SMT钢网机器印刷作业指导书
SMT半自动印刷机作业指导书
二、
操作
1234.14.24.3步骤3
关掉机身左侧的红色电源开关。
三、注意事项SMT 半自动印刷机作业指导书1.开关机必须仔细检查;
2.检查机器内外有无杂物,有则必须清理干净;
3.检查气压是否在0.4-0.6Kg 以内;
4.检查外接电源是否为220V ,接地线是否良好接地;
5.遇到异常情况要及时通知相关工程技术人员来处理;
6.操作人员交班时必须将钢网清洁干净,保证机身干净,搞好“5S”。
XX 电子科技有限公司
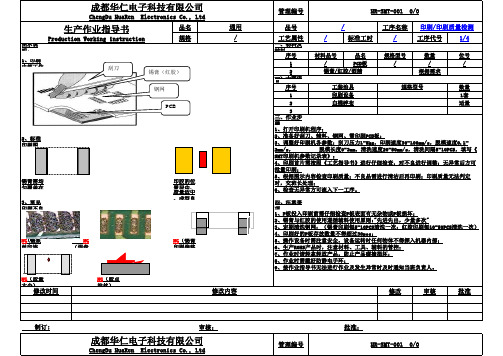
固定PCB/FPC 调节钢网使钢网上的开孔位置与PCB 板上的焊盘位置对正,调节好刮刀
速度;
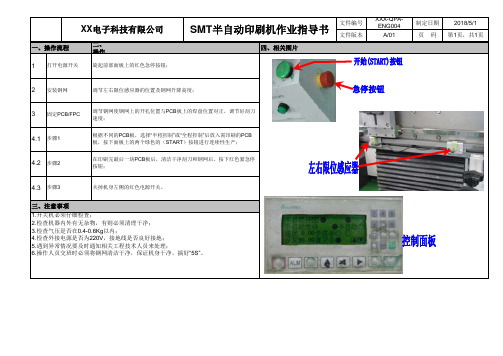
步骤1根据不同的PCB 板,选择“半程控制”或“全程控制”后放入需印刷的PCB 板,按下面板上的两个绿色的(START )按钮进行连续性生产;步骤2
在印刷完最后一块PCB 板后,清洁干净刮刀和钢网后,按下红色紧急停按钮;一、操作流程四、相关图片打开电源开关
旋起前部面板上的红色急停按钮;安装钢网调节左右限位感应器的位置及钢网升降高度;文件编号XXX-QPA-ENG004制定日期2018/5/1文件版本A/01页 码第1页,共1页。
SMT作业指导书

受控章
拟制 审核 批准
梅晶
基准:
《焊膏搅拌机操作作业指 导书 (W-OP1-101) 《PCB使用作业规定》 (EMC-P-T-008) 《印刷制程作业规定》 (EMC-P-T-001) 《清洗作业规定》 (EMC-P-T-002)) 《焊膏使用作业规定》 (EMC-P-T-006) 《刮刀使用作业规定》 (EMC-P-T-007) 《钢网使用作业规定》 (EMC-P-T-010) 《丝印检查标准》 (ST-Q-02)
重点观察细间距器件印刷状态; 0.4MM以下细间距使用2D检测
(测试点如图类型器件)
制作日期 2008.11.05
修定编号
1
3. 按照作业规定添加PCB;每一包至少检查一块PCB有无 明显外观不良。生产结束,未使用完的PCB需要进入干燥箱。 4. 丝印失败的PCB用酒精进行清洗,作业中禁止皮肤接触PCB, 同时清洗时要注意防静电措施。清洗后待清洗液挥发目检PCB通孔无 堵塞 。 组长每班次结束前将清洗板集中使用。 5.印刷中断在30分钟以上时请清洗模板开口部。 6. 完成印刷的PCB需要2小时内经过回流焊接,如超过2小时没有完成焊接判为不良印刷板. 钢网,刮刀生产每8小时清洗1次。 7. 生产中连续20件异常,停线上报处理。 三.作业结束: 1.清扫设备和周围环境; 2.已拆封的PCB清点数量放入干燥箱保存; 3.将钢网上剩余焊膏做报废处理,清点数量;并用钢网超声波清洗机将钢网清洗干净;
AOI
修定编号
1
AOI
受控章 拟制 审核 批准
梅晶
EMC-P-404-F06(REV.2)
SHARP:E557N3-BGA
SMT 作
作
焊膏印刷
业
名
(作业准备)
SMT印刷机操作指导
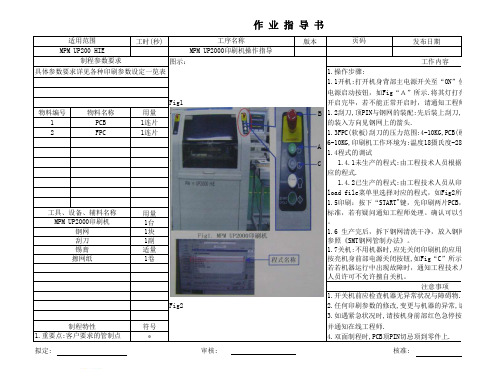
3.如遇紧急状况时,请按机身前部红色急停按钮,如Fig 1
并通知在线工程师. 4.双面制程时,PCB顶PIN切忌顶到零件上.
