实芯焊丝气体保护焊GMAW和药芯焊丝气体保护焊FCAW两者的区别.docx
焊工证件识别基本常识总结

焊工证件识别基本常识总结一、有效期为4年,每四年复审一次。
二、焊接方法GTAW—钨极气体保护焊SMAW—焊条电弧焊SAW—埋弧焊GMAW—熔化极气体保护焊FCAW-药芯焊丝电弧焊ESW-电渣焊三、金属材料类别1、共分4类,分别为FeI 低碳钢 20G及以下;FeII 低合金钢常见有Q345、20MnG、12CrMo、15CrMo及低温钢等;FeIII 高合金钢(铬钼钢、马氏体钢)常见有1Cr5Mo、1Cr9Mo、12Cr13等;FeIV 奥氏体钢(及奥氏体与铁素体双相不锈钢)常见有06Cr19Ni10、022Cr19Ni10等。
2、FeIV考试合格后仅能焊接FeIV类别钢,其他的可以以高带低。
3、异种钢焊接考试合格后,可以焊接高级别钢号和低级别钢号。
四、填充金属类别1、焊丝用FefS表示,考试合格后适用于所有实芯或药芯焊丝;2、同类别中碱性焊条考试合格,同时适用于酸性和碱性焊条焊接;3、焊条用“Fef+数字+J”组成,J表示碱性焊条,不带J表示酸性;4、FeIV对应的焊条为Fef4和Fef4J;5、其他类别还有Fef1、Fef2、Fef3、Fef3J,其中Fef2表示纤维素型焊条,Fef3J考试合格后可以使用除Fef2和FeIV类钢的所有焊条。
五、试件位置1、试件类别分为板材对接焊缝试件、板材角焊缝试件、管材对接焊缝试件、管材角焊缝试件(包括管板角焊缝试件、管管角焊缝试件两种)、管板角接头试件(及管板全熔透角焊缝)。
试件位置分为平、横、立、仰、水平固定、45°固定试件。
2、角焊缝用“数字+F”表示,对接焊缝用“数字+G”表示,管板角接头比较特殊,用“数字+FG”表示(因为其既是角焊缝F,又是熔透焊缝G)。
3、数字中,1表示平焊,2表示横焊,3表示立焊,4表示仰焊,5表示水平固定焊,6表示45°固定焊。
4、管材由于是圆的,没有立焊,即没有“3”,而板材则没有水平固定和45°固定,即“5”和“6”。
fcaw是什么焊接方法

fcaw是什么焊接方法焊接是一种常见的金属加工工艺,而焊接方法也是多种多样的。
其中,FCaw 焊接方法作为一种常见的焊接方式,被广泛应用于工业生产中。
那么,FCaw到底是什么焊接方法呢?接下来,我们将从FCaw的定义、特点、应用领域以及优缺点等方面进行详细介绍。
首先,FCaw是什么焊接方法?FCaw是Flux-Cored Arc Welding的缩写,中文意思为药芯焊丝焊接。
它是一种利用药芯焊丝作为电弧焊接材料的焊接方法。
在进行焊接时,焊枪通过电流产生电弧,同时焊丝在电弧的作用下熔化,形成熔滴,然后与工件熔融结合,从而完成焊接过程。
其次,FCaw焊接方法有哪些特点?首先,FCaw焊接方法具有高焊接效率和高熔透性,能够在较短的时间内完成大面积的焊接工作。
其次,FCaw焊接方法适用于多种金属材料的焊接,包括碳钢、合金钢、不锈钢等。
此外,FCaw焊接方法还具有良好的焊接质量和成形性能,能够满足工件的各种焊接要求。
再者,FCaw焊接方法在哪些领域得到了广泛应用?FCaw焊接方法广泛应用于船舶制造、桥梁建设、石油化工、汽车制造等领域。
在这些领域中,FCaw焊接方法被用于焊接各种结构件、管道、压力容器等工件,为工业生产提供了重要的焊接技术支持。
最后,FCaw焊接方法有哪些优缺点?FCaw焊接方法的优点在于焊接效率高、熔透性好、适用范围广、焊接质量高等;而其缺点则在于对焊接环境的要求较高、焊接烟尘较大、焊接气体保护要求严格等。
总的来说,FCaw焊接方法作为一种重要的焊接方式,具有明显的优势和应用价值,为工业生产提供了重要的支持。
在今后的工程实践中,我们可以根据具体的焊接要求和工件特点,合理选择FCaw焊接方法,以实现更高效、更优质的焊接效果。
