电子凸轮控制器
CAM电子凸轮控制器用户手册
-目录第一章序言 (3)1.1开箱检查注意事项 (3)1.2安装环境要求 (3)1.3安装使用警告 (4)1.4接口设计注意 (4)第二章功能及规格 (6)2.1功能表 (6)2.2规格表 (7)第三章安装与接线 (8)3.1安装尺寸 (8)3.2部件连接示意图 (9)3.3主控制器接口端子说明表 (10)3.4接口电路 (11)3.5传感器外形尺寸 (11)第四章系统接口 (12)4.1顶点补正动作时序图 (12)4.2顶点补正功能配线范例 (13)4.3顶点补正功能 (14)4.3.1 功能说明 (14)4.3.2顶点补正功能 (14)4.3.3 PLC程序范例 (15)第五章参数设置 (16)5.1 键盘功能说明 (16)5.2 数码显示 (16)15.3 进入设置 (17)5.4 凸轮参数设定 (17)5.4.1 裁剪凸轮输出设定 (17)5.4.2生产计数到达功能设定 (20)5.5 系统参数设定 (20)5.5.1系统菜单进入 (20)5.5.2系统参数设置表如下 (21)5.5.3系统菜单说明 (21)5.5.4旋转方向设定 (21)5.5.5控制器180度校准 (22)5.5.6计数点设置 (22)5.5.7控制器其它参数 (22)第六章保护及报警处理 (23)6.1保护及报警说明 (23)6.2保护及故障代码表 (23)2第一章序言谢谢您选用大祺自动化公司生产的CAM888凸轮控制器(以下简称控制器),该控制器是我公司采用最新技术,完全自主知识产权的产品;并且通过了欧盟CE认证,具有以下特点:●技术领先☆主控制器与显示面板单独安装.☆先进的系统结构,简化用户主机布线.☆凸轮角度设置动态指示,使设置更加人性化.☆超强的可靠性,多重保护.●多功能2路刹车输出,可编程裁剪凸轮6路输出,裁剪凸轮6路输出,1路生产计数到达输出,系统正常指示1路输出.共计16路输出.在使用控制器之前,请您仔细阅读该手册,以保证正确使用并充分发挥其优越性能。
电子凸轮工作原理

电子凸轮电子凸轮电子凸轮又称Electronic CAM,是模拟机械凸轮的一种智能控制器。
它通过位置传感器(如旋转变压器Resolver或编码器Encod)将位置信息反馈给CPU,CPU将接收到的位置信号进行解码、运算处理,并按设定要求在指定位置将电平信号进行设置并输出。
电机——编码器——cpu——伺服电机或步进电机驱动器电子凸轮和系统组成:(编码器+通讯端口+PC+伺服电机或步进电机)下图为电子凸轮和系统图。
该型号采用旋变作为位置传感器,可以通过通讯端口和PC或手持编程器(Handy termin al)进行通信。
PC和手持编程器提供给用户编程使用,为用户提供了方便的编程界面。
信号输出采用并行(PIO)和串行(SIO)两种方式,输出信号可以直接用来控制伺服电机和步进电机的驱动器(?),也可以通过控制器将信号集中处理后控制变频器等驱动装置,实现运动控制的目的。
输出设置DOG是什么?电子凸轮的输出是以DOG为单位进行设置的,如图4所示。
一个DOG分为DOG WIDTH和DOG INTERVAL两部分,DOGWIDTH相当于机械凸轮中开关被压下并保持的时间或角度范围,(啥概念)需设置一个起始角度(Start position)ON(比如图中的0°)和一个终止角度(End position)OFF(比如图中的30°)。
相应的DOGINTERVAL就是相当于开关松开的角度范围。
对于一个凸轮来讲,可以有多个DOG,通常只需设置DOG WIDTH,DOG Interval就是在两个DOG WIDTH中间的角度范围,不需另外设置。
以下图为例,只需设置0°——ON,30°——OFF;57°——ON,95°——OFF 即可。
一般可以设定的DOG数和SENSOR的转速有关,转速越高,可以设定的DOG就越少,相反转速越低,可设定DOG数越多。
凸轮信息的输出有两种方式:PIO和SIO。
电子凸轮控制器原理
电子凸轮控制器原理
电子凸轮控制器是一种用于发动机控制的先进技术,它可以实现发动机在各种工况下的最佳性能和效率。
