锡焊丝 MSDS
关于焊锡丝焊锡条助焊剂百度问答解疑
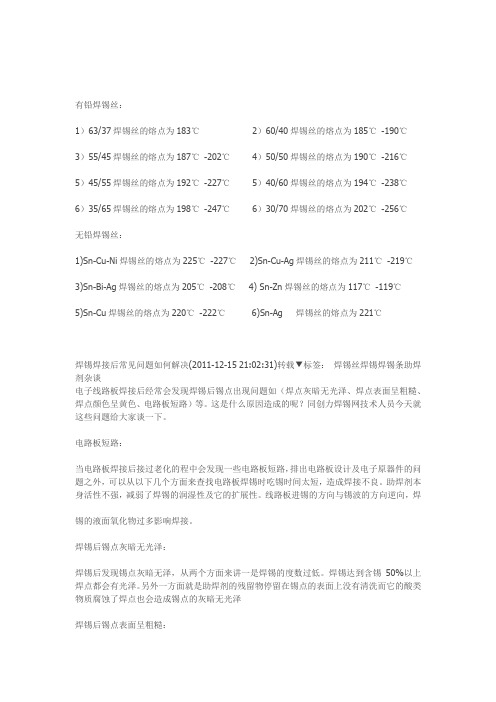
有铅焊锡丝:1)63/37焊锡丝的熔点为183℃2)60/40焊锡丝的熔点为185℃-190℃3)55/45焊锡丝的熔点为187℃-202℃4)50/50焊锡丝的熔点为190℃-216℃5)45/55焊锡丝的熔点为192℃-227℃5)40/60焊锡丝的熔点为194℃-238℃6)35/65焊锡丝的熔点为198℃-247℃6)30/70焊锡丝的熔点为202℃-256℃无铅焊锡丝:1)Sn-Cu-Ni焊锡丝的熔点为225℃-227℃2)Sn-Cu-Ag焊锡丝的熔点为211℃-219℃3)Sn-Bi-Ag焊锡丝的熔点为205℃-208℃4) Sn-Zn焊锡丝的熔点为117℃-119℃5)Sn-Cu焊锡丝的熔点为220℃-222℃6)Sn-Ag 焊锡丝的熔点为221℃焊锡焊接后常见问题如何解决(2011-12-15 21:02:31)转载▼标签:焊锡丝焊锡焊锡条助焊剂杂谈电子线路板焊接后经常会发现焊锡后锡点出现问题如(焊点灰暗无光泽、焊点表面呈粗糙、焊点颜色呈黄色、电路板短路)等。
这是什么原因造成的呢?同创力焊锡网技术人员今天就这些问题给大家谈一下。
电路板短路:当电路板焊接后接过老化的程中会发现一些电路板短路,排出电路板设计及电子原器件的问题之外,可以从以下几个方面来查找电路板焊锡时吃锡时间太短,造成焊接不良。
助焊剂本身活性不强,减弱了焊锡的润湿性及它的扩展性。
线路板进锡的方向与锡波的方向逆向,焊锡的液面氧化物过多影响焊接。
焊锡后锡点灰暗无光泽:焊锡后发现锡点灰暗无泽,从两个方面来讲一是焊锡的度数过低。
焊锡达到含锡50%以上焊点都会有光泽。
另外一方面就是助焊剂的残留物停留在锡点的表面上没有清洗而它的酸类物质腐蚀了焊点也会造成锡点的灰暗无光泽焊锡后锡点表面呈粗糙:锡点表面的粗糙首先要从焊锡的质量来讲,焊锡里面本身含有各种少量的金属元素,当这些金属元素的含量超过它的极限时会影响锡点的表面。
焊锡时要求锡液的表面无杂质,当锡液的表面氧化过多时要及时清理否则会影响锡点的表须。
焊锡丝技术说明
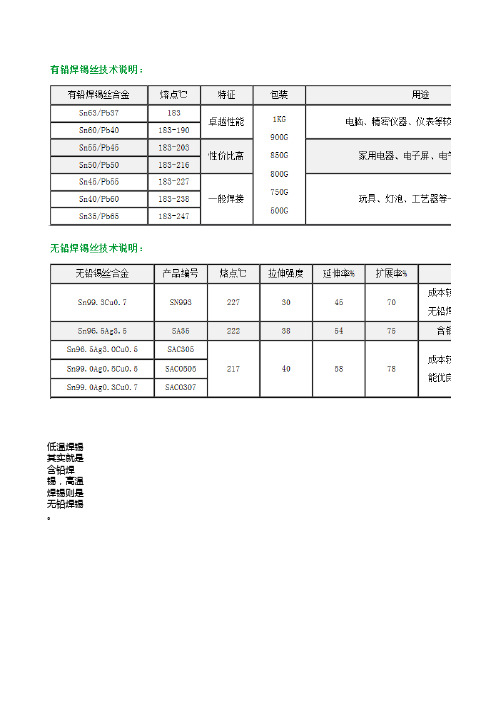
低温焊锡其实就是含铅焊锡,高温焊锡则是无铅焊锡。
低温焊锡是63/37的比例,63%是锡,37%是铅。
之所以用铅,就是要降低锡的熔点。
因为早期的电子元器件 纯锡的熔点很高,但如果加了1%左右的银,熔点就会降下来,当然还是比63/37的锡高几十度。
63/37的锡还一个好处就是便宜,如果63/37的锡35元,纯锡就60元,加银后就65元(只是个大概)。
加了银 所以高温低温,本身只是一个环保的因素。
但由于无铅焊锡的低电阻率,所以用在音响上效果会更好(感觉。
因为早期的电子元器件对高温很敏感。
以上比例的焊锡不知道用了多少年了,直到人们对铅中毒的了解越来越多。
现在很多锡高几十度。
(只是个大概)。
加了银的焊锡一个好处就是电阻率低,很简单因为银的导电是最好的。
音响上效果会更好(感觉的效果)
了解越来越多。
现在很多欧洲国家已经禁止使用含铅焊锡了。
Sn63Pb37锡材物质安全数据表MSDS
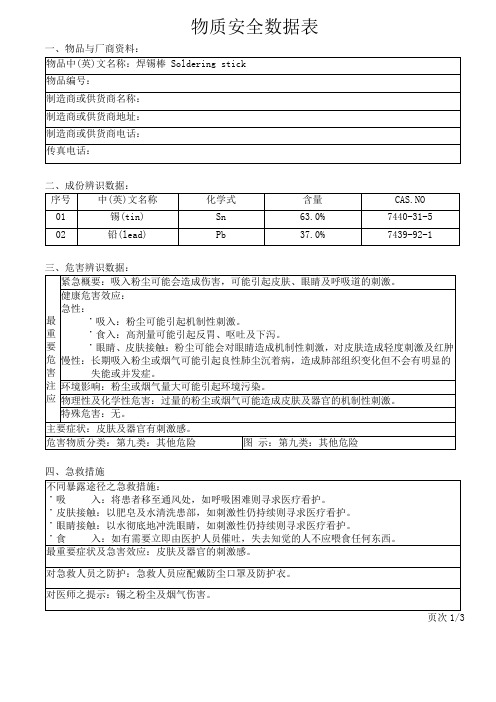
物质安全数据表
一、物品与厂商资料:
二、成份辨识数据:
三、危害辨识数据:
四、急救措施
页次1/3
物质安全数据表
五、灭火措施:该产品属于不燃物质
六、泄露处理方法:
七、安全处置与储存方法:
八、曝露预防措施:
九、物理及化学数据:
页次2/3
物质安全数据表
十、安定性及反应性:
十一、毒性资料:本项无相关资料可查。
十二、生态资料:本项无相关资料可查。
十三、废气处理方法:本项不适用。
十四、运送资料:
十五、适用法规:
十六、其他数据:
本表仅供参考,运作人需自行必要的处理。
页次3/3。
焊锡丝说明书

焊锡丝说明书本公司采用高科技配方的助焊剂技术,全自动焊锡丝生产流水线,结合现代电子产品小型化高精密发展需要,一直不断地投入相当多的时间与精力发展更高品质的产品,经过多年的不懈努力,已经开发了几种含锡量和线径0.3mm-9.0mm的实芯、单芯、三芯、五芯的活性、非活性树脂芯焊锡丝供广大客户选择。
◎产品种类:*实心焊锡丝*消光焊锡丝*镀镍专用焊锡丝*松香芯焊锡丝*免清洗焊锡丝*水溶性焊锡丝*电容器专用焊锡丝*灯泡专用焊锡丝*低温焊锡丝*高温焊锡丝*其它特殊用途焊锡丝◎产品优点:*锡线内松香分布均匀,连续性好。
*自动走线时锡线不会缠绕。
*烙铁残渣少,提升了工作效率*卷线整齐,美观,锡线表面光亮。
*良好的润湿性及扩展能力、有效阻止桥接、拉尖现象;*高效的去氧化膜能力;*焊接时少飞溅,烟雾小、气味感觉轻松、焊点光亮;*焊后残留物少、颜色浅且绝缘阻抗高,电性能优良,没有特殊要求可不清洗。
*焊后在焊点表面形成一层保护膜,减缓焊点的氧化反映保持焊点的光亮。
*熔点低,焊接速度快减少了应焊接对元器件造成的热冲击。
*活性好,良好的焊接性能减少工人的焊接时间提高焊接效率。
免清洗焊锡丝本公司采用SJ/T11168-98免清洗焊锡丝标准生产,满足高精密度,高可靠性电子产品的免清洗组装工艺,具有焊点光亮可靠,清洁美观。
焊后绝缘电阻高,离子污染低。
焊后线路板残留物极少等特点,本公司具有各种含锡量和线径免清洗焊锡丝供广大客户选择。
松香芯焊锡丝采用高品质松香配置而成,松香芯助焊剂分为松香助焊剂R型(松香焊剂),RMA型(弱活性松香焊剂),RA(活性松香焊剂)三种,该类产品具有焊接速度快飞溅少,焊点光亮,用途广泛等特点,适应了现代电子工业飞速发展及焊接工艺需求,本公司备有各种含锡量和线径焊锡丝供广大客户选购。
