气体保护实芯焊丝
焊丝的型号与牌号对比

可以用型号和牌号来反映焊丝的主要性能特征及类别。
焊丝的型号是国家标准规定的能反映焊丝的主要特征,不同类型焊丝的型号表示方法有所不同。
牌号是对焊丝产品的具体命名,它可以由生产厂制定,也可由行业组织统一命名,制定全国焊接行业统一牌号,但必须按照国家标准要求,在产品样本或包装标签上注明该产品“符合国标”或不加标注(即与国标不符),以便用户结合产品性能要求,对照标准去选用。
1实芯焊丝的型号与牌号(1)实芯焊丝型号1)气体保护焊用碳钢、低合金钢焊丝气体保护焊用碳钢、低合金钢焊丝按化学成分和采用熔化极气体保护焊时熔敷金属的力学性能分类。
焊丝型号的表示方法为ER××-×,字母“ER”表示焊丝,ER后同的两位数字表示熔敷金属的抗拉强度最低值,短划“-”后面的字母或数字表示焊丝化学成分分类代号。
如还附加其他化学元素时,直接用元素符号表示,并以短划“-”与前面数字分开。
焊丝型号举例:2)铸铁气焊焊丝铸铁气焊焊丝型号中的字母“R”表示焊丝,字母“Z”表示焊丝用于铸铁焊接,在“RZ”字母后用焊丝主要化学元素符号或金属类型代号表示(见表1),再细分时用数字表示。
焊丝型号举例:表1铸铁焊丝的分类及型号类别名称型号铁基焊丝灰铸铁焊丝RZC 合金铸铁焊丝RZCH 球墨铸铁焊丝RZCQ3)铜及铜合金焊丝铜及铜合金焊丝型号的表示方法为HSCu××-×,字母HS表示焊丝,其后以化学元素符号表示焊丝的主要组成元素,在短划“-”后的数字表示同一主要化学元素组成中的不同品种,如HSCuZn-1,HSCuZn-2等。
4)铝及铝合金焊丝焊丝型号以“丝”字的汉语拼音第一个字母“S”表示,“S”后面用化学元素符号表示焊丝的主要合金组成,化学元素符号后的数字表示同类焊丝的不同品种。
铝及铝合金焊丝的分类及型号见表2。
表2铝及铝合金焊丝的分类及型号类别焊丝型号类别焊丝型号纯铝SAl-1SAl-2SAl-3铝镁合金铝铜合金铝锰合金SAlMg-5SAlCuSAlMn铝镁合金SAlMg-1SAlMg-2SAlMg-3铝硅合金SAlSi-1SAlSi-25)镍及镍合金焊丝镍及镍合金焊丝型号的表示方法为ERNi××-×,字母ER表示焊丝,E R后面的化学符号Ni表示为镍及镍合金焊丝,焊丝中的其他主要合金元素用化学符号表示,主在符号Ni的后面,短划“-”后面的数字表示焊丝化学成分分类代号。
实芯焊丝气体保护焊(GMAW)和药芯焊丝气体保护焊(FCAW)两者的区别

GMAW:熔化极气体保护焊含有MIG和MAGMIG:熔化极惰性气体保护焊MAG:熔化极活性气体保护焊FCAW: 药芯焊丝气体保护焊(软钢及高张力钢用药芯焊丝)SMAW:药皮焊条电弧焊SAW:埋弧自动焊实芯焊丝气体保护焊(GMAW)和药芯焊丝气体保护焊(FCAW)两者的区别:1.GMAW的主要优势在于每小时的金属熔敷量,这极大地降低了劳动力成本。
气体保护焊的另一个优势在于它是一种干净的工艺,这主要归功于没有使用焊剂。
在通风不良的车间会发现,从手工电弧焊或药芯焊换成气体保护焊后情况会得到改善,这是因为烟的产生减少了。
由于有各种各样的焊丝可选用,而且焊接设备变的更便于携带,气体保护焊的适用领域不断得到扩展。
该工艺的另外一个优点是可见性。
因为没有焊渣,焊工能够很容易地观察电弧和熔池的情况,从而改善控制。
GMAW还对气流和风特别敏感,它们会将保护气体吹开,留下未保护的金属。
正是这个原因,气体保护焊不大适合工地焊接。
应充分认识到,气体流量大于推荐值的上限,并不能保证对熔池适当的保护。
