油田酸化作业井硫化氢防治措施探讨
油田污水系统硫化氢的危害及其治理探讨

油田污水系统硫化氢的危害及其治理探讨油田污水系统硫化氢的危害及其治理探讨一、引言油田作为重要的能源资源,其开发和生产过程中产生了大量的废水。
废水中含有大量有机物和无机物,其中硫化氢(H2S)是一种常见的有害物质。
硫化氢具有剧毒性和腐蚀性,对人体健康和环境造成严重威胁。
因此,了解油田污水中硫化氢的危害,寻找有效的治理方法具有重要意义。
二、硫化氢的危害1. 人体健康危害硫化氢是一种无色、有刺激性气味的气体,对呼吸道和眼睛有强烈刺激作用。
当浓度达到一定水平时,可以导致头晕、呕吐、流涎、眼结膜充血等症状。
高浓度的硫化氢能损害中枢神经系统,对心脏、肝脏和肾脏等内脏器官造成损伤。
特别是长期接触高浓度硫化氢的人员,容易患上疾病,甚至死亡。
2. 环境危害硫化氢会对土壤、水体、植物和动物造成严重的环境污染。
一旦进入土壤,会破坏土壤中的微生物活性,降低土壤肥力。
硫化氢溶解在水中会形成硫酸,对水环境造成腐蚀,破坏水生生物的生活环境。
植物叶子表面积聚过多硫化氢会导致光合作用障碍,影响植物的生长和发育。
而动物长期处在含硫化氢的环境中,会出现呼吸困难、中毒甚至死亡。
三、油田污水系统硫化氢治理方法探讨1. 加强预防措施(1)科学合理地进行油田污水系统设计,在设计阶段就要考虑硫化氢的处理问题,采取相应的技术措施控制硫化氢的生成。
(2)加强设备维护和管理,定期检查和更换老化设备,及时维修处理设备故障,减少漏气情况。
2. 改进处理工艺(1)物理处理方法通过物理方法除去污水中的硫化氢,常见的方法包括空气吹脱、化学氧化和吸附等。
空气吹脱是一种简便有效的硫化氢处理方法,通过将空气通入含硫化氢废水中,利用气泡的上浮和硫化氢的挥发,将硫化氢从废水中除去。
化学氧化是利用氧化剂将硫化氢氧化为不具有毒性的物质,例如使用氯气进行氧化处理。
吸附是通过选择性吸附剂吸附废水中的硫化氢,例如使用活性炭,将硫化氢吸附到其表面。
(2)生物处理方法生物处理是利用生物菌群降解废水中的硫化氢。
油田企业硫化氢防范技术研究2000字
油田企业硫化氢防范技术研究2000字摘要:通过对石油中硫化氢主要来源的分析和对硫化氢主要来源调查研究,阐述了硫化氢对人体的危害,总结出从管理与技术方面防范硫化氢中毒事故的方法,并指出了下步工作方向。
关键词:硫化氢;来源;特性与危害;分布;防范技术一、石油中硫化氢的主要来源(一)石油中硫的存在形式硫主要以硫化物的形式存在于石油中,如硫、硫化氢、硫醇等活性硫化物和硫醚、多硫化物、噻吩及其衍生物等非活性硫化物。
另外,还有硫和氧的化合物,如砜、亚砜和磺酸等。
到目前为止,石油中已鉴定的含硫化合物已超过250个。
(二)石油中硫化氢的主要来源1.在原始有机物质转化为石油和天然气的过程中,由于细菌的消化蛋白质作用,有机体会进行蛋白质的水解,从而生成H2O,CO2,NH3,CH4,H2以及H2S。
2.在钻井过程中可产生硫化氢。
(1)由于热作用于油层,石油中的有机硫化物会发生分解反应,如硫醇热分解产生出硫化氢:另外,由于石油中含有H2,硫化物、二硫化物和噻吩,在加氢条件下也可以发生反应,产生硫化氢:(2)石油中的烃类和有机物质通过储集层水中的硫酸盐的高温还原作用而产生硫化氢。
