模具修模通知单
模具修、改通知单

发出日期: 客户要求更 改:□ 模具编号:
相关部门签收:
XX塑模有限公司 模具修、改通知单
模具设计:
修模负责:
工程部要求更改:□ 产品名称:
改模内容1:
生产部出错更改:□
客户:
附图
张
改模方案:
改模内容2:
要求完成时间:
改模方案:
改模内容3:
要求完成时间:
改模方案:
改模内容4:
要求完成时间:
改模方案:
要求完成时间:ຫໍສະໝຸດ 模房确认:工程部确认:
备注:1、改模要求需写明全部改模内容; 2、工程师必须全程跟进改模进度; 3、如改模完成时间有问题必须即时通知工程部; 4、修模负责人必须确保以上每项的修改,按要求修改到位; 5、由相关负责人确认方可试模。
修改结果:OK □ NG □
表单编号: XX/PL-FR018
修改模流程
一、目的为加强修改模的管理,针对未交模具和已交模具的修改模流程作出规定(不包括重新给出模号的修改模)。
二、修改模任务承接及任务安排1.未交模具的修改,由项目责任人根据试模情况出具改良书通知工程部安排完成模具修改设计的工作。
2.已交模具的修模、改模,或为用户加工模具配件,均统一由市场部负责任务承接、报价和信息反馈,然后向项目组、工程部、生产部发出修改模通知,由工程经理安排设计人员完成模具修改设计工作,生产部主管安排修改模加工工作及回复完成时间,项目组根据客户要求进行跟进反馈。
3.公司市场部收到修改模资料及客户信息为现有模具的修改模创建一通用模号,其编号为KLxxxxxMx 第几次改模原有模具编号4.修改模任务的工期评估和订单确认1.市场部接到客户的修改模任务后,填写改模通知(内部联络单)并与修改模资料一起交项目组,由其审查修改模资料与客户沟通清楚具体情况,拟订修改模项目出具《模具成品改良书》评估修改模需要的加工工时;交工程部,确认修改模工期。
各部门须在10小时内将结果交付副总确认,再由市场部回复客户实际时间。
2.改模任务紧急时,可凭样品或简图先行作业,改模通知可后补。
(如责任人不在现场,须电话联络确认)三、修改模的设计工作(工程部)工程经理接到市场部正式下达的修改模任务通知后,需要:1.将客户的修改模资料转发给文控,由其登记、备份、存档、下发。
2.安排设计人员进行修改模设计,按计划下发修改模设计资料。
模具修改设计责任人,需根据修改具体要求,完成如下工作:1. 定出模具修改方案,必要时与生产部、项目组等有关人员协商确定。
2. 绘出修改零件的图纸,并在图纸上给出编号。
未交模具修改模零件编号按零件编码规则进行编码;已交模具零件修改模零件编号方法为:“ xxxx_xxx ”,并注意不能与已有的编号重复。
3. 完成图纸设计后,如需新增加物料,建立新增物料主数据,然后填写《修模新增物料订料单》,主管审批后立即送交仓库,以便及时准备物料。
模具修改通知单(改)

模具修改通知单
产品型号 零件名称 修改原因 产品名称 物料编号 负责部门 修模单号 模号: 完成期限 穴号:
工程简图 及 修改内容
备 注
改模后模具上是否做标记:□ 否
□ 是,位置:
标:
改/修模具前物料处理 供应商库存 数量: 采购: □ □ □ □ 顺序改变 加工使用(须提供加工方法或资料等) 报废处理(价值: 财务主管: 其它:(指定订单等)
)
本司库存
数量:
物控:
相关部门签署 技术部 □ 业务部 物控部 □ 采购部 品管部 □ 总经理