实际上,大的气体流量反而导致气体紊乱,并增大气孔产生的可能性,这是因为增大气体流量实际上可能将空气带入焊接区。
2.FCAW获得广泛的认可,是因为它能提供优良的性能。
可能最重要的优点是它能提供很高的生产效率,即单位时间内所熔敷的焊缝金属量。
它是手工焊接工艺中效率最高的。
这是由于焊丝盘提供连续不断的焊丝,同GMAW一样增加了电弧时间。
该工艺还被分类为大熔深弧焊,这有助于减少熔合性缺陷的可能性。
由于该方法主要用于半自动工艺,其操作技能要求远低于手工方法的要求。
无论有无保护气体的辅助,FCAW因有焊剂,它比GMAW对母材污染有更大的容许。
正是这个原因,使得FCAW适合工地焊接,在现场,风使得保护气体流失,而GMAW会受到极大的影响。
然而,检验师应当明白该工艺有它的局限。
首先,由于有焊剂,所以在后序焊道焊接前和外观检查前必须去除这层固体焊渣。
CO2气体保护焊基础知识、常见缺陷解决及操作要求
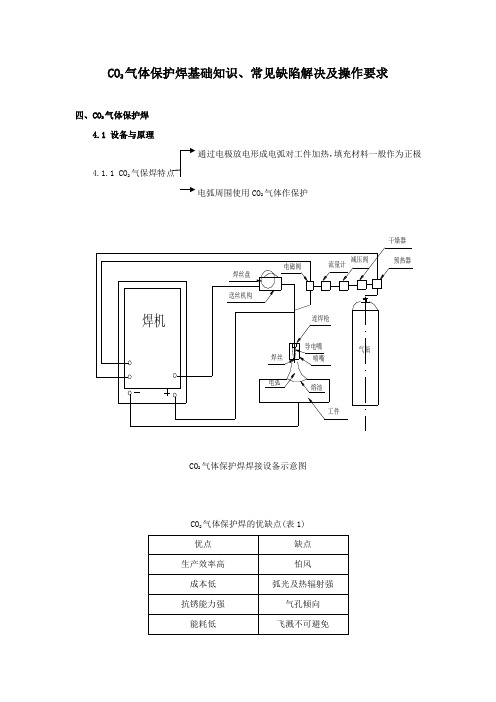
CO 2气体保护焊基础知识、常见缺陷解决及操作要求四、CO 2气体保护焊4.1 设备与原理通过电极放电形成电弧对工件加热,填充材料一般作为正极4.1.1 CO 2电弧周围使用CO 2气体作保护CO 2气体保护焊的优缺点(表1)4.1.2 CO2气体保护焊基本冶金原理1.CO2气体保护焊焊丝(实芯镀铜焊丝)牌号:H08Mn2SiA,其意义如下:H 08 Mn2 Si A①②③④⑤①H表示焊丝②表示焊丝的含碳量低于0.08%③表示焊丝中锰(Mn)的含量为1∽2%④表示焊丝中硅(Si)的含量为1%左右⑤A表示优质焊丝焊丝中的硅、锰元素主要是用来脱氧的。
4.2 质量要求与检查4.2.1 100%制件进行外观检查。
4.2.1.1 焊缝尺寸和位置要符合图纸要求。
4.2.1.2 焊缝外观要美观,焊缝宽度及加强高要均匀、一致。
4.2.1.3 焊缝表面及热影响全不允许产生裂纹。
4.2.1.4 不允许有未焊透及夹渣物现象。
4.2.1.5 不允许有过度咬边、咬肉。
4.2.1.6 不允许有烧穿。
4.2.1.7 不允许有不校正的变形。
4.2.1.8 不允许有气孔。
4.2.2 焊缝允许有下列额度的缺陷,但超过时必须进行补焊。
4.2.2.1 咬肉深度小于基本金属厚度的20%,长度小于焊缝长度的20%,但最长不得超过90mm。
4.2.2.2 焊补可以用CO2气体保护焊或用手工电弧焊,但要防止变形,在同一处焊补不能超过两次。
4.2.3 其他检查:根据产品图纸的技术要求进行。
4.2.4 内部检查,根据需要进行,可用如下方法:4.2.4.1 X-光检查。
4.2.4.2 超声波检查。
4.3 工艺参数CO2气体保护焊主要焊接工艺参数:电源极性、焊丝直径、焊接电流、电弧电压、气体流量、焊接速度、焊丝干伸长度、焊接回路电感等。
4.3.1 电源极性:CO2气体保护焊一般采用直流反接法(DCRP):焊件接负极,焊丝接正极。
4.3.2 焊丝直径:焊丝直径有ф0.8、ф0.9、ф1.0、ф1.2、ф1.4 、ф1.6等等,焊丝直径的选择是以工件厚度、焊接位置及生产率的要求为依据。
CO2气体保护焊的焊接材料
CO2气体保护焊的焊接材料CO2焊所用的焊接材料有:CO2气体和焊丝。
一、CO2气体纯净的CO2是无色、无味和无毒的气体,在0℃和一个大气压(0.1MPa)下,它的密度为1.98Kg/m3,是空气的1.5倍。
一般将其压缩成液体贮存于钢瓶供应使用。
容量为40L的钢瓶,可装25kg液态CO2。
一般要求CO2纯度为>99.5%,否则会降低焊缝的力学性能,焊缝也易产生气孔。
