滚珠直径自动分选机测控系统设计本科毕业设计
滚柱分选装置检测控制系统设计讲解
毕业设计任务书课题名称:滚柱分选装置检测控制系统设计学生姓名专业班级时间指导教师摘要工业的发展对轴承的性能、寿命和可靠性提出了更高的要求,其质量取决于设计、制造和检测各个环节,而滚柱直径的误差是影响轴承质量的关键因素。
在实际生产中测量滚柱尺寸时,因为数量较大,人工检测和分选比较困难,本文主要介绍一种由单片机控制的精密滚柱直径筛选系统,通过机械输送、电测的方式完成滚柱的自动检测及分选,实现自动高效筛选,对轴承的生产具有重要意义。
本设计推料气缸前端装有推杆,滚柱落下后能将其准确地推到限位挡板的位置,通过钨钢测头检测滚柱误差,并将测量值送相敏检波放大器处理后再送电压放大器放大,把与直径误差值成正比的电压值送单片机的模拟量输入模块处理后,根据误差大小来决定具体打开哪一个翻板,再由电磁机构将限位挡板抽离,从而将滚柱送入不同的分料箱,料箱中装有油类物质,在滚柱落入料箱中时起到缓冲作用,使滚柱表面不受磨损,保证其精度。
仿真实验证明,本设计采用的方法是可行的,基于单片机的的轴承检测系统控制可以提高轴承检测的自动化程度。
关键词:精密滚柱;单片机;模拟量;直径筛选AbstractThe development of industry of the bearing performance that service life and reliability put forward higher reques t, it’s quality depends on the design, manufacture and testing each link, and the diameter of the roller bearing the influence error is the quality of key factors. In the actual production of measuring roller size, because the amount is larger and artificial detection and sorting is more difficult, This paper mainly introduces a kind of controlled by SCM precision roller diameter filter system that through the mechanical transmission, electrical measurement is completed the way the automatic test and sorting of roller, to realize efficient on-line inspection, it has important meaning of the bearing production.This design push material cylinder with front push rod, roller falls to take its accurately pushed to the limit the position of the panel, through the tungsten steel side roller error detection head, and the measured value send phase sensitive detection amplifier after treatment,send voltage amplifier amplification, the diameter is proportional to the error of the voltage value send SCM analogue input module after processing, according to the error size to decide which one specific open the flap, then the electromagnetic organizations will limit baffle pull away, and thus will roller into different points material box. In the material box with oil material, and in the roller to fall into a buffer material box hitting effect, make roller surface from wear and ensure its accuracy.The simulation results show that the method used in this design is feasible, bearing control detection system based on the SCM which can increase the degree of automation for bearing detection.Key Words: Precision roller, SCM, Analog, Diameter filter1 绪论1.1 课题的背景和研究意义跨入二十一世纪,随着全球经济一体化和贸易自由化的发展,各国轴承工业发展水平之间存在的差距将会不断缩小,地区存在的成本优势也将不再明显,轴承工业的竞争将更多地体现在技术竞争上,只有掌握了技术的优势,才能处于领先地位。
轴承滚柱直径分选

轴承滚柱直径分选控制系统设计
指导老师:邹峰 方案规划人:戴晨阳
总体规划方案
• • • • 1 轴承直径分选机的选择 2 合理传感器型号选择 3 PLC的控制程序 /view/927256c158f 5f61fb736669a.html
