药芯焊丝气体保护焊的应用
焊丝的种类和用途
焊丝的种类和用途
焊丝的种类和用途:
1、按成分和用途分类。
碳钢焊丝、不锈钢焊丝、铝合金焊丝、镍合金焊丝、铜焊丝等。
碳钢焊丝成本低、焊缝牢固、适用性广,常用于焊接钢材、渗碳钢、低合金钢、轧辊等;不锈钢焊丝具有抗腐蚀性能强、耐高温、表面光滑等特点,广泛应用于食品、乳品、制药、环保设备和船舶制造等领域;铝合金焊丝成本低、强度高、电导率大、塑性好,广泛用于气体保护焊、氩弧焊和手工焊等,特别是在建筑、航空、汽车等行业中的应用非常广泛。
2、按使用场合分类。
气体保护焊丝、药芯焊丝、焊接电极等。
气体保护焊丝主要是指采用惰性气体(如氩气)对焊接区域进行保护的焊接工艺,焊缝美观、成形好、气孔少等,广泛应用于制造业、建筑业、石化行业等领域;药芯焊丝不需要护气保护,适用于一些场合,如实验室、管道维修等,适用于焊接焊接厚度较大的金属制品,例如海上锚链、油井管道、轮机房设备等。
3、按结构形式分类。
药芯焊丝和实芯焊丝。
药芯焊丝按结构和填料的不同又分为多种类型,适用于一些特定场合,如实验室、管道维修等;实芯焊丝则是没有药芯的焊丝,通常由铜或铜合金、铝或镁铝合金等制成,适用于焊接钢、铜合金、铸铁、镍合金、钛合金和铝合金等材料。
药芯焊丝熔化极气体保护自动焊接技术在低温液化石油气储罐焊接中的应用
药芯焊丝熔化极气体保护自动焊接技术在低温液化石油气储罐焊接中的应用陈永峰【摘要】The paper analyzes the welding technology for longitudinal seam welding of low temperature steel parts of the LPG tank, welding materials use flux cored wire, so this welding process also known as FCAW, which is Flux Cored Automatic Welding. The process not only ensures the welding quality and improves efficiency,but also reduces the staff strength of the welding operation,and it is a worthwhile method of promoting the use of welding.% 主要对熔化极气体保护自动焊接技术用于LPG储罐中低温钢部位的纵向焊缝的焊接进行分析,焊接材料为药芯焊丝,故称为药芯焊丝熔化极气体保护自动焊--FCAW.它不仅保证焊接质量,提高工作效率,又降低焊接操作人员的工作强度,是一种值得推广使用的焊接方法.【期刊名称】《机电工程技术》【年(卷),期】2012(000)009【总页数】5页(P105-109)【关键词】焊接;低温;FCAW【作者】陈永峰【作者单位】中国南海工程有限公司,广东深圳 518020【正文语种】中文【中图分类】TG470 引言近年来,随着国内能源项目投资力度的逐渐加大,低温液化石油气储库项目已经成为投资的热点之一。
广东深圳华安低温液化石油气储库项目、江苏张家港东华优尼科低温液化石油气储库项目、广西钦州低温液化石油气储库项目,都是国内目前比较大型的低温储罐项目,总容积30.2万立方米。
药芯焊丝气体保护焊在锅炉承压件上的应用研究

1 2 m 的 E5 1 .r a 0 T一 1 GB/ O 4 。 / T1 O 5
图 1 管 一板 T 型 对 接 接 头
