大型锥形筒体锻造技术研究_刘凯泉
大型锥形筒体的锻造_孙峰

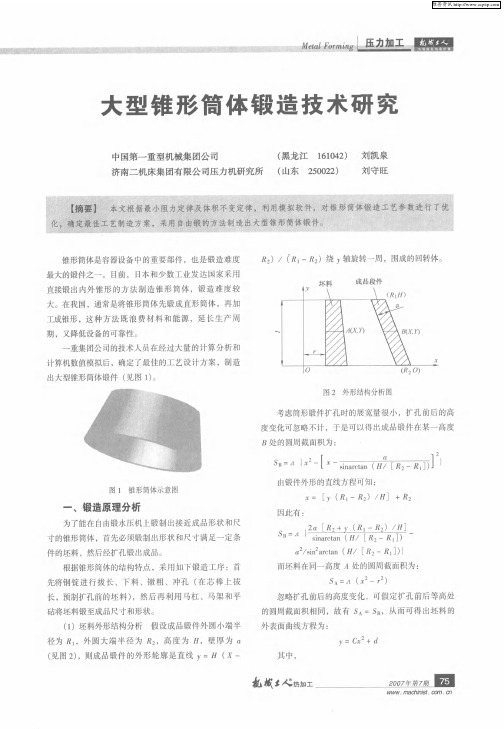
图 1 坯料外形结构分析图 F i . 1 D i a r a m o f b l a n k s t r u c t u r e a n a l s i s g g y
若扩孔前后 的 高 度 变 化 忽 略 不 计 , 于是可以 得出 成 品 锻 件 在 某 一 高 度 B 处 的 圆 周 截 面
(
)
很显然 , 坯料的外圆轮廓应是由一段二次抛 物线绕 Y 轴旋转 1 周而围成的回转体 。 这种回转 体的抛物线 轮 廓 结 构 在 实 际 操 作 上 难 以 实 现 , 必
7] 。 须寻求相对合理的坯料外形结构 [
1 锻造原理分析
1. 1 坯料外形结构分析 如图1 所示 , 设锻件小端外圆半径为 R1 , 大端 外圆半径为 R2 , 高度 为 H , 壁 厚 为 a, 则成品锻件 ( B -R2) 绕Y 的外形轮廓 可 看 作 是 直 线l = H x R1 -R2 轴旋转 1 周围成的回转体 , 回转半径为r。
1. 2 实际预制坯料形状分析 回转体抛物线轮廓可看作是 由 无 限 个 台 阶 型 如图 2 所示 。 在 实 际 操 作 中 , 可 轮廓组合而成的 , 以考虑用阶梯状外形结构坯料代替抛 物 线 轮 廓 坯
8] 。 这种阶梯 坯 料 在 扩 孔 初 期 , 料[ 先是坯料的大
径部分与砧 子 接 触 , 使这部分金属沿圆周方向强 烈延伸 , 当大 端 扩 到 一 定 程 度 时 , 再 扩 小 端, 随着 坯料与砧子的接触范 围 将 逐 渐 加 大 , 扩孔的继续 , 锥度逐渐形成 , 并随壁厚的不断减 薄 而 逐 渐 增 大 。 当马杠 、 砧子同坯料在整个坯料长 度 上 相 接 触 时 , 锻件可 达 到 成 品 尺 寸 和 形 状 , 从而锻制出锥形 筒体 。
高速机车锥形空心轴的锤上径向锻造成型

图 4是锤上 径 向锻 造成 型麒理 图 。锻模 ( 叉称 型砧 ) 放在 锻锤 的砧 座( 画 出 ) 锻模 ( 未 上, 型砧 ) 的上模 ( 叉称上
型砧 ) 自由锻锤的打 击下可 以下 行打击坯料 至模具 闭台 . 在
机械工程师 20 06年第 7 I 6 期 13
维普资讯
程为 :
下 料一 1次加热 一 自由锻镦粗 、 冲孔一 2次加 热芯 棒 拔 长一3次加热一 芯棒 拔长 一机 加工 通常, 把减 少 空心 坯料 外 径 ( 厚 ) 壁 而增 加 其 氏度 的
锻造 工序 称为 芯捧 《 ) 轴 拔长( 图 2 , 以锻 造各 种长 筒 如 )用 锻件 :在 锻造 过程 中, 毛坯 受到 三 向不均 匀 的压缩 应 力 , 个 压缩 变形 s 和两 个伸 长变形 一 :芯棒 ( ) . 轴 拔长变 形和 拔长 一样 . 使坯 料 截面 减小 而长 度增 长 . 区别 的是用 窄心 坯料 拔长 , 因此 是拔 长的一 种变 态工种 . 同样存 在拔 长技 率和拔 长质 量 问题 。
锻造成型生产 的高速机车锥形空心轴锻件重量为 3 4 g 1 。 k 锥形 空 心轴 锻 件 采用 室 式 重油 炉 加热 ,每 次 每件 加
热 烧损率 为 2 , 连皮 为 4k。 % 冲孔 g 老工 艺生 产 的锥形 空心 轴 锻件 , 采用 3 次加热 , 烧损和 连皮共 消耗材 料 7 g 加热 4k。