如甲烷与硫酸钙反应:3.井下作业过程中可产生硫化氢。
含硫化氢油气井,在井下作业循环洗井、循环压井、抽吸排液、放喷排液等过程中,由于液体循环,释放出硫化氢,循环罐、油罐和贮液罐周围可能存在硫化氢超标。
井下作业时,入井液中的硫酸盐进入地层,被地层中的细菌分解会产生硫化氢。
在酸化、酸洗井过程中,地层和井筒中的硫化物会与酸化、酸洗液发生反应产生硫化氢,如:4.注水过程中可产生硫化氢。
在注水过程中,由于注入地层的水中含有硫酸盐,在高温高压环境下地层中的细菌分解硫酸盐会产生硫化氢。
5.采油、集输生产过程中可产生硫化氢。
由于硫化氢气体易溶于水,但其溶解度与温度、气压有关,只要条件适当,轻轻振动含有硫化氢的液体,就可使硫化氢气体挥发出来;油、水或乳化剂的储存罐;用来分离油和水,乳化剂和水的分离器;空气干燥器;集油罐及管道;用来燃烧酸性气体的放空池和放空管汇;提高石油回收率的工艺和装置;原油装卸场所;计量站;天然气压缩机。
油田企业生产过程硫化氢危害及预防

油田企业生产过程硫化氢危害及预防随着石油工业的不断发展,气田、油田等天然气和石油资源的勘探、开发、运输等工作也越来越多。
然而,在这些生产过程中,可能会产生大量的硫化氢,这是一种臭味扑鼻的有毒气体,对人身体健康造成较大的威胁。
因此,对于油田企业,加强硫化氢危害的预防和控制,对于保障工作人员的身体健康非常重要。
硫化氢的危害硫化氢(H2S)是一种有色、有毒、易燃可爆的气体,在大气温度下可自燃,其气味类似蛋臭味。
硫化氢是一种极其危险的气体,有着很强的毒性。
人体吸入硫化氢后,会引起中毒并损害多个器官系统,有可能发生头痛、头晕、恶心、乏力、嗜睡、手脚麻木等症状,严重时会导致猝死。
硫化氢对于环境也有着极大的破坏力,它具有强烈的刺激性,可能会破坏大气中的臭氧层,对人类及地球环境造成不可逆的影响。
硫化氢的来源硫化氢是油气开采和加工过程中的常见危险物质。
在油田地质勘探和钻探开采过程中,地下岩石含有一定量的硫化物,切削过程中,机械与地质体摩擦时,就会产生大量硫化氢。
在油田地层注水等二次采油工艺中也会产生硫化氢,水中含有一定量的硫化物,并且地层内它的含量很高,因此当水被注入到岩层中时,就会将硫化氢带到地面。
而在油气处理过程中,如蒸馏、加压和减压等过程中,还会产生硫化氢。
预防硫化氢事故的措施为了避免生产过程中硫化氢带来的危害,油田企业应该采取相应的措施进行预防和控制。
下面就列出几点:安全教育和培训在油田企业,安全教育和培训是非常重要的环节,通常包括以下几个方面:1.认真学习和掌握硫化氢的相关知识,包括硫化氢的危害、产生硫化氢的条件、检测硫化氢和采取应对措施等,使员工能够在生产实践中提高对硫化氢危害的防范和应对能力;2.进行日常安全教育,包括安全生产管理、安全操作规程和操作技术、急救等方面的知识,让员工都熟知安全操作规范及自救的方法;3.定期组织模拟演练,提高员工应对突发事件的应变能力和逃生自救能力。
检测和监测油田企业应在规定的区域和时段内,对空气进行硫化氢浓度的监测和检测,及时了解硫化氢的浓度变化情况。
加强高压油气田井控管理和防硫化氢中毒工作的意见
加强高压油气田井控管理和防硫化氢中毒工作的意见近年来,随着油气田开发的不断深入和高压井的增多,高压油气田井控管理和防硫化氢中毒工作显得尤为重要。