核准:
作业指导书
文件编号
工作内容 1.操作步骤: 1.1开机:打开机身背部主电源开关至“ON”位置,然后按亮机身前部 电源启动按钮,如Fig“A”所示.将其灯打亮,等待一分钟,机器 开启完毕,若不能正常开启时,请通知工程师。 1.2刮刀,顶PIN与钢网的装配:先后装上刮刀,顶与对应的钢网,钢网 的装入方向见钢网上的箭头. 1.3FPC(软板)刮刀的压力范围:4-10KG,PCB(硬板)刮刀的压力范围: 6-10KG,印刷机工作环境为:温度18摄氏度-28摄氏度,刮刀角度为45度. 1.4程式的调试
注意事项 1.开关机前应检查机器无异常状况与障碍物. 2.任何印刷参数的修改,变更与机器的异常,请与工程技术人员联系. 3.如遇紧急状况时,请按机身前部红色急停按钮,如Fig 1“B”所示, 并通知在线工程师. 4.双面制程时,PCB顶PIN切忌顶到零件上.
核准:
1.4.2已生产的程式:由工程技术人员从印刷程式界面 load file菜单里选择对应的程式,如Fig2所示. 1.5印刷:按下“START"键,先印刷两片PCB,并检查是否 标开准始,生若产有,疑在问生通产知过工程程中师要处检理查。每确块认PC可B板以的生印产刷后效,果记,录 。 1.6 生产完后,拆下钢网清洗干净,放入钢网柜保存,具 参照《SMT钢网管制办法》。 1.7关机:不用机器时,应先关闭印刷机的应用程式与控制 按亮机身前部电源关闭按钮,如Fig“C”所示,最后关闭主 若若机器运行中出现故障时,通知工程技术人员处理。未 人员许可不允许擅自关机。
SMT全自动印刷机作业指导书
SMT全自动印刷机作业指导书(ISO9001-2015)1.0目的为提供机器操作标准,促使操作人员能准确的规范的操作,进而提高工作效率,并能确保设备与操作者安全2.0范围SMT部IS-SE-IPM全自动印刷机3.0开机前检查:3.1确认气压值0.45Mpa±0.05Mpa.3.2检查设备是否完好接地;3.3检查机內有无异物。
3.3检查‘EMERGENCYSTOP’紧急开关是否弹起;3.4检查面板电源开关是否处于(OFF)状态;4.0开机:4.1以上检查项目OK后,将墙上电源开关拨到(ON)状态;4.2把机器上的总电源开关(MAINSWITCH)至ON;4.3待WINDOWSXP系统启动后机器应用程序至主画面;4.4点击初始化,待机器归零完毕。
5.0操作步骤5.1点击打开文件选择生产程序(确认是否与工艺程序名一致);5.2单击机器软件画面的‘自动运行’,确认PCB设置的宽度与实际的PCB宽度是否匹配,进出板方向是否正确,机器的印锡参数与清洗参数是否与工艺要求一致等;5.3依次点击设置机械/钢网设定中心为准钢网止动器下标记钢网,确认OKMARK 点的位置后按下‘CLAMP’键固定钢网;5.4按照刮刀方向安装刮刀,安装刮刀时要注意刮刀不能安装反并且安装到位.否则钢网和刮刀会损坏,区分前后刮刀,根据螺丝间距的不同装在不同位置上,不能相互交换。
5.6加入适量的锡膏点击主画面的自动运行,然后点击控制面板上的START开始印刷,在印第一块板前由跟线技术人员确认刮刀是否装好,钢网是否锁紧。
作业员在确认PCB型号和版本正确后,按工艺要求的方向将其放在机器进板轨道上,开始印刷。
5.7在印刷过程中,每隔半小时检查刮刀前的锡膏滚动直径是否小于15mm,每次添加的原则是:少量多次,同时铲回刮刀两边的锡膏,放置到刮刀滚动位置,以免两边的锡膏停置时间过长出现变质。