表3 。该参 数下 电弧稳 定 ,声音柔 和 , 飞溅小 , 焊缝 成
形 美观 。试件焊 后经 (3 ±1 ) 6 0 5 C、保 温时 间 2 h去 应 力 热处理 。
表 1 母材化学成分( 量分数) 质
牌 号
2 G O 2g 0
%
S
C
Mn
S i
P
0 1 ~ 0 2 . 5 0 6 . 7 0 3 ≤ 0 0 0 ≤ 0 0 0 . 7 . 40 3 ~ . 5 0 1 ~ . 7 . 3 . 3 ≤ 0 2 O 5 ~0 9 . 5 0 3 ≤ 0 0 5 ≤ 0 0 5 .O .0 . 00 1 ~ .0 . 3 . 3
体保 护焊 和埋弧 焊 的某 些特 点 ,更适用 于对 窄而 深 的 焊接 接头施 焊 。 为 了解决 锅 炉产 品 ( 锅筒 、 集箱 ) “ 上 T”型对 接接 头 ,尤其 是直 径 1 9以上 厚壁 管接 头 的焊 接效 率 和 5 质量保 证 问题 ,本 文通 过组合 焊缝 试件 及对接 焊缝 试
去除油 、锈 、污 ,露 出金属 光泽 。 ( )定位 焊缝不少 于 4点且 均布 ,焊 缝长度应 不 3 小 于 1 mm 且 不得有 超标缺 陷 。 0 ( )受潮 焊丝一律 不得使 用 ,当天未 用完 的焊丝 4
第6 期 ( 第 1 1期 ) 总 5
20 0 8年 1 2月
研究药芯焊丝焊接操作技术要点
研究药芯焊丝焊接操作技术要点20世纪50年代末、60年代初美国已开始使用药芯焊丝,并被广泛地用于重型机械、建筑机械、桥梁、石油、化工、核电站设备、大型发电设备及采油平台等制造业中,并取得了很好的效果。
近年来,随着社会经济的不断发展,我国生产药芯焊丝的技术和质量得到了不断提高,应用范围也不断地扩大,以船舶制造和海洋结构行业使用药芯焊丝量为最大。
药芯焊丝是继焊条电弧焊和实芯焊丝CO2气体保护焊的又一个被广泛应用的焊接方法。
药芯焊丝的单面焊双面成形操作技术,近年来被世界技能大赛、国内各类技能大赛列为竞赛的考核项目之一,它是电弧焊难度较大的一种操作技术。
尽快地掌握单面焊双面成形技术的操作要领和技巧,这也是每个参加技能考试、技能竞赛的指导教师及学生十分关心的问题。
2.药芯焊丝电弧焊的特点及应用药芯焊丝也称为管状焊丝,是利用薄钢板卷成圆形钢管或异形钢管,或用无缝钢管,在管中填满一定成分的药粉,经拉制而成的焊丝。
可通过调整药芯添加物的种类和比例,很方便地设计各种不同用途的焊接材料,因为它的合金成分可灵活方便的调整,所以药芯焊丝的许多品种是实芯焊丝无法冶炼和轧制的。
2.1特点药芯焊丝电弧焊与气体保护焊非常相似,差别在药芯焊丝采用的是管状焊丝,其中装有粒状的焊剂。
药芯焊丝是很有发展前途的新型焊接材料,与实芯焊丝相比药芯焊丝有如下优缺点。
2.1.1优点:⑴采用气渣联合保护,焊缝成形美观,电弧稳定性好,飞溅少易脱渣、焊道成形美观。
⑵焊丝熔敷速度快,熔敷效率(大约为85%~90%)和生产效率都较高(比焊条电弧焊高3~5倍)。
⑶焊接各种钢材的适应性强,通过调整焊剂的成分与比例可提供要求的焊缝金属化学成分。
2.1.2缺点:⑴焊丝制造过程复杂。
⑵烟雾大,焊接时烟雾较实芯焊丝大。
⑶焊丝外表容易锈蚀,粉剂易吸潮,因此对焊丝的保存-管理的要求更为严格。
⑷焊渣多,较实芯焊丝CO2气体保护焊多,故多层焊时要注意清渣、防止产生夹渣缺陷。
CO2(二氧化碳)气体保护焊的原理、特点及应用
CO2(二氧化碳)气体保护焊的原理、特点及应用CO2气体保护焊是一种以CO2作为保护气体的熔化极电弧焊,简称CO2焊。