电容器专用焊锡丝采用国际先进助焊剂配方生产的电容器专用焊锡丝是应用于电容器的制造行业,电容器端面喷锌层及低熔点喷金层上直接实现焊接的高活性焊锡丝,具有焊接速度快,溶解快,光亮,焊接点牢固等特点。
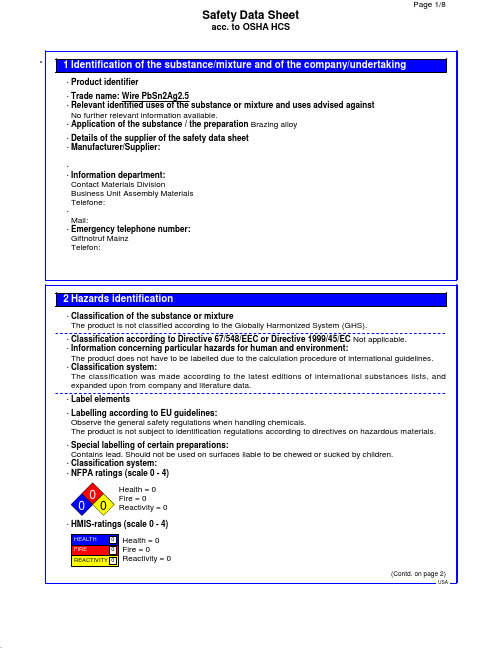
Pb95.5Sn2Ag2.5锡丝物质安全资料表MSDS
(Contd. of page 1)·Other hazards·Results of PBT and vPvB assessment·PBT:Not applicable.·vPvB:Not applicable.(Contd. of page 2) See Section 13 for disposal information.(Contd. of page 3) BEI30 µg/100 mlMedium: bloodTime: not criticalParameter: Lead10 µg/100 mlMedium: bloodTime: not criticalParameter: Lead (women of child bearing potential)·Additional information:The lists that were valid during the creation were used as basis.·Exposure controls·Personal protective equipment:·General protective and hygienic measures:The usual precautionary measures for handling chemicals should be followed.·Breathing equipment:Not required.·Protection of hands:The glove material has to be impermeable and resistant to the product/ the substance/ the preparation. Due to missing tests no recommendation to the glove material can be given for the product/ the preparation/ the chemical mixture.Selection of the glove material on consideration of the penetration times, rates of diffusion and the degradation·Material of glovesThe selection of the suitable gloves does not only depend on the material, but also on further marks of quality and varies from manufacturer to manufacturer. As the product is a preparation of several substances, the resistance of the glove material can not be calculated in advance and has therefore to be checked prior to the application.·Penetration time of glove materialThe exact break trough time has to be found out by the manufacturer of the protective gloves and has to be observed.·Eye protection:Not required.(Contd. of page 4)·Auto igniting:Product is not selfigniting.·Danger of explosion:Product does not present an explosion hazard.·Explosion limits:Lower:Not determined.Upper:Not determined.·Vapor pressure at 20 °C (68 °F):0 hPa·Density at 20 °C (68 °F):11.2 g/cm³ (93.464 lbs/gal)·Bulk density at 20 °C (68 °F):5280 kg/m³·Relative density Not determined.·Vapour density Not applicable.·Evaporation rate Not applicable.·Solubility in / Miscibility withWater:Insoluble.·Segregation coefficient (n-octonol/water):Not determined.·Viscosity:Dynamic:Not applicable.Kinematic:Not applicable.·Solvent content:Organic solvents:0.0 %Solids content:100.0 %·Other information No further relevant information available.