希望本文的介绍能够对大家对FCaw焊接方法有更深入的了解。
实芯焊丝气体保护焊(GMAW)和药芯焊丝气体保护焊(FCAW)两者的区别

GMAW:熔化极气体保护焊含有MIG和MAGMIG:熔化极惰性气体保护焊MAG:熔化极活性气体保护焊FCAW: 药芯焊丝气体保护焊(软钢及高张力钢用药芯焊丝)SMAW:药皮焊条电弧焊SAW:埋弧自动焊实芯焊丝气体保护焊(GMAW)和药芯焊丝气体保护焊(FCAW)两者的区别:1.GMAW的主要优势在于每小时的金属熔敷量,这极大地降低了劳动力成本。
气体保护焊的另一个优势在于它是一种干净的工艺,这主要归功于没有使用焊剂。
在通风不良的车间会发现,从手工电弧焊或药芯焊换成气体保护焊后情况会得到改善,这是因为烟的产生减少了。
由于有各种各样的焊丝可选用,而且焊接设备变的更便于携带,气体保护焊的适用领域不断得到扩展。
该工艺的另外一个优点是可见性。
因为没有焊渣,焊工能够很容易地观察电弧和熔池的情况,从而改善控制。
GMAW还对气流和风特别敏感,它们会将保护气体吹开,留下未保护的金属。
正是这个原因,气体保护焊不大适合工地焊接。
应充分认识到,气体流量大于推荐值的上限,并不能保证对熔池适当的保护。
实际上,大的气体流量反而导致气体紊乱,并增大气孔产生的可能性,这是因为增大气体流量实际上可能将空气带入焊接区。
2.FCAW获得广泛的认可,是因为它能提供优良的性能。
可能最重要的优点是它能提供很高的生产效率,即单位时间内所熔敷的焊缝金属量。
它是手工焊接工艺中效率最高的。
这是由于焊丝盘提供连续不断的焊丝,同GMAW一样增加了电弧时间。
该工艺还被分类为大熔深弧焊,这有助于减少熔合性缺陷的可能性。
由于该方法主要用于半自动工艺,其操作技能要求远低于手工方法的要求。
无论有无保护气体的辅助,FCAW因有焊剂,它比GMAW对母材污染有更大的容许。
正是这个原因,使得FCAW适合工地焊接,在现场,风使得保护气体流失,而GMAW会受到极大的影响。
然而,检验师应当明白该工艺有它的局限。
首先,由于有焊剂,所以在后序焊道焊接前和外观检查前必须去除这层固体焊渣。
焊接材料、符号及钢材基础知识

一、焊接的基本概念焊接:通过加热或加压(或者两者并用),用或者不用填充材料,使两个工件(同种或异种材质)达到原子间结合的一种连接方式。
二、常见焊接术语及代号GMAW:指实芯焊丝电弧焊(Gas Metal Arc Welding),俗称气保焊,包括混合气和CO2 气体,代号:135FCAW:指药芯焊丝电弧焊(Flux Cored Arc Welding),代号:114 SMAW:指手工电弧焊(Shield Metal Arc Welding),代号:111 GTAW:指钨极氩弧焊(Gas Tungsten Arc Welding) ,代号:141 SAW:指埋弧焊(Submerged Arc Welding),代号:12PQR:指焊接工艺试验报告(Procedure Qualification Record),是焊接工艺评定试验中各项参数的实际记录报告。
WPS:指焊接工艺指导书(Welding Procedure Specification),是依据相应的焊接工艺试验报告PQR 和焊接标准编制的用于指导生产制造的焊接技术文件。
WQT:指焊工资格考试(Welder Qualification Test),是依据焊接规范和实际产品焊接技能要求对焊接工人技能进行的系列鉴定测试。
CJP:指全熔透焊缝(Complete Joint Penetration),即对接焊缝在整个板厚厚度内完全熔透。
PJP:指部分熔透焊缝(Partial Joint Penetration),即对接焊缝在整个板厚厚度内未完全熔透。
三、焊接材料分类1、焊接材料:是焊接时所消耗的材料统称,它包括焊条、焊丝、焊剂、气体等。
