电子凸轮追剪方案
飞剪及追剪工艺介绍
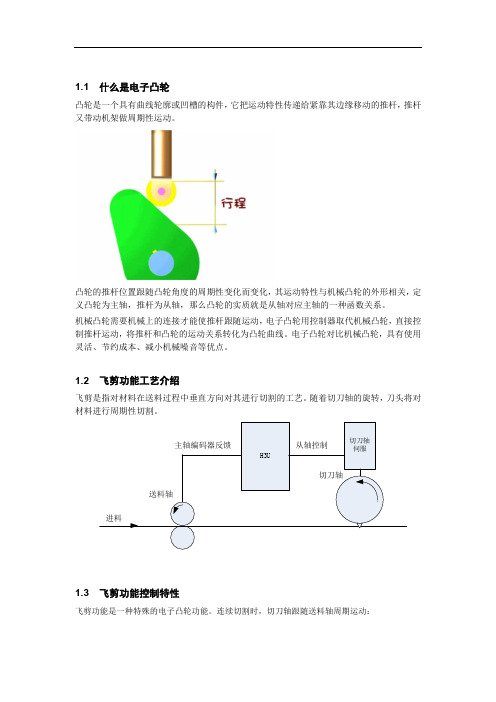
1.1 什么是电子凸轮凸轮是一个具有曲线轮廓或凹槽的构件,它把运动特性传递给紧靠其边缘移动的推杆,推杆又带动机架做周期性运动。
凸轮的推杆位置跟随凸轮角度的周期性变化而变化,其运动特性与机械凸轮的外形相关,定义凸轮为主轴,推杆为从轴,那么凸轮的实质就是从轴对应主轴的一种函数关系。
机械凸轮需要机械上的连接才能使推杆跟随运动,电子凸轮用控制器取代机械凸轮,直接控制推杆运动,将推杆和凸轮的运动关系转化为凸轮曲线。
电子凸轮对比机械凸轮,具有使用灵活、节约成本、减小机械噪音等优点。
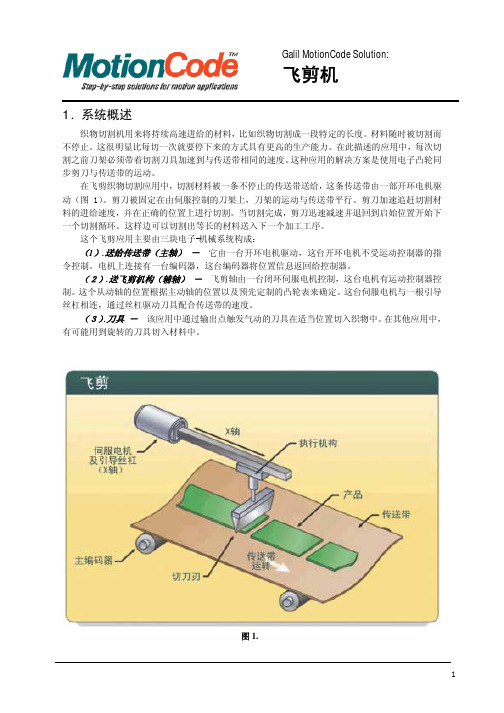
1.2 飞剪功能工艺介绍飞剪是指对材料在送料过程中垂直方向对其进行切割的工艺。
随着切刀轴的旋转,刀头将对材料进行周期性切割。
1.3 飞剪功能控制特性飞剪功能是一种特殊的电子凸轮功能。
连续切割时,切刀轴跟随送料轴周期运动:在每个运动周期内,切刀轴跟随送料轴运动关系可以分为同步区和调整区。
同步区:此时送料轴与切刀轴按固定的速度比例运转(刀头的线速度与切割面的线速度相等), 材料的切割发生在同步区内。
调整区:由于切割长度不同,需要做相应的位移调整。
根据切割长度调整区可以分为下面三种情况。
短料剪切:剪切长度小于切刀轴刀头外缘周长。
短料剪切时,切刀轴必须在调整区内先加速,然后再减速到同步速度。
等料剪切:剪切长度等于切刀轴刀头外缘周长。
此情况下,同步区与非同步区送料轴和切刀轴一直保持速度同步。
长料剪切:剪切长度大于切刀轴刀头外缘周长。
此情况下,切刀轴应该在调整区内先减速,然后再加速到同步速度。
如果剪切长度远大于切刀轴刀头外缘周长,则切刀辊有可能减速到零,停留一段时间,然后再加速到同步速度。
剪切长度越长,停留的时间越长。
切刀轴位置短料剪切等料剪切长料剪切切刀轴位置切刀轴位置送料轴位置1.4 飞剪工艺参数1订单管理L 材料的剪切长度(mm)切刀轴设置D1 切刀轴有效直径(mm)N 切刀个数θ1同步区角度(度)K 飞剪补偿系数P1 切刀轴每转脉冲数θ2 停留角度送料轴设置D2 送料轴直径P2 送料轴每转脉冲数K2 起点速度同步区速度的百分比短料或停留角度为0时有效1、主轴长度:Lπ×D2×P22、关键点短料剪切关键点数据:短料剪切条件:L≤ ×M-Pos(主轴位置)S-Pos(从轴位置)Type(曲线类型)关键点1 0(不可更改)0(不可更改)NA(不可设置)关键点2(12−θ1720)×Lπ×D2×P2(12N−θ1×L720×π×D1)×P1SpLine关键点3(12+θ1720)×Lπ×D2×P2(12N+θ1×L720×π×D1)×P1×KLine关键点4 Lπ×D2×P2P1NSpLine长料剪切关键点数据:长料剪切条件:L> ×M-Pos(主轴位置)S-Pos(从轴位置)Type 关键点1 0(不可更改)0(不可更改)NA关键点2 θ2×L720×π×D2×P20 Line关键点3(12−θ1720)×Lπ×D2×P2(12N−θ1×L720×π×D1)×P1SpLine关键点4(12+θ1720)×Lπ×D2×P2(12N+θ1×L720×π×D1)×P1×KLine关键点5 (720−θ2)×L720×π×D2×P2P1NSpLine关键点6 Lπ×D2×P2P1NLine当θ2=0时,删除关键点2和5。
旋切应用方案方案