二、焊丝CO2焊丝既是填充金属又是电极,所以既要保证一定的化学成分和力学性能,又要保证具有良好的导电性能和工艺性能。
CO2焊丝分为实芯焊丝和药芯焊丝两种。
1.实芯焊丝根据CO2焊的冶金特点,进行低碳钢、低合金钢和船用高强钢焊接时,为保证具有较高的力学性能和防止气孔、减少飞溅,必须采用含锰、硅等脱氧元素的合金钢焊丝,同时,还应限制焊丝中的含碳量在0.10%以下。
H08Mn2SiA焊丝是目前CO2焊中应用最为广泛的一种焊丝。
它有较好的工艺性能,较高的力学性能以及抗裂缝能力,适宜于焊接低碳钢和δs≤50×9.8MPa的低合金钢,船用强度钢和船用高强度钢亦用该种实芯焊丝。
H08Mn2SiTiA焊丝含碳量很低,且含有0.2%~0.4%的钛元素,所以抗气孔能力强,用于致密性要求高的焊缝上(不允许微气孔存在的焊缝)。
CO2焊所用的焊丝直径在0.5~5mm范围内。
一般为0.5、0.6、0.8、1.0、1.2、1.6、2.0、2.5、3.0、4.0、5.0mm等几种规格,自动和半自动焊均可使用。
CO2焊丝通常以盘状供应。
焊丝表面最好镀铜,这不仅可以防止焊丝生锈,有利于焊丝的保管,同时还可以改善导电性能以及减少送丝阻力。
2.药芯焊丝药芯焊丝起源于上个世纪五十年代,飞速发展是上个世纪70年代以后的事。
我国药芯焊丝的使用始于上世纪80年代初宝山钢铁公司的建立,其后,在船舶制造和海洋结构行业、机械制造行业,能源化工行业、建筑和桥梁业、输油及输气管线建设行业等相继使用,在各行各业中以船舶制造和海洋结构行业使用药芯焊丝量最大。
实芯焊丝气体保护焊GMAW和药芯焊丝气体保护焊FCAW两者的区别.docx

GMAW:熔化极气体保护焊含有MIG和MAGMIG:熔化极惰性气体保护焊MAG:熔化极活性气体保护焊FCAW: 药芯焊丝气体保护焊(软钢及高张力钢用药芯焊丝)SMAW:药皮焊条电弧焊SAW:埋弧自动焊实芯焊丝气体保护焊(GMAW)和药芯焊丝气体保护焊(FCAW)两者的区别:1.GMAW的主要优势在于每小时的金属熔敷量,这极大地降低了劳动力成本。
气体保护焊的另一个优势在于它是一种干净的工艺,这主要归功于没有使用焊剂。
在通风不良的车间会发现,从手工电弧焊或药芯焊换成气体保护焊后情况会得到改善,这是因为烟的产生减少了。
由于有各种各样的焊丝可选用,而且焊接设备变的更便于携带,气体保护焊的适用领域不断得到扩展。
该工艺的另外一个优点是可见性。
因为没有焊渣,焊工能够很容易地观察电弧和熔池的情况,从而改善控制。
GMAW还对气流和风特别敏感,它们会将保护气体吹开,留下未保护的金属。
正是这个原因,气体保护焊不大适合工地焊接。
应充分认识到,气体流量大于推荐值的上限,并不能保证对熔池适当的保护。
实际上,大的气体流量反而导致气体紊乱,并增大气孔产生的可能性,这是因为增大气体流量实际上可能将空气带入焊接区。
2.FCAW获得广泛的认可,是因为它能提供优良的性能。
可能最重要的优点是它能提供很高的生产效率,即单位时间内所熔敷的焊缝金属量。
它是手工焊接工艺中效率最高的。
这是由于焊丝盘提供连续不断的焊丝,同GMAW一样增加了电弧时间。
该工艺还被分类为大熔深弧焊,这有助于减少熔合性缺陷的可能性。
由于该方法主要用于半自动工艺,其操作技能要求远低于手工方法的要求。
无论有无保护气体的辅助,FCAW因有焊剂,它比GMAW对母材污染有更大的容许。
正是这个原因,使得FCAW适合工地焊接,在现场,风使得保护气体流失,而GMAW会受到极大的影响。
然而,检验师应当明白该工艺有它的局限。
首先,由于有焊剂,所以在后序焊道焊接前和外观检查前必须去除这层固体焊渣。