传感器型号选择
• • • • • 名称: M5电感式接近开关 特点: -电感式圆柱型接近开关,直径:4mm 5mm -感应距离:埋入式 (1mm), -电源:直流三线 (10~30V DC)
•
• •
-接线:3线型,
-红色LED输出指示灯 -黄铜镀铬,防油,防水,防碱性物质
•
• •
-检测对象:金属物体
-防护等级:IP67 -具有过流保护功能和极性保护
• •
-广泛应适用于机械、化工、造纸、轻工等行业作限位、定位、检测、计数、测速等传
P中的应用
• 随着社会的进步与发展,机械化在生产和生活中得到广泛 应用。轴承作为机械中不可缺少的一部分,其使用的范围 也将越来越广,因为只要有转动的地方都要用到轴承。轴 承在机械中主要是起支撑及减少磨擦的作用,所以轴承的 精度、噪音等都直接关系到机械的使用及寿命。但业务人 员总是经常会碰到一些客户即使用最好的轴承或进口轴承 其效率也是不高,这就关系到轴承的使用与选择问题。 • 或许会有人说“轴承的使用与选择那是用户的事,我只管 用户要什么我卖什么”。但作为一名合格的推销人员除精 通自身产品知识外还要精通产品的使用,即医生型的销售, 根据用户的配套产品的性能、使用条件选择最佳的配套轴 承。
球体尺寸自动分选机设计论文-本科论文
1 前言1.1设计的目的和意义生产中经常需要进行球体尺寸的分选,例如轴承钢球,其直径尺寸的一致性直接影响轴承的动态特性,选择不当容易导致轴承失效,从而影响整个系统的传动性能。
因此在轴承安装之前必须对滚珠的直径尺寸进行测量和分选。
由此可见,对球体尺寸进行精确分选是很有必要的。
而以往大多数分选方法成本高、分选效率低,所以设计球体尺寸自动分选机具有非常积极的现实意义。
1.2国内外现状球体分选的传统方法是采用千分尺或目测[1]等方法进行人工分选,这类分选方法的弊端是劳动强度大、分选效率低、精度低等等。
随着科学技术的发展,出现了利用筛分原理制造的球体分选机,还出现了利用光电传感器检测物料的尺寸、外形等因素的光电式尺寸分选机。
在国外,日本三丰的图像尺寸测量仪在放置工件后仅需按一下就可进行球体尺寸测量,其操作简单、测量精确;美国OGP复合式(接触式和非接触式)三坐标测量机采用OGP全视野影像处理与先进的Z轴自动聚焦技术保证了测量的高精度,附加的接触式探针和激光头可提高多元传感器的效率;德国GOM公司的ATOS三维扫描仪为工业测量提供了一种非接触式的三维光学测量和质量评估的解决方案,可以对不同尺寸的球体进行三维测量,更提供了完整的误差分析和评估功能;德国耶拿钢球直径测量仪采用海德汉高精度光栅传感器及独特的测量辅助装置确保了仪器的高精度及良好的稳定性,适用于钢球、陶瓷球等生产和使用单位的品质检测。
虽然国外的设备测量精度高,但是价格比较昂贵,并且需要大量的维修费。
另外,一些厂家只能生产特定直径的球体分选机,对于分选不同直径的球体必须采用不同规格的分选机,这就导致制造成本高、使用不方便。
1.3 设计的内容在生产中经常会有一些球体零件的直径超出公差范围,需要挑出。
本设计的主要内容是设计一台球体尺寸自动分选机,实现对球体按尺寸要求自动分拣,即将直径在公差范围内的球体留下,将直径在公差范围外的小球挑出来。
2 总体方案设计2.1功能与性能要求分析本设计要求将直径范围为3.0mm~10mm的球体按公差范围分选出来:直径小于最小极限尺寸的球体被分选到容器1中;直径在公差范围内的球体被分选到容器2中;直径大于最大极限尺寸的球体被分选到容器3中。
1 滚柱直径自动分选装置
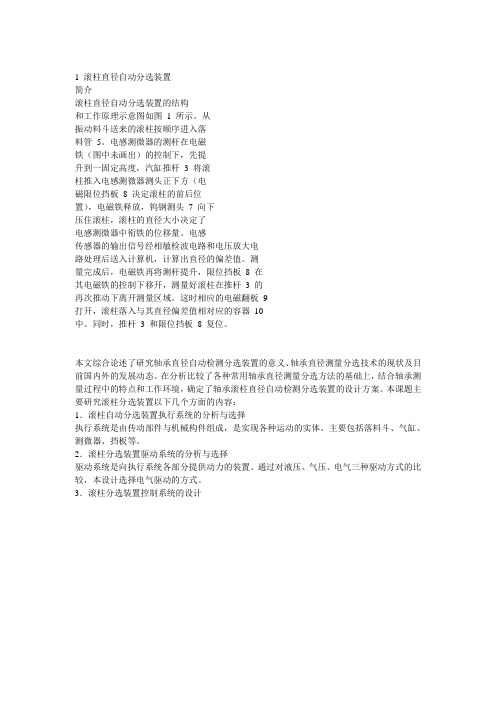
1 滚柱直径自动分选装置简介滚柱直径自动分选装置的结构和工作原理示意图如图 1 所示。
从振动料斗送来的滚柱按顺序进入落料管5。
电感测微器的测杆在电磁铁(图中未画出)的控制下,先提升到一固定高度,汽缸推杆 3 将滚柱推入电感测微器测头正下方(电磁限位挡板8 决定滚柱的前后位置),电磁铁释放,钨钢测头7 向下压住滚柱,滚柱的直径大小决定了电感测微器中衔铁的位移量。
电感传感器的输出信号经相敏检波电路和电压放大电路处理后送入计算机,计算出直径的偏差值。
测量完成后,电磁铁再将测杆提升,限位挡板8 在其电磁铁的控制下移开,测量好滚柱在推杆 3 的再次推动下离开测量区域。
这时相应的电磁翻板9打开,滚柱落入与其直径偏差值相对应的容器10中。
同时,推杆3 和限位挡板8 复位。
本文综合论述了研究轴承直径自动检测分选装置的意义、轴承直径测量分选技术的现状及目前国内外的发展动态。
在分析比较了各种常用轴承直径测量分选方法的基础上,结合轴承测量过程中的特点和工作环境,确定了轴承滚柱直径自动检测分选装置的设计方案。
本课题主要研究滚柱分选装置以下几个方面的内容:1.滚柱自动分选装置执行系统的分析与选择执行系统是由传动部件与机械构件组成,是实现各种运动的实体。
主要包括落料斗、气缸、测微器、挡板等。
2.滚柱分选装置驱动系统的分析与选择驱动系统是向执行系统各部分提供动力的装置。
通过对液压、气压、电气三种驱动方式的比较,本设计选择电气驱动的方式。
3.滚柱分选装置控制系统的设计。
哈工大复杂机械系统设计大作业概要
2013年6月1日滚珠自动分选机测控系统设计摘要:本设计是针对滚珠按直径自动分选的难题,提出一种采用CCD光电传感器来实现对滚珠直径进行测量的方法。
通过对CCD中被挡光部分的像元个数的计数,从而获得滚珠的实际直径,经过系统中单片机的自动分析判断,启动分选装置,将符合条件的滚珠分选出来。
该方案可较好的实现滚珠的自动分选,是光电技术在滚珠分选行业的典型应用。
