样件全尺寸测量报告
全尺寸检测

检验员/InspectorName:
姓名/ Name:
部门/ Department:
rejected, new samples required
首批检验的原因/Reason for initial inspection:
尺寸/Dimension
■
新零件/New part
功能ห้องสมุดไป่ตู้Function
产品更改/Productmodification
材料/Material
产地变更/Productionrelocation
拒绝/rejected
过程能力证据/Processcapabilityevidence
拒绝,但可以使用/
证书/Certificates
rejected, installation possible with measure
执行FMEA/FMEA carried out
拒绝,要求提交新样件/
自行认可的供应商/Self-certifyingsupplier
属性检验/Attributive inspection
供应商/Supplier
收件人/ Receiver
地区代码,供应商/
Code number, supplier:
地区代码,收件人
Code number, receiver:
检验报告编号/
InspectionreportNo.:
检验报告编号/
全尺寸测量报告
全尺寸测量报告
全尺寸测量报告
1. 测量目的:
本次全尺寸测量旨在对所测物体的各个尺寸进行准确测量,以获取详细的尺寸数据,供后续设计和制造等工作使用。
2. 测量对象:
测量对象为 ___________(填写测量对象名称)。
3. 测量工具:
本次测量使用的工具有:卷尺、游标卡尺、角度量规等。
4. 测量方法:
采用直接测量方法,根据测量对象的形状和特点,选用合适的测量工具进行测量。
5. 测量结果:
根据测量,得到的主要尺寸数据如下:
- 尺寸1: ________(填写测量结果1)
- 尺寸2: ________(填写测量结果2)
- 尺寸3: ________(填写测量结果3)
(以此类推,根据实际测量结果填写)
详细的尺寸数据请参见附图。
6. 测量误差:
本次测量的不确定度为_________(填写不确定度),测量
误差在合理范围内。
7. 结论:
综合测量结果和误差分析,可以得出该物体的尺寸满足要求,可以作为设计和制造的依据。
8. 备注:
在测量过程中,需要注意的问题或异常情况可在此备注栏中
填写。
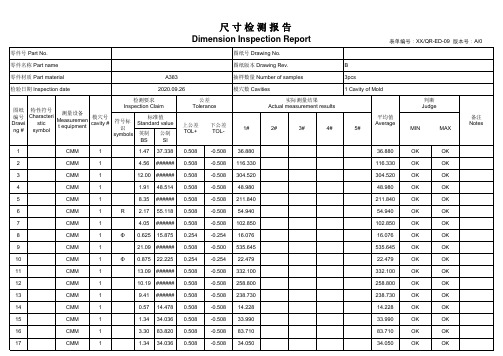
全尺寸测量结果报告
12
CMM
1
10.19 ###### 0.508 -0.508 258.800
13
CMM
1
9.41 ###### 0.508 -0.508 238.730
14
CMM
1
0.57 14.478 0.508 -0.508 14.228
15
CMM
1
1.34 34.036 0.508 -0.508 33.990
Tolerance
上公差 TOL+
下公差 TOL-
1#
BS
SI
实际测量结果 Actual measurement results
2#
3#
4#
1
CMM
1
1.47 37.338 0.508 -0.508 36.880
2
CMM
1
4.56 ###### 0.508 -0.508 116.330
3
CMM
1
12.00 ###### 0.508 -0.508 304.520
CMM
1
0.487 12.370 0.254 -0.254 12.621
CMM
1
0.487 12.370 0.254 -0.254 12.622
CMM
1
0.487 12.370 0.254 -0.254 12.622
CMM
1
0.487 12.370 0.254 -0.254 12.620
49
12*Φ
19.669
OK
OK
57.160
OK
OK
53.986
OK
OK
53.976
OK
OK
全尺寸检测报告
全尺寸检测报告是一种检测方法,它通过对物体的尺寸、形状、位置等多个方面进行检测,来确定物体是否符合特定标准。