其原理主要包括凸轮轴位置传感器、控制单元和执行器三个部分。
凸轮轴位置传感器用于检测凸轮轴的位置和速度,它通常是通过磁敏元件或光敏元件实现的。
凸轮轴的位置信息将被传输给控制单元作为输入信号。
控制单元是电子凸轮控制器的核心部件,其主要功能是根据凸轮轴的位置信息来计算出最佳的发动机工作模式,进而控制执行器的动作。
在控制单元中,有一个微处理器用于处理输入信号,并根据预设的算法进行计算和控制。
执行器是电子凸轮控制器中的输出部分,它通过控制凸轮轴的位置和速度来实现对发动机的控制。
执行器一般是由电磁阀或电动机组成,通过电子凸轮控制器发出的指令控制其动作。
整个电子凸轮控制器的工作原理是:凸轮轴的位置和速度信息通过传感器传输给控制单元,控制单元根据预设的算法计算出最佳的凸轮轴工作模式,然后通过执行器控制凸轮轴的位置和速度,从而有效地控制发动机的工作状态。
电子凸轮控制器的主要优点是可以实现对发动机控制精度的提高,以及对各种工况下的最佳性能和效率的实现。
它可以根据不同的驾驶需求和工况要求进行智能调整,从而优化发动机的
工作状态。
此外,电子凸轮控制器还可以实现对发动机排放的控制,提高发动机的清洁度和环保性能。
基于PLC的电子凸轮控制器
中图分类号: TH137
文献标识码: B
文章编号: 1672- 8904 ( 2007) 03- 0041- 002
引言
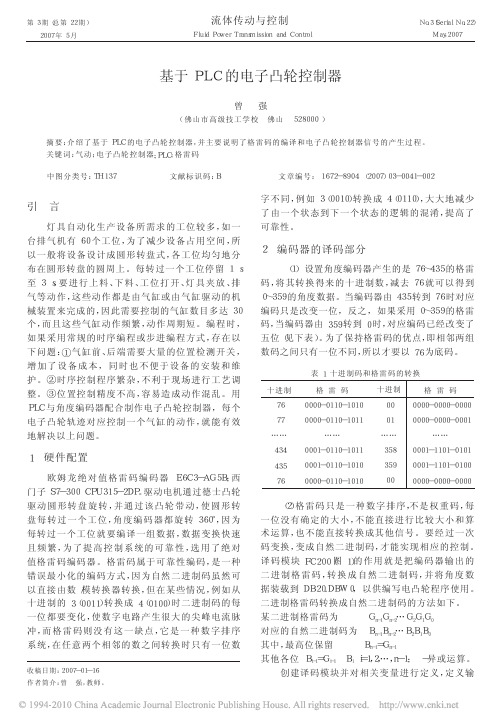
灯具自动化生产设备所需求的工位较多, 如一 台排气机有 60 个工位, 为了减少设备占用空间, 所 以一般将设备设计成圆形转盘式, 各工位均匀地分 布在圆形转盘的圆周上。每转过一个工位停留 1 s 至 3 s, 要进行上料、下料、工位打开、灯具夹放、排 气等动作, 这些动作都是由气缸或由气缸驱动的机 械装置来完成的, 因此需要控制的气缸数目多达 30 个, 而且这些气缸动作频繁, 动作周期短。编程时, 如果采用常规的时序编程或步进编程方式, 存在以 下问题: ①气缸前、后端需要大量的位置检测开关, 增加了设备成本, 同时也不便于设备的安装和维 护。②时序控制程序繁杂, 不利于现场进行工艺调 整。③位置控制精度不高, 容易造成动作混乱。用 PLC 与角度编码器配合制作电子凸轮控制器, 每个 电子凸轮轨迹对应控制一个气缸的动作, 就能有效 地解决以上问题。
AN #TEMP6
OPN #IN1
O
L
DBW[AR1,P#2.0]
A(
>I
O
#TEMP7
=
#TEMP6
O
# TEMP8
NOP 0
)
L
#IN3
A
#TEMP6
OPN #IN0
=
DBX[AR2,P#1.0]
L
DBW[AR1,P#2.0]
NOP 0
>=I
+AR1 P#2.0
=
#TEMP7
+AR2 P#1.0
X
L 1.1
X
L 1.6
=
L 1.0
电子凸轮控制器的原理及应用
电子凸轮控制器的原理及应用
电子凸轮控制器是一种通过电子芯片控制凸轮轴运动的装置。
其原理是利用电子控制器控制凸轮轴不同位置的电磁阀,从而实现发动机进、排气门的开闭时机和时长的精确控制。
电子凸轮控制器的应用主要集中在发动机的可变气门正时系统上。
传统的气门正时系统中,凸轮轴的运动由机械装置控制,无法灵活地调整气门开闭的时机和时长。
而电子凸轮控制器则通过调节电磁阀的开关时机和时长,可以实现对气门的精确控制。
这种可变气门正时系统可以根据发动机的工况需求,调整气门的开启和关闭时机,以提高发动机的燃烧效率和动力输出。
电子凸轮控制器的优势在于可以根据工况需求实现气门的精确控制,使发动机在不同工况下实现最佳的燃烧效率和动力输出。
例如,在低负载工况下,可以延迟气门关闭的时机,减小压缩行程,降低泵损功率,以提高燃油经济性;在高负载工况下,可以提前气门关闭的时机,增加膨胀行程,提高动力输出。
此外,电子凸轮控制器还可以实现随着发动机转速的提升,逐渐调整气门正时角度,以满足不同转速下的最佳正时要求。
总之,电子凸轮控制器通过电子芯片控制凸轮轴的运动,实现对气门开闭时机和时长的精确控制,以提高发动机的燃烧效率和动力输出。