轴将 牵引 电机 的 动力传 送至 车轮 上 , 使机 车高 速运 行 , 是 高速 机车 三大 关键 技术 之一 。该 空 心轴 原生产 ] 艺是 自 由锻一芯 捧拨 长 成型 , 材料 利用 率 低 、 品合 格率 低 、 产 费 工 费时 、 后续 工 序 机加 工量 大 , 产成 本 高 , 生 不利 于 铁路 高速 机车 的国 产化
219409323_33_年“抡”大锤

新闻特写NEWS FEATURE“疯魔”,填补技术空白作为核电机组的关键部件,核电锻件的制造是世界公认的绝对的高精尖技术,也曾一度是我国急缺、急需突破的关键技术。
“造出来,我们不仅能突破封锁,更能进入更加广阔的市场,”彼时,刘伯鸣便暗下决定:要全力攻坚,为中国制造贡献自己的力量。
不久后,一项艰巨的任务落到了刘伯鸣的肩上——制造第三代核电装备核心部件锥形筒体。
该项目是第三代百万千瓦核电装备国产化进程中必须突破的生产操作型难关。
锥形筒体外形相当复杂,类似2米高、4米多宽的“米斗”,按照设计标准,锥度、厚度、椭圆度等技术指标要求非常苛刻,不仅要保证筒体大、小圆的同心度,还不能出现较大椭圆,可谓形状异常复杂、锻造难度等级最高的筒类锻件。
制造这样的筒类锻件,在国内尚无先例,对制造企业的锻造水平和极端制造能力都是一次严苛考验。
项目攻关期间,刘伯鸣近乎“走火入魔”。
上班时,他满脑子想的都是锻件变形过程和工艺参数,与工艺技术人员讨论方案构想和改进措施,常常顾不上休息和吃饭。
即便下班回到家,他也是闲不住,找来面团模拟锥形筒体的变形,借此来反复 文/图 于勇“我的工作,就是用15000吨的‘大锤’把1200℃高温的特种钢锭捶打成轴、辊、筒、环等各类大锻件”。
中国一重锻钢事业部水压机锻造厂副厂长刘伯鸣33年来专注一件事——锻造“大国重器”。
琢磨锻压操作中的关键要点。
到了关键锻造环节,他更是3天3夜吃住在单位,每一个锻造过程都亲自操作。
功夫不负有心人。
刘伯鸣终于找到了锥形筒体在专用芯棒拔长、专用马杠扩孔叠片增减时机等锻造过程的关键控制点,并且提出了更具针对性的筒体拔长优化方案。
操作台上,刘伯鸣认真观察着形变的料面,变换着指挥的手势,牢牢掌控着每一处要点。
硕大的锤头稳稳施压,精确地控制着锥形筒体的每一丝形变……国内最大的首件CAP 1400锥形筒体最终一次锻造成功!就这样,刘伯鸣带着工友们用“疯魔”般的毅力,成功填补了我国核电装备制造中仿形锻造技术的空白,登上了国际高端锻件产品制造的又一座顶峰。
大型锥形筒体锻造技术研究
便更好地确定锥形简体锻造的变形过程,对锥形简体在
最后工序 的金属流 向进行 了有限元分析 ( 图 4 。 见 )
镦粗 、冲孔一预扩孔 、平整一拔 长为阶梯形坯 料一预
困 z 堡 笠
w ww. c ii . 0n c ma hns c r . n t
蓍f
轮廓可看作是由无限个台阶型轮廓组合而成的。因此, 在实际操作中,可以用阶梯状外形结构的坯料代替抛物
线轮廓坯料。阶梯坯料 的台阶数 量和尺寸 ,应根据 锻件
尺寸 、锥度和台阶直径差 的大小来选取。
图 3 抛物线轮廓的简化
量 ,布 压塑 下性 3应 5l m力 等 效 l 厂 = 分
出的 J J_05 G_ 31 型数控激光切割 机 ,是该厂 首次开发 的 具有 自 知识 产 权 的设 备 ,采 用横 梁 双 电动 机驱 动 技 主