(碳钢二氧化碳气体保护焊丝1.2mm技术标书(实芯焊丝))
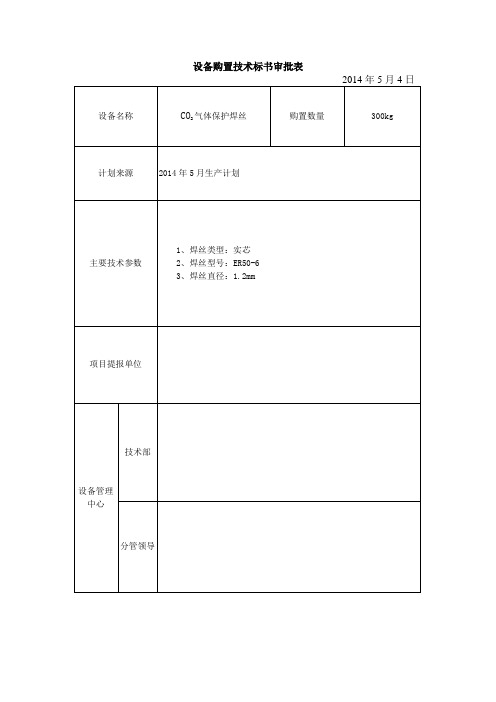
设备购置技术标书审批表第一节供货范围、技术规格、参数与要求一、货物需求一览表二、使用环境1.工作环境1.1周围环境温度:-10℃~35℃。
1.2设备安装场所海拔高度:不低于1200m。
1.3周围空气相对湿度:95%(在25℃时)。
1.4使用电源:AC380V,50Hz 。
1.5使用地点:室内、外使用。
1.6使用焊机:YD-350GR 。
三、技术参数及要求1.技术参数1.1焊丝类型:实芯。
1.2焊丝型号:ER50-6。
1.3焊丝材质:低碳钢(WC ≤ 0.25%)。
1.4焊丝直径:1.2mm。
2. 技术要求2.1焊丝尺寸应符合GB/T 25775的规定。
2.2焊丝使用时容易引弧并能稳定地连续熔化,焊缝形成美观可用于各种空间的焊缝。
2.3焊丝应适合在自动或半自动焊接设备上均匀、连续地送进。
2.4焊丝的药芯应填充均匀,以使焊接工艺性能和熔敷金属力学性能不受影响。
2.5焊丝表面应平滑光洁,不应有毛刺、凹坑、划痕、锈皮,也不应有其他对焊接性能或焊接设备操作性能具有不良影响的杂质。
镀铜焊丝的镀层应均匀牢固,不应出现起皮或脱落,焊丝表面应采用其他不影响焊接和力学性能的处理方法。
2.6每个焊丝卷、焊丝盘、焊丝筒上的焊丝应是同一批号连续长度的焊丝,焊丝的缠绕不允许有锐弯、扭结、波浪、嵌入等影响平稳送丝的不良现象,焊丝的外端应固定,明显易找。
2.7射线探伤要求:应按GB/T 3323 中的试验方法进行,其试验结果应符合GB/T 3323 附录C中表C.4的Ⅱ级规定。
2.8力学性能应符合焊接接头冲击试验国家标准GB(2650~2655)-2008,力学性能试样的制备及检验应符合GB/T25774.1。
2.9抗裂性要求符合国标GB(4675.1~4675.5)-1984。
2.10焊丝发尘量要符合国家焊丝飞溅要求。
2.11焊丝储藏温度要求:10℃~35℃。
3. 招标人提出的特别技术要求3.1必须对所有技术条款逐条解释并满足使用环境。
二氧化碳保护焊药芯焊丝型号
二氧化碳保护焊药芯焊丝型号
二氧化碳保护焊是一种常见的焊接方法,用于在金属焊接过程
中提供保护气体以防止氧气和水蒸气对熔化池的影响。
药芯焊丝是
一种用于保护焊接的焊丝,其中包含药芯或药剂,可以提供额外的
熔化金属和/或改善焊接特性。
不同的焊接应用需要不同的药芯焊丝
型号,以适应不同的金属材料和焊接要求。
对于二氧化碳保护焊药芯焊丝的型号,通常会根据制造商和规
范来命名。
例如,一些常见的二氧化碳保护焊药芯焊丝型号可能包
括AWS A5.20 E71T-1、AWS A5.20 E71T-5、AWS A5.20 E71T-GS等。
这些型号中的字母和数字通常代表着特定的焊接特性、金属成分和
药芯配方。
例如,E71T-1表示该焊丝适用于焊接碳钢和低合金钢,
而E71T-GS可能表示适用于通用焊接和较高的焊接速度。
此外,选择药芯焊丝型号还应考虑到焊接材料的种类、厚度、
所需的焊接性能以及具体的焊接工艺要求。
因此,在选择二氧化碳
保护焊药芯焊丝型号时,需要仔细考虑以上因素,并遵循制造商提
供的规格和建议。
总之,二氧化碳保护焊药芯焊丝的型号是根据特定的标准和要
求命名的,选择合适的型号需要考虑到焊接材料、焊接性能和工艺要求。
在实际应用中,建议在专业人士的指导下进行选择,以确保焊接质量和效果。
焊丝牌号对照一览表
--
THY-J552Ni-2