目录汇川伺服电子凸轮横切应用 (2)1. 原理、特点 (2)旋切: (2)追剪: (2)飞剪: (3)物料位置监测方式: (3)2. 应用方案 (3)方案硬件平台 (3)方案特点: (4)各种运行方式实际效果 (5)纸张的定长剪切应用 (7)枕式包装应用 (8)自动装盒机应用 (9)汇川方案优势 (10)汇川伺服电子凸轮横切应用1. 原理、特点根据现在包装、加工等行业对物料定长裁切工序的需求,以及替代原有机械凸轮等应用。
如钢板钢管定长剪切,印刷行业切纸以及包装行业横封,绕线和绑线等。
横切的几种常见运行方式:旋切、追剪、飞剪等。
旋切:物料同步点辊筒带动剪刀作旋转运动,一个辊筒上可以安装数把刀,辊筒运行一周对物料进行一次剪切或数次剪切。
旋切为同向运动。
还有一种是带色标的旋切,这种旋切要根据色标传感器的反馈来实时进行运动补偿,实现套色标旋切。
追剪:在设定的同步区牵引剪切部件的速度和送料速度一致,并在同步区完成剪切,不同的剪切长度可通过调节非同步区的速度来适应。
追剪为往复运动。
飞剪:剪切机构采用偏心轴方式传动,并采用机械同步定位轴,保证上下两个刀座定向、同速、定位,是剪切刀固定刀座作回转运动。
物料位置监测方式:在各种旋切中,剪切轴为从轴,从轴均需要通过获取主轴位置(物料位置)来控制剪切运动。
主轴位置获取的三种方式:1.测量轮编码器反馈:检测的是实际速度和位置但是信号波动和干扰大。
2.送料电机编码器反馈:信号平稳和波动小,但是不能准确反应实际速度和位置。
3.软件内部虚拟反馈:实验用。
2. 应用方案方案硬件平台该方案包括两个轴:送料的主轴,以及刀棍从轴。
1.从轴获取主轴的位置有两种选择:一种主传动编码器的反馈,另一种是测量轮反馈(如果使用测量轮)。
如果有多个从轴,那么主轴位置编码器的输出接到其中一个从轴,同时使用IS500的同步输出功能将主轴位置同步输出给下一轴,这样将很好的保证信号的质量。
2.传感器信号输入到从轴驱动器的DI9实现色标捕获,并进行补偿,捕获到色标后,从轴走以固定长度并带动切刀旋切一定长的物料。
色标追剪解决方案

色标追剪系统解决方案一、项目工艺要求该类产品由于特殊的工艺要求。
每隔固定间距都有一工艺孔。
要保证每次型材的剪切都完全对准工艺孔,精度要求在±30丝以内。
针对这种工艺,采用寻标追击的方式进行处理,取得了良好的效果。
工艺流程如下:送料→冷弯成型→光耦检测→刀台启动追击→同步→切刀剪切→刀台减速停止→刀台返回原点二、项目中应用的产品应用行业:钢板剪切,金属,非金属型材,管材,棒材等的定长切断。
三、系统硬件构成硬件连接图如下:追剪示意图:追剪工艺设备组成介绍:1.移动追踪工作平台,裁切设备依靠追剪伺服的驱动在此平台上往复运动从而实现追剪的工艺动作。
2.裁切设备,有气动,液压,锯片等类型,这里是液压裁切的,用来将材料裁成需要的长度。
3.送料部分,将前端物料连续的送入裁切机构内。
4.测量轮,用来安装测量编码器,将物料的进给速度与长度实时的反馈给伺服驱动器运行曲线图四、性能优点1.追剪电子凸轮及算法内嵌于PLC内部,测量轮编码器将检测信号反馈给PLC,结合XD系列运动控制器,运算速度,响应速度相当快,0.1MS的扫描周期,基本可以忽略PLC扫描周期影响带来的滞后而产生的误差,裁切精准,这也是台达20PM运动控制器采用的方案。
避免了凸轮曲线做在伺服内部,修改不方便的和参数设置繁琐的现象。
2.提供整套系统解决方案,包括PLC,伺服,HMI,以及送料部分的变频器等,各产品间通信简单方便,避免了不同品牌产品间配合的问题,特别是售后服务的踢皮球现象。
3.控制简单,由于算法在PLC内实现,伺服仅进行简单的定位控制,在触摸屏上设定裁切长度即可,大大简化了设置参数的工作量。
