~一一
1
8 8 2 N
f e / g  ̄ ' 2—1 )
双 滚 筒 驱 动 的 张 力 分 析
陈长 松
上 海富 大 同诺 环境 科技 有 限公 司 上海
文 章 编 号 :1 0 0 1— 0 7 8 5( 2 0 1 3 )0 1— 0 0 3 7— 0 3
2 0 0 0 8 2
随着 带 式 输 送 机 向大 运 量 、长 距 离 的 方 向发
’
第二 驱动 滚筒分 离点 最小 张力
册》第 3 . 1 5 . 2节 中部双 传 动 、垂 直重 锤 拉 紧 计算
( 例2 ) 。如 图 3所 示 ,为某 钢 铁 厂 高 炉 带 式 输 送
5 一 = e , u 4 o 1 =
的情 况 下 ,2 滚 筒 分 配 的 功 率 不 同 ,张 力 也 会
不 同。
2 ) 按 比例分 配牵 引力 为 了制 造 、使 用 和维 护 方 便 ,使 2只 滚 筒 上 的电动 机 、减速 器 等驱 动设 备 一 样 ,实 际使 用 中 , 常 将 2只滚 筒上 的驱 动功率 按 1: 1 或 2: 1的方式 分 配 。当按 1: 1的方 式分 配 时 ,因滚 筒 I的 摩擦
5 = KAF z
式 中 :F 。 : 为 总牵 引力 ,
用 系数 ) , 、
为 防 滑移 系 数 ( 备
为滚 筒 I 和滚筒 Ⅱ的 围包 角 。
【精选】带式输送机传动滚筒受力分析及结构设计
【精选】带式输送机传动滚筒受力分析及结构设计带式输送机传动滚筒受力分析及结构设计摘要:传动滚筒作为带式输送机的关键部件,其结构性能的好坏直接影响着带式输送机的可靠性和使用寿命。
根据传动滚筒的结构类型、材料和工作载荷,对输送机传动滚筒受力状况做了理论分析,运用有限元分析软件对输送机传动滚筒进行了静力分析,得出滚筒在载荷作用下的应力和变形分布规律。
为传动滚筒的设计提供了有利的理论依据。
关键词:带式输送机;传动滚筒前言滚筒是带式输送机主要的传动部件,根据在输送机中所起作用可分为传动滚筒和改向滚筒。
传动滚筒用来传递牵引力和制动力矩;而改向滚筒主要起改变输送带的运行方向以完成拉紧、返回等各种功能。
二者在工作状态下的受力情况不同,故结构也不同。
滚筒由滚筒轴、轴承座、轮毂、辐板、筒壳等部分组成。
带式输送机的传动滚筒有焊接和铸焊2种结构形式。
本文以某矿用传动滚筒为例:滚筒直径为1600mm, 传动滚筒扭矩为428kNm,合力为2596kN, 筒壳材质为Q235A。
1、传动滚筒的受力分析在带式输送机中,传动滚筒相当于带传动中的主动轮,而从动滚筒相当于从动轮。
驱动滚筒正常工作时承受轴端输入扭矩作用旋转,同时还受输送带和滚筒之间摩擦力的作用,以及输送带对滚筒的压力作用,如图1所示。
图1 滚筒上的张力变化图假设输送带是理想的挠性体,可以任意弯曲,没有弯曲应力、质量和厚度。
输送带在滚筒上的围包角为α,在围包角内存在滑动弧λ和静止弧γ,即α=λ+γ。
两端输送带的张力差为F1-F2,此差值等于滚筒轴上输入的扭矩值。
输送带的张力变化可按欧拉公式计算,输送带任一点的张力Fθ=F2eμθ(1)输送带在相遇点的极限张力F1max=F2eμα(2)式中θ——输送带单元所在圆周角,0<θ<α;μ——摩擦系数。
按式(2)给出的输送带在滚筒上的张力线如图1所示的acb线。
在实际运行中,相遇点张力F1<F1max,此时输送带张力将沿a’cb线变化,即在滑动弧λ内输送带张力按欧拉公式变化;在静止弧γ内输送带没有摩擦力,张力不变。
皮带输送机改向滚筒的作用和故障原因

皮带输送机改向滚筒的作用和故障原因皮带输送机中的改向滚筒作用是:用于改变输送带的运行方向或压紧输送带使其增大与传动滚筒的包角.