E551T1-Ni2C
E551T1-Ni2C
THY-R502
协议标准
--
THY-J607Ni
E550T5-K1C
--
THY-QD127
EDPMn3-16
--
THY-J602Ni
E601T1-K2C
E91T1-K2
THY-QD172
EDPCrMo-A4-03
H12Cr24Ni13Mo2
ER309Mo
THT-309L
THS-309L
H03Cr24Ni13Si
ER309L
THT-309LSi
309LSi
H03Cr24Ni13Si1
ER309LSi
THT-309LMo
THS-309LMo
H03Cr24Ni13Mo2
ER309LMo
THT-310
THS-310
TH550-NQ-Ⅲ
THM-60G
--
--
THM600-NQ-Ⅲ
TH600-NQ-Ⅲ
THM-13CMA
H13CrMoA
3氩弧焊焊丝一览表
牌号
中国GB
美国AWS
牌号
中国GB
美国AWS
THT49-1
ER49-1
--
THT-316L
THS-316L
H03Cr19Ni12Mo2Si
ER316L
THT-10MnSi
ER100S-G
THQ50-4
ER50-4
ER70S-4(相当)
THQ80-1
ER80-G
ER110S-G(相当)
THQ50-C
ER50-6
碳钢实芯焊丝二氧化碳气体保护焊在管道焊接中的有效运用研究少威王海山黄智星
碳钢实芯焊丝二氧化碳气体保护焊在管道焊接中的有效运用研究少威王海山黄智星摘要:碳钢实芯焊丝二氧化碳气体保护焊是我国在管道焊接作业中常用的一种作业方式,利用碳钢实芯焊丝二氧化碳气体保护焊自身的作用,能够实现碳钢实芯焊丝的封底焊接。
为了能够进一步推广碳钢实芯焊丝二氧化碳气体保护焊的作用,本文将针对碳钢实芯焊丝二氧化碳气体保护焊在管道焊接中的有效运用开展探讨。
关键词:碳钢实心焊丝;二氧化碳;管道焊接引言:碳钢实芯焊丝二氧化碳气体保护焊在我国工程作业中十分常见,其不仅具有低成本、高性能的特点,而且还能够在一定程度上增强施工效果,确保施工安全性与有效性。
因此,将碳钢实芯焊丝二氧化碳气体保护焊切实应用到管道焊接的作业之中十分重要。
一、焊接的优缺点碳钢实芯焊丝二氧化碳气体保护焊自身便具有成本低、整体损耗相对较小、焊接效率与焊接质量相对较高的特点,但碳钢实芯焊丝二氧化碳气体保护焊也具有一定缺点,如:焊接过程中容易出现飞溅的情况,而且焊接所产生的熔深浅,此种现象在一定程度上制约了管道焊接作业,且其针对焊接施工作业的普及也产生了一定阻碍,使得碳钢实芯焊丝二氧化碳气体保护焊在管道焊接中的运用优势难以凸显。
基于此种情况之下,之所以一直将其列为焊接作业的首选,其主要还是因为此项工艺能够有效提高作业效率,并确保管道焊接的作业质量。
二、气保焊的碳钢实芯焊丝封底焊接碳钢实芯焊丝二氧化碳气体保护焊在管道焊接中包括向焊跟焊技术,但向焊跟焊技术又需要在熔化极气体保护下应用。
(一)焊缝组对与焊接工艺首先针对焊缝组对,通常情况下,在开展此项作业之时,都会将焊口内与焊口外的锈迹、油污、水渍等清理干净,而清理的范围则维持在内外焊口的15-25毫米左右,且只需将其清理露出金属光泽即可,以免在后续作业过程中出现生气孔缺陷。
焊缝加工V坡口,其坡口角度大致维持在28°至32°之间即可,以30°为最佳。
另外,在进行组对时,应对于对口错边量予以一定注重,以小于1.5毫米为最佳。
实芯焊丝CO2气体保护焊焊接参数选择对焊接质量的影响
焊接质量的影响陈广涛(江苏省徐州技师学院,江苏徐州221000)摘要:焊接质量决定着产品质量,焊接工艺参数选择的正确性则决定着焊接质量。