这种检测方法通常被用于生产过程中,以确保生产出来的产品符合质量标准。
在进行全尺寸检测之前,需要制定一份检测计划。
这个计划应该包括检测的目的、检测对象、检测方法、检测标准等。
这些信息将有助于确定检测的具体流程和对检测结果的解读。
一旦制定了检测计划,就可以开始进行全尺寸检测了。
全尺寸检测可以使用各种工具和设备,例如坐标测量仪、激光测距仪、高精度显微镜等。
这些工具将能够对物体进行精确测量和检测,并生成一份。
这份报告将包含物体的尺寸和形状信息、位置信息、表面质量和光洁度等多个方面的信息。
通过分析这些信息,可以确定物体是否符合制定的标准要求。
通常包括以下几个部分:1. 总结的第一个部分通常是一个总结,概括检测结果,指出结果是否符合标准,以及如果不符合标准应该采取的措施。
2. 测量结果这一部分包括物体的尺寸、形状、位置等多个方面的信息。
这些信息通常会用图表和图像的形式呈现,并且会给出误差范围和偏差值,以便于进一步的分析和解释。
3. 表面质量分析这一部分会对物体的表面质量进行分析。
这包括采用多个角度测量表面光洁度、分析孔隙率和缺陷等信息,以便于判断产品是否能符合要求。
4. 材料特性分析这一部分是针对特定的材料进行分析的。
如果物体是由多种材料组成的,这一部分会对每种材料进行分析,以判断其性质与制造标准是否相符。
5. 结论和建议的最后一个部分是包括结论和建议。
这些结论和建议会在检测结果的基础上得出,指出检测结果是否合规以及如果没有达到标准该如何改进。
最后,是一个非常重要的质量控制工具。
它可以确保生产出来的产品符合指定的标准,从而提高客户的满意度,增加信任。
同时,通过,制造业者可以在生产过程中发现和解决潜在问题,从而提高生产效率和质量,减少经济损失。
全尺寸测量报告(一)2024
全尺寸测量报告(一)引言概述:全尺寸测量报告(一)是针对某一特定产品的尺寸测量结果的详细分析报告。
通过对该产品进行全面而准确的测量,我们旨在提供可靠的数据支持,帮助客户评估产品的准确性和质量。
本报告将从测量方法、测量结果及其分析、测量误差、数据可靠性和测量建议等五个大点进行阐述。
正文:一、测量方法1.选择适当的测量工具和设备:确保选择合适的尺寸测量仪器和设备,如千分尺、卡尺、投影仪等;2.标定测量工具:在使用之前,对测量工具进行必要的标定,以确保测量结果的准确性;3.合适的测量环境:确保测量环境的稳定性,如温度、湿度等对测量结果的影响。
二、测量结果及其分析1.列举测量结果:按照设计要求,对产品进行全尺寸测量,并记录下各个尺寸的测量结果;2.分析测量结果:根据产品的设计规范,对测量结果进行分析,判断其是否符合要求;3.比较与标准值的差异:将测量结果与标准值进行比较,分析其差异,并找出可能存在的问题。
三、测量误差1.引入误差的原因:分析可能引入测量误差的原因,如人为误差、仪器误差等;2.评估测量误差的大小:通过统计方法,评估测量误差的大小,确定其对结果的影响;3.提出减小误差的建议:根据评估结果,提出减小测量误差的建议,如改进测量方法、使用更精确的设备等。
四、数据可靠性1.数据采集过程的记录:详细记录数据采集过程,包括测量时间、测量人员等信息;2.数据分析的可靠性:确保数据分析过程的准确性和可靠性,避免主观误差的干扰;3.数据验证的方法:采用不同的方法对数据进行验证,以确保其真实性和可信度。
五、测量建议1.改进测量方法:根据测量结果和误差评估,提出改进测量方法的建议,以提高测量准确性;2.优化测量设备:评估现有测量设备的性能,并提出优化建议,确保测量结果的可靠性;3.加强培训和管理:加强员工的培训和管理,提高他们的测量技能和意识。
总结:通过全尺寸测量报告(一),我们对某一特定产品的尺寸测量结果进行了详细的分析和分析。
全尺寸检测报告(一)2024

全尺寸检测报告(一)引言概述:全尺寸检测报告(一)是对某产品进行全尺寸检测后所得到的结果和分析的报告。
本文将首先介绍全尺寸检测的背景和目的,然后详细讨论5个大点,每个大点包含5-9个小点。
最后,本文将总结全尺寸检测的结果和结论。
