_二醋酸纤维素纤维纺丝溶液的挤出胀大行为
一种二醋酸纤维素纤维薄膜及其制备方法[发明专利]
![一种二醋酸纤维素纤维薄膜及其制备方法[发明专利]](https://img.taocdn.com/s3/m/4e0948c57d1cfad6195f312b3169a4517623e544.png)
(19)中华人民共和国国家知识产权局(12)发明专利申请(10)申请公布号 (43)申请公布日 (21)申请号 201810571079.1(22)申请日 2018.06.05(71)申请人 南通纺织丝绸产业技术研究院地址 226300 江苏省南通市通州区新世纪大道266号江海智汇园D1号楼申请人 苏州大学(72)发明人 杨旭红 李冰艳 (74)专利代理机构 苏州创元专利商标事务所有限公司 32103代理人 陶海锋(51)Int.Cl.D04H 1/4258(2012.01)D04H 1/728(2012.01)D01D 5/00(2006.01)D01D 5/247(2006.01)D01D 5/253(2006.01)(54)发明名称一种二醋酸纤维素纤维薄膜及其制备方法(57)摘要本发明公开了一种二醋酸纤维素纤维薄膜及其制备方法。
将二醋酸纤维素粉末溶于丙酮/水,或者丙酮/二氯甲烷的混合溶剂中制成纺丝溶液,采用静电纺丝工艺,在静电高压电场力的作用下,二醋酸纤维素纺丝溶液被牵伸为纤维,在接收器上固化形成纤维膜。
本发明提供的技术方案操作简单,条件容易控制。
制得的二醋酸纤维素纤维膜中纤维细,直径为微米级,纤维表面具有多孔结构,截面为扁形,纤维膜比表面积大,吸附性能优良,在生物敷料、药物缓释、组织支架等领域具有良好的应用前景。
权利要求书1页 说明书4页 附图2页CN 108486768 A 2018.09.04C N 108486768A1.一种二醋酸纤维素纤维薄膜的制备方法,其特征在于包括如下步骤:(1)常温条件下,按聚氧化乙烯的质量为二醋酸纤维素质量的1~20%,将二醋酸纤维素和聚氧化乙烯溶解于混合溶剂中,所述的混合溶剂为丙酮/水,或丙酮/二氯甲烷,得到二醋酸纤维素的浓度为6~10%wt的溶液;(2)以步骤(1)得到的二醋酸纤维素溶液为纺丝原液,采用静电纺丝工艺,在接收屏上得到一种纤维表面具有多孔结构且纤维截面为扁形的二醋酸纤维素纤维膜。
二醋酸纤维素生产工艺

二醋酸纤维素生产工艺二醋酸纤维素(Cellulose acetate, CA)是一种重要的合成纤维原料,具有优异的性能和广泛的应用。
它在纺织品、塑料、薄膜、涂层等领域都有重要的用途。
本文将深入探讨二醋酸纤维素的生产工艺,旨在帮助读者更全面、深入地了解这一领域。
一、二醋酸纤维素的概述让我们简要介绍一下二醋酸纤维素的基本概念。
二醋酸纤维素是通过对天然纤维素进行醋酸酯化反应制得的一种合成纤维原料。
它具有良好的耐久性、柔软度和耐热性,因此在纺织品制造、塑料制品和薄膜等行业有广泛应用。
二、二醋酸纤维素的生产工艺二醋酸纤维素的生产主要分为以下几个步骤:1. 原料准备:天然纤维素通常来自于棉花、木材和竹子等植物。
在生产过程中,首先需要对原料进行处理,去除杂质和非纤维素成分。
2. 碱化:原料纤维素与碱性溶液(如氢氧化钠)反应,使纤维素断裂生成棉絮。
经过碱化处理后,纤维素的结晶度和溶解性均得到提高。
3. 醋酸酯化反应:将碱化后的纤维素与醋酐进行反应,生成二醋酸纤维素。
这一步骤需要进行醋酸酯化反应,通常在高温和压力条件下进行。
4. 溶剂处理:产生的二醋酸纤维素需要用溶剂进行处理,以去除杂质和未反应的物质。
常用的溶剂有乙酸、甲酸等。
5. 固化和纺丝:将处理好的溶液通过纺丝工艺进行抽丝形成细丝,然后进行固化处理,使纤维形成结晶并得到所需的物理性能。
三、二醋酸纤维素生产工艺的优点和不足在二醋酸纤维素的生产工艺中,其优点主要有以下几个方面:1. 原料丰富:天然纤维素来源广泛,几乎可以从各种植物中提取,资源供应相对充足。
2. 可持续发展:二醋酸纤维素生产过程中使用的原料主要来自植物,因此具有较低的环境污染和生态足迹。
3. 性能优越:二醋酸纤维素具有优异的性能,如耐久性、柔软度和耐热性,可以满足不同领域的需求。
然而,二醋酸纤维素生产工艺也存在一些不足之处:1. 生产成本较高:二醋酸纤维素的生产需要一系列的工艺步骤和特殊设备,增加了生产成本。