因此,加强高压油气田井控管理和防硫化氢中毒工作是当前急需解决的问题。
首先,要加强对井控人员的培训教育。
井控人员是高压井控管理和防硫化氢中毒工作的第一线执行人员,其专业知识、技能和应急能力直接关系到井口安全。
因此,应建立完善的培训体系,定期对井控人员进行培训,提高其对高压井控管理和防硫化氢中毒工作的理解和应对能力。
其次,要健全高压油气田井控管理制度。
制定严格的井控程序和操作规范,明确高压井控人员的职责和权限,确保井控工作的高效、准确和安全。
同时,要加强对井控设备的维护和管理,确保设备的正常运行和故障的及时排除。
另外,要加强现场监督和指导。
组织专业技术人员进行现场监督和指导,及时发现井口安全隐患,提出解决措施,并进行整改。
同时,要加强对井控人员的考核和评价,对不合格的井控人员进行培训或调整,以提高整个高压油气田井控管理和防硫化氢中毒工作的水平。
此外,要加强防硫化氢中毒工作。
硫化氢是高压油气田中一种危险性大、杀伤力强的气体,一旦泄漏,将对人身安全造成严重威胁。
因此,在高压油气田井控管理中,要加强对硫化氢的监测和控制,做好泄漏预防措施,确保井口环境的安全。
最后,要加强宣传教育和信息共享。
加强对相关人员的宣传教育,提高他们对高压油气田井控管理和防硫化氢中毒工作的认识和重视程度。
同时,要积极开展信息共享,加强与相关单位和行业的沟通和合作,共同解决井控管理和防硫化氢中毒工作中的难题。
总之,加强高压油气田井控管理和防硫化氢中毒工作是当前亟待解决的问题。
通过加强井控人员的培训教育,健全管理制度,加强监督和指导,加强防硫化氢中毒工作,加强宣传教育和信息共享等措施,有助于提高高压油气田井控管理和防硫化氢中毒工作的水平,确保井口安全和生产持续性。
在加强高压油气田井控管理和防硫化氢中毒工作的过程中,还需要注意以下几个方面:首先,要建立健全的风险评估和管理体系。
油气田如何防止和处置硫化氢泄露

如何预防和处理油气田硫化氢泄漏
发生硫化氢泄露,必须采取应急措施及时处置。
1、在井架入口、井架上、钻台边上、应在循环系统等处设置风向标,一旦发生紧急情况,作业人员可向上风口疏散。
2、在钻台上下、震动筛、循环罐等气体易于积聚的场所,安装防
暴排气扇,驱散工作场所有害空气、可燃气体。
含硫地区钻井队应配
备便携式硫化氢检测仪。
3、在含硫地区钻井、生产班当班人员每人配一套空气呼吸器,另
配一定数量的公用空气呼吸器,并做到人人会使用、会维护、会检查。
井队钻井技术人员负责硫化氢预防安全教育,队长负责监督检查。
4、含硫地区钻井液的PH值要求控制在9.5以上。
加强对钻井液
中硫化氢浓度的测量,充分发挥除硫剂和除气器的功能,钻井液中硫
化氢浓度保持在每立方米50毫克以下。
5、当硫化氢含量超过每立方米20毫克的安全临界浓度时,工作
人员应佩带空气呼吸器,不允许单独行动,派专人监护现场。
6、当井队因无法在现场条件下实施井控作业而决定放喷时,放出
天然气烧掉,防止天然气与空气混合比达到爆炸极限。
放喷点火应派
专人进行,点火人员应佩带空气呼吸器,在上风方向远程点火。
7、一旦发生井喷事故,立即上报油气田主管部门;若发生井喷失
控事故,24小时内上报集团或股份公司。
8、井喷发生后应有消防车、救护车、井场有医务人员和安全技术
人员值班。