1. 产品特性检测1.1 尺寸测量- 使用精确测量工具进行尺寸测量- 检查产品是否符合设计要求的尺寸范围- 记录测量结果并与设计规范进行比较1.2 外观检查- 观察产品外观是否有明显缺陷或瑕疵- 检查产品表面的光滑度和质量- 检测产品颜色是否与设计要求一致1.3 包装检测- 检查产品包装是否完好无损- 检测包装内部是否存在松动或破损- 确保产品在运输过程中不受损坏2. 材料性能检测2.1 强度测试- 通过拉力测试仪测定产品的强度参数- 确定产品是否符合设计的负载要求- 分析材料强度与设计负载之间的安全裕度 2.2 塑性测试- 使用硬度测试仪对产品进行塑性测试- 分析产品的硬度与材料塑性之间的关系 - 检测材料在变形和应变过程中的性能3. 功能性能检测3.1 电子元件测试- 检查电子元件是否正常工作- 调试电路并测量电压、电流等参数- 确保产品的功能符合设计要求3.2 机械动作测试- 测试产品的机械部件是否正常运转- 检查产品的运行噪音和振动- 确保产品的机械动作性能良好4. 环境适应性测试4.1 温度测试- 在不同环境温度下测试产品性能- 分析产品在高温、低温环境下的可靠性- 确保产品在各种温度条件下正常工作4.2 湿度测试- 在不同湿度环境下测试产品的性能- 检查产品内部是否受到湿度影响- 评估产品的防潮性能和耐湿度能力5. 安全性能检测5.1 电气安全测试- 检查产品的绝缘电阻和接地状态- 测试产品的漏电流和绝缘电阻值- 确保产品在正常使用时不会发生电击事故5.2 火灾安全测试- 检测产品的抗火性能和阻燃能力- 测试产品在火灾情况下的烟雾和毒气产生情况- 确保产品在火灾时能够提供足够的安全保护总结:全尺寸检测报告(一)中,我们对产品的特性、材料性能、功能性能、环境适应性和安全性能进行了全面的检测和分析。
全尺寸检验报告

PPAP
供方名称 : 哈尔滨天烨轴承有限公司 供方代码:
乙方检验结论:合格 (盖检验章) 注:。 检验: 审核:
甲方检验结论:
检验日期:
天烨轴承ห้องสมุดไป่ตู้限公司
全尺寸检验报告 手工样件 工装样件
零件编号: 54RCT3502 零件名称: 汽车离合器轴承 图纸更改日期: 检验机构名称:哈尔滨天烨轴承有限公司质检部 尺寸序号 Number 尺寸要求 Characteristic Dimension 01 02 03 04 05 06 07 08 09 10 11 12 轴承单元内径尺寸φ35.05~φ35.30 接触圆直径φ54 单总高44.5±05 单元配合高34±0.5 拨叉宽度43.5±0.5 内外圈硬度HRC60~64 旋转灵活性 手感无噪音 外观无锈蚀、划伤 型号标识清楚 调心力50~200N 调心量1.2-1.7 是否KPC KPC Yes/No Y N N Y Y Y N N N N N Y 检测方法 inspection method 专用止通规 游标卡尺 游标卡尺 游标卡尺 游标卡尺 硬度计 转动 转动 目测 目测 测力计 游标卡尺 序列号 Serial No Sφ35.10 φ54 44.15 34 43.86 62 合格 合格 合格 合格 100N 1.5 序列号 Serial No Sφ35.10 φ54 44.15 34 43.86 63 合格 合格 合格 合格 100N 1.4 序列号 Serial No Sφ35.10 φ54 44.15 34 43.86 62 合格 合格 合格 合格 100N 1.5 序列号 Serial No S序列号 Serial No S序列号 Serial No S-
样品尺寸检验报告
样品尺寸检验报告1. 引言本报告主要描述了对样品进行尺寸检验的结果和评估。
尺寸检验是一项重要的测试方法,用于确定样品的几何尺寸是否符合要求。
本次检验的样品是__________________(附上样品的详细描述)。
2. 测试方法本次尺寸检验采用了以下测试方法:•测量工具:使用了经过校准的数显卡尺和测微卡尺。
•测量参数:测量了样品的长度、宽度、高度以及其他相关尺寸。
•测量过程:根据测试要求,分别在样品的不同位置进行测量,并记录测量值。