前纺知识——常见纺丝异常现象及修正措施
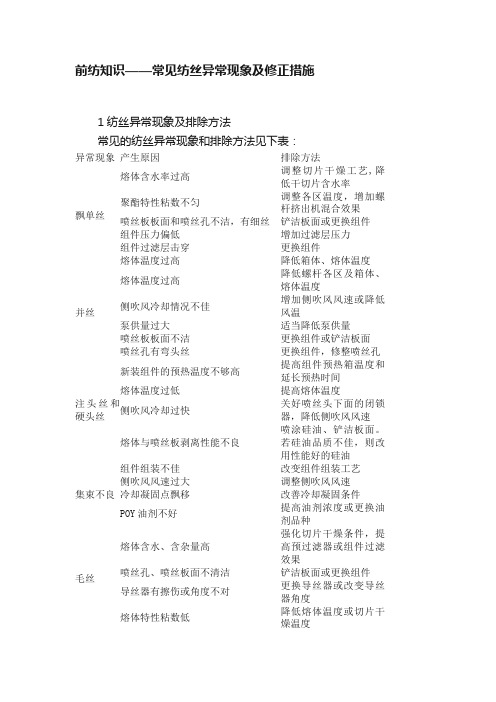
前纺知识——常见纺丝异常现象及修正措施1纺丝异常现象及排除方法常见的纺丝异常现象和排除方法见下表:异常现象 产生原因排除方法飘单丝熔体含水率过高调整切片干燥工艺,降低干切片含水率聚酯特性粘数不匀调整各区温度,增加螺杆挤出机混合效果喷丝板板面和喷丝孔不洁,有细丝 铲洁板面或更换组件 组件压力偏低 增加过滤层压力 组件过滤层击穿 更换组件 熔体温度过高 降低箱体、熔体温度并丝 熔体温度过高降低螺杆各区及箱体、熔体温度侧吹风冷却情况不佳增加侧吹风风速或降低风温泵供量过大 适当降低泵供量 喷丝板板面不洁 更换组件或铲洁板面 喷丝孔有弯头丝 更换组件,修整喷丝孔注头丝和硬头丝 新装组件的预热温度不够高提高组件预热箱温度和延长预热时间熔体温度过低 提高熔体温度侧吹风冷却过快关好喷丝头下面的闭锁器,降低侧吹风风速熔体与喷丝板剥离性能不良 喷涂硅油、铲洁板面。
若硅油品质不佳,则改用性能好的硅油集束不良 组件组装不佳 改变组件组装工艺 侧吹风风速过大 调整侧吹风风速冷却凝固点飘移 改善冷却凝固条件POY 油剂不好提高油剂浓度或更换油剂品种毛丝熔体含水、含杂量高 强化切片干燥条件,提高预过滤器或组件过滤效果喷丝孔、喷丝板面不清洁 铲洁板面或更换组件导丝器有擦伤或角度不对更换导丝器或改变导丝器角度熔体特性粘数低降低熔体温度或切片干燥温度喷丝头拉伸过大降低纺丝速度,增加吐出量丝条晃动过大侧吹风风速过大或过小调整侧吹风风速 卷绕间向纺丝室回风 正确控制纺丝室和卷绕间的风压低分子升华物堵塞侧吹风网清刷侧吹风过滤网2纺丝工艺异常调整表由于聚酯切片、油剂等批号的变更或质量的差异,以及纺丝工艺条件的波动和设备状况的不同,产品和半成品的质量亦会受到影响,为此,必须及时调整工艺参数,确保最佳的生产状况和质量指标。
下表列举主要的工艺调整方法。
调整内容 产生原因调整方法干切片与无油丝间的特性粘数降过大 干切片含水率高改变干燥工艺条件,提高干燥效果螺杆挤出机各区及熔体温度偏高 降低熔体温度,调整螺杆挤出机各区温度 熔体停留时间过长改用浅槽螺杆或提高纺丝吐出量(提高丝条纤度)螺杆转速过快 调整纤维纤度,以适合螺杆挤出机的特性 纤度偏差计量泵吐出量异常 检查讲师泵运转状态,校验计量泵组件漏浆紧固组件、顶紧螺栓或更换组件讲师泵转速过高或过低 调整计量泵转速飘单丝或单丝断裂 按照排队飘单丝的方法处理计量泵之前压力不足 提高计量泵泵前压力 分丝错误认真分丝,集束上油,不分错单丝强度偏差原料切片特性粘数波动加强切片混料和按批号投料干切片含水率波动稳定切片干燥工艺,提高干燥效率 熔体温度过高或过低调整熔体温度 伸度偏差熔体温度过低,引起伸度偏低提高熔体温度 无油丝特性粘数波动改变纺丝、干燥工艺条件,使无油丝特性粘数适中干切片含水率过高,切片干燥温度过高 提高切片干燥效率,降低切片干燥温度 含油不均匀上油嘴部分被阻塞捅通上油嘴孔 上油泵转速不合适调整上油泵转速油剂浓度波动严格分析油剂浓度,调整上油量 油剂浓度过高降低油剂浓度3不良卷绕筒子生产生的原因及排除措施造成卷绕筒子缺陷的原因很多,工艺、设备和操作等因素均会影响卷绕成型,有时,几个因素相互交错,列归纳如表:缺陷名称 产生原因排除措施 凸肩卷绕张力过大增大卷绕角摩擦辊与卷绕筒子接触压力太高降低摩擦辊与卷绕筒子间的接触压力螺旋边卷绕筒管与中间丝层滑动 降低卷绕张力 落丝时,筒管制动速度过快 增大卷绕角筒管夹与摩擦辊未较水平,使卷绕筒子与摩擦辊接触不良 摩擦辊与筒管夹校成平行蛛网丝 横动导丝器每次换向时不在同一位置调整横动导丝器,修正横动凸轮槽换向点 卷绕张力太高降低卷绕张力,增大欠喂率卷绕角太大 减小卷绕角 横动导丝器松动或损坏 调换横动导丝器摩擦辊与筒管夹未较水平校正摩擦辊与筒管夹,增加其转动灵活性 筒管夹转动不灵或筒管有跳动除去筒管夹中可能带入的废丝,更换筒管摩擦辊表面磨损 修理或更换摩擦辊横动导丝器干扰振幅太高减小横动导丝器干扰振幅表面凹凸卷绕张力太高 降低卷绕张力卷绕角过大 减小卷绕角表面丝层脱圈丝不能贴附于筒子两端的表面上减小卷绕角上油量过高增加横动导丝器干扰振幅增加卷绕张力减少上油量叠圈横动导丝器的速度、干扰振幅和周期过小,导丝棒或导丝器与丝接触部分表面损坏增大横动导丝器速度、干扰振幅和周期。