9、控制井喷后,应在井场的所有岗位和可能积聚硫化氢的地方检
测硫化氢的浓度。
待硫化氢浓度降至安全临界时,人员方能进入。
油井硫化氢产生机理及防治措施
油井硫化氢产生机理及防治措施摘要:油田是石油资源的重要开采地,然而在油田开采过程中,常常伴随着硫化氢的产生。
硫化氢是一种无色、有刺激性气味的有毒气体,其对人体和环境的危害极大。
因此,在油田开采过程中,必须重视硫化氢的防护工作,保障工作人员的生命安全和环境的健康。
本文分析硫化氢承认产生机理和危害,并提出一些硫化氢的防治措施,希望有所帮助。
关键词:硫化氢;产生机理;危害;防治措施1油田硫化氢产生机理硫化氢(H2S)是一种无色、有毒、有刺激性气体,常见于油田、天然气田等地下油气层中。
油田中的硫化氢主要是由有机硫化合物在高温、高压条件下分解产生的。
油田中的有机硫化合物主要来源于岩石中硫化物和原油中的硫化物。
在地下油气层中,这些有机硫化合物会在高温、高压的条件下发生热解反应,产生硫化氢。
热解反应的具体机理如下:首先,有机硫化合物在高温下发生裂解,生成硫化物离子(S2-)和碳氢化合物。
例如,硫化物离子的生成反应可以表示为:R-SH→R-S-+H+。
其中,R代表有机基团。
随后,硫化物离子进一步裂解,生成硫化氢和碳氢化合物。
这个反应可以表示为:R-S-→H2S+R•其中,R•代表自由基。
此外,油田中的硫化氢还可以通过其他反应途径产生。
例如,油气层中的嗜热硫酸盐还原菌可以利用有机物质作为电子供体,将硫酸盐还原为硫化物离子,再进一步产生硫化氢。
此外,一些硫酸盐还原菌还可以利用氢气和二氧化碳产生硫化氢。
2硫化氢对油田生产的危害2.1硫化氢对人体健康有害高浓度的硫化氢会对人体呼吸系统、中枢神经系统和循环系统产生严重影响。
吸入高浓度的硫化氢会导致呼吸困难、头痛、眩晕、恶心、呕吐等症状。
长期暴露于硫化氢环境中,可能引发气管炎、肺炎、肺纤维化等严重疾病,甚至危及生命。
因此,在油田生产中,必须严格控制硫化氢的浓度,采取有效的防护措施,确保工作人员的安全。
2.2硫化氢对设备和管道的腐蚀性很强油田硫化氢腐蚀机理主要包括物理吸附、化学吸附和电化学腐蚀三个方面。
油井硫化氢产生机理及防治措施研究
现上述情况的机理是:在油水混合体系中,硫化氢要比纯油体系中释放得
彻底,因为在高温下水变成气泡在下层冲击和携带更多的硫化氢进入气
相。此外,在长期的油水混合过程中,油水达到一种混合平衡状态,原油
中的部分硫化氢溶解在地层水中,而随着温度的升高,水中的硫化氢容易
释放出来,导致硫化氢含量升高。图2直观地给出了油、水混合物体系中
718号 HSE风险管理
辽河油田油井硫化氢产生机理及防治措施研究
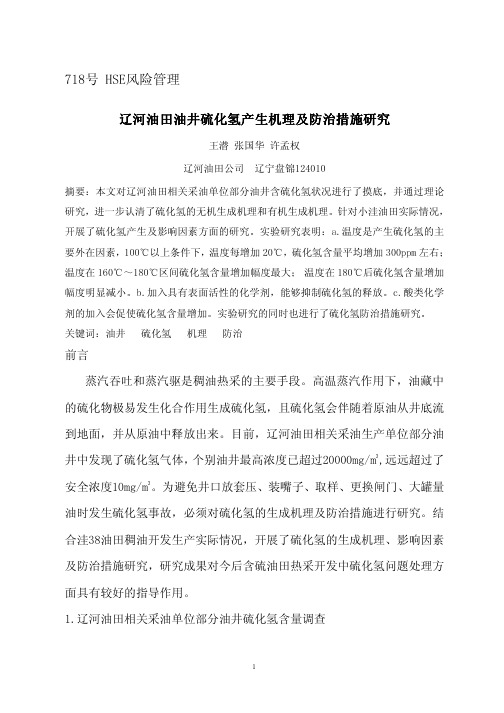
王潜 张国华 许孟权 辽河油田公司 辽宁盘锦124010 摘要:本文对辽河油田相关采油单位部分油井含硫化氢状况进行了摸底,并通过理论 研究,进一步认清了硫化氢的无机生成机理和有机生成机理。针对小洼油田实际情况, 开展了硫化氢产生及影响因素方面的研究。实验研究表明:a.温度是产生硫化氢的主 要外在因素,100℃以上条件下,温度每增加 20℃,硫化氢含量平均增加 300ppm 左右; 温度在 160℃~180℃区间硫化氢含量增加幅度最大; 温度在 180℃后硫化氢含量增加 幅度明显减小。b.加入具有表面活性的化学剂,能够抑制硫化氢的释放。c.酸类化学 剂的加入会促使硫化氢含量增加。实验研究的同时也进行了硫化氢防治措施研究。 关键词:油井 硫化氢 机理 防治