3. 测试结果根据上述测试方法,得到了以下样品尺寸的测量结果:•样品长度:_____________(测量结果)。
•样品宽度:_____________(测量结果)。
•样品高度:_____________(测量结果)。
•其他相关尺寸:_____________(测量结果)。
4. 结果分析通过与样品规格要求进行对比,可以得出以下结论:•样品长度是否满足要求:_____________(满足/不满足)。
•样品宽度是否满足要求:_____________(满足/不满足)。
•样品高度是否满足要求:_____________(满足/不满足)。
•其他相关尺寸是否满足要求:_____________(满足/不满足)。
5. 结论根据尺寸检验的结果分析,我们得出以下结论:•样品的尺寸符合要求,可以继续进行后续工艺流程。
或者•样品的尺寸不符合要求,需要进行调整或重新制作。
6. 建议和改进根据本次尺寸检验的结果,针对不符合要求的尺寸,我们提出以下建议和改进方案:•对于不满足要求的尺寸,进行二次测量确认,以验证检测结果的准确性。
•对于重复出现的尺寸偏差,需要更换、校准或修复相应的测量工具。
•针对样品尺寸不符合要求的原因进行分析,从工艺上进行改进,以确保样品尺寸的一致性。
7. 参考标准本次尺寸检验参考了以下标准:•__________________(列举参考的标准名称及相关信息)。
8. 文档修订记录版本号修订日期修订内容修订人1.0 XXXX年XX月XX日初始版本XXX1.1 XXXX年XX月XX日修订了测试方法XXX2.0 XXXX年XX月XX日添加了建议和改进部分XXX以上是样品尺寸检验报告的详细内容,包括了测试方法、测试结果、结果分析、结论、建议和改进以及其他相关信息。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.60 1.60 N/A N/A N/A 1.00 12.20
1.60 1.60 N/A N/A N/A 1.00 12.22
1.60 1.60 N/A N/A N/A 1.00 12.20
1.60 1.60 N/A N/A N/A 1.00 12.20
√ √ 无法测量 无法测量 无法测量 √ √
20.9±0.31 20.90 14.5±0.27 14.52 12.45±0.23 12.48 9.95±0.19 10.00 2.5±0.13 8±0.19 2.50 8.08
17.4±0.27 17.42 14.3±0.27 14.20 13±0.23 12.96 1.9±0.13 1.7±0.13 R1.05±0.13 1.88 1.66 N/A
0.74 0.74 0.74 0.76 N/A N/A N/A 16.94
√ √ √ √ 无法测量 无法测量 无法测量 √
12.8±0.23 12.80 14.1±0.27 14.10 1.7±0.13 1.66
φ 1.6±0.13 φ 1.50 φ 1.48 φ 1.50 φ 1.50 φ 1.50 5.5±0.16 3.5±0.16 6±0.16 5.48 3.50 6.08 5.46 3.50 6.12 5.46 3.48 6.08 5.46 3.48 6.10 5.50 3.50 6.10
1±0.13 1.00 12.2±0.23 12.20 13±0.23 1±0.13 2±0.13 N/A N/A
N/A N/A 1.26 N/A 0.56 N/A N/A
N/A N/A 1.24 N/A 0.54 N/A N/A
N/A N/A 1.26 N/A 0.56 N/A N/A
N/A N/A 1.26 N/A 0.56 N/A N/A
公差种类:
要求值 1.3±0.13 4±0.16 实际测量值 1 1.30 3.94 2 1.30 3.94 17.42 22 12.96 1.90 1.68 N/A 3.68 4.80 N/A 3 1.32 3.94 17.46 14.22 12.98 1.90 1.68 N/A 3.68 4.90 N/A 4 1.30 3.94 17.46 14.22 12.96 1.92 1.70 N/A 3.70 4.84 N/A 5 1.32 3.94 17.42 14.20 12.96 1.94 1.66 N/A 3.68 4.82 N/A 评价 √ √ √ √ √ √ √ 无法测量 √ √ 无法测量