术 ,具有运动速度快且运行平稳 的特点 。 本届展会展 出的数控激光切 割机 ,除意 大利普瑞 玛 工业公 司 ( R MA I DU T I )的 S C ON P I N S R E YN R O数 控
d ————
-- _ 二
——一
2 ia t 【 / R Hs r a ( 2一R1J ncn ) 2( 。 尺1一尺 ) 2
很显然 ,坯料 的外 圆轮廓应是 由一段二次抛 物线绕 Y 轴旋转一周而围成的 回转 体。这种 回转 体的抛物 线轮 廓结 构给锻制坯料带来 了很大 困难 ,在实 际操作 时极难 实现 。因此 ,必须寻求合理的坯料外形结构 。 ()预制毛坯形状分析 由于 回转体 的抛物线 轮廓 2 结构在实际操作上难以实现 ,因此 ,在实 际操 作时应对 抛物线轮廓进行简化处 理。如图 3 所示 ,回转 体抛物线
薄壁锥形件加工工艺改进

加 工 ,主要 特 点 是 偏 心距 大 ,一 是 要 考 虑 怎 么 样 装 夹 牢 固,二是 要 考 虑离 心 力 对 加 工 后 产 品 的 尺 寸 精 度 影响 ,三是 要 考 虑对 此 工 艺 的 合 理 性 和 基 准 的 要
求 。该工 艺方 案 通 过加 工 出来 的 产 品 验 收 后 得 到 了
才能 满 足零件 尺 寸要 求 。采 用该 方 案 制 造 的 内锥罩 ,
顶
材料 成本 有 明显 降 低 ,但 综 合 成 本 较 机 加 T 方 案 并
针 对 内锥罩 采 用 机 加 及 铸 造 成 型 方 法 存 在 的不
足 ,我 们对 内锥 罩 的 冲压 方 案 进 行 了不 断 探 索 及 试
轴转速 4 5 0 r / ai r n,旋 轮进 给 量
0 . 0 7 mm / r ,控 制壁厚 尺 寸 ( J . 3 0±0 . 0 5 )m m、锥 体
T 鼬 啦 。 I 工 艺
6 ≥1 0 % ,可 进行 热处 理 强 化 ,有 很 好 的 铸 造性 。该 T艺 方法 材 料 消 耗 小 、生 产 效 率 高 ,但 压 铸 成 型 的 零件 极易 产 生 以 下 缺 陷 :沿 开模 方 向 铸 件 表 面 呈 线 性条 状 的拉 伤 痕 迹 ;金 属 液 与 模 具 表 面 粘 合 ,导 致 0 . 0 6 m m,主 轴 转 速 4 5 0 r / ai r n ,
获得较 高 的合 格 率 ,但 材 料 消 耗 大 、工 序 繁 多 、生 产 率低 、劳动 强度 大 、生产 成本高 。
( 2 )铸 造成形
图 l
_ l ¨ I . …1 - l l ¨ _ ¨ h . I ‘ l l ¨ ・ ’ ’ 一・ h ¨ 。 l l ¨ ・ ’ _ l ¨ I - I h l - ‘ ¨ ¨ … ’ 。 h … I ‘ | , hl } ‘ l ¨ 一 ’ _ l ¨ ¨ I “ …… ’ _ ¨ l 一 【 _ ¨ _ -“ ¨ 。 l l ¨
锥形筒体热处理后的加工

处 ( 、B ,这两处尺寸在装卡移动时相互制约 , A ) 作为 加工 时重 要检 测部 位 见图 1。 )
在上立车前我们先安排了划线 ,对锥形简体 进行实测 ,检查各部尺寸及变形情况 ,又将实测
的数 据 绘成 了图形 ,与精 加工 图进行 了对 比 ,经
模拟分析 ,确定了上下两端面所应去掉 的余量及
关键词 :锥形简体 ;热处理 ;加工 ;变形 ;A tC D uo A
中 图分 类 号 :T 6 + 文 献 标 识 码 :B 文 章 编 号 :17 — 3 5 (0 8 0 — 0 3 0 H1 1. 1 6 3 35 2 0 ) 5 0 2 — 2