烟用二醋酸纤维素丝束使用过程常见问题的处理方法探析
烟用二醋酸纤维素丝束使用过程常见问题的处理方法探析[摘要]:本文针对烟用二醋酸纤维素丝束进行了简要介绍,对在成型机使用过程中出现的几种常见问题进行了概述,并结合自身经验,总结分析了丝束使用过程中飞花高、滤棒压降稳定性差、滤棒缩头三种常见问题的处理方法,对提升滤棒产品品质起到了较好的指导与帮助作用。
关键词:烟用二醋酸纤维素丝束、飞花、滤棒压降、缩头一、烟用二醋酸纤维素丝束的定义二醋酸纤维素丝束是以天然木浆为原料,经醋化处理成二醋酸纤维素片,通过溶解、过滤、纺丝、卷曲、干燥等生产工艺加工而成,是一种精密过滤材料,主要用于制作香烟滤嘴。
二、烟用二醋酸纤维素丝束使用过程中常见的几种问题(一)丝束飞花高丝束飞花通常是指丝束在滤棒成型加工过程中,受外力作用而脱落出的一种短纤维或纤维屑。
“飞花”对滤嘴棒的质量及机械运动部件、电气线路和生产现场、操作人员的劳动保护等方向都有一定的影响。
所以,控制和减少丝束使用过程中产生的飞花量,已经成为丝束生产企业和滤棒生产企业共同努力解决的重要工作。
产生飞花的因素有很多,包括醋酸纤维丝束单纤维断裂强度弱、丝束生产过程中产生的断丝、储存期丝束含水量、滤嘴棒成型机的滚筒 F2/F1的速比、车间温湿度等。
飞花对滤棒产品质量有较大影响,在滤嘴棒生产过程中,因飞花本身单位面积尺寸微小,它在丝束喷上三醋酸甘油脂(增塑剂)。
飞花吸收增塑剂,吸收量相对多或吸收量达到“溶化”的临界点,从而首先发生“微溶化”溶点,随着飞花相对量聚集,“微溶化”面积增大,最终导致滤嘴棒出现“溶化”现象。
丝束飞花高应对措施:1、适当降低成型机开松比(KDF2 成型机可降至1.35左右,KDF4成型机可降至1.30左右);2.环境相对湿度控制在60%左右;3.对损伤部件进行维护或更换。
(二)滤棒压降稳定性差滤棒压降是指在标准条件下,当一个标准的稳定气流流经滤棒时,其两端产生的压力差。
滤棒压降是滤棒的关键质量指标,其稳定性波动将对卷烟的卷接质量和抽吸品质产生直接影响。
黏弹流体挤出胀大行为的研究进展

黏弹流体挤出胀大行为的研究进展樊斌斌【摘要】介绍了聚合物挤出胀大的理论机理及数值模拟,并综述了最近几年黏弹流体挤出胀大行为的研究进展。
最后指出目前存在的一些问题,并展望发展前景。
%The theory mechanism and numerical simulation of viscoelastic fluid are introduced.Meanwhile the research in extrusion swell of viscoelastic fluid are reviewed.In the end,some problems are pointed out and development prospects are predicted.【期刊名称】《上海塑料》【年(卷),期】2011(000)003【总页数】4页(P18-21)【关键词】黏弹性流体;挤出胀大;数值模拟【作者】樊斌斌【作者单位】河南理工大学材料科学与工程学院,河南焦作454000【正文语种】中文【中图分类】TQ320.6630 前言挤出胀大是高分子流变学研究的热点。
挤出胀大是指聚合物熔体经口模挤出时,在未受到足够的牵引拉伸作用下,挤出物的截面积比口模出口截面积大的现象。
挤出胀大是黏弹流体共有的特性,聚合物熔体在很低的剪切速率下(如0.1 s-1)就有非常明显的胀大行为。
挤出胀大通常与聚合物的物理性质、生产工艺、口模构型和挤出设备等影响因素有关;而且最终的形状和尺寸还和停放、冷却等后续工序有关。
目前,聚合物的挤出成型加工占很大比重,同时挤出胀大在很大程度上还决定了挤出制品的尺寸和质量。
本文主要总结了挤出胀大的理论机理及数值模拟研究,并对最近几年黏弹流体挤出胀大行为的研究进行论述。
1 挤出胀大理论机理挤出胀大是非牛顿力学和聚合物流变学的一个重要课题。
早期挤出胀大理论主要采用宏观的动量守恒和能量守恒定律进行研究。
但那些早期研究只在雷诺数高和弹性形变相对小的情况下有效,仅仅适用于聚合物溶液。
二醋酸纤维素的增塑改性及熔融纺丝研究