分发部门 申请人:
□采购部 □物控部 □品管部 □生产部 □注塑部 □五金部 □工模部 □财务部 申请日期:
表单编号:QF-ENG-007A
模具结构变更及模具维修作业程序
射胶时间
注塑周期
□
不可以进行小批量生产
□
秒/啤
可以进行大批量生产
□
不可以进行大批量生产
□
模具存在问题:
前后模及柱位光洁度未达标 □
生产效率未达标
□
重大设计、制作缺陷
□
样板顶白拉白锲模
□ 加工部位多处免收(不含水口) □
10 啤内打脱模剂超过 1 次
□
备注:
工程 业务 品管 生产 工程
工程
工模部分派人员领取模具,制定生产计划, 执行改/修模,确保按时将改/修好之模具移 交原交接单位。
工程部负责跟进工模部改/修模的进度,确保 生产顺利进行。
工模 工程
注塑部制订试模计划,执行试模任务:品管 与工程到生产现场作技术与品质方面的指 导。
注塑 品管 工程
品管对注塑部所送的试模样板进行品质确 认: A. 试模产品品质不符合标准/要求:若不合
顶出机构 顶针 □ 丝 筒 针 □ 斜 顶 □ 推 板 □
复位机构 回针 □ 弹 簧 □ 橡 胶 □ 铲 机 □
进料机构 大水口 □ 细水口 □ 潜水口 □
特殊加工 光 面 □ 蚀 纹 □ 淬 火 □ 氮 化 □ 电 镀 □ 烧焊 □
互换性 藏 模具生产状况:
顶白 □ 粘水口 □ 拉花 □ 粘模 □ 变形 □ 顶爆 □ 拉爆 □ 行位不顺
5.2 工程部确认需改/修模后,由工程部签发“修改模通知单”(表 8.1)给工模部, 同时通知模仓管理员预备发模具,由工程部签发“试模通知及试模报告单”(表 8.2)给生产部注塑课。
5.3 工模部负责改/修模: 5.3.1 工模部在接到修/改模通知单后,及时分派人员至工模仓领取模具------仓管 员必须在接到工程部通知后,知会工模部人员一同至工模仓领/发模具; 5.3.2 工模部制定生产计划,并在“修改模通知单”上回复工程部修/改模的进度,; 5.3.3 工模部负责修/改模的生产实施、生产进度跟踪、制程品质状况控制,并按 时将改好之模具移交给原交接单位(仓库或注塑课)。
模具维修通知单

□ 模具故障已经修复,可以进行试模或生产。(适用于对模具的故障维修) □ 模具已经修改完毕,可以进行试模或生产。 (适用于对模具非故障修改)
详见:“试模记录”、“产品尺寸检验记录”(必须附于本报告之后)。 □ 已无法修改/修复或存在重大缺陷,建议重新开模(或开备模),理由如下:
模具车间主管:
5.模具报废/重新开模审批:
□ 同意新开模具(备模),相应的“模具指令单”将于
年 月 日下达模具车间主任执行。
□ 不同意新开模具(备模),请将现有模具修复后继续投产;理由如下:
副总经理:
日期:
填表说明: 1)适用于模具的故障维修或修改,不适用于模具的日常维修。 2)当涉及模具损坏赔偿时,应由压铸车间主任报告责任人,由副总经理按公司相关规定执行处罚。 3)模具维修完毕后,模具车间需通知工程部与质量部相关工程师现场确认是否维修到位;确认签字后方可生产。
□ 内部原因导致模具的非故障修改
□ 模具自然损坏,不予追究责任
□ 人为原因造成模具损坏,责任人为:
2、需要维修或修改的项目:
申请部门: 修模责任部门: 会签人员: 工程部 3.修模结果:
Hale Waihona Puke 申请人: □一厂修模组日期: □一厂制模组
要求完成 日期: □二厂修模组
品质部
批准:
修模责任人:
完成日期:
4.模具最终修理结论:
模具维修通知单
模具报修日期:
年月 日
QR/TD-38
模具名称
模具 编号
模具 □铝 □ 产品
类型
锌
名称/图号
修模 类型
□ 模具结构更改 □ 产品结构更改 □模具大修
□量产前
B/1 NO: □量产后
注塑模具外协(发外)修模改模通知单

TO:日期: 发出日期:
修改版本号:T0日期:要求完成日期:
日期:材料:附图 张问题描述:
工程部经理: 日期: 注塑部主管: 日期: 品管部经理: 日期:模具回仓配件: 注塑车间签收: 日期:
发外配件:跟进人: 供应商:
修/改模具结果会签
修改方案确认:工程部修改模:□修改内容
模具加工商问题修改:□
备注:1、以上为全部修/改模内容,请模具加工商一一对应改善;
2、模具修改后,加工商在模具回仓时需由注塑车间签名接收确认,否则配件遗失将由加工商承担;
3、模具试模时,模具加工商需现场确认,若通知不到场示为默认;
4、试模结果由供应商、工程部、注塑部、品管部4方确认;模具不合格将返回原加工商继续完善。
5、本改模通知单可作模具接收依据,并由加工商及工程部各执1份,试模效果确认:修改结果:OK □ NG □阳江鼎阳产品抄数设计工作室
Ding Yang Design 文件编号:FD-M0001
修模/改模单(外协加工商)
名称:模具编号:注塑部出错更修模:□发出单位/人:。
模具验收单

□NG
□不适用
6、导柱及导套。上模安装4*Ø16或Ø20的导柱,导柱伸进下模的高度至少等于产 □OK
品高度+5mm,导柱不可松动,导柱导套要符合MISUMI标准。
□NG
□不适用
□OK
7、模具受力平衡,弹簧分布均衡,且能有效脱料。
□NG
□不适用
8、送料安全检查(方法一):用检测针检测,检测针的直径要小于检测孔的直 □OK 径,检测针弹簧的力不可太大(当无法安装光感时,经我司确认后可以采用本 □NG
□NG
□不适用
13、卸料板螺丝限位,卸料板与上模板之间安装限位柱,限位柱的长度,直径 □OK
及弹簧强度要合理。
□NG
□不适用
□OK
□NG
□不适用 □OK □NG □不适用 □OK □NG □不适用 □OK □NG □不适用 □OK □NG □不适用
14、切料冲子要可以在卸料板内快速顺利活动,冲子和对应的模板位置要刻上 □OK 冲子代号,不使用的冲子要涂上防锈油分类保管。上模冲子与固定板之间要有 □NG
己制作。LED要能从外面看得到。
□不适用
10、导正钉:导正钉的直径,长度及导向是否合理,导正钉的弹簧力不能太大 。
□OK □NG □不适用
11、浮料钉:浮料钉的位置、高度及直径是否合理,浮料针要做成圆形的,导 正孔不能有毛刺,浮料针弹簧的力要大于导正钉弹簧的力。
□OK □NG □不适用
□OK
12、在必要的情况下,下模要开防跳槽。
□NG
□不适用
26、切断面与亮带面的比例:切断面太多或太少,毛刺高度是否可接受,毛刺 高度MAX: 。
□OK □NG □不适用
□OK
27、模具线切割数和表面质量符合我司要求,不存在偷工减料现象。
模具维修通知单
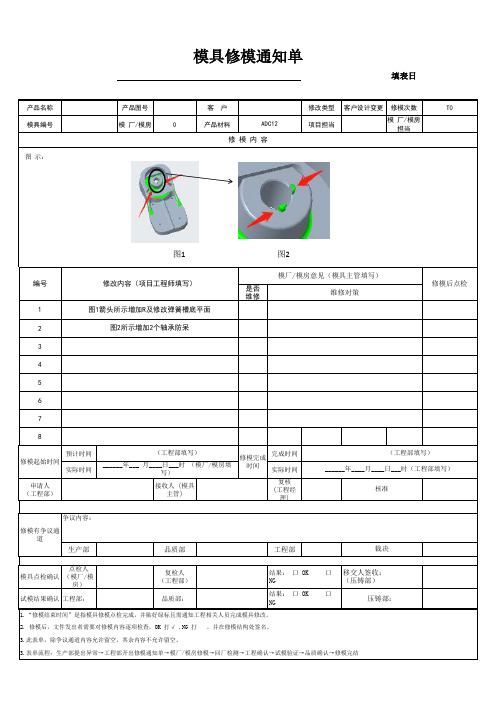
