1.2mm薄规格热轧带钢生产实践
邯钢热轧薄带生产经验
邯钢CSP热轧薄带的生产经验刘东辉 吕德文 王玉彬 路艳萍(邯钢连铸连轧厂)摘要:文章在邯钢CSP设备情况的基础上,结合自投产5年以来作者在生产线的实践经验,总结了在薄规格轧制方面的控制手段,及工艺和设备改进措施,为今后薄规格产品的生产起到了有价值的指导作用关键词:邯钢,CSP,热轧,经验THE EXPERINCE ABOUT THIN GAUGE ROLLING INHANGANG CSP PLANTLIU Dong-Hui1 LÜ De-Wen2 WANG Yu-Bin3 LU Yang-Ping4(Handan Iron &Steel Works CSP Plants)ABSTRACT: On the base of CSP equipments and five years practice, summarize the control methods about thin gauge rolling and development about technology and equipment ,the valuable directions to the thin gauge rolling are provided.KEY WORDS:CSP HOT ROLLING EXPERINCE1.前言薄板坯连铸连轧具有较低的吨钢投资水平、良好的品种控制、优秀的板型控制、较高的劳动生产率、低的工序能耗、低污染、短的物流、灵活的生产组织等特点,品种规格可方便地适应小客户要求,大比例生产薄规格产品。
1.0~2.2毫米的热轧薄带可以部分替代冷轧产品,如:热轧薄带酸洗直接镀锌产品,以热代冷的深加工产品。
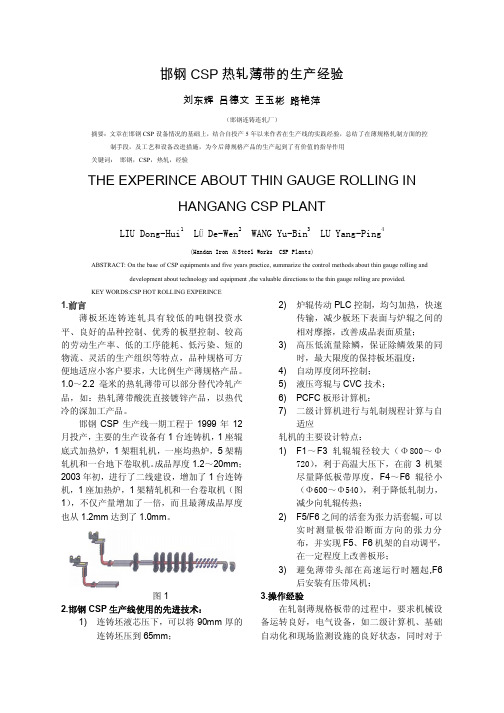
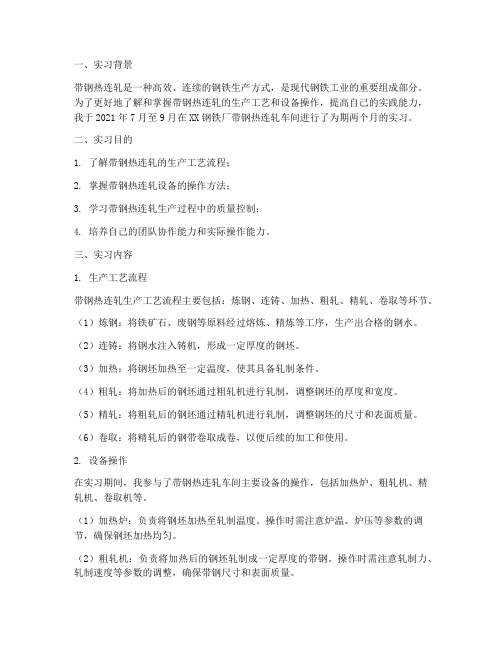
邯钢CSP生产线一期工程于1999年12月投产,主要的生产设备有1台连铸机,1座辊底式加热炉,1架粗轧机,一座均热炉,5架精轧机和一台地下卷取机。
成品厚度1.2~20mm;2003年初,进行了二线建设,增加了1台连铸机,1座加热炉,1架精轧机和一台卷取机(图1),不仅产量增加了一倍,而且最薄成品厚度也从1.2mm达到了1.0mm。
热轧实习报告范文
医学影像学的定义与目的医学影像学是一门通过使用不同的医学影像技术,如X射线、超声波、计算机断层扫描(CT)、核磁共振成像(MRI)等,来诊断和治疗疾病的学科。
医学影像学的主要目的是帮助医生们更好地了解患者的身体情况,从而提供准确的诊断和治疗方案。
在医学影像学的领域中,影像学医师们通过观察和分析不同类型的医学影像,可以帮助医疗团队更快速、更准确地确定患者的病情和疾病发展趋势。
医学影像学的定义医学影像学是一门综合性学科,旨在通过各种医学影像技术来研究人体的结构和功能,并在临床诊断和治疗中发挥重要作用。