比如手弧焊的焊接材料是焊条,埋弧焊的焊接材料是焊丝与焊剂,而气体保护焊的焊接材料则是焊丝与保护气体。
2、焊条的分类按焊条的用途分:1)结构钢焊条:主要用于焊接碳钢和低合金高强钢。
2)钼和铬钼耐热钢焊条:主要用于焊接珠光体耐热钢和马氏体耐热钢。
焊接简称
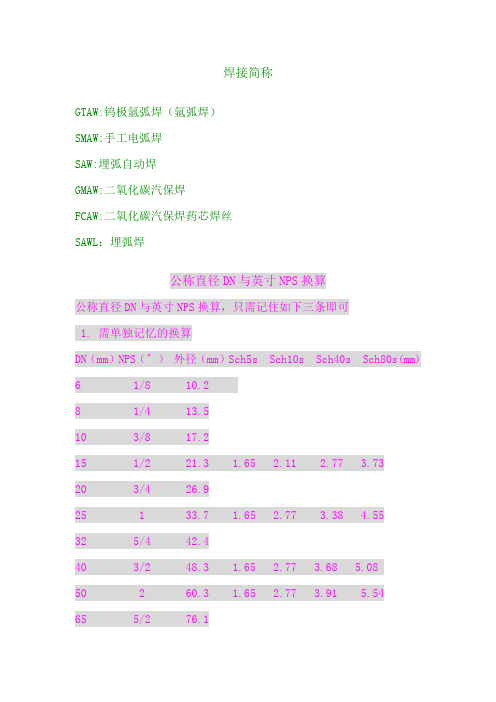
焊接简称GTAW:钨极氩弧焊(氩弧焊)SMAW:手工电弧焊SAW:埋弧自动焊GMAW:二氧化碳汽保焊FCAW:二氧化碳汽保焊药芯焊丝SAWL:埋弧焊公称直径DN与英寸NPS换算公称直径DN与英寸NPS换算,只需记住如下三条即可1. 需单独记忆的换算DN(mm)NPS(〞)外径(mm)Sch5s Sch10s Sch40s Sch80s(mm) 6 1/8 10.28 1/4 13.510 3/8 17.215 1/2 21.3 1.65 2.11 2.77 3.7320 3/4 26.925 1 33.7 1.65 2.77 3.38 4.5532 5/4 42.440 3/2 48.3 1.65 2.77 3.68 5.0850 2 60.3 1.65 2.77 3.91 5.5465 5/2 76.180 3 88.9 2.11 3.05 5.49 7 62100 4 114.3 2.11 3.05 6.02 8.56200 8 219.1 2.77 3.76 8.18 12.802.大于等于DN100的管径与NPS换算:DN=25*NPS ;NPS=DN/253.精确换算:1英寸=25.04毫米,但是在阀门、管径换算上并不是按照此比例。
在孔径后加标的NS、FS,是表示螺纹规格NS:是美国标准UN的螺纹标记FS:是美国标准UN螺纹牙型--细牙备注:美标螺纹中牙型有:粗牙(UN、为默认)细牙(FS)超细牙(EFS)法兰标准与缩写RF 凸台面法兰(对接焊)PJ分对焊和平焊环松套法兰两种SW承插式法兰(插入焊)(socket welding)SO带颈平焊法兰 BL盲板法兰(法兰盖)WN带颈对焊法兰 BW对焊连接(BUTT welding)PL板式平焊法兰RJ环槽面密封面(T形法兰)阀门及其安装一阀门的分类按压力分1.低压阀 PN≤1.6MPa2.中压阀 1.6MPa<PN<10MPa3.高压阀10MPa≤PN≤100MPa4.超高压阀PN>100MPa按驱动方式分手动阀靠人力操纵手轮、。
气体保护焊的分类

熔化极 活性气体(氧化性混合气体) 保护焊(芯焊丝自保护电弧焊 钨极氩弧焊 钨极氦弧焊
药芯焊丝 气体保护焊 (FCAW) 非熔化极 气体保护电弧焊(GTAW) 钨极惰性 气体保护电 弧焊(TIG)
Ar(氩) He(氦)
气体保护焊的分类
分类方法 按电极类型 按焊丝形式 按保护气体种类
熔化极 惰性气体保护焊(MIG) 实芯焊丝 气体保护焊 熔化极 气体保护电弧焊(GMAW)
采用的保护气体
Ar(氩)保护焊 He(氦)保护焊 Ar+He(氩+氦)保护焊 Ar+O2保护焊 Ar+CO2+O2保护焊 Ar+He+CO2+O2保护焊 CO2保护焊 CO2+O2保护焊 CO2保护焊 CO2+O2保护焊
SMAWSAWGMAWFCAW焊接方法
SMAWSAWGMAWFCAW焊接方法SMAW(手工金属电弧焊接)是一种常用的焊接方法。
它使用可熔化的焊条作为填充材料,通过电弧生成的高温来融化焊条和工件表面,形成焊缝。
SMAW适用于焊接多种材料,包括钢铁、铸铁、不锈钢和铝等。
这种焊接方法简单易学,设备成本低,适用于各种焊接位置和场合。
SMAW焊接的基本工艺流程如下:1.准备工件表面:将需要焊接的工件表面清洁干净,去除污垢和氧化层,以获得较好的焊接质量。
2.选择合适的焊条:根据工件材料和要求选择适当的焊条。
焊条应与工件相匹配,并满足焊接质量和强度的要求。
3.安装电弧焊设备:将焊条插入手持式焊枪的电焊机,将地线连接到工件上。