(Contd. of page 5) When used and handled according to specifications, the product does not have any harmful effects according to our experience and the information provided to us.·Carcinogenic categories·IARC (International Agency for Research on Cancer)7439-92-1lead2B ·NTP (National Toxicology Program)7439-92-1lead R(Contd. of page 6)·Special precautions for user Not applicable.·Transport in bulk according to Annex II ofMARPOL73/78 and the IBC Code Not applicable.·Transport/Additional information:Not dangerous according to the above specifications.·UN "Model Regulation":-(Contd. of page 7)·National regulations:Class Share in %III 2.0·Chemical safety assessment:A Chemical Safety Assessment has not been carried out.。
焊锡丝技术说明

低温焊锡其实就是含铅焊锡,高温焊锡则是无铅焊锡。
低温焊锡是63/37的比例,63%是锡,37%是铅。
之所以用铅,就是要降低锡的熔点。
因为早期的电子元器件 纯锡的熔点很高,但如果加了1%左右的银,熔点就会降下来,当然还是比63/37的锡高几十度。
63/37的锡还一个好处就是便宜,如果63/37的锡35元,纯锡就60元,加银后就65元(只是个大概)。
加了 所以高温低温,本身只是一个环保的因素。
但由于无铅焊锡的低电阻率,所以用在音响上效果会更好(感觉。
因为早期的电子元器件对高温很敏感。
以上比例的焊锡不知道用了多少年了,直到人们对铅中毒的了解越来越多。
现在很锡高几十度。
(只是个大概)。
加了银的焊锡一个好处就是电阻率低,很简单因为银的导电是最好的。
音响上效果会更好(感觉的效果)
了解越来越多。
现在很多欧洲国家已经禁止使用含铅焊锡了。
药芯焊丝安全文件MSDS
药芯焊丝安全文件MSDSMATERIAL SAFETY DATA SHEET (MSDS)For Wel ding Consumabl es and Related ProductsConforms to OSHA Hazard Communication Standard 29CFR 1910.1200Standard Must Be Consulted for Specific RequirementsSECTION Ⅰ- IDENTIFICATIONSECTION Ⅱ- HAZARDOUS MATERIALS*IMPORTANT: this section covers the materials from which this product is manufactured. The fumes and gases produced during wel ding with the normal use of this product are covered by Section V.The term ‘Hazardous Materials’ shoul d be interpreted as a term required and defined in OSHA Hazard Communication Standard 29 CFROccupational Safety and Health Administration 29 CFR 1910.1000 Permissibl e Exposure Limit( PEL ). American Conference of Governmental industrial Hygienists (ACGIH) Threshol d Limit Value (TLV [R]).*Not listed. Nuisance value maximum is 10 mg/m3. PEL value for iron oxide is 10 mg/m3. LTV value for iron oxid e is 5 mg/m3.** As reparabl e dust.***Subject to the reporting requirements of Sections 311 , 312, and 313 of the Emergency Planning and Community Right-to-Know Act of 1986 and of 40CFR 370 and 372.