年产9万吨啤酒发酵罐的设计
年产10万吨淡色啤酒发酵车间设计 精品

目录前言 (1)第一章.全厂工艺论证 (2)1.1原料 (2)1.1.1 大麦 (2)1.1.2 啤酒酿造用水 (2)1.2麦芽制备 (2)1.3麦芽汁制备工艺 (3)1.3.1 概述 (3)1.3.2 麦汁制造的工艺要求 (3)1.3.3 麦芽与玉米的粉碎 (4)1.3.4 啤酒糖化的其他辅料 (5)1.3.7 麦芽醪的过滤 (9)1.3.8 麦汁的煮沸、酒花 (10)1.3.9 麦汁的处理 (11)1.3.10 麦汁的充氧 (13)1.4啤酒发酵 (14)1.4.1 啤酒发酵机理 (14)1.4.2 啤酒发酵工艺 (14)1.4.3 发酵温度 (15)1.4.4 罐压、CO2浓度对发酵的影响 (15)1.4.5 啤酒的过滤 (16)第二章.全厂水电气物料衡算 (17)2.1 物料衡算 (17)2.1.1 定额指标 (17)2.1.2 糖化车间物料衡算 (17)2.2热量平衡计算 (23)2.3发酵车间耗冷量计算 (31)2.3.1 工艺技术指标及基础数据: (31) (31)2.3.2 工艺冷却耗冷量Qt2.3.3 非工艺耗冷量Q: (33)n t2.4 工艺耗水量计算(含冷却水) (35)2.5 耗氧量的计算 (37)第三章.发酵车间主要设备选型计算 (39)3.1发酵罐的设计与选型 (39)3.1.1发酵罐体积确定 (39)3.1.3罐的主体尺寸 (40)四川理工学院学士学位设计3.2 发酵车间其他附属设备选型 (47)3.2.1清酒罐 (47)3.2.2种子罐 (47)3.3 车间布置 (51)3.4 设备布置选取 (52)总结 (53)参考文献 (54)致谢 (55)前言前言啤酒是国际性的低酒精度饮料酒,为广大人们所喜爱。
啤酒工业在世界范围内的发展是很快的,生产技术日益改进,尤其是六十年代后,啤酒工业在科学研究不短发展的基础上,无论在生产工艺或生产设备方面都有突飞猛进的变革,其主要表现为生产周期不断缩短,生产规模不断扩大,生产效率不断提高。
10万吨12°淡色啤酒发酵罐的设计
10万吨12°淡色啤酒发酵罐的设计淡色啤酒是一种受欢迎的酒类产品,而发酵罐是酿造啤酒过程中至关重要的设备。
本文将对10万吨12°淡色啤酒发酵罐的设计进行详细阐述。
首先,10万吨12°淡色啤酒是一种大规模生产的产品,因此发酵罐的设计应考虑生产效率和质量稳定性。
用于生产大规模啤酒的发酵罐通常采用圆筒形状,并具有较大的容量。
在本设计中,我们将采用直径为15米,高度为30米的圆筒形发酵罐,以满足10万吨12°淡色啤酒的生产需求。
在设计过程中,我们还要考虑发酵罐内的温度和压力控制。
淡色啤酒的酿造过程中,酵母菌在发酵罐中完成发酵过程,其中温度和压力的控制非常重要。
为了确保发酵进程顺利进行,我们将在发酵罐上安装温度和压力传感器,并连接到一个智能控制系统上,以监控和调节发酵罐内的温度和压力。
此外,发酵罐内的清洁和灭菌也是一项重要的考虑因素。
为了确保酿造过程的卫生和产品质量,我们将在发酵罐内设置喷淋系统,并使用恰当的清洁剂进行定期清洗。
此外,发酵罐还将配备灭菌设备,以确保酵母菌的活性和产品的稳定性。
关于材料选择,发酵罐的主体部分可以采用不锈钢材料。
不锈钢具有良好的耐腐蚀性和耐高温性能,非常适合用于酿造过程中的发酵罐。
与此同时,不锈钢材料也易于清洁和维护。
最后,发酵罐的维护和保养也是一项重要的工作。
为了延长发酵罐的使用寿命并保持其正常运行,我们将建议定期对发酵罐进行检修和保养工作。
这包括定期清洁、润滑、管道检查和主体结构的安全评估等。
总结起来,10万吨12°淡色啤酒的发酵罐设计应考虑生产效率、质量稳定性以及温度和压力控制等因素。
它应采用圆筒形状,并具有较大的容量。
发酵罐内应配备温度和压力传感器,以及智能控制系统来监控和调节发酵罐内的温度和压力。
此外,定期的清洁、灭菌和维护工作也是必不可少的。
通过合理的设计和维护,我们可以确保10万吨12°淡色啤酒的生产顺利进行,并保证产品的质量稳定性。
酒精发酵罐的设计