核 电产 品 的制造 代 表一 重 集 团公 司 在 同行业 中 的 重 要 地 位 和 技 术 实 力 。 在 日益 激 烈 的竞 争
工 ,然 后在 数控 立车 上进 行精 加工 。
中,核电产品有着广 阔的前景 ,能够在核电市场
中 占有 一 席之 地 ,对 一 重未 来 的发 展 前 景有 着深
3 技术准备
从 制造 工 艺 过程 上来 分 析 ,此 工 件 主要 的 制 造 难 点是 热处 理 变形 情 况 复杂 ,因为 是锥 形 ,工
加 工 中还没 有 遇 到过 。针 对 工件 的特 点 ,我们 充 分 考虑 到加 工 中可 能 出现 的 困难 ,力求 在 动 刀加
要作用 。锥形筒体本 身结构特点是具有 “ 直段” 与 “ 段 ”相 连 的 “ 斗形 ”结构 ,形状 较 为 复 斜 米
杂 ,它 不但 要 求 锻造 的技术 水 平高 、难 度大 ,而
A tC D 中叠 放 到一 起 ,找 出两 处 加 工余 量最 小 uo A
2 工 艺流 程
多角度锥形筒体旋压成型方法[发明专利]
![多角度锥形筒体旋压成型方法[发明专利]](https://img.taocdn.com/s3/m/d23433eade80d4d8d05a4f49.png)
专利名称:多角度锥形筒体旋压成型方法专利类型:发明专利
发明人:陈妍,初敬生,陈振,韩庆波
申请号:CN201710052910.8
申请日:20170122
公开号:CN106903204A
公开日:
20170630
专利内容由知识产权出版社提供
摘要:本发明公开了一种多角度锥形筒体旋压成型方法,采用多角度锥形筒体反向复合旋压成型,将两段或多段多角度锥形筒体一体化成形,比传统的分件焊接、机加、组焊成形工艺方法加工效率大幅度提高,加工成本大幅度降低,满足了圆度要求,并有效提高加工效率;消除了分件焊接成形纵焊缝对接处形成的直边缺陷,也消除了对接环焊缝处内型面环焊缝容易凹陷问题,有效提高多角度锥形筒体的整体加工精度、外观质量和内部质量。
申请人:湖北三江航天江北机械工程有限公司
地址:432000 湖北省孝感市北京路特6号
国籍:CN
代理机构:武汉开元知识产权代理有限公司
更多信息请下载全文后查看。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
图! 钢锭和锻坯冷却时间
四、结语
通过对锥形筒体锻件拔长下料、预扩孔、预制阶梯 坯料 等 工 艺 参 数 的 确 定, 制 定 了 锻 造 工 艺, 并 在 " $ ! % % % * + 水压机上完成了锥形筒体锻件的工业性生产。 实际生产证明,本文给出的制坯参数是合理的,所采用 的锻造方法可以用于大型锥形筒体锻件的生产。
图* 抛物线轮廓的简化
这种阶梯坯料在马杠扩孔初期,先是坯料的大径部 分与砧子接触,使该部分的金属沿圆周方向强烈延伸, 此时坯料的小径部分未与砧子接触,但由于坯料的整体 性也使该部分金属沿圆周方向获得少量延伸。当大端扩 到一定程度时,再扩小端。如此反复,随着扩孔的继 续,坯料与砧子的接触范围逐渐加大,并在全长上形成 了金属沿周围方向的不均匀分布。其后坯料内外表面同 马杠与砧子的接触长度继续增加,锥度逐渐形成,并随 壁厚的不断减薄而逐渐增大。当马杠、砧子同坯料在整 个长度上相接触时,锻件达到成品尺寸和形状,从而锻 制出锥形筒体。
!"