其主要应用在发动机的可变气门正时系统中,可以根据工况需求灵活调整气门的开启和关闭时机,以提高发动机的性能和燃油经济性。
电子凸轮控制器的原理及应用

电子凸轮控制器的原理及应用电子凸轮控制器(Electronic Cam Controller,ECC)是一种用于控制发动机气门开启和关闭时间的先进技术装置。
它通过电子控制系统,能够实现对气门开启和关闭时间的精确控制,从而提高发动机的燃烧效率和动力输出。
本文将对电子凸轮控制器的原理及应用进行详细介绍,以便读者对该技术有更深入的了解。
首先,我们来看一下电子凸轮控制器的原理。
电子凸轮控制器是通过一套电子控制系统来实现对气门开启和关闭时间的精确控制的。
在传统的发动机中,气门的开启和关闭时间是由凸轮轴上的凸轮来决定的,而凸轮的形状决定了气门的开启和关闭时间。
但是,这种机械式的控制方式存在着很大的局限性,无法适应发动机在不同工况下的需求。
而电子凸轮控制器则通过传感器实时监测发动机的工况,将监测到的数据传输给电子控制单元(ECU),ECU根据这些数据来控制气门的开启和关闭时间。
这样一来,就可以根据发动机的实际工况来实现气门开启和关闭时间的精确控制,从而提高发动机的燃烧效率和动力输出。
接下来,我们来看一下电子凸轮控制器的应用。
电子凸轮控制器主要应用于高性能发动机和节能型发动机中。
在高性能发动机中,电子凸轮控制器能够实现气门的快速开启和关闭,从而提高发动机的输出功率和扭矩。
而在节能型发动机中,电子凸轮控制器则可以根据车辆的实际工况来调整气门的开启和关闭时间,以实现最佳的燃烧效率和燃油经济性。
此外,电子凸轮控制器还可以实现可变气门升程和可变气门正时等功能,从而进一步提高发动机的性能和燃油经济性。
通过对气门开启和关闭时间的精确控制,电子凸轮控制器能够使发动机在不同工况下都能够实现最佳的性能和燃油经济性,从而满足车辆在不同行驶状态下的需求。
总的来说,电子凸轮控制器作为一种先进的发动机控制技术,能够实现对气门开启和关闭时间的精确控制,从而提高发动机的燃烧效率和动力输出。
它的应用范围广泛,可以满足高性能发动机和节能型发动机在不同工况下的需求。
埃斯顿PAC15电子凸轮控制器操作手册
目录1.说明 (1)2.规格说明 (3)3.操作模式与说明 (4)3.1操作面板 (4)3.2基本模式的切换 (5)3.3状态显示 (5)3.3.1 数码管状态显示 (5)3.3.2 液晶屏状态显示 (6)4.凸轮参数设置(密码:1111) (7)4.1登录操作 (7)4.2设置凸轮(1~16)参数 (7)4.3设置裁断与计数参数 (8)4.3.1 设置方法 (8)4.3.2 裁断参数说明 (8)4.3.3 计数输出参数说明 (9)5.程序存储与调用操作(密码:1122) (10)5.1登录操作 (10)5.2程序备份操作 (10)5.3程序载入操作 (10)5.4程序删除操作 (10)6.监控模式 (11)6.1通用 (11)6.2吨位 (12)6.3外部报警 (12)7 调速模式下的操作 (13)7.1设定转向和控制电机起停 (13)7.2设定转速 (13)8 参数模式下的操作(密码:8888或8899) (14)8.1登录操作 (14)8.2设置机床参数 (14)8.3设置外部接口参数 (16)8.4设置吨位监视参数 (18)9. 计数参数 (19)10. 参数的通讯地址与示例 (20)10.1各参数地址及属性 (20)10.2通讯示例 (23)10.2.1 读凸轮1的开启角度 (23)10.2.2 设置裁断1的比率 (23)10.2.3 读报警状态指令 (23)10.2.4 设置下死点指令 (24)11.调试 (25)11.1使用前的准备和检查 (25)11.2设置旋变方向 (25)11.3设置下死点 (25)11.5设置第2角度 (25)11.6设置第2角度滤波时间 (25)11.7调试建议 (26)12.报警处理 (27)12.1报警时序 (27)13.系统接线与端口定义 (28)13.1接线图 (28)13.2输入端口定义 (29)13.3输出端口定义 (30)13.4旋转变压器、模拟量、通讯端口接口 (31)1.说明本控制器是一种具有较强功能的电子凸轮控制器,在具备跑马灯功能的基础上,能通过LCD屏完成与用户信息的交互,并显示多种报警信息。