CO2气体密度较大,巨受电弧加热后体积膨胀较大,所以隔离空气、保护熔池的效果较好,但CO2是一种氧化性较强的气体,在焊接过程中会使合金元素烧损,产生气孔和金属飞溅,故需用脱氧能力较强的焊丝或添加焊剂来保证焊接接头的冶金质量。
CO2焊按焊丝可分为细丝(直径小于1.6mm)、粗丝(直径大于1.6mm)和药芯焊丝CO2焊三种。
按操作方法可分为半机械化和机械化CO2焊两种。
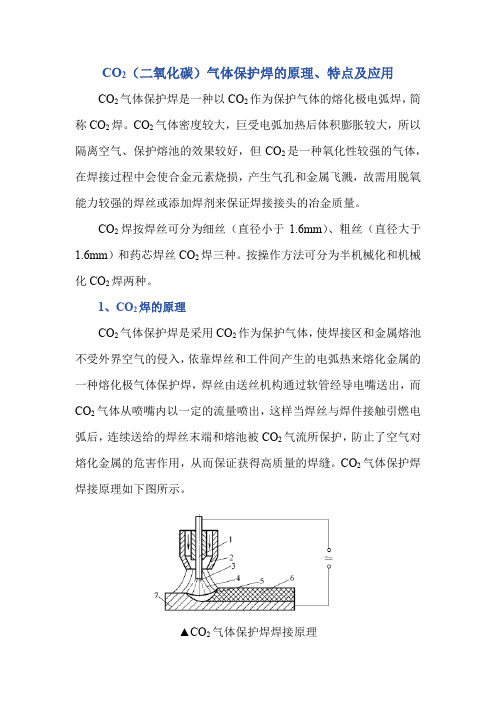
1、CO2焊的原理CO2气体保护焊是采用CO2作为保护气体,使焊接区和金属熔池不受外界空气的侵入,依靠焊丝和工件间产生的电弧热来熔化金属的一种熔化极气体保护焊,焊丝由送丝机构通过软管经导电嘴送出,而CO2气体从喷嘴内以一定的流量喷出,这样当焊丝与焊件接触引燃电弧后,连续送给的焊丝末端和熔池被CO2气流所保护,防止了空气对熔化金属的危害作用,从而保证获得高质量的焊缝。
CO2气体保护焊焊接原理如下图所示。
▲CO2气体保护焊焊接原理1—焊丝2—喷嘴3—电弧4—CO2气流5—熔池6—焊缝7—焊件2、CO2焊的特点(1)CO2焊的优点与其他电弧焊比较,CO2焊的优点如下:①焊接熔池与大气隔绝,对油、锈敏感性较低,可以减少焊件及焊丝的清理工作。
电弧可见性良好,便于对中,操作方便,易于掌握熔池熔化和焊缝成形。
①电弧在气流的压缩下使热量集中,工件受热面积小,热影响区窄,加上CO2气体的冷却作用,因而焊件变形和残余应力较小,特别适用于薄板的焊接。
①电弧的穿透能力强,熔深较大,对接焊件可减少焊接层数。
对厚10mm左右的钢板可以开①形坡口一次焊透,角焊缝的焊脚尺寸也可以相应地减小。
①焊后无焊接熔渣,所以在多层焊时就无需中间清渣。
焊丝自动送进,容易实现机械化操作,短路过渡技术可用于全位置及其他空间焊缝的焊接,生产率高。
①抗锈能力强,抗裂性能好,焊缝中不易产生气孔,所以焊接接头的力学性能好,焊接质量高。
药芯焊丝co2气体保护堆焊在坦克零件油挡配合面修复过程中应用的探讨

应用科技药芯焊丝C02气体保护堆焊在坦克零件油挡配合面修复过程中应用的探讨乇萍任孝字(装甲兵技术学院机械系,吉林长春130117)瞒要]本文通过对中型坦克部分零件采用药芯焊丝CO:气体保护堆焊可焊性的分析,介绍了焊法、焊接工艺参数的选择及焊接时应把握的环节,探讨了药芯这种新型的焊接材料在坦克g'f eg"复过程中的应用前景。
嘎搠]CO:气体保护堆焊;药芯焊丝;可焊}生;坦克零件一台中型坦克的主要零件中含有油挡配合面的较多,在底盘中大概共计有7项30件。
这些零件除负重轮回饶挡油盖(1项10件)是内圆面外,其余6项20件全是外圆。
就这些零件的材料而言,多为45C r N i(H B321一一286)、20C r,N i A(H B444一一321)、38C rSi (H B302一一255)。
各个油挡配合盘都是经常损坏的部位。
其中,以底盘上行动部分的零件更为显著。
以曲臂为例,除自压油挡配合面外曲臂上的其它各工作表面一般都能使用一个大修期,甚至更长,但其上的自压油挡配合面有时只能使用一个中修期。
为了寻求既便于焊接,又便于后续类工序加工,同时还能保证零件的耐磨性,延长使用寿命的维修方法,我们探讨了对零件上这类部位的损坏,采用药芯焊丝C0,气体保护堆焊修复。
1可焊性分析以往,对于多数含有油挡配合面的零件由于焊接修复时不发生变形,常采用手工电弧堆焊进行修复。
例如,平衡肘、曲臂、侧减速器被动轴等。
而对于易变形的薄壁零件用手工电弧焊的方法显然不适合。
因为用这种方法很容易造成更大的变形。