[ ( ] * # ! " # $ % & ’ $ # #/ $(%$)) ( ( ) & $)%$( ( 很显然,坯料的外圆轮廓应是由一段二次抛物线绕
+ 轴旋转一周而围成的回转体。这种回转体的抛物线轮 廓结构给锻制坯料带来了很大困难,在实际操作时极难
实现。因此,必须寻求合理的坯料外形结构。 ( )预制毛坯形状分析 由于回转体的抛物线轮廓 ( 结构在实际操作上难以实现,因此,在实际操作时应对 抛物线轮廓进行简化处理。如图 * 所示,回转体抛物线 轮廓可看作是由无限个台阶型轮廓组合而成的。因此, 在实际操作中,可以用阶梯状外形结构的坯料代替抛物 线轮廓坯料。阶梯坯料的台阶数量和尺寸,应根据锻件 尺寸、锥度和台阶直径差的大小来选取。
化,确定最佳工艺制造方案,采用自由锻的方法制造出大型锥形筒体锻件。
锥形筒体是容器设备中的重要部件,也是锻造难度 最大的锻件之一。目前,日本和少数工业发达国家采用 直接锻出内外锥形的方法制造锥形筒体,锻造难度较 大。在我国,通常是将锥形筒体先锻成直形筒体,再加 工成锥形,这种方法既浪费材料和能源,延长生产周 期,又降低设备的可靠性。 一重集团公司的技术人员在经过大量的计算分析和 计算机数值模拟后,确定了最佳的工艺设计方案,制造 出大型锥形筒体锻件 ( 见图! ) 。
图 +
通过对锥形筒体锻件成形原理及锻造时金属流向的 有限元分析,印证了锥形筒体锻件锻造成形的机理。确 定了芯棒拔长制取阶梯坯料的工艺参数,掌握了扩孔实 际操作和加热及拔长时,坯料不对称性对锥形筒体锻造 成形的影响。
三、锥形筒体锻件锻造工艺参数的确定
! "变形过程的确定 图,是钢锭和锻坯冷却时间图,根据钢锭和锻坯冷 却时间图、锥形筒体锻件形状的特点以及实物模拟成功 的经验,确定其变形过程为:压钳口、倒棱、拔长下料 !镦粗、冲孔!预扩孔、平整!拔长为阶梯形坯料 ! 预
# $ % & ’( ) * + , .
压力加工
扩锥形孔!扩锥形孔至成品尺寸。
好准备,因此需增加平整坯料端面工序。 ( )拔长为阶梯型坯料 ( ( )预扩锥形孔 ! 为满足制坯参数的要 求,采用专用辅具预制阶梯形坯料。 预扩锥形孔先压阶梯坯料的 大头端,使这部分金属沿圆周方向强烈延伸,此时 坯料的小径部分未同砧子接触,但由于坯料的整体 性,也使该部分金属沿圆周方向获得少量延伸。当 大端扩到一定程度时,再扩小端。如此反复,随着扩孔 的继续, 坯料与砧子的接触范围逐渐加大,并在全长上 形成了金属沿周围方向的不均匀分布。其后坯料内外表 面同马杠与砧子的接触长度继续增加,锥度逐渐形成, 并随壁厚的不断减薄而逐渐增大。 ( )锥形筒体锻件扩孔出成品 此时锻件已经基本 ) 形成锥度,继续扩孔即可得到锥形筒体锻件。本工序 中,辅具的摆放十分重要,关系到该工序能否顺利进 行。
! "各工序参数的确定 ( )拔长下料 本工序需要确定的工艺参数主要有 " 钢锭重量及类型、钢锭水冒口切除量、毛坯下料时的尺 寸和重量。确定上述工艺参数的依据主要有零件技术条 件、锻造余量、工艺余量以及各种工艺规范。一般来 说,坯料下料时的高径比为" 。 # ! !$ 按照某公司钢锭冒口及水口废料切除规定,一般空 心锻件冒口切除为钢锭自重的% !& ’,水口切除量为锭 重的$ ’!! ’。考虑到钢锭冶炼质量较好,取冒口切除 量为零,水口切除量为锭重的! ’。 ( )镦粗、冲孔 镦粗时一般采用镦粗比为 $ 。冲 $ 孔时冲子直径的选择要根据坯料镦粗后的直径及车间现 有辅具情况来定。为防止冲孔后的飞边毛刺在以后的锻 造过程中折伤,需采用吹氧的方法将其去除。 ( )预扩孔、平整 根据实物模拟成功的经验,此 & 工序应保证坯料端面平整,为下火次拔长阶梯的坯料做
其中,
热加工
/ ! " " #年 第#期 0 ! ! ! 1 " # $ % & ’ & ( ) 1 $ * " 1 $ ’
压力加工 , . & /0 1 * 2 3 4 5
[ ( ] # ! " # $ % & ’ $ # #/ $(%$)) ( ) & $)%$( ( / [ ( ] ( & $(# %((# ! #/ $(%$)) " # $ % & ’ $ # ’" ) &( $)%$() (
" ") ’.#! ( ( $ * 忽略扩孔前后的高度变化,可假定扩孔前后等高处 的圆周截面积相同,故有 ’.#’%,从而可得出坯料的 外表面曲线方程为: " ( -, $#+