二醋酸纤维素的增塑改性及熔融纺丝研究近年来,二醋酸纤维素因其良好的生物可降解性和生物相容性而受到广泛关注。
然而,由于其本身的脆性和熔点较低,限制了其在纺织品制备中的应用。
因此,对二醋酸纤维素进行增塑改性和熔融纺丝研究具有重要的意义。
增塑是指将塑料或纤维素等材料中添加一定量的增塑剂,以提高其柔软度和可塑性的过程。
对二醋酸纤维素进行增塑改性是改善其脆性和提高其可塑性的重要手段之一、常用的增塑剂包括可溶性聚合物、低分子量聚合物和界面活性剂等。
通过添加这些增塑剂,可以改善二醋酸纤维素的加工性能和机械性能。
研究表明,可溶性聚合物如聚乙烯醇(PVA)和聚乙烯醇酸酯(PVAC)可以显著提高二醋酸纤维素的可塑性和柔软度。
通过合理调节增塑剂的添加量和纺丝工艺参数,可以获得二醋酸纤维素/聚合物复合纤维,具有优异的拉伸性能和断裂伸长率。
另外,低分子量聚合物如聚丙烯酸酯(PPA)和聚乙二醇(PEG)也可以用来增塑二醋酸纤维素。
这些低分子量聚合物可以与二醋酸纤维素形成物理交联结构,提高二醋酸纤维素的可塑性和延展性。
研究表明,在一定的增塑剂添加量下,增塑剂的分子量对增塑效果有显著影响。
适当选择增塑剂的分子量和添加量,可以获得具有良好柔软性和机械性能的二醋酸纤维素纺丝材料。
此外,界面活性剂也可以用作二醋酸纤维素的增塑剂。
界面活性剂在二醋酸纤维素中添加后,可以通过降低界面能,提高纤维素的可塑性和延伸性。
研究表明,界面活性剂的种类和添加量对增塑效果有显著影响。
通过优化界面活性剂的选择和添加量,可以获得具有良好机械性能和可塑性的二醋酸纤维素纺丝材料。
熔融纺丝是一种常用的纺丝方法,可以制备出连续纤维。
然而,由于二醋酸纤维素的低熔点和易燃性,导致其在熔融纺丝过程中容易发生熔融不稳定和纤维断裂的问题。
因此,研究熔融纺丝条件对二醋酸纤维素纺丝性能的影响,对于提高其纺丝效果具有重要意义。
研究表明,熔融纺丝条件如熔融温度、拉伸速度和喷丝气压等参数对二醋酸纤维素纺丝性能有明显影响。
纤维素在离子液体水溶液中的溶胀与溶解行为的研究
纤维素在离子液体水溶液中的溶胀与溶解行为的研究
蔡 涛 ,张 慧慧 ,邵 惠 丽 木 ,胡 学超 ( 华大 学材 料 科 学 与 工 程 学 院 纤 维材 料 改性 国 家重 点 实验 室 ,上 海 2 12 ) 东 0 60
摘 要 :以含 水 的离子 液体 l 丁基 一 一 一 3 甲基咪 唑 氯盐 ( M M c) 为 溶 剂 ,研 究 了纤 维素在 其 中的溶 [ I】 1 B
胀和溶解行为。通过偏光显微镜观察发现 , [MI ] t B M C 水溶液中的含水率对纤维素浆粕的溶胀与溶解行
为有着重要的影响 ,主要表现为三种状 态- [M M l ,当 B I ]C 中含水率小于 1 %时 ,浆粕纤维横向被迅速切 断并快速溶解,没有发现 明显的溶胀现象;当 [M M l B I ]C 中含水率在 2% 5%时,浆粕 纤维发 生了非
为 纤维素的新型绿色溶剂 。近年来 ,用离子液体来
溶解和加工纤维素已成为纤维素研究的热点之一 【 , l - l q
尤 其是 用 l 丁基 一 一 一 3 甲基咪 唑 氯盐 ( MI 1 [ M1c) B
作溶剂制备再生纤维素纤维具有巨大的工业应用前 景 。 [ MI 】C 溶 解 纤 维 素 的 机 理 可 解 释 为 B M 1 【 M M】C 中的氯离子 与纤维 素分子上 的羟基形 成 BI 1 了氢键 ,从而打断 了连 接纤维素 大分子 间的氢键 ,
显微镜跟踪纤维 素的溶解 过程 中发现 ,由于纯 的离 子液体对纤 维素 的溶解能 力很 强 ,在溶解 过程 中 , 与离子液体接触的部分纤维素很快溶解 ,从而形成 了溶 解 的纤维 素浆 液包 裹 着未溶 解 的 纤维 素的状 态 ,使得内层纤维素不能够完全溶解 ,因而 存在溶 解不均匀 ,在纺丝液 中形成 了凝胶 颗粒并 最终造成
静电纺丝可纺性影响因素的研究成果_李珍
[1]。临界 Vc 由下式确定 [2]:
! " 2
Vc
=
4H2 L2
ln
2L R
-
3 2
(0.117πγR)
式中:H 为毛细管与接地电极之间的距离;L 为毛 细管长度;R 为毛细管半径;γ 为液体的表面张 力。
Yarin 等 [3] 用高速摄影机记录液体形状随电场 强度的变化,并建立相关数学模型进行了更精确的