【技术资料】台达可编程逻辑控制器plc电子凸轮

【技术资料】台达可编程逻辑控制器plc 电子凸轮基于台达运动控制型PLC电子凸轮功能高速绕线机摘要,介绍台达DVP-20PM00D运动控制器电子凸轮,CAM,功能,阐述高速绕线机工作原理、工艺要求及相关控制程序概要。
关键词,运动控制电子凸轮主轴从轴 CAM Table1 引言本文介绍的全自动无骨架系列空心电磁线圈高速绕线机,可以绕制传动线圈,扬声器线圈,天线线圈以及各种无骨架通用线圈。
设备具有性能可靠,高速高效率,自动化程度高,适合于线圈制造业的批量生产,如图1所示。
图1 空心电磁线圈一般普通绕线机采用内置脉冲功能的小型PLC,通过绕线轴编码器速度输出到PLC内置高速输入点,将绕线轴与排线轴的速比进行简单速度同步,这种方法受 PLC 运算影响,同步精度差,计算量大,CPU处理时间较长,因此会出现绕线不均匀,堆积,塌陷等问题,严重影响绕线成品的质量,举例来说,PLC对绕线轴编码器作高速计数,当到达计数值时利用中断方式控制排线轴电机反向绕制,但受CPU运算处理时间的影响会出现滞后产生误差,在低速的情冴下尚可基本达到绕制要求,但是对于高速绕制多层线圈时就会出现线圈端面不齐整,成品品质下降。
台达DVP-20PM00D是一款专用运动控制型PLC,采用高速双CPU结构形式,利用独立CPU处理运动控制算法,可以很好地实现各种运动轨迹控制、逻辑动作控制,直线/圆弧揑补控制等,在高速绕线机中利用了20PM运动控制器的电子凸轮功能很好的解决了绕线换向出现的绕制不均匀、堆积、不平整等问题,如图2所示。
图2 运动控制器DVP-20PM00D2 高速绕线机2.1 设备结构简介高速绕线机共包含九部分机构,如图3所示。
图3 高速绕线机,1,机架。
机架由角钢框架及不锈钢台面组成,并设置脚轮便于移动,当设备到位后可将支脚调低作为稳定支撑。
,2,张力机构。
安装于进线部分,作为绕线张力调节,保证线圈绕制时维持张力恒定,张力调节器具有调节旋钮可针对不同需求进行张力调节设定,调整完毕后,张力调节器自动控制绕线张力。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
应用实例4:中贴胶位的调整方法
5° 355°
流程方向
175° 185°
0°5° 175°185° 355°
应用实例4:中贴胶位的调整方法
15° 0°345°
流程方向
165°
195°
0°15° 165° 195° 345°
3.输入最高 速度
4.确认最高 速度
2.选择 输出区
1.选择特殊 功能
进角设定2
当最高速度确认后,控制器便自动进入进角 角度设定状态。 要返回速度设定,只需要再次按“输入”。
2.确认进 角角度
1.输入进 角角度
进角设定3
其他输出区的进角设定
2.输入最高 速度
3.确认最高 速度
1.选择第二 个输出区
15° 0°345°
流程方向
165°
195°
0°15°
165°195° 345°
应用实例3:中贴胶位的调整方法
30°
0°330°
流程方向
150°
210°
0°30° 150° 210° 330°
应用实例3:中贴胶位的调整方法
15° 0°345°
流程方向
165°
195°
0°15° 165° 195° 345°
3.输出区清除
a. 指定编号的输出区清除 ———指定清除的某一输出通道
b. 输出区的全部清除 ———清除所有输出通道
a. 指定编号的输出区清除
5.确认要清楚 的输出区
3.选择要清除 的输出区 2.按”实 行”确 认 6.清除确认 7.返回运转 状态
1.选择为 设定模式
4.清除 命令
8.确认
选择为“设定”模式
选择为“设定”模式
1.选择为 设定模式
2.确定
清除操作
2.清除 输入
3.清除 确认 1.清除 命令
返回运行状态
注意:如果不返回运行或调整模式,所有输出通道 停止工作!