超标井数占生 超标井占检
单
单井含 H¤S 最
井数 井数 超标井
¥ 产井数的百分 测井数百分
位
高值(mg/m )
(口) (口) 数(口)
比(%)
比(%)
欢 1151 587 561
采
1500.0
32.02
48.74
锦 1481 391 315
采
302.0
18.83
21.27
曙 1653 917 677
钻井施工中硫化氢防护措施探讨
钻井施工中硫化氢防护措施探讨关键词:钻井施工硫化氢泄漏预案应急能力2006年3月下旬,重庆开县高桥镇一座矿井发生井漏,泄漏的硫化氢气体从河底及附近山体缝隙冒出。
以事故点和距事故点一公里处的出气点这两个为圆心,一公里为半径范围的1.5万多名居民被紧急疏散。
为了钻井队作业人员能够高效地应对h2s中毒事件,保障员工的生命安全和身体健康。
适用于公司在含硫油气田钻井施工作业的员工遭遇h2s时的应急工作,并视情况启动应急预案。
一、硫化氢的理化特性硫化氢:hydrogensulfide,cas:7783-06-4,分子式h2-s,为无色、有“臭皮蛋”气味的有毒气体,分子量34.08,熔点:-82.9℃,沸点:-61.8℃,相对密度(空气=1):1.19,饱和蒸气压:2026.5kpa (25.5℃),临界温度:100.4℃,临界压力:9.01mpa,爆炸下限:4.3%,爆炸上限45.5%,引燃温度:260℃,最小点火能:0.077mj,最大爆炸压力:0.490mpa,与空气混合能形成爆炸性混合物,遇明火、高温能引起燃烧爆炸。
与浓硝酸、发烟硝酸或其它强氧化剂剧烈反应,发生爆炸。
硫化氢比空气重,能在较底处扩散致相当远的地方,遇明火迅速引着回燃。
另外,它易溶于水,易溶于甲醇、乙醇类和石油溶剂以及原油中。
二、硫化氢防护预案的启动应急工作分为两级:第一级:在临界浓度(20mg/m3)以内,有臭蛋气味,h2s监测仪报警,钻井队应急小组启动应急预案,并按本预案组织实施。
第二级:超过临界浓度(20mg/m3),发生轻度以上h2s中毒时,公司应急指挥中心启动本应急预案,并按本预案组织实施。
三、应急准备1.应急物资准备1.1各作业区域必须有联络的通讯工具,并必须保持畅通。
1.2钻台、振动筛、循环罐处设置观测风向的简单装置。
1.3在含硫油气田作业的钻井队应配备至少10套防毒面具和配套供氧呼吸设备。
1.4钻台、振动筛处设h2s声光报警系统。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
油田酸化作业井硫化氢防治措施探讨油田酸化作业井硫化氢防治措施探讨杨永生张绪平张世荣张志强长庆油田分公司安全环保监督部第一监督站一爱iI摘要l硫化氢是一种无色剧毒气体,属于一级危害物质在安塞油田酸化作业中,部分井产生硫化氢为保证酸他i时现场作业人?员豹安全,本文介绍了安塞油田酸化作业过程中H:S气体的产生机理,并从化学角度分析H2气体Ⅲ{…""防治措施,为降低酸化作业安全风险提供技术保障口童一0I关键词l安塞油田;硫化氢t酸化;防治措施硫化氢是仅次于氰化物的剧毒物,是易致人于死亡的有毒气体.