相对分子质量不同,进行电纺的溶液的最低 浓度也有差别。杨清彪 [21] 等对此进行了研究,他 们对不同相对分子质量的 PAN 进行静电纺丝发现, 随着相对分子质量的降低,得到平滑纤维所需的最 低浓度变大。 2.1.4 溶液的电导率
电纺过程由于纺丝液表面电荷的斥力导致液 流拉伸,因此溶液导电性的不同会影响溶液的拉伸 度,从而影响纳米纤维的可纺性、直径和形貌等。
1 静电纺丝原理
永康乐业静电纺丝设备www.ucalery.com
图 1 静电纺丝装置
收稿日期: 2008-04-07 修回日期: 2008-05-12 作者简介: 李珍 ( 1980~) , 回 族, 在读研 究生, 从 事静电纺 丝技术 研究。
在如图 1 的装置中,将聚合物溶液注入在毛细
Байду номын сангаас
管中,并在聚合物中加入高压,使其与接地的接收
溶剂的选择通常与电纺聚合物的种类相关。 目前被用于静电纺丝的聚合物主要是两大类:天然 高分子与合成聚合物。
在天然高分子的静电纺丝方面,研究较多的 主要有纤维素、胶原、明胶、丝蛋白、甲壳素和壳 聚糖等。天然高分子的静电纺丝通常采用有机溶剂 制备纺丝液,如采用六氟丙醇、六氟丙酮及三氟乙 酸等。但是最近,日本九州大学 Ohkawa 等 [7] 尝 试分别用无机溶剂、无机和挥发性有机溶剂的混合 物及高挥发性的有机溶剂制备纯壳聚糖的电纺液,
二醋酸纤维素纤维纺丝溶液流变性能
二醋酸纤维素纤维纺丝溶液流变性能于勤;张丽;曹建华;郭叶书;王强;范雪荣【摘要】为研究二醋酸纤维素纤维纺丝成形工艺,采用Physica MCR101流变仪测试二醋酸纤维素纤维纺丝溶液的质量分数、温度与剪切速率之间的变化关系,得到纺丝溶液的流动曲线.在此基础上,模拟分析出纺丝溶液的非牛顿指数、结构黏度指数和黏流活化能等流变参数.结果表明:二醋酸纤维素纤维纺丝溶液为切力变稀非牛顿流体,随着溶液温度的升高,溶液的表观黏度和结构黏度指数减小,非牛顿指数增加;随着溶液质量分数的增加,溶液的表观黏度和结构黏度指数呈现增大趋势,而非牛顿指数和黏流活化能逐渐减小.%In order to study the molding process of cellulose diacetate fibers,Physica MCR101 rheoviscometer was used to investigate the relationship between massconcentrations,temperatures,and shear rates of spinning dope,and thusthe flow curves of the spinning dope were acquired.The rheological parameters including non-newtonian index,structural viscosity and flow activation energy were obtained by simulative analysis from the curves.The results demonstrated that the spinning dope of cellulose diacetate was a typical non-newtonian fluid.The apparent viscosity and structural viscosity indexes decreased and non-newtonian index reduced while the dope temperatures rised.And as the dope mass concentrations increased,the apparent viscosity and structural viscosity indexes increased,but nonnewtonian index and flow activation energy reduced.