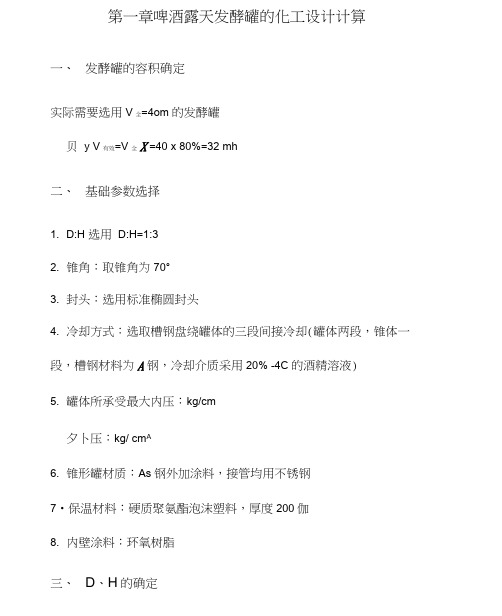
第一章啤酒露天发酵罐的化工设计计算一、发酵罐的容积确定实际需要选用V全=4om的发酵罐贝y V 有效=V 全X =40 x 80%=32 mh二、基础参数选择1.D:H 选用D:H=1:32.锥角:取锥角为70°3.封头:选用标准椭圆封头4.冷却方式:选取槽钢盘绕罐体的三段间接冷却(罐体两段,锥体一段,槽钢材料为A钢,冷却介质采用20% -4C的酒精溶液)5.罐体所承受最大内压:kg/cm夕卜压:kg/ cm A6.锥形罐材质:As钢外加涂料,接管均用不锈钢7•保温材料:硬质聚氨酯泡沫塑料,厚度200伽8.内壁涂料:环氧树脂三、D、H的确定由D:H=1:2,贝锥体高度Hi=D/2tg35°=封头高度H2=D/4=圆柱部分高度f = () D=,,f 兀D2 n 31又因为V全二V锥+V封+V^: XXH1+XD+- 3 4 24 =++=40得》查JB1154-73《椭圆形封头和尺寸》取发酵直径再由V ±=40cm3,D=设H: D=xD3+ D3+() D3=40X=得径高比为D:H=1:由D=3400mr查表得椭圆形封头几何尺寸为:hi=850mmho=5OmmF=V=筒体几何尺寸为:H=2946mm2锥体封头几何尺寸为:H=50mm r=510mXDXHa4D=3400mmH=2428mm20.7 0.3COSa 2 2F=n d/4-[ +1= mSina3 2 3V=n d / 24[ (+) /tga+]= m则:锥形罐总高:H=575+40+5791+40+1714=8160mm 总容积:V=++二实际充满系数:32/=75%罐内液柱高:32-10.27H =—3A 103+( 2428+50)=4873mm4四、发酵罐的强度计算罐体为内压容器的壁厚计算1.标准椭圆封头设计压力为:*= kg/ cmPDqs=2 t P式中:P=k/ cmt: A钢工作温度下的许用力取1520 kk/帛:焊接系数,本例采用双面对接焊作为局部无探伤壁厚附加量: C=C+G+G查表得:C:钢板厚度的负偏差取负偏差C 2:腐蚀裕量取2mmC 3:制造减薄量取2 1520 0.9-2.75 取 S o=7mm直边高:h-50mm校核PD 中D 中4s 2h=2.75 3400 747 2 •筒体3 42 34002 1520 0.9-3.42 取 S=8mm校核2=PD/2S =<3 •锥形封头(1)过渡区壁则: 2.75 3400 3.4 6.8mm 一* (+)二您/cmPD P i^=X (P 工作+P 静)S= 2 PC (取 G 二,C2=2,C3=)厚3400 73.2 7.5mmKP 设Dg0.5 PP ( + )二您/cm (为静压)s=K P 设Dg0.5 P0.75 3.74 34002 1520 0.9-0.5 3.74=+C=++2+⑵锥体f * PDgs= t 0.5P +cS=— ' * PDq—= 0.60 3.74 3400t 0.5P 1520 0.9-0.5 3.74 S=S+C=++2+= 5.6( f查表为)取S=10mm ho=4Omm校核锥体所受最大应力处:PD中2sCos35=3.74 34102 10 cos35锥体为外压容器的壁厚计算1 •标准椭圆封头设So=5mmR 内==3060mmR 内/100S=3060/ (100 X 5)= 查图表牛1及B=275[P]=B*S o/R 内=275*5/3240=cm2>cm2满足要求取Ci= 5 C2=2mm,C3=则S=So+C=8mm2.筒体设So=6mmL/D=S 0/ D=2400/6=400查图表4-1及B=2102[P]=210X6/3400=cm2>S o=6mm故可取G=,C2= 2mm,C3 =则S=S+C 我10mm3.