皮带输送机驱动滚筒与改向滚筒的调整是皮带跑偏调整的重要环节。
因为一条皮带运输机至少有2到5个滚筒,所有滚筒的安装位置必须垂直于皮带运输机长度方向的中心线,若偏斜过大必然发生跑偏。
其调与调整托辊组类似。
对于头部滚筒如皮带向滚筒的右侧跑偏,则右侧的轴承座应当向前移动,皮带向滚筒的左侧跑偏,则左侧的轴承座应当向前移动,相对应的也可将左侧轴承座后移或右侧轴承座后移。
尾部滚筒的调整方法与头部滚筒刚好相反。
滚筒制动失灵原因主要有:
1、气压大小是否异常,如气泵是否异常,气管是否漏气或堵塞。
2、刹车制动块是否损伤。
3、滚筒两侧的制动盘是否缺损。
4、操作制动开关系统是否有故障,使制动命令传递不畅。
5、动力传递系统是否及时切断动力。
6、对于带式摩擦制动,应检查摩擦带是否松动或摩擦因数下降,应进行调节或更换。
张紧处的调整:皮带张紧处的调整是皮带运输机跑偏调整的一个非常重要的环节。
重锤张紧处上部个改向滚筒除应垂直于皮带长度方向以外还应垂直于重力垂线,即保证其轴中心线水平。
使用螺旋张紧或液压油缸张紧时,张紧滚筒的两个轴承座应当同时平移,以保证滚筒轴线与皮带纵向方向垂直。
具体的皮带跑偏的调整方法与滚筒处的调整类似。
带式输送机传动滚筒的防滑处理

第1章绪论1.1 前言随着我国工业生产自动化程度的不断提高,配料皮带秤已广泛地应用在冶金、建材、电力、化工、食品等行业中。
我国现在广泛使用的配料皮带秤的控制部分还比较落后,直接影响了产品的质量。
过去传统配料皮带秤多采用模拟电路控制滑差调速电机的方法进行速度控制,由于滑差电机调速方式在低速时特性差、效率低;使用现场外部工作环境又很恶劣,工业粉尘很多,这些粉尘很容易进入滑差电机内部而出现磨损、卡死等现象,维修、维护麻烦,造成工作故障多,影响正常生产;另外由于采用模拟电路控制方式,控制不稳定,精度低,调试烦琐,使用极不方便。
我们可结合现代先进控制技术,采用可编程序控制器控制矢量型变频器拖动密封式鼠笼电机方案,以数字处理技术取代传统的模拟控制方式,以无级变速的矢量型变频器控制封闭式鼠笼电机,取代老式的滑差式调速方式。
1.4 配料混合系统的发展前景1.配料系统皮带秤由最初的纯机械式(滚轮式)皮带秤开始,已经发展四代产品,第二代是传感器电子仪表皮带秤,第三代是传感器微机式皮带秤,第四代是微机智能化皮带秤。
电子皮带秤是在皮带输送机输送物料过程中同时进行物料连续自动称重的一种计量设备,其特点是无需人员的干预就可以完成称重操作。
国外从上世纪五十年代开始使用电子皮带秤,国内则从六十年代末期开始试生产电子皮带秤。
时至今日,虽然核子皮带秤、固体质量流量计、冲量式流量计、失重式秤等多种固体物料连续计量设备也有一定规模的应用,但他们仍无法与电子皮带秤抗衡,也无法撼动电子皮带秤作为固体物料连续自动称重主流计量设备的地位。
电子皮带秤主要由传感器、秤架、二次仪表三大部分组成,在实际应用过程中,要想使电子皮带秤在一个较长的时间周期内保证一定的精确度。
其检定过程非常重要,所以首先将从以下几个方面介绍电子皮带秤的发展现状:传感器、秤架、二次仪表、检定。
(1)传感器电子皮带秤的传感器包括测量秤架上物料瞬时重量的称重传感器及测量皮带速度的测速传感器(又称测量皮带行程的位移传感器),该系统涉及到了其中的测速传感器。