另外,这类零件由于数量多、尺寸大、重量大、形状不规则的原因,修复起来比较困难。
而C02气体保护焊在这些方面就比较有优势。
它有如下特点11生产效率高由于此方法焊丝给送自动化,C0,电弧的穿透力强,焊接时电流密度大,熔敷系数高,因此提高了生产率。
另外,焊丝没有焊渣,特别是多层焊时,节省了层间清渣时间,较适合于批量修复。
气体保护焊药芯焊丝在金属结构行业中的应用与探讨
大型 机械 技 术装 备 制造 要 求 ,对 大 型 骨干 机 械 企业 进
备制 造 中 .部 分使 用 E 0 一 7 T 1和 E 1 一 7 T 5药 芯 焊 丝 , 柱
塞堆 焊 选用 进 口或 国产 2 r3类 药 芯焊 丝 。 在工 程 机 C1 械行 业 , 带式 起重 机 的 生产 制 造 , 国采 用 瑞 士奥林 履 德 康 公 司 生 产 的 Fu o 11和 Fu o 12 西1 m) 缝 lx f4 i lxf4 ( . m 无 i 4 药 芯焊丝 , 接 S E 6 焊 T 4 0和 S E 9 T 6 0材料 , 焊缝 质 量完 全 满足 产 品技术 要求 。近年 来 ,为适 应 市场 发展 的需 要 。
企 业 以 1 Mn 1C Mo 1 Mn i R等钢 种 为主 。 目 6 R,5 r R,3 N Mo 前 为 了更 好 地 适 应 市 场 产 品 向 大型 化 的发 展 需 要 , 材
4 0万 吨以上 , 占其 焊材 总量 的 1%左 右 。 由此 可 见 , 约 0 中 国已成 为世 界 上最 大 的 制造 与 消 费大 国 。但 是 要 将
达 到 8 %以上 , 体 保 护焊 技术 的发展 , 大 地提 高 了 0 气 极
金 属 结构行 业 的制 造技 术水 平 。
的焊 接 . 要 以 E 0 一 主 7 T 1和 E 1 一 7 T 5进 口碳 钢药 芯 焊 丝
焊丝区别及用途

焊丝区别及用途以焊丝区别及用途为题,本文将从焊丝的分类、材质以及不同用途进行介绍。
一、焊丝的分类焊丝是一种用于焊接的金属线材,根据材料和用途的不同,可以分为多种类型,主要包括气体保护焊丝、药芯焊丝、自动焊丝和铝焊丝等。
1. 气体保护焊丝气体保护焊丝常用于气体保护焊接,其中最常见的是氩弧焊丝。
氩弧焊丝具有良好的导电性能和较高的熔点,适用于焊接不锈钢、铝合金等材料。
此外,还有CO2焊丝,适用于焊接低碳钢。
2. 药芯焊丝药芯焊丝是一种在焊丝内填充焊剂的焊丝,它可以根据焊剂的不同分为无气保护药芯焊丝和有气保护药芯焊丝两种。
无气保护药芯焊丝一般用于铁件焊接,有气保护药芯焊丝适用于焊接不锈钢、铝合金等材料。
3. 自动焊丝自动焊丝是一种用于自动化焊接设备的焊丝,其特点是直径较小、焊接速度快、焊缝质量高。
自动焊丝适用于对焊接质量要求较高的大型工件,如汽车制造、船舶制造等。
4. 铝焊丝铝焊丝用于铝及铝合金的焊接,根据不同的需求,可以分为纯铝焊丝、铝硅合金焊丝和铝镁合金焊丝等。
铝焊丝具有良好的导电性和导热性,适用于焊接铝制品,如铝合金门窗、铝合金船舶等。
二、焊丝的用途焊丝作为一种常用的焊接材料,广泛应用于各个领域,具有以下几个主要的用途:1. 金属结构焊接焊丝常用于金属结构的焊接,如钢结构、桥梁、压力容器等。
不同类型的焊丝根据焊接材料的不同,可以实现对不同金属材料的焊接。
2. 管道焊接焊丝在管道焊接中起着关键的作用。
通过选择合适的焊丝,可以实现对各种管道材料的焊接,如不锈钢管、铜管、铁管等。
3. 汽车制造焊丝广泛应用于汽车制造中,用于焊接汽车车身、底盘和发动机等部件。