【期刊名称】《纺织学报》【年(卷),期】2013(034)006【总页数】5页(P8-12)【关键词】二醋酸纤维素;流变性能;表观黏度;非牛顿指数;结构黏度指数;黏流活化能【作者】于勤;张丽;曹建华;郭叶书;王强;范雪荣【作者单位】生态纺织教育部重点实验室(江南大学),江苏无锡214122;沙洲职业工学院纺织工程系,江苏张家港215600;南通醋酸纤维有限公司技术中心,江苏南通226008;南通醋酸纤维有限公司技术中心,江苏南通226008;南通醋酸纤维有限公司技术中心,江苏南通226008;生态纺织教育部重点实验室(江南大学),江苏无锡214122;生态纺织教育部重点实验室(江南大学),江苏无锡214122【正文语种】中文【中图分类】O636.11醋酸纤维是以纤维素为原料,纤维素分子上的—OH与醋酐作用生成醋酸纤维素酯,也称醋酯纤维[1]。
二醋酸纤维素纤维纺丝溶液的挤出胀大行为
二醋酸纤维素纤维纺丝溶液的挤出胀大行为于勤;王强;范雪荣【摘要】为研究二醋酸纤维素纤维(CDA)纺丝溶液在正三角形喷丝孔出口处的挤出胀大行为,通过激光外径测量仪,对不同剪切速率条件下,不同质量分数、温度、流量的纺丝液和不同长径比的喷丝孔的挤出胀大比进行了系统研究.结果表明:当剪切速率一定时,随着CDA纺丝液质量分数和纺丝液流量的增加,挤出胀大比也逐渐增加;提高纺丝液温度和增加喷丝孔长径比,挤出胀大比则呈现下降趋势.当剪切速率增加时,不同质量分数、不同温度和不同流量的纺丝液及不同长径比的喷丝孔的挤出胀大比也在增加,并且增加程度更加显著.研究结论为分析正三角形喷丝孔纺制二醋酸纤维或丝束的过程提供了依据.【期刊名称】《纺织学报》【年(卷),期】2015(036)004【总页数】4页(P7-10)【关键词】二醋酸纤维素;纺丝溶液;挤出胀大;正三角形;喷丝孔【作者】于勤;王强;范雪荣【作者单位】生态纺织教育部重点实验室(江南大学),江苏无锡214122;沙洲职业工学院纺织工程系,江苏张家港 215600;生态纺织教育部重点实验室(江南大学),江苏无锡214122;生态纺织教育部重点实验室(江南大学),江苏无锡214122【正文语种】中文【中图分类】O636.11;TG352.2纺丝溶液压入喷丝孔时会产生入口效应,由于剪切应力和法向应力差的作用,部分能量消耗在溶液的形变上,大分子链的构象发生了改变,并储存为弹性形变能,该弹性形变恢复到原来的状态需要一定时间(松弛时间)[1],而纺丝溶液流经喷丝孔的时间远小于松弛时间,所以纺丝溶液在压出喷丝孔时弹性形变并未完全恢复到初始状态,在喷丝孔出口处产生了膨化行为,即挤出胀大现象。
1893年美国生物学家Barus首先观察到这一现象,所以挤出胀大现象被称为Barus效应[2],也称为出模膨胀(dieswell),该现象是非牛顿流体的重要特征[3]。
纺丝溶液挤出胀大研究始于20世纪20年代,Chang等[4]研究了圆形喷丝孔的挤出胀大现象,认为由于纺丝液有延时效应,挤出胀大在出口处并不能达到最大值。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
CDA 丝束制备通常采用干法纺丝方法,当挤出 胀大比例较大时,易造成 CDA 纺丝溶液细流在甬道 内发生黏并现象,影响纺丝过程和产品质量,所以可 适当提高纺丝液温度,以减小溶液的挤出胀大行为。
2. 3 喷丝孔纺丝液流量对挤出胀大比影响
纺丝液流量是指单位时间内纺丝液通过喷丝孔 的体积量。图 4 示出不同纺丝液流量下胀大比与剪 切速率的关系。由图可见,挤出胀大比随着纺丝液 流量增加而增加,原因是随着纺丝溶液流量增加,喷 丝孔口入口区带来的弹性形变使得拉伸的大分子链 松弛程度下降,胀大现象增加。
纺丝溶液压入喷丝孔时会产生入口效应,由于 剪切应力和法向应力差的作用,部分能量消耗在溶 液的形变上,大分子链的构象发生了改变,并储存为 弹性形变能,该弹性形变恢复到原来的状态需要一 定时间( 松弛时间) [1],而纺丝溶液流经喷丝孔的时
间远小于松弛时间,所以纺丝溶液在压出喷丝孔时 弹性形变并未完全恢复到初始状态,在喷丝孔出口 处产生了膨化行为,即挤出胀大现象。1893 年美国 生物学家 Barus 首先观察到这一现象,所以挤出胀 大现象被称为 Barus 效应[2],也称为出模膨 胀( die
2. 1 质量分数对挤出胀大比的影响