(c) Values are for manganese fume. STEL (Short Term Exposure Limit) is 3.0 mg/m3.SECTION III - PHYSICAL DATANOT APPLICABLESECTION IV - FIRE AND EXPLOSION HAZARD DATANon-Flammabl e: Wel ding are and sparks can ignite combustibl es, See Z-49.1 referenced in Section VI.SECTION V - REACTIVITY DATAHazardous Decomposition ProductsWel ding fumes and gases cannot be classified simply. The composition and quantity of these fumes and gases are depend ent upon the metal being wel ded, the procedures foll owed and the el ectrodes used.Workers shoul d be aware that the composition and quantity of fumes and gases to which they may be exposed, are influenced by: coatings which may be present on the metal being wel ded (such as paint, plating, or galvanizing),the number of wel ders in operation and the volume of the work area, the quality and amount of ventilation, the position of the wel der’s head with respect to the fume plume, as well as the presence of contaminants in the atmosphere (such as chl orinated hydrocarbon vapors from cl eaning and degreasing procedure). When the el ectrod e is consumed, the fumes and gas d ecomposition products generated are different in percent and form from the ingredients listed in Section. The composition of these fumes and gases are the concerning matter and not the composition of the el ectrode itself.Decomposition products include those originating from the volatilization, reaction, or oxidation of the ingredients shown inSectionⅡ, plus those from the base metal, coating and the factors noted above.Reasonabl e expected fume constituents of this product woul d include: Primarily iron and magnesium oxides; secondarily fluorides and compl ex oxides of aluminum, barium, lithium, manganese, potassium and strontium.Maximum fume exposure guideline and PEL for this product is 5.0 mg/m3for all sizes except the .045” and .035” diameters. Maximum fume exposure guideline and PEL for these diameters (based on solubl e barium content) is 4.0 mg/m3.Gaseous reaction products may include carbon monoxide and carbon dioxid eOzone and nitrogen oxides may be formed by the radiation from the arc.One method of determining the composition and quantity of the fumes and gases to which the workers are exposed is to take an air sampl e from insid e the wel der’s helmet whil e worn or within the worker’s breathing zone. See ANSI/AWS F1.1 publication availabl e from the American Wel ding Society 550 N.W. Legume Road. Miami, Fl orida 33126.SECTION VI - HEALTH HAZARD DATAThreshold Limit Value: The ACGIH recommended general