因此,正确选择焊接工艺参数是获得质量优良的焊接接头和提高生产率的关键。
基于此,通过深入企业顶岗实践及教学实践研究, 对C02气体保护焊焊接参数的选用进行梳理,为提高焊接质量提供参考。
关键词:C 02气体保护焊;焊接工艺参数;焊接廣量中图分类号:TG 444.73文献标识码:A文章编号:1003-5168(2016) 10-0082-02Influence of Welding Parameters on the Welding Quality of C 02Gas Shielded Arc Welding of Solid WireChen Guangtao(Jiangsu Province Xuzhou Technician Institute 9Xuzhou Jiangsu 221000)河南科技•创新驱动、..........................................>实芯焊丝co 2气体保护焊焊接参数选择对Abstract : The quality of welding determines the quality of the product , the correct choice of welding process parame ters determines the quality of welding . Therefore , correct selection of welding parameters is the key to obtain good quality welding joints and improve the productivity . Based on this,through the research and practice of teaching prac - tice of enterprises , the selection of welding parameters for C 02 gas shielded arc welding was carried out , to provide reference for improving welding quality .K e y w o r d s : C 〇2 gas shielded arc welding;welding process parameters;welding qualityC 〇2气体保护焊是利用c o 2气体作为保护介质,依靠 焊丝与焊件之间产生的电弧热来熔化焊丝与母材形成接 头,从而获得优良机械保护性能的一种熔焊方法。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
气体保护实芯焊丝
【气体保护实芯焊丝系列】
[气体保护实芯焊丝]系列如下:
气保护实芯焊丝使用说明:
执行GB/T8110-1995标准
气体保护焊是50年代发展起来的一种焊接技术,它已发展成为一种重要的熔化焊接方法,被 CO
2
广泛应用于汽车工业、工程机械制造、船舶制造、冶金设备制造、桥梁、土建工程、石油化工、锅炉压力容器制造、机车车辆等各领域。
气体保护焊丝生产与应用发展迅速,一些工业发达国家已占焊材总量的40-50%,我国已目前,CO
2
在许多部门得到了普及,并逐渐部分地取代手工焊条电弧焊。
其具有以下特点:
1、焊接成本低。
2、生产效率高,耗电少。
3、操作容易,可进行全位置焊接。
4、焊缝含氢量很低,含氮量较少,抗裂性好。
5、焊后变形小。
6、适用范围广,对薄、中、厚板焊接皆适宜。