硫化氢不仅危害人的生命安全,而且还造成严重的环境污染,对金属设备造成严重的腐蚀破坏,同时硫化氢是提炼硫磺的重要原料.因此,为确保酸化作业人员的绝对安全,杜绝硫化氢中毒事故发生,了解酸化过程中硫化氢气体的来源和危害,并掌握有效的防治措施意义重大.1硫化氢物理化学性质及来源--1.1硫化氢物理化学性质硫化氢是一种无色,剧毒,强酸性气体.低体积分数硫化氢气体具有臭鸡蛋味,其相对密度为1.19,较空气略重,能溶于水,溶解度随水温度增加而降低.燃烧时淡蓝色火焰,产生对眼和肺非常有害的二氧化硫气体.硫化氢在空间易聚集不易飘散,和金属发生化学反应,对金属设备造成严重的腐蚀破坏….1.2硫化氢的危害在大气中极限允许浓度是lOmg/in.当Hs浓6度在l40~15Omg/m时,人呼吸几小时即会中毒,当浓度超过1O00mg/m会立即中毒;当硫化氢与空气混合后,浓度达到4.3%~46%的范围内时,就形成一种爆炸混合物.H,S为剧毒(窒息性)气体,主要经呼吸道进入,吸入高浓度的硫化氢气体,引起反射性呼吸抑制,导致呼吸麻痹,造成"电击型"死亡.2酸化作业中硫化氢来源ll根据国内外H,S气体来源及产生机理研究发现,硫化氢产生机理有以下三种可能:微生物成因机理, 根据地层处于长期缺氧的条件下,硫酸盐还原菌可利用水中的sO发生反应,产生硫化氢气体,如反应(1)~(5);热化学成因机理(TSR),根据硫酸盐与有机物或烃类发生热化学分解作用,将硫酸盐矿物还原为H,S;火山喷发溶蚀成因机理,岩浆活动可使地壳深部的岩石受热而产生大量含HS的挥发成分沿深大断裂缝进入沉积岩层,储存在某一构造圈闭里,因天然或人为因素使这些构造圈闭与油气井产层沟通,使油气井产生H,S.酸化作业中硫化氢属于氢离子浓度增加,加速氢离子与二价硫离子结合,产生H,S.4Fe一4Fe.+8e(阳极反应)(I)8HO一8H+80H一(水的电离)(2)8H+8e一8H(阴极反应)(3)so;一+8H—s2_+4H:O(细菌的阴极去极化)(4)S一+2H一H,S(5)酸化通过井眼向地层注入一种或几种酸液或酸性混合液,利用酸与地层中部分矿物的化学反应,溶加孔隙,裂缝的流动能力,从而使油气井增产或注水井增注的一种工艺措施.安塞油田常用的酸液主要有盐酸,土酸,施工的残酸.由于往井筒或地层中加入酸液,增加H浓度,使得化学反应(5)反应速度增加,生成硫化氢量增加.硫化氢溶解度随水温度增加而降低,当酸液与部分矿物的化学反应时,释放大量的热量,水中硫化氢的溶解量减少,硫化氢气体从水中分离,相当于油气混合物的油气分离,产生滑脱现象,气体上升到井口.如杏19—12酸化完后,打蚀储层中的连通孔隙或天然(水力)裂缝壁面岩石,增开井口时硫化氢浓度为140ppm.表12006~2008年部分酸化井发现HS气体含量超标H2S含量序号井号井别区块措施类型检测时间备注(ppm)酸化完打开井口1杏19—12水井杏河酸化增注2006.9.16140发现2杏75—28油井杏河酸化解堵2008.3.1745放喷过程中发现3l硫化氢防治措施曩3.1现场配备硫化氢防治器材在酸化作业现场,必须配置严格按照现场规范标准相应的防护设备和检测器材,并在含硫化氢生产场所设立风向标,悬挂安全警示标志.