4.调整焊接参数:根据工件材料和厚度,调整电焊机的电流和焊接电弧稳定性。
5.开始焊接:将焊条靠近工件表面,激活电焊机,形成电弧。
焊工应控制电焊枪的移动速度和运动角度,以获得合适的焊接速度和质量。
6.填充焊缝:在焊条融化的同时,将焊条缓慢地推入焊缝中,形成熔化的母材和填充材料混合的焊缝。
7.持续焊接:根据需要,焊工可以持续移动焊条和焊枪,焊接更长的焊缝。
8.结束焊接:焊接完成后,关闭电焊机,等待焊缝冷却后进行后续处理。
SMAW焊接的优点包括焊接设备简单、适用范围广、可在各种环境条件下工作等。
然而,它也存在一些限制,如焊接速度较慢、产生较多的焊渣和气体、对焊工熟练程度要求较高等。
SAW(自动埋弧焊接)是一种常见的自动化焊接方法。
它使用熔化的焊条和焊丝作为填充材料,通过电弧的高温和埋入的焊粉来融化焊条、焊丝和工件表面,形成焊缝。
SAW适用于焊接大型工件,如钢板、管道和桥梁等。
它具有高效、高质量的焊接特点。
SAW焊接的基本工艺流程如下:1.准备工件表面:将需要焊接的工件表面清洁干净,并用刷子、机械工具等去除氧化层和锈蚀。
2.安装焊接设备:将焊枪和焊接头安装到焊接机上,并将焊接丝放入焊机的丝轮盘中。
3.调整焊接参数:根据工件材料和厚度,调整焊接机的电流、电压和焊接速度等参数。
不同标准焊接符号对比
常用焊接 方法
衬垫 backing
母材
焊材
立焊方向 焊丝数量
不同标准焊接符号对比
AWSD1.1 ASMEIX API1104 EN287/ISO9606
CCS
平 横 立 仰 平(转动) 管垂直固定 管水平固定 管斜45度固定 管斜45度+障碍圈
手把焊
药芯二氧化碳气体保护焊
不同标准焊接符号对比awsd11asmeixapi1104en287iso9606ccs1g1gpas代表船舶与海上设代表船用锅炉压力容2g2gpc3g3gpf立向上pg立向下4g4gpe平转动1g1g1gip管垂直固定2g2g2giip管水平固定5g5gpf立向上pg立向下5giip管斜45度固定6g6g6ghl045立向上jl045立向下6giiip管斜45度障碍圈6grsp特殊位置branch支管6griiipr常用焊接方法手把焊smawsmawsmaw111药芯二氧化碳气体保护焊fcawfcawfcaw136实芯二氧化碳气体保护焊gmawgmawgmaw135金属粉芯二氧化碳气体保护焊138氩弧焊gtawgtawgtaw141sawsawsaw121衬垫backing单面焊带衬垫ssmb单面焊带衬垫单面焊不带衬垫withoutwithoutwithoussnb单面焊不带衬垫碳钢只包含碳钢和低合金csgroupw01w02
111
M
FCAW FCAW FCAW
136
GMAW GMAW GMAW
135
S
138
GTAW GTAW GTAW
141
T
SAW
SAW
SAW
121
with with with
ss,mb
GMAW焊接
GMAW焊接--熔化极气体保护焊(又称惰性气体保护焊<MIG焊>).FCAW焊接--药芯焊丝气体保护焊.GTAW焊接--钨极氩弧焊(又称钨极惰性气体保护焊<TIG焊>).RESW焊接--电阻点焊.MCAW焊接--金属芯焊丝气体保护金属弧焊,或金属芯焊丝弧焊.SAW焊接---埋弧焊.PAW焊接---等离子电弧焊.MAG焊接---金属活性气体保护焊.