limit for welding Fume NOC - (Not Otherwise Classified) is 5 mg/m 3.ACGIH-1985 preface states that the TLV-TWA should be used as guides in the control of health hazards and should not be used as fine lines between safe and dangerous concentrations. See Section V for specific fume constituents which may modify this TLV.Common entry is by inhalation or through the eyes, skincontact and ingestion.Effects of Overexposure: Electric arc welding may create one or more of the following health hazards:Fumes and Gases can be dangerous to your health.Short-term (acute) overexposure to welding fumes may result in discomfort such as metal fume fever, dizziness, nausea, or dryness or irritation of nose, throat, or eyes, May aggravate pre-existing respiratory problems (e.g. asthma, emphysema). Soluble barium compoundsPresent in the fumes from this product may also cause severe stomach pain, slow pulse rate, irregular heart beat, ringing of the ears, convulsions, and muscle spasms. In extreme cases can cause death.Long-term (chronic) overexposure to welding fumes can lead to siderosis (iron deposits in lung) and may affect pulmonary function. Manganese overexposure can affect the central nervous system, resulting in impaired speech and movement. Bronchitis and some lung fibrosis have been reported. WARNING: This product, when used for welding or cutting, produces fumes or gases which contain chemicals known to the State of California to cause birth defects and, in some cases, cancer. (California Health & Safety Code Section 25249.5 et seq.)Arc Rays can injure eyes and bum skin.Electric Shock can kill.See Section Ⅶ.Emergency and First Aid Procedures: Call for medical aid. Employ first aid techniques recommended by the American Red Cross.IF BREA THING IS DIFFICUL T give oxygen. IF NOT BREA THING, employ CPR (Cardiopulmonary Resuscitation). Consult aphysician if irritation of the eyes and skin or flash burns develops after exposure.Carcinogenicity29CFR 1910.1200 –Hazard Communication Standard lists possibl e carcinogenic information.SECTION VI AND VII - CONTROL MEASURES AND PRECáUTIONS FOR SAFE HANDLìNG AND USERead and understand the manufacturer’s instruction. and the precautionary label on the product. See American National Standard Z49.1, 'Safety In Welding, Cutting and Allied Processes' published by the American Welding Society, 550 N.W. Legume Road, Miami, FL, 33126 and