图 2 示出不同质量分数的 CDA 纺丝溶液在喷 丝孔口的挤出胀大比和剪切速率 γ 之间的关系。 由图可见: 当剪切速率一定时,挤出胀大比随着纺丝 液质量分数的增加而增加,可能原因是质量分数增 加时,CDA 聚合物分子链间键合点和几何缠结点显 著增加,分子间作用力增强,在一定剪切力作用下分 子运动仍然比较困难,从而使得分子链段发生形变 所需要的力 增 加,故 弹 性 形 变 能 增 加,出 口 效 应 增 强[14]。随着剪切速率的增加,挤出胀大比呈现逐步 增加趋势,这是因为 CDA 纺丝溶液通过正三角形喷 丝孔时存在径向速度梯度,速度由孔中心向孔壁方 向递减,纺丝液在喷丝孔中流速增加,相应地缩短了 溶液在喷丝孔中的停留时间,储存的弹性形变还来 不及恢复,于是在喷丝孔出口处呈现更加明显的胀
角形喷丝孔纺制二醋酸纤维或丝束的过程提供了依据。
关键词 二醋酸纤维素; 纺丝溶液; 挤出胀大; 正三角形; 喷丝孔
中图分类号: O 636. 11; TG 352. 2
文献ቤተ መጻሕፍቲ ባይዱ志码: A
Die swell behavior of cellulose diacetate spinning dope
YU Qin1,2 ,WANG Qiang1 ,FAN Xuerong1
第4 期
于 勤 等: 二醋酸纤维素纤维纺丝溶液的挤出胀大行为
·9·
大现象[3]。
图 2 不同质量分数 CDA 纺丝液的挤出胀 大比与剪切速率之间的关系
Fig. 2 Relationship between die swell ratio and shear rate for CDA spinning dopes with various concentrations
收稿日期: 2014 - 02 - 18
修回日期: 2014 - 11 - 13
基金项目: 教育部长江学者和创新团队发展计划( IRT1135) ; 江苏高校优势学科建设工程资助项目( 苏政办发( 2011) 137 号) ;
江苏省“青蓝工程”资助项目( 苏教师( 2012) 39 号)
作者简介: 于勤( 1979—) ,男,讲师,博士生。研究方向为纺丝成型工艺。范雪荣,通信作者,E-mail: wxfxr@ 163. com。
0. 76、0. 84、0. 92、1. 00 cm3 / min) 的 CDA 纺丝溶液 及不同长径比的喷丝孔挤出胀大值。具体如图 1 所示。
图 1 挤出胀大形成示意图 Fig. 1 Schematic form of die swell
可表述为: B= D D0
式中: B 为挤出胀大比; D 为纺丝溶液细 流 直 径, mm; D0 为喷丝孔直径,mm。从式中可看出,如果细 流直径过大,即胀大现象过于严重,则可能导致丝束 并丝,纤维平均直径增加,从而降低产品品质[13]。
第 36 卷 第 4 期 2015 年 4 月
DOI: 10. 13475 / j. fzxb. 20140201904
纺织学报 Journal of Textile Research
Vol. 36,No. 4 Apr. ,2015
二醋酸纤维素纤维纺丝溶液的挤出胀大行为
于 勤1,2 ,王 强1 ,范雪荣1
Abstract In order to study the die swell behavior of cellulose diacetate spinning dopes at the exit of a regular triangle spinneret orifice,a laser outside diameter measuring instrument was used to investigate the die swell ratio of spinning dopes of different mass concentrations,temperatures and flowing rates and spinneret orifices of different length / diameter ratios under various shear rates. The results demonstrated that when shear rate was kept constant,with increasing of mass concentrations or flowing