锥形封头因为:a =35所以v a <60按第四章发酵罐设计的中封头可知,加强圈间中锥体截面积最大直径为:(2 X 2428/2 ) X tg35 =1700mm取加强圈中心线间锥体长度为1214mm设S0=6mmL/D=857/3400=D/So=34OO/6=查图表4」及B=320[P]=BS o/D=32O*6/34OO=>cm2故取So=6mmC 1=, C2=2mm, C3=所以S=So+C=6+=取S=10mm综合前两步设计、取两者中较大的有生产经验确定标准椭圆型封头厚度为10mm h o=5Omm圆筒壁厚10mm标准形封头壁厚12mm h o=5Omm五、锥形罐的强度校核內压校核液压试验P«=125P设由于液体的存在,锥体部分为罐体受压最重之处即最危险设计压力P=cm2液压实验P试=6777查得A钢° =2400kg/cm3(T 试二P 试[Dg+ (S-C) ]/2(S-C)=*[3400+]/2*=cm2=**2400=1944kg/cm > c 试可见符合强度要求,试压安全外压实验以内压代替外压p=*+=cm 2P试==cmvp内试故可知试压安全刚度校核本例中允许S=2*3400/1000=而设计时取壁厚为S=10mm故符合刚度要求(公式:S最小=2D内/1000)第二章发酵罐热工设计计算一、计算依据计采用A刚作发酵罐材料,用8号槽钢做冷却夹套,分三段冷却,筒体二段,椎部一段,夹套工作压力为cn^冷媒为20% (V/V)酒精溶液,T进=-4C, T出为-2C,麦汁发酵温度维持12C (主要发酵5-6天,封头及筒体部分保温层厚度为200mm椎底部分为98mm二、总发酵热计算Q 二q*v=119*32=3808kg/hrq为每立方米发酵麦汁在主发酵期间每小时的放热量;v为发酵麦汁量1、冷却夹套型号选择选取8号槽钢起截流面积为A=hb-截面积=8*冷却剂流量为(三段冷却)3**10作仁*®6八查得20%(V/V )酒精溶液At平=-3C下的p =976kg/m3Cp =kg ・C冷却剂的冷却能力为:3Q=*10 *976**2*3400=60082kcal/hr故可选取8号钢槽为冷却夹套。
年产十万吨啤酒厂啤酒发酵工艺设计

啤酒是一种古老的酒品,其制作过程经历了漫长的发酵过程。
为了生产出高质量的啤酒,需要进行严密的发酵工艺设计。
本文将对年产十万吨啤酒厂啤酒发酵工艺进行详细的设计和分析。
首先,啤酒发酵工艺的目的是将啤酒原料中的糖分转化为酒精和二氧化碳。
这个过程由酵母菌完成。
啤酒的发酵一般分为两个阶段:主发酵和次发酵。
主发酵是将啤酒原料(麦芽、水、啤酒花等)中的淀粉转化为糖的过程。
这个过程需要在适当的温度(一般为10-15摄氏度)和压力条件下进行。
为了控制发酵过程中的温度和压力,可以使用发酵罐和温控设备。
发酵罐需要具备良好的密封性和隔热性能,以确保发酵过程中的稳定性。
温控设备可以根据实际情况进行调整,以达到最佳的发酵条件。
次发酵是将主发酵后的液体进一步发酵,使酒体更加纯净和细腻的过程。
这个过程需要在低温条件下进行,一般为0-4摄氏度。
次发酵过程中,需要添加适量的糖和酵母,以促进二次发酵的进行。
次发酵过程的控制也非常重要,过程中需控制低温、低压和充分的通氧,以确保酒体的口感和质量。
在设计发酵工艺时,需要考虑以下几个方面:1.发酵罐选择:发酵罐是啤酒发酵的重要设备,需要选择具备良好密封性和隔热性的设备。
同时,发酵罐的容量也需要根据年产十万吨的要求进行合理设计。
2.温控设备:温控设备可以根据实际情况进行选择,可以采用传统的温控设备,也可以使用现代化的自动化温控系统。
3.发酵过程监控:为了确保发酵过程的质量稳定,需要进行发酵过程的实时监控。
可以使用温度、压力、液位等传感器来监测发酵过程的各项参数,并通过数据采集系统和控制系统进行实时监控和调整。
4.发酵条件的优化:发酵过程的参数如温度、压力、通氧量等都需要根据实际情况进行优化。
可以通过实验和数据分析,找出最佳的发酵条件,以提高啤酒的质量和产量。
综上所述,年产十万吨啤酒厂啤酒发酵工艺设计需要考虑发酵罐的选择、温控设备的配置、发酵过程的监控和参数的优化等方面。
通过科学的发酵工艺设计和优化,可以生产出高质量的啤酒产品。
年产10万吨啤酒工厂发酵车间设计_课程设计任务书