因为酸化作业井中,可能存在要求硫化氢浓度超标,如2006年9月在杏l9一l2酸化增注时,硫化氢浓度高达l40ppm(见表1),作业人员进入作业区域作业必须携带硫化氢报警器,在井口检测人员建议佩戴空气呼吸器.3.2井筒加化学药品消除硫化氢因硫化氢和金属发生化学反应,对金属设备造成严重的腐蚀破坏,因此对于井下的硫化氢应予消除,防止其腐蚀油管柱.井筒加化学药品处理比较简单,通过水泥车把Hs消除剂注进去,使之与硫化氢发生反应上一段时间,生成无毒物体,反应完后开井测量井口H,s浓度.井筒加药时,其加药量与加药浓度,不太好确定,是暂时性的,当Hs继续产出时,而Hs抑制剂消耗完以后,井口HS的浓度又会恢复到原位.因此,在现场应尽量多配备化学药品.——o].吸收剂CL一00l常温状态下为淡蓝色液体,有轻微的刺激性,主要成分是具有一定结构的季铵盐, 因而具有很好的水溶性和酸溶性.与稳定剂同时使7用时,在不同强度的酸性条件下都能保持很高的稳定性,热稳定性良好,在l00℃下能稳定存在2h以上(见表2).吸收剂CL一001与H2S在水溶液中的主要反应为: 表2HS吸收剂CL-001的溶解性和热稳定性l0%HCL>45.3g溶解度(g)l5%HCL>38.3g2O%HCL>32.4g溶解度为20℃时数值6O℃>4h,4h内无沉淀,无析浮,浑浊稳定性10O℃>2h,2h内无沉淀,无析浮,浑浊R一一cH=cH-一cH0+H25——'I.)3吸收剂CL001对H,S的吸收反应与丙烯醛的吸收反应相似,其d一位碳一碳双键具有较高的化学反应活性,决定了对H,S的吸收特性.吸收剂CL001对H,S的吸收反应主要为加成反应,上述反应产物仍为季铵盐类化合物,具有高的酸溶性和水溶性. 当H,S含量较高时,将增加副反应进行的程度,可能的副反应如下:SHRN(CH3)3H一一H.+R一Ho'cH3S副反应将额外消耗吸收剂,这对吸收剂的利用效率会产生不利的影响.副反应产物仍保持高的酸溶性和水溶性,不会从溶液中析出沉淀,这在酸化作业中是非常有利的.另外CL一00l的水溶性以及酸溶性特点,保证了各类施工作业的正常进行,并与缓蚀剂,破乳剂有很好的配伍性.井下温度一般都较高,而吸收剂加入到井层后因温度原因会影响其吸收效果,而CL一00l在高温以下有很高的稳定性,为有机胺与Hs反应作用提供了充分的时间.因此在我们选择有机胺吸收剂CL001为H,S除硫剂.2008年,先后在张渠区块3口油井井下作业过程中进行了H:S治理试验,效果明显(见表3),硫化氢气体浓度均在安全范围内(<lOppm),确保了井下作业安全实施.用除硫剂处理液处理井筒内硫化氢气体后,3口油井井下作业过程中硫化氢气体浓度均在安全范围内(<1Oppm)(见下图),确保了井下作业安全实施. 表3除硫剂现场应用情况统计井口硫化氢含量除硫剂应用情况井号作业内容(ppm)注入量浓度排量施工压力实施日期(m)(%)(m/rain)(MDa)东32—39l7O周期检泵l1.51O100.60.4东70362OO周期检泵l1.24lOlOO.60.4东65—2550O漏失检泵l1.261510O.5O.44结论与认识(1)在酸化作业过程,因为增加了井内氢离子浓度,使得产生硫化氢气体量增加,同时由于酸液与地层或井筒发生化学反应,释放热量,使硫化氢在水中溶解量变小,使气体挥发,增加了硫化氢的浓度. (2)在酸化作业现场,必须配置严格按照现场规范标准相应的防护设备和检测器材,以检测和防治硫化氢气体产生.