这些医学影像技术包括传统的X射线摄影、超声波、CT扫描、MRI等。
通过这些技术,医生们可以获取患者内部器官和组织的影像信息,从而做出正确的诊断。
不同的医学影像技术在诊断不同类型疾病时有其独特的优势。
X射线适用于骨骼和胸部的成像,超声波常用于肝脏、肾脏等脏器的检查,CT和MRI则适用于全身各部位的成像。
无论是哪种技术,医学影像学都旨在提供准确、清晰的影像,帮助医生准确判断患者的病情。
医学影像学的目的医学影像学的主要目的是为了提高医学诊疗的准确性和效率。
通过医学影像学,医生们可以更全面地了解患者的病情情况,有助于明确诊断和选择合适的治疗方案。
此外,医学影像学还可以帮助医生们在手术前后监测患者病情的变化,评估治疗效果,并帮助患者更好地康复。
除了在诊断方面的应用,医学影像学还在科学研究和教育培训方面发挥着重要作用。
科研人员们通过医学影像学技术,可以更好地研究疾病的发病机制和发展规律,从而探索新的治疗方法。
在教育培训方面,医学影像学也被广泛地应用,帮助医学生更好地理解人体结构和疾病变化。
总而言之,医学影像学作为一门重要的医学学科,为医疗工作者提供了强大的诊断和治疗工具。
通过不断地研究和发展,医学影像学将继续为人类健康事业做出更大的贡献。
酒钢CSP薄规格生产实践
换辊、 连铸 机断 浇 ) 等 特点【 。尽管 如此 , 国 内外 钢 铁 企 业 都 在 积 极 探 索 薄 规 格 稳 定 性 轧 制 技 术, 因为 , 厚度规格小于 2 . S mm 的热 轧 带 钢 , 市 场 售 价 较相 同牌 号 的普 通 规 格售 价 高 1 0 0 — 2 5 0
元/ 吨【 。
的热 轧 带 钢 生产 . 其具 有 轧 制 负荷 大 、 轧 制 速度
酒钢 C S P生产线 自 2 0 0 6年 5月投 产 后 。 为
— —
4 9— —
・
酒钢 科技 2 0 1 5年 第 3期 ・
最 大程 度 发 挥 薄 板 坯 连 铸 连 轧 生 产 工 艺 优 势 , 持 续 提 高薄 规 格创 效 能 力 , 于2 0 0 7年 成立 了薄 规 格 轧 制攻 关 小组 。致 力 于薄 规格 生 产工 艺 研
me a s u r e s a r e p u t f o r w a r d t o s o l v e he t C S P p r o d u c t i o n l i n e ma i n p ob r l e ms e x i s t i n g i n he t t h i n
e ic f i e n t p r o d u c t i o n a n d b r e a k o u t t h e CS P s i n g l e s e t f o r o l l i n g w i d e s t i r p t h i c k n e s s 1 . 4 mm a b o v e 3 0 0 t .