课程设计说明书题目:年产10万吨啤酒工厂发酵车间设计专业课程设计任务书设计题目:年产10万吨啤酒工厂发酵车间设计学号:学生姓名:专业:指导教师姓名:系主任:一、主要内容及基本要求主要内容:1.拟在湘潭市西郊羊牯塘选择厂址新建年产10万吨啤酒工厂2.设计范围:以发酵车间为主体设计,只做初步设计。
3.以生产工艺(流程)设计为主导,为其它配套专业(如全厂总平面、土建、采暖通风、水电、环保、行政管理、技术经济与概算等单项工程设计)提供设计依据和提出要求,兼顾非工艺设计。
基本要求:生产方案和平面布局合理,工艺流程设计和设备选择及生产技术经济指标具有先进性与合理性,工艺计算正确,绘图规范,综合指标达到同类工厂先进水平,“三废”环保符合国家有关规定。
二、重点研究的问题生产工艺流程的选择和设计;物料衡算;发酵主车间布置设计以及专业设备选型。
三、进度安排(指导教师填写)四、应收集的资料及主要参考文献(指导教师填写)[1]管敦仪主编,啤酒工业手册(上)[M]. 轻工业出版社,1985:69-346[2]管敦仪主编,啤酒工业手册(中)[M]. 轻工业出版社,1985:33-108[3]管敦仪主编,啤酒工业手册(下)[M]. 轻工业出版社,1985:12-207[4]张学群、张柏青,啤酒工艺控制指标及检测手册[M]. 中国轻工业出版社,1993[5]刘芳,啤酒工业废水治理技术研究[J]. 酿酒科技,1999,(9):47-51[6]吴延东,啤酒工厂糖化设备的组合比较[J]. 酿酒科技,2002,(1):33-37[7]李大勇,啤酒工厂糖化工艺选择[J]. 酿酒科技,2002,(3):22-30[8]王坚,啤酒高浓度发酵工艺技术要点[J]. 山西食品科技,2000(5):58-63[9]乔玉胜,啤酒麦汁一段冷却新技术[J]. 酿酒科技,2001, (2):20-24[10]无锡轻工业学院,轻工业部上海轻工业设计院组编,食品工厂设计基础[M]. 中国轻工业出版社,1992:8-262[11]中国食品发酵工业研究院,中国海诚工程科技股份有限公司,江南大学主编.食品工程全书(第三卷)食品工业工程[M]. 中国轻工业出版社,2005[12]P.F.斯坦伯里,A.惠特克.发酵工艺学原理[M]. 中国医药科技出版社,1992[13]王念春.啤酒厂自动化控制方案的设计与实现[J]. 测控自动化,2004.1[14]郑岳传. 现代化啤酒厂设备的选择[J]. 食品与发酵工业,2001, 5:75-84目录第一章总论1.1 设计的任务及要求 (1)1.2 设计依据和原则 (1)第二章厂址选择及布置2.1 厂址选择 (2)2.2 各类建(构)筑物的布置 (2)第三章发酵车间工艺流程3.1 工艺流程说明 (4)3.2 发酵生产工艺流程图 (7)第四章物料衡算4.1 基础数据 (8)4.2 100kg原料生产12o P淡色啤酒物料衡算 (8)4.3 生产100L 12o P淡色啤酒物料衡算 (9)4.4 年生产10万吨12o P浅色啤酒物料衡算 (9)第五章设备的设计与选型5.1 发酵车间主要设备 (11)5.2 设备选择5.2.1 发酵过程采用微机控制系统进行分布式控制 (12)5.2.2 过滤设备 (12)5.2.3 3CIP系统 (13)5.2.4 酵母系统 (13)5.2.5 关于缩短传统发酵周期的设备组合 (13)5.2.6 配备高浓稀释设备 (13)第六章环境保护及综合利用6.1 环境保护6.1.1 执行标准 (14)6.1.2 污染物及治理方法 (14)6.2 副产品的综合利用 (14)参考文献 (15)第一章总论1.1 设计的任务及要求设计题目:年产10万吨啤酒工厂发酵车间设计设计内容:认真完成年产十万吨啤酒厂吨啤酒厂的基本设计工作,计划将厂址选在湘潭市西郊,本设计的重点是发酵车间。
啤酒发酵罐设计设计
啤酒发酵罐设计设计首先,在设计啤酒发酵罐时,需要考虑罐体的材质。
传统的啤酒发酵罐多采用不锈钢材质,因为不锈钢有良好的耐腐蚀性和塑性,可以确保发酵罐在长期使用过程中不会受到化学物质的侵蚀。
此外,不锈钢材质还具有良好的导热性和保温性能,可以保持啤酒发酵过程中的适宜温度。