填表日产品名称产品图号客 户修改类型客户设计变更修模次数T0模具编号模 厂/模房产品材料项目担当模 厂/模房担当是否维修12345678预计时间完成时间实际时间实际时间申请人(工程部)接收人 (模具主管)复核(工程经理)生产部品质部工程部模具点检确认点检人(模厂/模房)复检人(工程部)试模结果确认工程部:品质部:2. 修模后,文件发出者需要对修模内容逐项检查,OK 打√ .NG 打 × 。
并在修模结构处签名。
3.此表单,除争议通道内容允许留空,其余内容不允许留空。
3.表单流程:生产部提出异常→工程部开出修模通知单→模厂/模房修模→回厂检测→工程确认→试模验证→品质确认→修模完结编号修模起始时间修模有争议通道修模完成时间修模后点检修改内容(项目工程师填写)结果: 口 OK 口NG压铸部:1.“修模结束时间”是指模具修模点检完成,并贴好绿标且需通知工程相关人员完成模具修改。
结果: 口 OK 口NG移交人签收:(压铸部)争议内容:裁决______年___ 月____日___时 (模厂/模房填写)______年____月____日___时(工程部填写)核准(工程部填写)(工程部填写)图2所示增加2个轴承防呆修 模 内 容模厂/模房意见(模具主管填写)维修对策图1箭头所示增加R及修改弹簧槽底平面模具修模通知单ADC12图示::图2图1。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
A/0 NO:模具
名称模具编号适用产品名称/图号
修模类型
★ 模具维修/修改定性:
□ 客户原因导致模具的非故障修改
█内部原因导致模具的非故障修改
□ 模具自然损坏,不予追究责任
□ 人为原因造成模具损坏,责任人为:
日期:
日期:
日期:□ 清点库存产品数量,同客户沟通,库存产品消耗完后自然切换。
□ 不同意新开模具(备模),请将现有模具修复后继续投产;理由如下:
总经理:
填表说明:
1)当涉及模具损坏赔偿时,应由车间主任报告责任人,由生产经理按公司相关规定执行处罚。
下图所示R0.3±0.1尺寸小(实际:0.1~0.18之间)生产车间主任:
项目工程师:质量工程师:5、库存状态及处理方案:
申请部门: 质量部
申请人:3、模具车间修模结论:
□ 模具故障已经修复,且已经生产车间试模确认合格后正常投产。
(适用于对量产模具的故障维修)
□ 清点库存产品数量,同客户沟通,库存产品做报废处理。
(报废处理理由、产生的费用等需明确)理由如下:□ 模具已经修改完毕,且经试模确认合格。
(适用于对量产模具非故障修改)
详见:“试模记录”、“产品全尺寸检验记录”(必须附于本报告之后)。
□ 已无法修改/修复或存在重大缺陷,建议重新开模(或开备模),理由如下:4、模具报废/重新开模审批:
□ 同意新开模具(备模),相应的“模具指令单”将于 年 月 日下达模具车间执行。
会签:会签:
具体修模原因陈述:(属于故障维修时,必须提供不合格品样件)需要修改的项目描述修改后的状态
模具改模/修模通知
模具报修日期: 年 月 日
XX/QP24-QR35 □ 批量投产后的模具故障修复 █ 正式批量投产后的模具更改(模具结构不合理或客户提出修模要求)主送部门/负责人:模具部/XXX
抄送部门/负责人:项目部/XXX 技术部/XXX 生产部/XXX 该大孔孔边缘R 角尺寸偏小,要
求0.3±0.1(实际0.1~0.18)。