4.触摸屏除了普通的按钮、指示灯、模式切换、参数设置之外,还增加了工作记录功能,利用了触摸屏的数据采集功能,用于将现场的数据采集保存到触摸屏中,根据需要后期可以使用数据表格对其数据进行查看和分析,或导出保存到 U 盘中,通过 Excel 表格打开进行查看分析数据。
电子凸轮与飞剪
因为我们选择的是一个对称的运动轨迹,所以这个距离可以适用于辅轴所有的加速与减速过程。
常速度走过距离:
4. 功能实现
电子凸轮
该应用的关键在于对 Galil 控制器的电子凸轮(ECAM-electric cam)特性的使用。通过 ECAM, 任何从动轴或从动轴组都可以连接到主动轴从而模拟机械凸轮的运动方式。这使得一个或多个轴可 以周期性的与主动轴进行同步。主轴可以由任何电机驱动,或者是一台编码器。
Galil 运动控制器将 ECAM 功能处理为在一个循环中从动轴位置与主动轴位置相对关系的表 格。在飞剪应用中定义从动轴完成一个循环的过程中主编码器走过的距离(切割长度)为一个循环。 从动轴的循环包括迅速加速追赶传送带的速度,在高速下定位切割,迅速减速,最后返回启始位置。
循环之前刀架在引导丝杠上已准确对齐。 (3) 定义参数 :
(a)定义 X 轴辅助编码器为 ECAM 主动轴,X 轴主编码器为 ECAM 从动轴 (Galil EA 命令)
(b)定义每循环从动轴与主动轴的位置增量模数(Galil EM 命令)。从动轴设为 0mm (因为从动轴在整个循环过程中前进后退之后仍然回到了零点)主动轴的系数为切 割的长度。
制该图需要的数值可以通过下面的结算得到。 (1) 速度 500 mm / s ,切割长度 250 mm,则每一周期的时间为 500 ms。
5
(2) 切割过程中从动轴的速度必须与材料的进给速度保持一致,也就是 500 mm / s。 (3) 实际切割(剪刀与材料接触)的最短时长为 100 ms。这是从动轴速度与织物速度相同
(7) 返回从动轴位置循环的启始点 (8) 结束程序
伺服电子凸轮在切纸机切纸辊上的应用

伺服电子凸轮在切纸机切纸辊上的应用马文明;武坤;杨娜;赵金国【摘要】针对切纸机切纸精度低的问题,设计了送纸辊以变频调速控制,在送纸辊后面安装能够准确测量纸张速度的测速轮,将测得纸张的线速度作为伺服控制的主轴速度输送到伺服驱动器,伺服驱动器选择伺服电子凸轮控制的方式驱动切纸辊的运行,使得切纸精度和稳定性得到提升,经过现场调试和长期运行可以将切纸精度控制在±0.5 mm以内.%In this paper,aiming at the problem of low cutting accuracy of paper cutter,variable frequency speed control was applied in paper feeding roller,a speed measuring wheel which was capable of accurately measuring the speed of the paper web was installed behind the paper feeding roller,the measured web linear speed as the spindle servo control conveying to the servo driver,the latter selected electronic cam to drive roller cutting operation,the cutting accuracy and stability have been further improved,through on-site commissioning and long-term operation the cutting accur acy could be controlled within ± 0.5 mm.