鞍钢热轧带钢实习报告

一、实习背景随着我国经济的快速发展,钢铁行业作为国家重要的基础产业,对国民经济的贡献日益显著。
鞍钢作为我国钢铁行业的领军企业,其热轧带钢生产线的现代化水平和工艺技术一直处于行业领先地位。
为了深入了解钢铁生产过程,提高自身实践能力,我于2023年在鞍钢热轧带钢厂进行了为期一个月的实习。
二、实习内容1. 生产线参观与学习在实习期间,我首先对鞍钢热轧带钢厂的生产线进行了全面的参观和学习。
通过参观,我对热轧带钢的生产流程有了初步的了解,包括炼钢、连铸、热轧、冷轧等环节。
2. 热轧带钢生产工艺学习在技术人员指导下,我学习了热轧带钢的生产工艺。
主要内容包括:(1)热轧带钢的生产原理:热轧带钢是通过将高温铁水经过连铸、热轧等工艺,使钢水在高温下形成带状,然后经过冷轧、退火、酸洗等工艺,最终得到不同规格的带钢。
(2)热轧带钢的生产设备:我了解了热轧机组、飞剪机组、卷取机组等主要生产设备的结构、工作原理和操作方法。
(3)热轧带钢的生产工艺参数:学习了温度、速度、压力等关键工艺参数对带钢质量的影响。
3. 实习项目参与在实习期间,我参与了“热卷箱空过生产”项目。
该项目旨在解决热卷箱故障导致生产线停产的问题。
通过查阅资料、研讨和试验,我掌握了以下关键技术:(1)R2带载降速:通过优化飞剪联锁,实现热卷箱故障时,带钢不经过热卷箱直接进行连轧连切。
(2)带尾温度控制:通过精确控制带尾温度,提高带钢质量。
(3)生产过程监控:利用自动化控制系统,实时监控生产过程,确保生产稳定。
三、实习收获1. 专业知识提升通过实习,我对热轧带钢的生产工艺、设备、参数等方面有了深入的了解,提高了自己的专业知识水平。
2. 实践能力增强在实习过程中,我参与了实际项目,锻炼了自己的动手能力和团队合作精神。
3. 职业素养提高在实习期间,我严格遵守企业规章制度,认真完成各项工作任务,提高了自己的职业素养。
四、实习总结1. 肯定成果本次实习使我深刻认识到鞍钢热轧带钢生产线的现代化水平和工艺技术的先进性。
宝钢实习报告热轧冷轧

宝钢实习报告——热轧与冷轧
一、前言
作为一名 Materials Science and Engineering 的学生,我很荣幸能有机会在宝
钢集团进行为期两周的实习。
在这段时间里,我主要参观了宝钢的热轧和冷轧厂,对钢铁生产的全过程有了更深入的了解。
二、热轧厂实习
在热轧厂,我了解到钢坯经过加热炉加热后,通过粗轧和精轧两个阶段,最终成为厚板、卷板等产品。
在这个过程中,我深刻体会到热轧工艺的复杂性和精确性。
每一道工序都需要严格控制温度、轧制力等参数,以确保产品的质量。
此外,热轧厂的自动化程度也给我留下了深刻的印象。
从钢坯的自动加热、轧制,到产品的自动切割,整个过程高效且精确。
三、冷轧厂实习
在冷轧厂,我了解到冷轧工艺主要是将热轧后的钢板进行冷轧、拉伸、平整等处理,以获得更高的精度和更好的表面质量。
在这个过程中,我注意到冷轧厂对产品质量的控制更为严格。
每一道工序都需要进行严格的质量检查,以确保产品的精度和平整度。
此外,冷轧厂的环保措施也给我留下了深刻的印象。
通过一系列的废水处理、废气处理等手段,宝钢有效地减少了生产过程对环境的影响。
四、总结
通过在宝钢的热轧和冷轧厂的实习,我对钢铁生产的全过程有了更深入的了解。
我深刻体会到钢铁生产的复杂性和精确性,以及宝钢对产品质量的严格控制。
同时,宝钢的自动化程度和环保措施也给我留下了深刻的印象。