自动焊丝在汽车制造中得到了广泛的应用,能够提高生产效率和焊接质量。
4. 电子设备制造焊丝在电子设备制造中也有重要的作用,如电子元器件的焊接、电路板的焊接等。
在这些应用中,要求焊接点小、焊缝美观,因此需要选择合适的焊丝。
5. 家居装饰焊丝也常用于家居装饰中,如铁艺制品、不锈钢制品等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
RIKT的焊接
摘要:离心等温式空气压缩机,简称RIKT,通过对空气压缩机箱体中分面法兰母材Q345E的分析,采用药芯焊丝气体保护焊,选用合理焊接工艺,进行工艺评定,满足要求并在实际中应用,取得良好效果。
关键词:RIKT FCAW Q345E
1 前言
公司主要生产离心等温式空气压缩机,大量用于空分行业,主要结构有定子、转子、冷却器和箱体。
其中箱体为焊接结构,其材料主要为Q235、Q345系列材料。
其中中分面法兰材料厚度达到150mm,属于厚板焊接,80%焊缝需做UT检测,所有焊缝做MT检测,质量要求高,外观要求美观。
2母材性能介绍
2.1 Q345E的化学成分表1和力学性能表2所示:
2.2 材料的焊接性分析
首先计算碳当量:
CE(IIW)=C+Mn/6+(Cr+Mo+V)/5+(Cu+Ni)/15
把Q345E的化学成份代入公式,得到碳当量为0.48。
碳当量超过0.4,又是厚板焊接,有一定的淬硬倾向,但焊接性尚好。
3 药芯焊丝气体保护电弧焊介
综合考虑以上特点和产品要求,决定采用FCAW,因为它是一种很有发展前景,而且
已经在工程中使用的焊接方法。
3.1 其工作原理:与实芯焊丝气保护焊的主要区别是作用焊丝的构造不同。
药芯焊丝是在焊丝内部装有焊剂或金属粉末混合物(称药芯)。
焊接时,电弧热的作用下融化状态的芯料。
焊丝金属、母材金属和保护气体相互之间发生冶金作用。
同时形成一层较薄的液态熔渣包覆熔滴并覆盖熔池,对熔丝金属构成又一层保护。
所以实质上这是一种气渣联合保护的焊接方法。
3.2工艺特点
药芯焊丝气体保护焊综合了焊条电弧焊和CO2焊的工艺特点。
⑴由于药芯成分改变了纯CO2电弧气氛的物理,化学性质,因而飞溅少,且颗粒细,易于消除。
又因熔池表面覆盖有熔渣,焊缝成形比实芯焊丝美观。
⑵与实芯焊丝相比,通过调整药芯的成份,就可以焊接不同钢种,适用性强。
若研制适用同样钢种的实芯焊丝在技术上将遇到许多困难。
⑶对焊接电源无特殊要求,交流和直流均可使用,平特性和陡降性都适用。
因为药芯成份能改变电弧特性。
⑷缩短加工时间。
药芯焊丝飞溅小而少,不像实芯焊丝那么多飞溅,一点一点的就像焊在母材上,要花很多功夫清理。
而药芯焊丝飞溅就易清理,一铲就掉,节省很多时间。
⑸药芯焊丝焊缝质量高,机械性能好,不易产生咬边、裂纹、气孔等缺陷。
其中咬边对于大壁厚母材,拘束性很大,焊接过程中和热处理后易产生裂纹。
由于是气渣联合保护,对焊接区表面的污染、油、锈、水份和现场的风速,没实芯焊丝那么敏感,不易产生气孔。
3.3 发展和介绍
药芯焊丝最早出现在20世纪20年代美国和德国。
但真正大量应用于工业生产是50年代,特别是60、70年代。
出现2.0mm以下焊丝,进入高速发展阶段,我国是在60年代开始研制。
利用药芯焊丝作融化极的电弧焊称药芯焊丝电弧焊,英文简称FCAW。
有两种焊接形式:一种是焊接过程中使用外加保护气体(一般是纯CO2或CO2+A r)的焊接。
称药芯焊丝气体保护焊,它与普通融化极气体保护焊基本相同;另一种是不加保护气体,只靠焊丝内部的芯料燃烧与分解所产生的气体和渣作用保护的焊接,称自保护电弧焊。