其次,在设计啤酒发酵罐时,需要考虑罐体的形状和尺寸。
一般来说,发酵罐的形状为圆筒形,这种形状有利于啤酒在发酵过程中的混合和对流,能够更好地促进发酵过程的进行。
同时,发酵罐的尺寸应根据生产规模和啤酒发酵的要求来确定,包括发酵罐的容积和高度。
一般来说,发酵罐的容积越大,啤酒的发酵效果越好,但同时也要考虑到生产成本和操作难度等因素。
此外,在设计啤酒发酵罐时,还需考虑罐体内的控制和监测系统。
发酵过程中需要对温度、压力、pH值等参数进行实时监测和控制,以确保发酵过程的稳定和质量的控制。
因此,发酵罐应配备相应的传感器和控制器,能够实现对发酵过程的自动化控制。
此外,还可以考虑加装通风装置和发酵度检测装置等,方便对发酵过程进行调控和监测。
最后,在设计啤酒发酵罐时,还需要考虑清洗和维护的便利性。
发酵过程中会产生一定的泥沉淀物和悬浮物,需要进行定期清理和维护。
因此,发酵罐应设计有方便清洗的结构,比如可以设计有可拆卸和可打开的罐盖和底部排污口等,方便进行清洗和维护操作。
同时,还需要考虑发酵罐的密封性能和材质选择,确保不会出现泄漏和污染等问题。
综上所述,啤酒发酵罐设计的关键是材质选择、形状和尺寸设计、控制和监测系统设计,以及清洗和维护便利性的考虑。
只有在这些方面充分考虑并进行合理设计的前提下,才能够保证啤酒发酵过程的稳定性和质量的控制。
10万吨12°淡色啤酒发酵罐的设计毕业设计

10万吨12°淡色啤酒发酵罐的设计毕业设计淡色啤酒是一种十分受欢迎的啤酒类型之一,其色泽浅、味道清爽,备受消费者青睐。
为了生产更好的淡色啤酒,发酵罐的设计变得尤为重要。
本文将对10万吨12°淡色啤酒发酵罐的设计进行讨论,并给出一些关键的设计要点。
首先,设计一个容量为10万吨的发酵罐需要充分考虑氧气和二氧化碳的控制。
呼吸过程中释放出的二氧化碳必须得到充分的排出,同时空气中的氧气也不能进入发酵罐内部。
为此,可以在发酵罐上设置合适的气体交换设备,确保发酵过程中气体的正常流通。
此外,还可以通过控制发酵罐的密封性来降低氧气的进入。
其次,设计中需要考虑提高发酵效率和操作的方便性。
发酵过程中,温度和pH值的控制非常重要。
可以在发酵罐内设置恒温装置和自动控制系统,通过监测和调节发酵液的温度和pH值,提高发酵效率和控制发酵过程的稳定性。
另外,发酵罐的操作也需要方便。
可以设置一个操作平台,使操作人员可以方便地接触到发酵罐内部,清洗和维护。
此外,发酵罐的材质和结构设计也需要仔细考虑。
一般来说,发酵罐可以采用不锈钢材质,其具有良好的耐腐蚀性和易清洗性。
发酵罐的结构应该合理,以便于操作和维护。
同时,为了避免发酵液的污染,可以在发酵罐上设置过滤装置,过滤掉杂质和微生物。
另外,设计中需要考虑发酵过程的能耗和环保性。
可以考虑采用节能技术,比如利用余热回收系统来降低发酵过程中的能耗。
同时,还可以设置一个废气处理系统,将发酵过程中产生的污染物进行处理,保护环境。
最后,设计一个10万吨12°淡色啤酒发酵罐还需要考虑安全性。
发酵液中的酵母菌会产生较高的压力,因此,发酵罐必须具备足够的强度和稳定性。
可以考虑在发酵罐上设置传感器和报警系统,一旦发生异常情况,能够及时发出警报。
综上所述,设计一个10万吨12°淡色啤酒发酵罐需要充分考虑氧气和二氧化碳的控制、提高发酵效率和操作方便性、材质和结构设计、能耗和环保性,以及安全性等方面。
10万吨11°淡色啤酒发酵罐的设计

前言本设计为顺应近几年来啤酒工业飞速发展的需求,在啤酒工艺成熟的基础上,同时体现了啤酒酿造的新工艺,为企业的开源节流提供了新的依据。
设计题目为年产10万吨11度淡色啤酒厂发酵罐设计,此啤酒的酿造方法采用70%的麦芽,30%的大米,经过糊化,糖化,煮沸,过滤,冷却,发酵而成。
发酵设备采用圆筒体锥底发酵罐,发酵周期是17天。
本设计内容主要包括物料衡算,热量衡算,冷耗衡算和设备选型的计算及重点设备选型及计算。
糖化方法采用双醪浸出糖化法,发酵方法采用下面发酵法。
本设计的图纸主要为发酵罐装配图。