这次实习让我更加坚定了成为一名 Materials Science and Engineering 专家的决心,并为我未来的学习
和职业发展提供了宝贵的经验。
热轧厂实习报告

热轧厂实习报告
我在热轧厂进行了为期两周的实习,期间学习了热轧生产线的操作流程、设备运行和维护以及质量控制等方面的知识。
首先,我了解了热轧生产线的整体工艺流程,包括原料准备、加热、轧制、冷却等各个环节。
在实习期间,我有幸观察到了热轧生产线的实际操作,并参与了其中的一些工作。
通过实际操作,我对热轧生产线的工作原理和流程有了更深入的了解。
其次,我还学习了热轧生产线上各种设备的操作和维护。
我跟随工作人员学习了轧机、炉炉、冷却设备等设备的操作,了解了它们的工作原理和日常维护保养知识。
这些知识不仅加强了我的理论基础,也提升了我的实际操作能力。
在实习期间,我也参与了产品的质量控制工作。
我学习了如何通过观察和测量来判断产品的质量,以及如何进行调整和改进生产过程,以提高产品的质量。
总的来说,这次实习让我对热轧生产线有了更深入的了解,也提升了我的操作和质量控制能力。
我相信这些知识和经验将对我的未来职业发展产生积极的影响。
感谢热轧厂的领导和同事们在我实习期间的指导和帮助!。
武钢实习热轧冷轧报告
一、冷轧车间概述冷轧车间采用热轧带卷,重量在15-24吨之间,主要由热轧车间炉卷轧机供应。
热轧带卷经过酸洗、轧制、退火、平整四个工艺过程,生产出达到客户要的冷轧产品。
生产工艺:热轧卷→酸洗→冷轧→退火→平整→精整→合格的产品四辊可逆式冷轧机由美国Tippins负责工艺、设备设计,控制系统采用Tippins过程控制系统,由过程自动化控制器,操作站,二级计算机和网络数据库服务器组成的局域网,达到平稳的轧机启动、系统最大的可靠性和可维护性。
冷轧车间生产的主要产品有:Q195普通碳素结构钢;ST12/SPCC 一般用途冷轧薄钢板,黄磷桶用板ST12p,一汽红塔用板ST12v;SPCD/ST13冲压用冷轧薄钢板;SPCE/ST14深度冲压用冷轧薄板;工业钛板TA1等多种用途的钢板。
产品结构:厚度0.2~2.0mm;宽度:875~1550mm。
实习的主要内容1.1酸洗冷轧车间推拉式酸洗生产线是从奥地利ANDRITZ公司引进的,具有设备简单、操作方便、易维护等优点。
酸洗的目的是去除带钢表面的氧化铁皮,对带钢进行矫直,在一定程度上减小带钢浪形,消除因板形不好所产生的表面划伤,保证带钢头尾剪切断面平直。
工艺流程:上料→除去捆带→开卷→矫直→切头/切角→穿带→酸洗→冲洗→吹扫→烘干→分卷/切尾→剪边→卷取/涂油→打捆/称重→卸料主要技术参数和工艺过程:推拉式酸洗生产线年生产能力55万吨,最大卷重30吨,带钢宽度1100~1575mm,厚度1.5~5.0mm;机组最大运行速度150m/min;酸损0.6%,酸洗用酸浓度200±20g/L,废酸中铁的最大浓度125g/L,酸洗温度75~90℃,冲洗水温度60~80℃,烘干最大温度120℃,最大加热能力150吨/h。
工艺过程:运卷小车对正钢卷托起,运到支撑地辊上,剪除捆带,圆周驱动辊压下,地辊与圆周驱动辊同时反转将带头定位于圆周驱动辊前。
开卷铲板升起,伸出,铲起带头,使带头略微上翘,地辊与圆周驱动辊同时正转,带头沿铲板进入转向辊,进入打开的九辊矫直机。
带钢热连轧在校实习报告
一、实习背景带钢热连轧是一种高效、连续的钢铁生产方式,是现代钢铁工业的重要组成部分。
为了更好地了解和掌握带钢热连轧的生产工艺和设备操作,提高自己的实践能力,我于2021年7月至9月在XX钢铁厂带钢热连轧车间进行了为期两个月的实习。