自保护电弧焊和焊条电弧焊相似,不同的是使用盘状的焊丝,连续不断送到电弧中。
(主要运用于野外,干丝伸出较长位置焊接,焊接质量较差。
)
3.4 熔滴过渡介绍
大概可分三类
⑴短路过渡
在小电流低电压焊接时,熔滴在未脱离焊丝前就与熔池接触形成液态金属短路,使电弧熄灭。
当液粉金属在电磁收缩力、表面张力作用下,脱离焊丝过渡到熔池中去,这时电弧复燃。
又开始下一周期过程,这种过渡形式称短路过渡。
主要运用于薄板全位置焊接或对接焊单面焊双面成形打底焊。
⑵滴状过渡
当电流较小、电弧力作用小,随着焊丝融化,熔滴逐渐长大。
当熔滴的重力能克服其表面张力的作用时,就以较大的颗粒脱离焊丝,落入熔池实现大滴落过渡。
当电流较大时,电磁收缩力较大,熔滴的表面张力减小,熔滴细化,其直径一般等于或略小于焊丝直径。
熔滴的熔池过渡频率增加,飞溅少,电弧稳定,焊缝成形较好。
这种过渡形式称细颗粒过渡。
在生产中广泛运用于实芯焊丝。
⑶喷射过渡
随着焊接电流的增加,熔滴尺寸变小,过渡频率也急剧提高。
在电弧力的强制作用下,熔滴脱离焊丝沿焊丝轴向飞速地射向熔池,这种过渡形式称喷射过渡。
根据熔滴大小和过渡形态又分射滴过渡和射流过渡。
喷射过渡焊接过程稳定,飞溅小,熔深大,焊缝成形美观。
4 制定工艺并焊接
4.1 焊前准备
RIKT产品,多为厚板,其中最厚达150mm,为中分面法兰,材质Q345E,因此选用两块100mm的Q345E的钢板对接,接头形式如下:
4.2 制定工艺
为了能得到高质量的焊接接头,满足产品要求,制定工艺如下:
⑴根据等强匹配原则,结合实际生产,选用低氢型药芯焊丝为填充材料,牌号AWS A5.20 E71T-C,抗拉强度500-640N/mm2,采用混合气体保护焊(80%Ar+20%CO2),富氩更容易获得喷射过渡,焊丝直径1.2,直流反接。
⑵温度控制
①预热温度
因为试板是100mm,硬倾向大,为了有效防止裂纹,降低冷却速度,需要预热,
前面计算出碳当量为0.48
结合表3表4:
表3
焊丝为低氢型,得出预热温度为100℃。
②层间温度
试板需要长时间焊接,控制热输入很重要,热输入过大,焊接区组织晶粒粗大,影响焊缝韧性,层间温度控制在250℃以下。
⑶焊接顺序
工件正面先焊3层,翻身清理反面后焊接,(如果反面成形不好有缺陷,要气刨清根,打磨干净做PT,PT合格后开始预热100度后焊接)反面也焊3层,此后每焊一层翻一次,直到结束。
注:层与层之间清理干净,避免夹渣。
焊接顺序如图:
现场焊接数据如下:
⑷焊接操作要点
其中第一层打底焊时,采用小电流短路过渡,由于药芯焊丝比较软,没实芯焊丝那么大的穿透力,焊枪角度稍微采取点前倾焊法(5-8度),焊接电弧一半打在反面,这样反面很容易成形。
第2,3层电流电压可以稍微大点,因为板厚,也可采用前倾焊法,焊枪角度前倾60-70度,能获得更深的熔深,喷射过渡,电弧末端像个小杯子打在熔池上,电弧稳定,飞溅少,成形美观又易控制。
⑸焊后热处理
试板(100mm)对接后产生很大内应力,为改善其性能,进行热处理消除应力,620℃
保持4小时,加热和冷却速率≤50℃/h。
5 评定结果
根据EN15614-1标准选用对应的标准对焊缝进行检验:焊缝成形美观,无裂纹,咬边,气孔等缺陷。
经液体渗透探伤,超声波探伤,金相检验和力学性能试验,焊缝接头均合格。
6 结论
采用药芯焊丝气体保护焊和该工艺焊接RIKT产品,检验合格,2010年第一台产品已交付使用,客户反映良好,完全满足工作要求。
参考文献
[1]陈祝年,焊接工程师手册,【M】,北京,机械工业出版社,2008.7。