本文对啤酒生产线工艺设计中的关键部分—原料的糊化、糖化、麦汁过滤、煮沸、啤酒过滤及其设备选型进行了粗略研究。
对发酵过程及其设备选型进行了较为详细的探讨。
关键词:啤酒工艺;设备选型;技术经济;发酵;糖化;发酵罐.第1章绪论1.1 设计选题的目的目前,世界上啤酒市场的竞争日益激烈,广大消费者对啤酒品种结构和产品质量的要求也越来越高,相应的新品种也层出不穷。
因而,很有必要将这方面得计书加以科学地总结和分析以推动啤酒产品多样化在广度和深度上的健康发展,随着人们生活水平的提高,饮食消费结构的不断改变,啤酒已进入了千家万户。
但是我国人均啤酒的消费还没有达到世界平均水平。
所以建设新的、大型的啤酒厂,增加产量,就可以满足人们将来物质生活的需求。
所以,设计啤酒厂是有意义有必要的。
另外,此次选题是教研室下达的任务。
是根据教学的实际需求来选定的。
1.2 设计工作的意义啤酒含有17种氨基酸,多种维生素及碳水化合物、矿物盐等物质、每升啤酒的热量可达430卡,相当于6-7枚鸡蛋,0.75升牛奶或50克奶油,被世界营养协会组织列为营养食品,素有“液体面包”之誉。
现代科学研究表明,啤酒中所含各种成份、既有较高的营养价值又具良好的药疗效果,啤酒中酒精含量较低,10度黄啤酒含酒精3%左右,非但对胃和肝脏无损害,而且可平缓地促进人体血液循环;维生素B1、B6已能维持心脏正常活动,而烟酸则能扩张血管,故它们对心血管系统有益,可加速新陈代谢。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.1 啤酒的起源啤酒的渊源可以追溯到人类文明的摇篮,东方世界的两河流域底格里斯河与幼发拉底河、尼罗河下游和九曲黄河之滨。
最原始的啤酒可能出自居住于两河流域的苏美尔人之手,距今至少已有 9000 多年的历史。
早在公元前 3000 年左右的埃及古王国时代,已经有作为饮料的麦酒(啤酒)和葡萄酒了。
法老、贵族、祭司等人饮葡萄酒,一般平民消费价格低廉的麦酒。
考古发掘证实,在古王国时代的墓葬中,不论是国王、贵族或平民,都将酒作为随葬品。
自此之后,世界酒业彼此影响,飞速发展,经历了封建时代和工业社会,形成三大酒系(酿造酒、蒸馏酒和配制酒),精品众多,各国都有名闻世界的独特产品。
1.2 我国啤酒工业发展简况综观仅有百年历史的中国啤酒工业,可以发现在改革开放以后涌现出了一大批具有品牌、技术、装备、管理等综合优势的优秀企业,如“青啤”、“燕京”、“华润”、“哈啤”、“珠江”、“重啤”、“惠泉”、“金星”等国际和国内的知名企业。
由于啤酒的运输、保鲜等行业特点,加之地方保护主义作崇,使中国啤酒工业形成了诸侯割据、各自为政的"春秋战国"局面。
纵然中国啤酒产量已突破2500万吨,位居世界第一;纵然已有四家中国啤酒集团的年产量超过100万吨,但与国际啤酒大国及啤酒发达国家相比,在集团化、规模化、质量、效益、品牌等方面我们均还比较落后。
虽然“青啤”、“华润”、“燕京”等已开始踏上集团化、规模化道路,但在质量、效益等方面与国际品牌尚有一定差距。
未来几年里,我国啤酒行业的发展趋势为:1.我国啤酒市场竞争会更加激烈;市场竞争趋于规范化,市场竞争由价格竞争转向品牌竞争和服务竞争。
效益成为企业最终的追求目标。
2.整个行业逐步进入成熟期,行业内的整合速度进一步加快,整合过程规范化。
企业向集团化、规模化发展,股份制优势更加明显。
3.啤酒企业的品牌意识增强,更加注重品牌战略的实施,市场对名牌产品的需求增加。
企业的市场竞争能力增强,重视企业内部核心能力的培养。
4.在市场营销中,广告的投入量加大,包装形式多样化,营销方式多样化。
5.产品特点:首先,啤酒品种更加多样化、功能更加齐全。
新品趋向特色型、风味型、轻快型、保健型、清爽型等。
6.先进的技术和设备在啤酒生产中被广泛应用,啤酒质量将得到明显提高。
1.3 啤酒的定义及种类啤酒是以大麦芽为主要原料,添加啤酒花,用啤酒纯种酵母进行发酵而产生的一种低酒精度的、含二氧化碳的饮料。
啤酒是世界上生产和消费量最大的酒种,全世界约有150多个国家和地区生产啤酒。
啤酒的类型很多,分类的方法也有很多种,现介绍几种主要分类方法。