在添加锡膏时必须将机器退出自动印刷状态,锡膏加好后,必须保持机器安全门关闭,以免锡膏内助焊剂挥发过快,影响其印刷质量。
全自动印刷机作业指导书
文件编号:ZX/ZY7501-30 受控状态:发布日期:2010年6月1日版本号:实施日期:20010年6月10日发布号:送板机及全自动印刷机作业指导书编制:审核:批准:江苏中讯数码电子有限公司ZX/ZY7501-30 江 苏 中 讯 数 码 电 子 有 限 公 司送板机及全自动印刷机操作规程1.目的明确送板机使用方法及印刷机印刷要求,确保印刷质量。
2.适用范围贴片车间印刷机钢网红胶、锡胶印刷。
3.操作流程操作流程图3.1检查及详细操作过程3.1.1检查电源线是否接通,(看机器红黄绿指示灯亮黄灯)气压应达到0.5MPa ,将气表下的气筒按住,将气筒内的水放出。
3.1.2检查送板机框架安放状态3.1.3调整送板机送板轨道3.1.4制定送板程序33.1.5编辑印刷方式和速度3.1.6搬入基板调整钢网,在挡销位置调整好后,按自动。
将网框上下和前后阀关闭,放入钢网,点击Z 轴上升,调整位置。
调整好后打开网框上下和前后阀。
然后点击Z 轴下降。
3.1.6设定MAX 点,在印刷方式和速度里有一项取相设置,可以调整是否采用钢网MAX 点3.1.7保存,退到主界面,按印刷启动键,根据机器跳出的指示框按确定生产。
3.1.8刮刀钢网拆洗4印刷准备4.1准备4.1.1将红胶从冰箱中取出,并放置在20℃空气中回温1个小时,填写红胶使用记录。
4.1.2将红胶挤于钢网上,挤出的量应适中(控制在15~20mH),用刮刀对红胶进行搅拌。
搅拌5分钟后进行使用。
4.1.3检查左刮刀与右刮刀调节速度,根据不同产品与胶量进行调节速度。
SMT 印刷岗位检查记录表》。
红胶偏移红胶漏印4.1.5不合格品清理(清理胶水应清理两遍),不合格品见上图。
a、第一遍用工业纸将板面红胶擦掉。
b、第二遍用抹布蘸取酒精将板面擦干净,检查线路板正反面无红胶痕迹。
检查线路板孔内是否有红胶(将线路板对准亮光处检查),有红胶必须用吹枪进行清理后,再用工业纸进行清理。
【推荐下载】smt作业指导书模板-优秀word范文 (9页)

本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==smt作业指导书模板篇一:《SMT贴片作业指导书》SMT贴片作业指导书一、工位操作内容1. 先开气,再开机,检查设备里面有无杂物,做好清洁,确保无误后开机-?设备归零-?选择生产程序2. 程序名称为:在菜单1/1/D4 SWITCH PCB NAME选择所要生产的程序3. 每天交接班时确认机台程序名称与版本一次,核对上料位臵一次,基板编号与材料规格以BOM(元件清单)站台表为准,并做好记录,对所做工作负责4. 贴片机操作遵循操作说明书5. 换料时以站台表为准,上料后要由另一人核对后方可开机生产,上料后做好记录6. 每30分钟查看一次用料情况,对快用完的料提前准备7. 贴片时按印刷之先后顺序,采用先印先贴的原则8. 换料后贴出的第一块PCB要检查所换料元件,是否有反向,有则改程序贴装角度9. 时刻观察贴片位臵,连续发现同一位臵有偏移的,重新调整取料位臵和贴装位臵二、注意事项:1. 交班时第一步就是核对站台位,检查上料情况2. 每1小进确认一次抛料率,对某一站位经常性抛料后要查找原因,及时调整,并做好记录,找工艺解决3. 所有真空包装零件皆为潮湿敏感零件,注意零件保存;上料时并确认IC标签有无过期,上料时要注意方向,IC管料要检查方向,二极管,三极管注意跟前批是否一致,做好换料记录4. 定位板子时要注意调整宽度及定位针高度,避免损坏设备、PCB发现任何异常马上通知工艺或主管。