14.4±0.27 14.40 15±0.27 15.00 10.2±0.23 N/A
无法测量 √ √ √ √ √ √ √
0.74 0.74 0.74 0.76 N/A N/A N/A 16.94
0.74 0.74 0.74 0.76 N/A N/A N/A 16.96
0.74 0.74 0.74 0.76 N/A N/A N/A 16.96
1
2 20.90 14.52 12.46 9.98 2.56 8.10 11.70 16.10 5.10 12.40 14.42 15.04 N/A 12.80 14.14 1.68
3 20.90 14.52 12.46 10.00 2.56 8.08 11.68 16.08 5.10 12.40 14.40 15.02 N/A 12.78 14.10 1.68
样件全尺寸测量报告
零件名称:
序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 要求值
图纸号:
未注尺寸公差标准:
实际测量值 评价 √ √ √ √ √ √ √ √ √ √ √ √
公差等级:
序号 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40
17±0.27 17.00
检验员/日期:
备注:符合要求打“√”,不符合要求打“×”。此表单一式两份,一份随质检报告由质量部保存,另一份随样件供给客户。
样件全尺寸测量报告
零件名称:接插件Ⅲ
序号 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 要求值
图纸号:T5513055
未注尺寸公差标准:GB/14486-2008
评价 √ √ √ √ 序号 61 62 63 要求值 1±0.13 0.5±0.13 C0.4
公差等级:MT6
公差种类:A
评价 无法测量 无法测量 无法测量
1
2 4.24 4.54 8.52 9.54
3 4.24 4.56 8.58 9.54
无法测量 无法测量 √ 无法测量 √ 无法测量 无法测量
1.2±0.13 1.24 0.3±0.13 N/A
0.55±0.13 0.56 0.4±0.13 C1 N/A N/A
检验员/日期:
备注:符合要求打“√”,不符合要求打“×”。此表单一式两份,一份随质检报告由质量部保存,另一份随样件供给客户。
4 20.90 14.52 12.48 10.00 2.60 80.08 11.68 16.10 5.12 12.40 14.40 15.02 N/A 12.78 14.12 1.66
5 20.90 14.52 12.46 9.98 2.60 8.12 11.68 16.08 5.12 12.40 14.40 15.02 N/A 12.80 14.12 1.70
4 4.22 4.52 8.58 9.56
5 4.26 4.54 8.52 9.54
1 N/A N/A N/A
2 N/A N/A N/A
3 N/A N/A N/A
4 N/A N/A N/A
5 N/A N/A N/A
4.2±0.16 4.22 4.5±0.16 4.52 8.5±0.19 8.50 9.5±0.19 9.60 2×1.6±0.13 a 1.60 b 1.60 2.6±0.13 0.5±0.13 3×2 N/A N/A N/A
11.5±0.23 11.70 16±0.27 16.00 5±0.16 12.4
0 -0.5
5.12 12.40
3.7±0.16 3.70 4.8±0.16 4.72 0.1±0.13 4-φ 0.7±0.13 a 0.74 b 0.74 c 0.74 d 0.76 4±0.05 2.6±0.05 4.6±0.05 N/A N/A N/A N/A