1.3.1根据啤酒的色泽分类啤酒色泽是啤酒质量的一项重要指标,按色度的深浅可将啤酒分为三类。
(1) 淡色啤酒色度为 5.0~14.0EBC 单位,是产量最大的啤酒品种, 约占98%, 根据地区的嗜好,淡色啤酒又分为淡黄色啤酒、金黄色啤酒和棕黄色啤酒三种类型。
(2)浓色啤酒色度为15.0~40.0EBC 单位,色泽呈红棕色或红褐色,特点是麦芽香突出、口味醇厚、酒花苦味较轻。
酿制浓色啤酒除采用溶解度较高的浓色麦芽外,尚需加入部分特种麦芽,如焦香麦芽、巧克力麦芽等。
(3)黑色啤酒色度为大于 40.0 单位,色泽深红褐色乃至黑褐色。
特点是一般原麦汁浓度较高、麦芽香味突出、口味醇厚、泡沫细腻,苦味则根据产品的类型有较大的差异。
1.3.2根据原麦汁浓度分类低浓度啤酒,原麦汁浓度小于 7°P;中浓度啤酒,原麦汁浓度 7~11°P;全啤酒,原麦汁浓度 11~14°P;强烈啤酒,原麦汁浓度大于 16°P。
1.3.3根据是否巴氏杀菌分类(1)生啤酒指不经巴氏灭菌或瞬时高温灭菌,而采用物理过滤方法除菌,达到一定生物稳定性的啤酒。
(2)鲜啤酒指不经过巴氏灭菌或瞬时高温灭菌,成品中允许含有一定量的活酵母,达到一定生物稳定性的啤酒。
鲜啤酒是地销产品,口感新鲜,但保质期较短。
多为桶装啤酒,也有瓶装者。
(3)熟啤酒指经过巴氏杀菌或瞬时高温灭菌的啤酒。
多为瓶装或罐装,保质期可达180天。
2.1啤酒原辅料介绍啤酒的原料为大麦、酿造用水、酒花、酵母以及淀粉质辅助原料(玉米、大米、大麦、小麦等)和糖类辅助原料。
2.1.1酿造用水水是啤酒酿造最重要的原料,酿造水被称为“啤酒的血液。
酿造水质不仅决定着产品的质量和风味,而且还直接影响着酿造的全过程。
水的质量要求:本设计为经典啤酒,色泽较浅,水的残碱度 RA 值要求在-5~+5 度之间;水中 Ca 至少为 40~50mg/L。
另外,Ca 和 Mg 比例要大于 3:1。
啤酒酿造用水中含有 10~15 mg/L Mg 已经足够,过高会使啤酒变的干,苦味重。
水的镁硬小于等于0.89mmol/L,水中含盐量要求很低。
2.1.2麦芽大麦芽是啤酒生产“起源”的原料定型。
大麦的最外层具有大量的皮壳,可以作为过滤介质满足浸出物与麦槽固液分离的需要;大麦经制麦芽的过程获得的大麦芽含有复杂而又丰富的酶系;大麦芽含有组成复杂的、供啤酒酵母进行新陈代谢所需要的营养成分——浸出物,通过在糖化过程进行的各种酶分解作用,可以按照设计的要求获得各种营养成分组分比例,产生需要的啤酒风味;大麦芽具有特殊的麦芽香味物质和色素物质——类黑素复合物和相关化合物,提供啤酒需要的香气和外观。
采用浅色且色泽淡黄而有光泽的麦芽。
麦芽外观短胖,除根干净,不含杂草、杂谷粒、砂土、枯芽、半粒、霉粒、损伤残粒等杂质。
麦芽还应有新鲜稻草香味,不应有霉味、潮湿味、酸味、焦苦及烟熏味等。
2.1.3酒花酒花又称蛇麻花、啤酒花等,他是雌雄医株,用于啤酒发酵的是成熟的雌花。
酒花能够赋予啤酒柔和优美的芳香和爽口的微苦味,能加速麦汁中高分子蛋白质的絮凝,能提高啤酒起泡性和泡持性,也能增加麦汁和啤酒的生物稳定性。
本设计选择浅黄绿色,有光泽,富有浓郁的啤酒花香气,无异杂气味,花体基本完整的颗粒酒花。
2.1.4辅料辅料在啤酒生产中具有重要意义。
辅料可以降低生产成本;可以调整啤酒的泡沫和色泽;可以稀释麦汁的蛋白质和多酚的数量;可以充分利用麦芽酶系,提高原料的利用率;可以满足不同品种、不同风味特点啤酒生产的需要;可以提高啤酒非生物稳定性和风味稳定性。
大米是啤酒厂最常用的辅料,其特点是价格低廉,蛋白质、多酚物质和脂肪含量低于麦芽,而淀粉含量高于麦芽,本设计采用大米作为辅料,生产出的啤酒具有色泽浅、口味 清爽、泡沫细腻、酒花香突出,非生物稳定性好等特点。
2.1.5酵母酵母是真菌类的一种微生物。
在啤酒酿造过程中,酵母是魔术师,它把麦芽和大米中的糖分发酵啤酒,产生酒精、二氧化碳和其他微量发酵产物。
这些微量但种类繁多多的发酵产物与其它那些直接来自于麦芽、酒花的风味物质一起,组成了成品啤酒诱人而独特的感官特征。