内部文件·严禁影印伟光电子一、操作步骤:1.启动? 开启供电电源开关;? 开启机器总电源开关,按下绿色按钮;? 开启控制板上运输带电子调速器开关,由“STOP”至“RUN”,并检查调速器上刻度的位臵及数字显示(温控开关打开后显示)是否同关机前一致;? 开启冷却风扇与热风开关,由“OFF”至“ON”或“强”至“弱”(对于小面薄的PCB板采用OFF或弱);? 开启温区温控器,由“OFF”至“ON”,按温控表下方SET键使数据闪动,用〈选择更改位数,最亮一位,▲或▼更改(每按一次增减1)数据,之后按SET 键固定; ? 正常开机20~30分钟后,观察温度控制器上实际温度与设定温度比较稳定,则进行下一步,若不稳定则重新设臵温度比例积分(按住温控表下方的“set”键10秒左右,数据菜单更改会闪动时放开手指,接着再按一下,提出ATU菜单将0000改0001,再按住SET键至不闪动为止),5~10分钟后重新观察温控器并进行下一步; ? 将温度热电偶传感器贴附在与工作PCB相同或相似尺寸的废板上,以观察回流; ? 按上一步比较结果,若标准曲线基本相同或与自调曲线相类似,则可以开始生产,否则按温度曲线,在相应温差大的温度控制器重新进行尝试性5度左右递增减补偿设定温度,或整机综合调整,以达到可以生产的温度曲线;? 在刚放入PCB生产5~10分钟左右时,若温度控制器实际温度与设定温度不稳定,则重做第7步调整或再做第7、8、9三步调整,(开始放入PCB板或突然改变放入回流焊的PCB数量时,实际温度与设定温度有一定温差,过一段时间的匀速放入PCB后,这个温差将减少到正常温差范围内)。
SMT各工位作业指导书
/
工序名称
贴片/物料更换
/
标准工时
/
工序代号
2/4
材料品号 /
品名 印刷完成PCB
板 双面胶
规格型号 /
10MM
数量 /
1卷
工装治具 全自动贴片机
镊子/剪刀
规格型号
位号 /
数量 1台 1把
三、作业步 骤 1、打开贴片机程序;调整好设备导轨,装载贴片机程序,设备开始自动贴片; 2、当物料使用完后机器会报警料尽,对物料进行更换后继续生产; ◆备料: 每15分钟查看生产中物料的余数,当物料余数小于500左右,根据程序站别显示的元 件名称从指定的料车上取出相应的物料安装在供料器上,放置于备料车上。 ◆换料: A、机器报警料尽错误;确认报警故障是否需要更换材料; B、确认导轨号码,卸出供料器;从备料车上找到需要更换的物料,找另一个人进行 材料确认; C、把装好的材料装进卸出供料器的位置; D、换料人和确认人看装进机器的材料名称与机器上料站名称是否一致; E、根据贴片位置图对更换的材料的形状及方向确认。 ◆记录: 填写材料更换记录,换料者与确认者签名确认。
NG(位 移) 标
修改内容
二、工装治 具
序号
焊锡线 工装治具
Φ0.8-1.0
1卷
规格型号
数量
1
电焊台/热风焊台
可调恒温
各1台
2
镊子
1把