1.选择为运转 或调整模式
2.确定
4.进角设定
目的:设定输出区角度提前前进的功能 的设定。
作用:为避免高速时角度滞后(胶位滞后) 而设定此功能。
进角设定的操作步骤
3.选择特 殊功能 5.输入最 高速度 7.输入进 角角度 6.确认最高 速度 8.确认进角 角度 4.选择 输出区
原点
特殊 功能键
2.按”实行” 确认
10.返回 运转状态
1.选择 为设定模式
9.解除特 殊功能
11.返回 确 认
选择为“设定”模式
1.选择为设 定模式
2.确定
进角设定1
180°
210°
0°30° 180° 210° 360°
应用实例1:中贴胶位的调整方法
15° 0°345°
流程方向
165°
195°
0 15°
165°195°345°
应用实例2:中贴胶位的调整方法
0°330°
流程方向
150° 180°
0°
150°180°330°0°
应用实例2:中贴胶位的调整方法
FC-161F-C
电子凸轮控制器
一、工作原理
0°(360°)
ON
0°(360°)
OFF 90°
0° 45 °
90 °
270 °
225 °
0° 45° 90° 225° 270°
0° 45° 90°
225° 270°
二、角度调整方法
设备的正常画面如下: 按表示键在角度显示或运转速度显示中切换
显示角度 或显示片速 的切换键
1.角度调整
目的:可边运转边进行输出 3.选择要修 改的输出区
6.返回运 行状态 1.选择为调 整模式 7.确认 2.按”实行” 确认
选择“调整模式”
1.选择为调 整模式
2.确定
选择要调整的通道并调整角度
3.进行角度 调整
2.读出开关 角度
1.选择为设 定模式
2.确定
选择要清除的输出区并进行清除
3.确认要清 除的输出区
4.清除确认
1.选择要清 除的输出区
2.清除命令
返回运行状态
注意:如果不返回运行或调整模式,所有输出通道 停止工作!
1.选择为运转 或调整模式
2.确认
b. 输出区的全部清除
4.清除输入
2.按”实 行”确认 5.清除 确认 7.确认 6.返回运转 状态 1.选择为 设定模式 3.清除 命令
1.选择为 设定模式
8.确认
2.按”实 行”确认
选择“设定”模式
1.选择为设 定模式
2.确定
选择要设定的通道并设定角度
3.进行角度设定
4.确认输入
2.读出开关角度
1.选择要设定或 修改的输出区
返回运行状态
注意:如果不返回运行或调整模式,所有输出通道 停止工作!
1.选择为运转 或调整模式
2.确定
进角设定4
当最高速度确认后,控制器便自动进入进角 角度设定状态。 要返回速度设定,只需要再次按“输入”。
1.输入进角 角度
2.确认进角 角度
返回运行状态
注意:如果不返回运行或调整模式,所有输出通道 停止工作!
1.选择为运 转或调整模式
2.确定
应用实例1:中贴胶位的调整方法
30° 360°
流程方向
1.选择要 修改的输出区
返回运行状态
1
1.选择为 运转模式
2.确定
2.角度设定
目的:角度设定
当设定后增加新的输出区时的通道驱动 注意:当进入角度设定功能时,所有输出通
道停止输出!
角度设定步骤
5.进行角度 增减 6.确认角度 输入
4.读出该区 的开关角度
3.选择要设 定的输出区
7.返回运 行状态