OSHA Publication 2206 (29CFRJ910), U.S. Government Printing Office. Washington D.C.20402 for more details on the following topics.Ventilation: Use enough ventilation, local exhaust at the arc, or both to keep the fumes and gases from the worker's breathing zone and the general area. Train the welder to keep his head out of the fumes.Respiratory,protection: Use reparable fume respirator or air supplied respirator when welding in confined space or general work area when local exhaust or ventilation does not keep exposure below the threshold limit value.Eye Protection: Wear helmet or use face shield with filter lens shade number 12 or darker. Shield others by providing screens and l1ash goggles.Protective Clothing: Wear hand, head, and body protection which help to prevent injury. from radiation, sparks and electrical shock. See Z49. 1.This would includes welder's gloves and a protective face shield, and may include arm protectors, apron,hats, shoulderprotection, as well as dark substantialclothing. The welders should insulate from work and ground.Waste Disposal Method: Discard any product, residue, disposable container, or liner in an environmentally acceptable manner approved by Federal, State and Local regulations.。
无铅锡丝 Lead Free Solder Wire物质安全资料表MSDS

物質安全資料表
Material Safety Data Sheet
No. SW001-E9650
一、物品與廠商資料
二、危害辨識資料
警告。
吞食有害、皮膚接觸有害、吸入有害。
三、成分辨識資料
四、急救措施
五、滅火措施
六、洩漏處理方法
七、安全處置與儲存方法
八、暴露預防措施
九、物理及化學性質
十、安定性及反應性
十一、毒性資料
十二、生態資料*本項無法取得相關資訊
十三、廢棄物處置辦法
十四、運送資料
十五、法規資料
備註:
-上述資料符號「-」代表目前查無相關資料。
-本表僅供參考,使用者請依應用需求,自行負責判段其可用性與必要的處理。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
➢处理方法:完整的穿戴好PPE,按照要求收集并且储存在密闭容器中,不要用扫帚或者空气净化装置等,将泄漏物收集在密闭容器内以待处理及评估。
操作处置与储存➢操作注意事项:化学品为有害或者刺激性物质,避免直接接触且避免吸入。
只能在足够通风的环境下使用。
操作结束后要充分洗手,进餐前需洗手,脱掉被污染的衣物并且下次使用前需清洗。
➢储存方法:保存在紧闭的密封容器中,远离食物和饮用水。
于阴凉干燥处储存,远离高温、火源。
接触控制与个人防护➢工程措施:使用局部排气通风或者其他控制措施使接触量最小并且使操作人员操作舒适。
工程控制措施必须设计成符合OSHA标准,通风设备必须使得操作人员接触的化学品量在标准规定的浓度以下。
➢呼吸防护:呼吸防护是用来避免在操作过程中过度接触化学品,首选的防护措施是采用全面通风或者局部排气通风,如果无法达到全面通风需佩戴口罩。
➢眼睛防护:佩戴防化学品安全眼镜。
佩戴护目镜和面罩。
➢皮肤接触:佩戴防护手套。
在进餐、饮水前和工作结束后用肥皂和水清洗手和其他接触到化学品的地方。
理化性质➢颜色:灰色
➢气味:无气味
➢ pH值:未测定
➢溶解性:微溶
稳定性和反应性➢分解产物:金属烟气,有毒烟气
➢禁配物:过氧化物、金属、强酸、强氧化剂、强还原剂、酸、氯气、水分、强碱➢避免接触的条件:无
毒理学资料➢吸入或食入:必须避免吸入或食入烟气或烟尘。
➢铅:有毒并且会累积在体内,影响肾脏和神经系统。
症状表现为贫血、失眠、虚弱、过敏、便秘和腹部疼痛。
➢锡:锡烟可能会导致皮肤过敏和粘膜受损从而可能导致锡尘肺病。
生态学资料➢生态危害:高浓度下,此化学品会对植物和/或野生生物有害。
废置处理➢产品废弃物处置方法:按照当地法规以安全的方法处理本产品。
运输信息➢咨询厂家
法规信息➢此化学品的所有成分均列入美国毒物控制法案(TSCA)产品目录中。
其他信息略。