3 三、作业步 骤 1、打开AOI程序; 2、取一回流焊接完成品,批量检验前,根据工艺指导书核对PCB型号、版本、贴装器 件的型号规格、生产工艺是否符合工艺指导书要求; 3、调整好AOI导轨,将需检测产品放置于导轨上,按下“TEST”按钮,开始检测; 4、检测完成后,按下AOI键盘空格键,显示画面将显示初判不良图示; 5、AOI键盘的“Ctal”键可以向上查看初判不良,“Shift”键可以向下查看初判不 良,当确定为实质不良时,按下小键盘上的数字键(根据不良定义),确认不良现 象,将不良品使用红色箭头纸标识; 6、将不良品进行维修; 7、对维修后的底板需再次进行AOI检测; 8、将良品整齐摆放装入箱中,并在箱外贴上标识卡送至品质待检验区。(要求标识卡 填写准确完整,外箱标识与箱内实物一致)
SMT岗位作业指导书(1.印刷)
处数
文件号
签名
日期
标记
处数
文件号
签名
日期
标记
处数
文件号
签名
日期
册号:SMT-11GZ-1.2
1.准备好印刷的必需的工具材料,锡膏要提前2小时以上取出回温,做好记录,准备好钢板,刮刀,搅拌刀,酒精等必需品
2.每天交接班时确认生产产品代号名称与版本
3.定好钢板的位置,以网孔对准焊盘为准,夹紧定位不能有松动
4.印刷前先检查PCB有无划伤,有划伤的不宜印刷,避免流往下一道工序
5.印刷时确定以下条件:
4.在机种切换或同一钢网连续使用5天以上时,须测试钢网中心处张力值
5.手动擦拭方法:擦拭纸用CP-02或酒精打湿→擦拭钢网上面→气枪吹→擦拭钢网下面→气枪吹
6.发现所印刷的锡膏有偏移应马上进行调整,需重新定位
7.发现任何异常立即通知工艺员或主管
责任
签名
编制
描图
校对
旧底图总号
底图总号
日期
签名
共2页
第2页
(1).印刷压力3~11Kg;印刷速度25~60mm/s;脱模速度0.1 ~0.5mm/s
脱模距离0.0~1.0mm;刮刀长度为400mm;刮刀角度60∘
(2).每印10片擦一次,每30片彻底擦洗一次,60片加约100g锡膏并检查锡膏有无过期
(3).擦拭方式为:(W)-(D)-(V)即:(湿擦)-(干擦)-(真空)
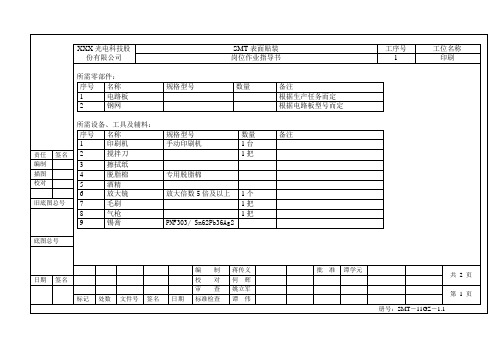
XXX光电科技股份有限公司
SMT表面贴装
工序号
工位名称
岗位作业指导书
1
印刷
所需零部件:
序号
名称
规格型号
数量
备注
1
电路板
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
二、操作步骤
1.准备好印刷所用的工具及材料,锡膏要提前4小时以上取出回温,准备好刮台、钢网、刮刀、搅拌刀、气枪、酒精等工具
制作
审批
批准
相关辅料
设备/冶具
钢网/刮台/刮刀/搅拌机/搅拌刀/酒精/气枪
SMT钢网机器印刷作业指导书
南京亘兴电子科技有限公司
产品名称
产品编号
工序名称
标准人力
文件编号
版本号
发行日期
文件页次
机器印刷
一、作业前准备事项
1.确认工作台面已清洁干净,无其他产品的物
2.确认所用钢网及PCB板是否正确,确认PCB板数量,确认钢网是否正确完好
3.确认静电手环是否接触完好
三、印刷/安全注意事项
1.严格按照指定品牌在有效期内使用焊锡膏,使用前应放于室温4小时以上之后方可开盖使用,用后的焊锡膏密封单独存放,再用时要确认品质是否合格。
2.印刷前操作员应使用专用不锈钢搅拌刀对锡膏进行搅拌,使其均匀。
3.印刷过程中对焊锡膏质量进行检查,其主要内容为焊锡膏印刷是否偏移、少锡、连锡、焊锡膏印刷是否均匀。
4.在印刷失败后应对PCB板用酒精进行清洗并用气枪清除过孔残锡。
5.印刷好的锡膏需在2小时内贴装并过回流焊
6.印刷完成后需用