【期刊名称】《中国造纸》【年(卷),期】2017(036)002【总页数】4页(P49-52)【关键词】切纸机;切纸精度;电子凸轮【作者】马文明;武坤;杨娜;赵金国【作者单位】西京学院,陕西西安,710123;西京学院,陕西西安,710123;西京学院,陕西西安,710123;西京学院,陕西西安,710123【正文语种】中文【中图分类】TS735通过对整个切纸机生产线的机械结构、剪切工艺和工作原理的分析[1-3]得出,切纸机控制系统设计的关键点是如何使送纸辊和切纸辊的速度保持同步。
汇川伺服追剪控制指导说明完整
目录凸轮及同步控制指导说明 (3)1 凸轮简介 (3)1.1 1.2 凸轮基本原理 (3)了解机械参数 (4)2 三种基本模式 (6)2.1 2.2 2.3旋切/飞剪 (6)2.1.1 试运行 (9)显示 (14)配置功能 (15)2.1.22.1.3追剪 (31)2.2.1 试运行 (32)显示 (37)配置功能 (38)2.2.22.2.3通用凸轮 (50)2.3.1 界面介绍 (50)试运行 (53)配置功能 (55)2.3.22.3.33 4 5 故障处理 (58)常见问题 (59)功能码 (60)龙门同步控制说明 (69)1 2 3 4 5 6 基本原理 (69)系统配线图 (69)参数的设定 (71)对位回零方式 (73)后台监控通道 (75)步骤 (75)凸轮及同步控制指导说明1凸轮简介本说明书介绍了如何正确使用汇川电子凸轮专用伺服驱动器。
在使用(安装、运行、维护、检查等)前,请务必认真阅读本说明书。
另外,请在理解产品的特性后再使用该产品。
本产品的主要特点有:(1)伺服驱动器与运动控制器结合为一体化控制器。
(2)使用高精度电子凸轮生成运动轨迹,速度、加速度曲线都平滑变化,使电机的速度指令、转矩指令没有阶跃变化,可以大幅度减小机械缓冲。
(3)支持自由曲线规划、同步旋切、自动追剪、等电子凸轮功能。
(4)可跟踪标点位置(色标、孔位及凸点等)实时调节进行剪切。
可用于印刷纸、包装袋等需要补偿印刷/位置偏差的剪切。
(5)支持相位调整功能。
可用于医用卫生纸等没有色标但需要补偿位置偏差的剪切。
(6)支持Modbus、与PLC,HMI等通讯,实时修改凸轮数据、方便灵活使用。
(7)剪切长度范围可达到65535.000mm,设定可精确至um单位。
(8)可包含人性化的订单自动切换功能。
(9)自由曲线规划功能,大容量EEPROM可使设置的点数多达272个。
(10)人性化的图形规划界面、自由上传、下载的功能使用户在使用时更加形象、具体、方便。
汇川伺服追剪应用方案.概要

Innovation+ Advance
追剪调试的注意事项
1.测量轮编码器的选择与安装 测量轮编码器必须选择5V的差分编码器,编码器的分辨率要根 据系统精度要求以及机械参数来合理选择; 要确保送料过程中测量轮编码器不打滑,一般装有气动压紧机 构。 2.调试过程可以先空载仿真运行,把基本动作调试OK后再带载运行 测试。 3.为保证精度,伺服在同步区的随动误差要控制在较小的范围内, 一般10p以内,速度环前馈要加到100%。 4.要尽量使物料的进料速度平稳,同时可以通过伺服追剪参数对采 集到的速度信号进行滤波。 5.由于追剪过程中伺服要快速启停,需要配外部制动电阻。
汇川伺服追剪应用方案
华南区
Innovation+ Advance
宋建哲
2012.6
Beyond your imagination
目录
横切分类简介 汇川伺服追剪应用方案 我司追剪方案的特点优势 追剪调试的注意事项