rates of CDA spinning dopes,the die swell ratios gradually increased,but they were in a reduction trend while increasing temperatures of dopes or the length / diameter ratios of spinneret orifices. As shear rate was increased,the die swell ratio of spinning dopes of different mass concentrations,temperatures and flowing rates and spinneret orifices of different length / diameter ratios were increased as well, with more significant increase. The research conclusion provides a basis for the further analysis on the process for spinning CDA fibers or tows by regular triangular spinneret orifices. Keywords cellulose diacetate; spinning dope; die swell; regular triangle; spinneret orifice
1. 2 CDA 纺丝溶液挤出胀大行为测试
在保 持 不 同 剪 切 速 率 ( 0. 100 0、0. 158 5、 0. 251 2、0. 391 8、0. 630 9、1. 000 0、1. 584 9、 2. 511 9、3. 981 1、6. 309 0、10. 000 0、15. 849 0、 25. 119 0、39. 811 0、63. 096 0、100. 000 0,单位 s - 1 ) 的条件下,利用激光外径测量仪分别测试不同质量 分数( 26% 、27% 、27. 8% 、28. 5% 和 29. 5% ) 、不同 温度 ( 55、57、59、61 和 63 ℃ ) 、不 同 流 量 ( 0. 68、
研究。结果表明: 当剪切速率一定时,随着 CDA 纺丝液质量分数和纺丝液流量的增加,挤出胀大比也逐渐增加; 提
高纺丝液温度和增加喷丝孔长径比,挤出胀大比则呈现下降趋势。当剪切速率增加时,不同质量分数、不同温度和
不同流量的纺丝液及不同长径比的喷丝孔的挤出胀大比也在增加,并且增加程度更加显著。研究结论为分析正三
( 1. 生态纺织教育部重点实验室( 江南大学) ,江苏 无锡 214122; 2. 沙洲职业工学院 纺织工程系,江苏 张家港 215600)
摘 要 为研究二醋酸纤维素纤维( CDA) 纺丝溶液在正三角形喷丝孔出口处的挤出胀大行为,通过激光外径测量
仪,对不同剪切速率条件下,不同质量分数、温度、流量的纺丝液和不同长径比的喷丝孔的挤出胀大比进行了系统
由于该试验的喷丝孔截面为正三角形,式中 D 和 D0 均代表正三角形的重心到顶点的距离,所以测 试的是细流和喷丝孔的边长,然后按照式( 1) 计算 挤出胀大比。
2 结果与讨论
1 试验部分
1. 1 CDA 纺丝溶液的制备
采用高纯度木浆为原料,利用醋酐对木浆进行 乙酰化,经过预处理、醋化和水解等工序得到二醋酸 纤维素片,简称二醋片。将二醋片溶解于丙酮溶剂 中形成 CDA 纺丝溶液试样。
( 1. Key Laboratory of Eco-Textiles( Jiangnan University) ,Ministry of Education,Wuxi,Jiangsu 214122,China; 2. Department of Textile Engineering,Shazhou Institute of Technology,Zhangjiagang,Jiangsu 215600,China)
·8·
纺织学报
第 36 卷
swell) ,该现象是非牛顿流体的重要特征[3]。 纺丝溶液挤出胀大研究始于 20 世纪 20 年代,