有两种主要的啤酒酵母菌:“顶酵母”和“底酵母”。
用显微镜看时,顶酵母呈现的卵形绍币底酵母明显。
其母细胞和子细胞能够长时间相互连接,形成多枝的牙簇 。
底酵母的母细胞和子细胞增殖后彼此分开,几乎都是单细胞或几个细胞连接。
本设计设计的是经典型啤酒,色泽浅,采用的是下面发酵技术,故选用底酵母。
2.2啤酒生产工艺流程图大麦无菌瓶盖 2.3生产工艺的要点啤酒的生产主要包括麦芽制备、麦汁制造、发酵、后处理及包装四大工序,每一个部分都很重要。
2.3.1麦芽的制备(1)选麦好的麦芽先要选好的大麦。
通常要求精选后的净麦夹杂物不得超过 0.15%;麦粒的整齐度,即腹径 2.2mm 以上麦粒要求达 93%以上;精选率一般为 85%~90%。
(2)浸麦也叫浸渍,包括洗麦、浸麦和通风三个过程。
浸麦主要是为了供给大麦发芽时所需要的水分,通过洗麦,除去浮麦,浸出皮壳中的色素、单宁和盐类等有害物质,提高发芽的质量。
(3)催芽催芽是在最后一次浸麦时或发芽初期,采用 0.15mg/kgGA 处理,对促进与调节麦芽生长有良好的效果。
(4)发芽大麦经过浸渍,吸收了一定的水分,使麦粒脱离休眠状态,在适当的温度和充足的空气条件下,使之生成新鲜麦芽的过程被称之为发芽。
大麦发芽的方法按设置条件,可分为地板式、通风式、塔式和连续式等。
(5)干燥干燥的作用是使绿麦芽的水分降低,发芽停止,从而便于去根和贮藏。
但并不只是一个简单的水分蒸发过程,还进行了复杂的生化变化。
(6)除根经干燥后的麦根十分焦脆,只要稍加摩擦就能脱落。
因此,出塔以后的干麦芽,须随即把根除去。
2.3.2麦汁的制造麦汁制造俗称糖化,即指麦芽及辅料的粉碎,醪的糖化、过滤以及麦汁煮沸、冷却的过程。
其工艺指标控制的好坏对啤酒的稳定性、口感等技术指标起着决定性的作用。
麦汁制造过程包括:原料的糊化、糖化,糖化醪的过滤,混合麦汁加酒花煮沸,麦汁处理—澄清、冷却、通氧等一系列物理学、化学、生物化学的加工过程。
(1)麦芽及辅料的粉碎麦芽及其辅料原料在进行糖化前必须先进行粉碎。
粉碎是为了增加原料和水的接触面积,使原料及麦芽内可溶物质浸出,促进难溶物质溶解。
原料粉碎的程度和糖化制成麦汁的组成及原料利用率的高低有着密切的关系。
粉碎时要控制麦芽及其辅料适宜的粉碎度,有助于较好地处理质量较差的麦芽,降低麦皮的浸出物含量,加快糖化过程的物质溶解,缩短糖化时间,提高收率,使糖化过程的自动化操作处于最佳状态。
(2)糖化糖化是麦汁制备的最主要的部分。
糖化是指将麦芽和辅料中高分子贮藏物质及其分解产物(淀粉、蛋白质、核酸、植酸盐、半纤维素等及其分解中间产物),通过麦芽中各种水解酶类作用以及水和热力作用,使之分解并溶解于水,此过程称为“糖化”。
糖化过程是原料的分解和萃取过程,它主要是依靠麦芽中各种水解酶的酶促分解,而水和热力作用是协助酶促分解和浸取过程。
糖化过程是一个非常复杂的生化过程。
(3)糖化醪过滤麦芽醪过滤就是要获得澄清麦汁。
麦芽醪的过滤包括如下三个过程:残留在糖化醪中的耐热性的α-淀粉酶,将少量的高分子糊精进一步液化,使之全部转变成无色糊精和糖类,提高原料浸出物收率;从麦芽醪中分离出“头号麦汁”;用热水洗涤麦糟,洗出吸附于麦糟的可溶性浸出物,得到“二滤、三滤麦汁”。
(4)麦汁的煮沸和酒花的添加麦汁的煮沸主要是为了蒸发多余水分,使麦汁浓缩到规定浓度;为了破坏酶的活力,防止淀粉酶等继续作用,稳定可发酵性糖与糊精的比例,稳定麦汁组成;同时能达到麦汁灭菌,特别是乳酸菌等杂菌,避免发酵时产生酸败,以保证最终产品的质量。
(5)麦汁的冷却麦汁煮沸定型后,必须立即进行冷却,目的在于麦汁冷却至定型温度,适合酵母发酵的需要;充入一定量的氧气以利酵母繁殖;除去麦汁煮沸及冷却时凝聚的沉淀物和酒花,以利发酵和提高啤酒质量。
冷却要求时间短,麦汁无细菌且不浑浊,沉淀损失少,操作简单。
2.3.3发酵传统的下面发酵法,发酵容器安置在空气过滤,绝热良好和清洁卫生的发酵室内,保持室温5~6℃,采用开放式或密闭式发酵容器:①采用下面的酵母,主发酵温度较低,发酵进程比较缓慢。