(3)现场试验CL一00l型硫化氢去除剂,能有效去除井筒内聚集的硫化氢气体,能够实现有效的去除井下作业过程可能产生的H,S气体,保障井下作业施工安全.建议在酸化时,配备一些添加CL—O01型硫化氢去除剂.(下转第11页)RBI工作避免了传统检验的不足,确保本质安全,既防止过度检验,也避免检验不足.此外通过对RBI的吸收,消化,改进和再创新,有利于根据我国国情针对超标缺陷,介质环境的变化,高强钢应用,超期服役等影响安全的突出问题,避免突然失效,确保本质安全.(4)引起石化企业承压系统检维修制度的一场变革,增强我国石化工业产品的国际竞争力,通过提高检维修管理水平,延长安全生产周期,降低成本,促进安全性与经济性的统一.(5)有利于我国重大装备在设计制造前的早期寿命预测技术与全寿命周期成本分析技术提高,促进装备制造业技术进步,改变我国承压装置不提供设计寿命的不合理状况.通过RBI技术可以实现早期预测设备全寿命过程的各类风险,为设备,装置,系统科学设计与制造提供依据.参考文献【1】WillkeT.L.Riskmanagementcanreduceregulation,enhancesafety[J】.Oil&GasJournal,l997,95(24):37~46【2】ReynoldsJ.T.Theapplicationofrisk—based inspectionmethOdOlOgyinthepetroleumand petrochemicalindustry[J】.ASMEPVP,1996,13(36):125~134[3】陈学东,艾志斌,杨铁成,等.基于风险的检~i](RBI)中以剩余寿命为基准的失效溉率评价方法[J】.压力容器, 2006,23(5):1~5【4】金承尧,赵建平.基于RBI方法的在役安全阀风险评价技术研究【J】.南京工业大学,2004,26(5):25~29【5】陈学东,杨铁成,艾志斌.基于风险的检测(RBI)在实践中若干问题讨论【j】.压力容器,2005,22(7):36~44【6】陈学东,王冰,杨铁成.基于风险的检测(RBI)在中国石化企业的实践及若干问题讨论【J】.压力容器,2004,2l(8):39~45【7】sY/T6653—2006中华人民共和国石油天然气行业标准.基于风险的检查(RBI)推荐作法【s】.2007●iiii__●iiiI_-iii_iiiii●iiiiiiili-iiii---ii(上接第8页):=a崖一女—一东3629——-一东7O16——?一东6520;,--~.IlI措施前关井反应2h井下作业过程作业后油24h48h72h96h120h 井生产12h图除硫剂在应用效果图参考文献【3】王鸿勋,张琪.采油工艺原理[M】.北京:石油工业出版【l】周金堂,杨伟彪,赵安军,周宝义.井场硫化氢气体检测方法及防护措施.录井技术,2004,15(2)【2】方娅,刘继延.酸液添加剂现状及发展趋势【J】.钻井液与完井液,2000,l9(5):25~30社,l98l【4】董小丽,苑慧莹,贺娟,贾晓菊,杨文.安塞油田井下作业过程中Hs气体产生机理及防治技术研究.延安:安塞油田科技大会论文集,200911㈣渤㈣删瑚㈣如0。