二、实习目的1. 了解带钢热连轧的生产工艺流程;2. 掌握带钢热连轧设备的操作方法;3. 学习带钢热连轧生产过程中的质量控制;4. 培养自己的团队协作能力和实际操作能力。
三、实习内容1. 生产工艺流程带钢热连轧生产工艺流程主要包括:炼钢、连铸、加热、粗轧、精轧、卷取等环节。
(1)炼钢:将铁矿石、废钢等原料经过熔炼、精炼等工序,生产出合格的钢水。
(2)连铸:将钢水注入铸机,形成一定厚度的钢坯。
(3)加热:将钢坯加热至一定温度,使其具备轧制条件。
(4)粗轧:将加热后的钢坯通过粗轧机进行轧制,调整钢坯的厚度和宽度。
(5)精轧:将粗轧后的钢坯通过精轧机进行轧制,调整钢坯的尺寸和表面质量。
(6)卷取:将精轧后的钢带卷取成卷,以便后续的加工和使用。
2. 设备操作在实习期间,我参与了带钢热连轧车间主要设备的操作,包括加热炉、粗轧机、精轧机、卷取机等。
(1)加热炉:负责将钢坯加热至轧制温度。
操作时需注意炉温、炉压等参数的调节,确保钢坯加热均匀。
(2)粗轧机:负责将加热后的钢坯轧制成一定厚度的带钢。
操作时需注意轧制力、轧制速度等参数的调整,确保带钢尺寸和表面质量。
(3)精轧机:负责将粗轧后的带钢轧制成最终尺寸。
操作时需注意轧制力、轧制速度、轧辊间隙等参数的调整,确保带钢尺寸和表面质量。
(4)卷取机:负责将精轧后的带钢卷取成卷。
操作时需注意卷取速度、张力等参数的调整,确保带钢卷取质量。
3. 质量控制在带钢热连轧生产过程中,质量控制至关重要。
主要控制内容包括:(1)钢水质量:确保钢水成分、温度等符合生产要求。
(2)铸坯质量:检查铸坯尺寸、表面质量等,确保铸坯合格。
(3)加热质量:确保钢坯加热均匀,无过热、过烧现象。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.2 mm 薄规格热轧带钢生产实践
供稿|聂玉珠1 ,信晓兵2/ NIE Yu-zhu1 ,XIN Xiao-bing2
【期刊名称】金属世界
【年(卷),期】2016(000)003
【总页数】4
内容导读
作为资源节约、环境友好型材料的薄规格热轧带钢,不仅可以节约生产成本;也可以替代部分冷轧产品。
文章通过对薄板坯连铸连轧生产线开发薄规格热轧带钢生产实践的分析,着重阐述了薄规格生产中加热制度、负荷分配、速度控制、活套技术、工艺润滑、板形控制以及表面检测等方面的实践经验,总结了1.2 mm 薄规格热轧带钢生产过程的关键技术。
指出1.2 mm 薄规格热轧带钢的稳定批量生产是对蓄热式燃烧技术运用到辊底炉取得成功的有力证明,并且使薄规格以热代冷趋势向前迈进了一大步,满足了用户降低成本的实际需求。
薄规格热轧带钢资源节约、环境友好型材料,较以热轧板为原料再用冷轧工艺生产的薄板具有明显的成本优势[1],目前世界范围内约有25% 的冷轧薄板可用薄规格热轧带钢代替[2]。
但实际生产中,薄规格热轧带钢的制造对工艺及设备要求更高,存在由于温差大造成的轧制状态不稳定、易跑偏、板形差、不易控制和带钢表面质量差等难点。
唐钢通过提高加热炉温度控制精度,优化薄规格产线轧机的压下负荷分配,采取工艺润滑及动态PC 控制等板形控制措施,系统研究了薄规格热轧带钢生产的关键技术,有效解决了其生产过程的技术难题,实现了1.2 mm 规格热轧带钢批量稳定生产。
不仅为热轧带钢以热代冷、以薄代厚提供了可能,而且为同行业类似产线的薄规格生产提供了宝贵经验,。