回复引用TOP3#Re: 关于焊接符号---[请教]焊接名词与相对应的符号序号焊接名词符号1 氧乙炔焊OAW2 手工电弧焊SMAW3 埋弧焊SAW4 二氧化碳气体保护电弧焊FCAW5 钨极惰性气体保护电弧焊TIG6 熔化极惰性气体保护电弧焊MIG7 活性气体保护电弧焊MAG8 钨极脉冲氩弧焊TAW-P9 熔化极脉冲氩弧焊MAW-P10 气电立焊EGW11 等离子弧焊PAW12 电渣焊ESW13 电子束焊EBW14 激光焊LBW15 热剂焊TW16 高频电阻焊HFRW17 闪光对焊FW18 摩擦焊FRW19 电阻焊RW20 扩散焊DFW21 爆炸焊EW22 超声波焊USW23 硬钎焊 B24 软钎焊S25 热切割TC26 氧乙炔气割OFC-A27 等离子弧切割PAC28 激光切割LBC29 火焰喷涂FLSP30 电弧喷涂EASP31 等离子弧喷涂PSP32 焊态AW33 母材BM34 焊缝WM35 热影响区HAZRW——RWSISTANCE WELDING——电阻焊FW——flash welding——闪光焊RW-PC——pressure controlled resistance welding——压力控制电阻焊PW——projection welding——凸焊RSEW——resistance seam welding——电阻缝焊RSEW-HF——high-frequency seam welding——高频电阻缝焊RSEW-I——induction seam welding——感应电阻缝焊RSEW-MS——mash seam welding——压平缝焊RSW——resistance spot welding——点焊UW——upset welding——电阻对焊UW-HF——high-frequency ——高频电阻对焊UW-I——induction——感应电阻对焊SSW——SOLID STATE WELDING——固态焊CEW——co-extrusion welding——挤压焊CW——cold welding——冷压焊DFW——diffusion welding——扩散焊HIPW——hot isostatic pressure diffusion welding——热等静压扩散焊EXW——explosion welding——爆炸焊FOW——forge welding——锻焊FRW——friction welding——摩擦焊FRW-DD——direct drive friction welding——径向摩擦焊FSW——friction stir welding——搅拌摩擦焊FRW-I——inertia friction welding——惯性摩擦焊HPW——hot pressure welding——热压焊ROW——roll welding——热轧焊USW——ultrasonic welding——超声波焊。
如何选用药芯焊丝与实心焊丝,太全了
如何选用药芯焊丝与实心焊丝,太全了实心焊丝选用(1)埋弧焊焊丝埋弧焊时焊剂对焊缝金属起保护和冶金处理作用,焊丝主要作为填充金属,同时向焊缝添加合金元素,并参与冶金反应。
1)低碳钢和低合金钢用焊丝低碳钢和低合金钢埋弧焊常用焊丝有如下三类。
A、低锰焊丝(如H08A):常配合高锰焊剂用于低碳钢及强度较低的低合金钢焊接。
B、中锰焊丝(如H08MnA,H10MnS):主要用于低合金钢焊接,也可配合低锰焊剂用于低碳钢焊接。
C、高锰焊丝(如H10Mn2 H08Mn2Si):用于低合金钢焊接2)高强钢用丝这类焊丝含Mn1%以上,含Mo0.3%~0.8%,如H08MnMoA、H08Mn2MoA,用于强度较高的低合金高强钢焊接。
此外,根据高强钢的成分及使用性能要求,还可在焊丝中加入NI、CR、V及Re等元素,提高焊缝性能。
抗拉强度590Mpa级的焊缝金属多采用MN-MO 系焊丝,如H08MNMOA等。
3)不锈钢用焊丝采用的焊丝成分要与被焊接的不锈钢分成基本一致,焊接铬不锈钢时,采用HoCr14 H1Cr13 H1Cr17等焊丝;焊接铬-镍不锈钢时,采用H0Cr19Ni9 HoCr19Ni9 HoCr19Ni9Ti等焊丝;焊接超低碳不锈钢时,应采用相应的超低碳焊丝,如HOOCr19Ni9等,焊剂可采用熔炼型或烧结型,要求焊剂的氧化性小,以减少合金元素的烧损。