汇川系列伺服在横切行业的应用
Innovation+ Advance
横切分类简介
1. 横切的概念 横切是与纵切相对应的,停剪,追剪,旋切,飞剪都可称之为横切。 2.横切分类介绍 a.停剪:就是送料停止后剪切,送料的过程中剪刀处于抬起状态;停剪由于 其控制简单,而且可以达到较高精度,所以在各种材料的定长切断中有着最 为广泛的应用。对于易打滑的材料可以采用全闭环功能。 全 闭 环 示 意 图
Innovation+ Advance
汇川伺服追剪应用方案
汇川伺服在铜棒追剪上的应 用方案示意图
Innovation+ Advance
汇川伺服追剪应用方案
追剪伺服驱动器 控制信号接线: (以IS500A为例)
NJ实现飞剪与追剪功能
NJ追剪与飞剪区别及实现方法共通技术名称:NJ追剪与飞剪区别及实现方法目的:使用NJ完成追剪、飞剪功能实验时间:12-09-28系统配置:NJ501-1500试验箱NJ是欧姆龙新一代高功能PLC,内置有完善的运动控制功能,本文主要介绍了自己使用NJ 实现追剪与飞剪的方法,提供给大家以作参考。
首先介绍追剪与飞剪的定义以及区别方法。
1、飞剪:剪切机构一般为圆周运动,与被剪切物体同向运动,通过改变剪切机构运行中的速度,达到改变剪切长度的目的。
2、追剪:剪切机构平行于被剪切物体,剪切机构做往复运动,通过改变在非同步区的速度达到改变剪切长度的目的。
共同点:飞剪与追剪都分为非同步区与同步区的概念,要求同步区剪切机构与被剪切机构速度相同。
不同点:飞剪是圆周运动,同步区小,但是可以做高速运动。
追剪是往复运动,同步区大,可以完成较为复杂的剪切、冲压等动作。
一、实现内容使用NJ实现追剪与飞剪功能。
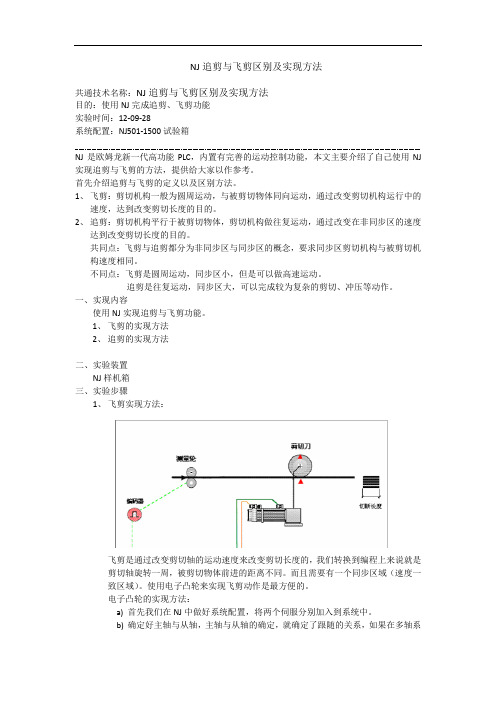
1、飞剪的实现方法2、追剪的实现方法二、实验装置NJ样机箱三、实验步骤1、飞剪实现方法:飞剪是通过改变剪切轴的运动速度来改变剪切长度的,我们转换到编程上来说就是剪切轴旋转一周,被剪切物体前进的距离不同。
而且需要有一个同步区域(速度一致区域)。
使用电子凸轮来实现飞剪动作是最方便的。
电子凸轮的实现方法:a)首先我们在NJ中做好系统配置,将两个伺服分别加入到系统中。
b)确定好主轴与从轴,主轴与从轴的确定,就确定了跟随的关系,如果在多轴系统中,需要仔细确认,因为剪切轴需要根据被剪切轴的速度来运行,所以我们设定被剪切轴为主轴,剪切轴为从轴。
电子凸轮功能实现的要求:主轴要求从0开始,从小到大排列,不能有重复数据。
从轴要求从0开始,数据排列无要求。
根据以上两点,我们可以看出,无法直接使用被剪切轴作为主轴来使用,我们添加一个虚轴来代替被剪切轴使用。
c)虚轴:虚轴设定为0-360的环形计数模式,虚轴旋转一周,剪切轴完成一次剪切动作,两轴之间做电子凸轮运动d)被剪切轴:被剪切轴与主轴之间使用电子齿轮功能,通过修改电子齿轮比来修改被剪切轴的速度,也就修改了裁切的长度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电子凸轮
现在应用如下:
上面的圆为从轴伺服控制的切刀,下面的圆为主轴编码器的输入,假设,主轴编码器是1000PLS/R ,1000个脉冲对应主传送带1m ,那么也就是说,如果我们要切1M长度的布,当主轴编码器反馈1000个脉冲时,从轴必须正好转一圈,才能保证刀正好切在1M的位置上。
在A2伺服建立电子凸轮表如下:
将电子凸轮的一周设置成对应从轴的位置为10000(代表当凸轮旋转到一周时,从轴的位置应当到达10000个脉冲的位置)。
当然如果想在过程中从轴走的平滑一点,可以把表格前的数字也设置一下。