[
]
"
一、锻造原理分析
为了能在自由锻水压机上锻制出接近成品形状和尺 寸的锥形筒体,首先必须锻制出形状和尺寸满足一定条 件的坯料,然后经扩孔锻出成品。 根据锥形筒体的结构特点,采用如下锻造工序:首 先将钢锭进行拔长、下料、镦粗、冲孔 ( 在芯棒上拔 长,预制扩孔前的坯料) ,然后再利用马杠、马架和平 砧将坯料锻至成品尺寸和形状。 )坯料外形结构分析 假设成品锻件外圆小端半 ( ! 径为 !!,外圆大端半径为 !",高度为 " ,壁厚为 # ( 见图" ) ,则成品锻件的外形轮廓是直线 $#" ( %$
二、对锥形筒体金属流向的有限元分析
为研究锥形筒体的锻造特点及其金属变形规律,以 便更好地确定锥形筒体锻造的变形过程,对锥形筒体在 最后工序的金属流向进行了有限元分析 ( 见图+ ) 。 . -# $ $ %年 第%期
! ! ! / " # $ % & ’ & ( ) / $ * " / $ ’
热加工
. / # 01 2 * 3 4 5 6
压力加工
大型锥形筒体锻造技术研究
中国第一重型机械集团公司 济南二机床集团有限公司压力机研究所 (黑龙江 ! ) " ! # $ % (山东 % ) & # # % % 刘凯泉 刘守旺
【 摘要】 本文根据最小阻力定律及体积不变定律,利用模拟软件,对锥形筒体锻造工艺参数进行了优
( !") / !!$!")绕$ 轴旋转一周,围成的回转体。
图" 外形结构分析图
考虑筒形锻件扩孔时的展宽量很小,扩孔前后的高 度变化可忽略不计,于是可以得出成品锻件在某一高度 & 处的圆周截面积为:
图! 锥形筒体示意图
# " ’%#! { ( $ ($& [ ) } ’ ( ) * + , ) (( "/ !"$!!] 由锻件外形的直线方程可知: (# [ !!$!") / " ]-!" $( 因此有: #[ !"-$ ( !!$!") / "] " ’%#! { [ )$ "/ !"$!!] & ’ ( ) * + , ) (( "/ " [ ) } # * + , ) (( "/ !"$!!] & ’ () 而坯料在同一高度 ) 处的圆周截面积为:
( ) $ %% , % ! " )
"""""""""""""""""""""""""""""""""""""""""""" 型数控激光切割机,采用德国 3 ( 上接第, 5 4 ; = 6 4 ; 切割头,随 "页) 动系统采用电容式传感器,具有良好的防碰撞功能。上 轴或&轴以上,保证了机床良好的动态特性和优异的加 工精度。此外,日本马扎克 ( -. / . 0)公司的 1 2 3 4 5 6 2 5 7 8—9 优胜者型激光切割机,采用了定长光路系 统,使工作台的任意位置均可得到完全一致的优质光 束,从而实现了切割质量和切割效率的完美统一。 国内!家厂商展出了数控激光切割机。济南铸锻所 捷迈机械有限公司展出的 : ; <—" ! & % 型数控激光切割 机,采用飞行光路切割系统和高速运动定位系统,配备 ,使聚焦镜可 集成在 ! 轴上的数控焦点补偿轴 ( " 轴) 相对于切割嘴运动,便于针对不同板材选定不同的焦点 位置。江苏金方圆数控机床有限公司展出的 : —& ; ) % " ! 型数控激光切割机,采用了悬挂式龙门梁飞行光路结构 和 2 轴对飞行光路等光程控制技术,减少了高速振动, 保证了切割质量稳定。江苏扬力集团展出的 :—" ! & % 海团结普瑞玛激光设备有限公司展出的 1 : ; <—9 " !> & % 7型数控激光切割机,利用意大利 3 5 = -. 公司的激 光切割技术,采用高刚性悬臂梁飞行光路结构,并根据 激光器特性选配光路长度自动补偿系统。上海冲剪机床 厂展出的? —& @ ? % " !型数控激光切割机,是该厂首次开 发的具有自主知识产权的设备,采用横梁双电动机驱动 技术,具有运动速度快且运行平稳的特点。 本届展会展出的数控激光切割机,除意大利普瑞玛 工业公司 ( 3 5 = -.= + A 2 1 6 5 = 4)的 1 B + ; 5 8 + 8 数控 激光切割机实现了真正的 ! 轴联动外,多数为 &!( 轴 控制、 &轴联动。虽然不少厂商声称可以用于立体切割, 但本质上仍是平面切割机。 ( 待续)