目前国外主要采用烧结焊剂焊接不锈钢、我国仍以熔炼焊剂为主,但正在研制和推广使用烧结焊剂。
(2)气体保护焊用焊丝气体保护焊分为惰性气体保护焊(TIG焊和MIG焊)、活性气体保护焊(MAG焊)以及自保护焊接。
TIG焊接时采用纯Ar,MIG焊接时一般采用Ar+2%O2或Ar+5%CO2。
MAG焊接时主要采用CO2气体。
为了改善CO2焊接的工艺性能,也可采用CO2+Ar或CO2+Ar+O2混合气体或是采用药芯焊丝。
1)TIG焊焊丝TIG焊接有时不加填充焊丝,被焊母材加热熔化后直接连接起来,有时加填充焊丝,由于保护气体为纯Ar,无氧化性,焊丝熔化后成分基本不发生变化,所以焊丝成分即为焊缝成分。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
GMAW:熔化极气体保护焊含有MIG和MAG
MIG:熔化极惰性气体保护焊
MAG:熔化极活性气体保护焊
FCAW: 药芯焊丝气体保护焊(软钢及高张力钢用药芯焊丝)
SMAW:药皮焊条电弧焊
SAW:埋弧自动焊
实芯焊丝气体保护焊(GMAW)和药芯焊丝气体保护焊(FCAW)两者的区别:
1.GMAW的主要优势在于每小时的金属熔敷量,这极大地降低了劳动力成本。
气体保护焊的另一个优势在于它是一种干净的工艺,这主要归功于没有使用焊剂。
在通风不良的车间会发现,从手工电弧焊或药芯焊换成气体保护焊后情况会得到改善,这是因为烟的产生减少了。
由于有各种各样的焊丝可选用,而且焊接设备变的更便于携带,气体保护焊的适用领域不断得到扩展。
该工艺的另外一个优点是可见性。
因为没有焊渣,焊工能够很容易地观察电弧和熔池的情况,从而改善控制。
GMAW还对气流和风特别敏感,它们会将保护气体吹开,留下未保护的金属。
正是这个原因,气体保护焊不大适合工地焊接。
应充分认识到,气体流量大于推荐值的上限,并不能保证对熔池适当的保护。
实际上,大的气体流量反而导致气体紊乱,并增大气孔产生的可能性,这是因为增大气体流量实际上可能将空气带入焊接区。
2.FCAW获得广泛的认可,是因为它能提供优良的性能。
可能最重要的优点是它能提供很高的生产效率,即单位时间内所熔敷的焊缝金属量。
它是手工焊接工艺中效率最高的。
这是由于焊丝盘提供连续不断的焊丝,同GMAW一样增加了电弧时间。
该工艺还被分类为大熔深弧焊,这有助于减少熔合性缺陷的可能性。
由于该方法主要用于半自动工艺,其操作技能要求远低于手工方法的要求。
无论有无保护气体的辅助,FCAW因有焊剂,它比GMAW对母材污染有更大的容许。
正是这个原因,使得FCAW适合工地焊接,在现场,风使得保护气体流失,而GMAW会受到极大的影响。
然而,检验师应当明白该工艺有它的局限。
首先,由于有焊剂,所以在后序焊道焊接前和外观检查前必须去除这层固体焊渣。
由于存在焊剂,在焊接过程中会产生大量的烟。
长时间暴露在没有通风条件的地方会危害焊工的健康。
这些烟还会降低焊工的视线,会给接头中的电弧正确操作带来困难。
虽然可以采用烟雾抽除系统,但要在焊枪加上附件,这会增加其重量并降低焊工的视线。
当采用附加保护气体时,它还会扰乱保护气氛。
即使FCAW被认为是有烟工艺,但它在单位熔敷金属时产生的烟量没有SMAW多。
FCAW所要求的设备比SMAW的复杂,因而其先期成本和机械故障的可能性限制了它在一些环境中的使用。
和所有的工艺一样,FCAW自身存在一些问题。
首先是于焊剂有关。
由于焊剂的存在,在层间清理不当或操作技术不当时,会有焊渣残留在焊缝金属中的可能性。
对于FCAW,至关重要的是焊接速度要足够快,以保持电弧在熔池的前缘。
当焊接速度太慢,使电弧在熔池的中前部或后部,熔化的焊渣会被卷入熔池中形成夹渣。
另一个自身的问题与送丝机构有关。
与GMAW情形一样,缺少保养维护会导致焊丝送进问题,这会影响焊缝的质量。
FCAW同样产生包括未焊透、夹渣和气孔在内的典型缺陷。