关键字:滚珠;分选机;CCD-TCD142D传感器;89C52单片机;误差分析s目录1 绪论 (1)1.1 滚珠分选机研究的现状 (1)1.2 研究内容 (1)2 方案设计 (2)3 分选机模块设计 (3)3.1 上料装置 (3)3.2 送料装置 (4)3.3 测量部分 (6)3.3.1 测量装置 (6)3.3.2 激光发射端 (7)3.3.3 CCD光电传感器 (8)3.3.4 CCD-TCD142D传感器 (10)3.4 分选部分 (11)3.4.1 分选原理 (11)3.4.2 分选装置 (12)4 系统软件设计 (13)4.1单片机 (13)4.1.1 AT89C52简介 (13)4.1.2 引脚介绍 (13)4.2 CCD-TCD142D电路 (16)4.3 二值化电路处理 (17)4.4 输入模块 (18)4.5 显示模块 (19)4.6 分选模块电路设计 (20)4.7 总体电路设计 (21)4.8 系统程序设计 (21)5 测量误差分析及误差消除方案 (22)5.1 误差分析的要素 (22)5.2 随机误差 (23)5.2.1 滚珠热胀冷缩引起的随机误差 (23)5.2.2 被测滚珠尺寸产生的测量误差 (23)5.2.3 被测滚珠表面粗糙度引起的误差 (24)5.3 系统测量误差 (25)5.3.1 测量环境中杂质引起的误差 (25)5.3.2 传感器定位引起的误差 (25)5.4 本章小结 (26)6 结论 (27)附录一 (28)附录二 (29)附录三 (30)参考文献 (31)致谢 (32)1 绪论1.1 滚珠分选机研究的现状调查资料表明,国内外对轴承滚珠的分选装置的研究经历了很长的一段时间,它作为轴承制造业中重要的专用设备,对提高轴承质量,提高生产效率,减轻工人的劳动强度,具有十分重要的意义。
基于PLC技术的异直径钢珠分拣系统毕业设计
摘要一个国家综合国力的衡量标准就是工业的发达程度。
而轴承的性能、寿命及可靠性又代表着一定的工业发展程度,轴承的质量不仅取决于设计、制造还取决于检测环节。
检测环节中常出现的问题就是检测误差,误差是影响滚珠质量的关键因素。
在实际生产中造成检测误差值的因素有两点,一是测量量大,二是人工测量存在读数误差。
为了提高生产中滚珠的测量精准度,本文中设计了一种由PLC控制的滚珠直径分拣系统,通过机械传送、传感测量的方式完成滚珠的自动检测与分拣,该系统不仅提高测量精度还提高了分拣的效率。
本设计的要求是,推杆将滚珠推到限位挡板处,到达挡板后,钨钢测头测量直径误差,将所得数字信号转换为电模拟信号并经放大电路放大后送到PLC的模拟量处理模块,据此打开相应的电磁翻板,再由推杆将滚珠送到不同的分料箱。
此系统既可节约成本、提高测量精度,又能提高分拣效率,有广阔的市场发展前景。
关键词:PLC 精密测量滚珠分拣AbstractThe measure of a country's comprehensive national strength is a developed industry.And bearing performance, life and reliability of represents a certain degree of industrial development, the quality of the bearing depends not only on the design, manufacture also depends on the test link.Inspection processes often appears the problem is error, error is a key factor affecting the quality of ball.Value error caused in the actual production there are two factors, one is measured quantity is big, the second is artificial measurement reading error exists.In order to improve the measurement accuracy of the production of ball bearing, this article designs a kind of ball diameter sorting system controlled by PLC, completed by means of mechanical transmission, sensor measuring roller automatic detection and sorting, the system not only improve measurement accuracy but also improve the sorting efficiency.The requirements of this design is that the push rod to push the ball to the limit baffle, arriving at baffle, the tungsten probe diameter measurement error, proceeds to analog signal and digital signal is converted to electricity by amplifying circuit to enlarge PLC analog processing module, magnetic flap open accordingly, by putting the ball again to different container.This system can not only save costs, improve the measurement precision, and can improve the efficiency of sorting, have broad market prospects.Keywords: PLC precision measuring ball sorting目录摘要 (1)Abstract (2)目录 (3)第一章绪论 (4)1.1系统研究的意义 (4)1.2 系统主要研究内容 (4)1.3系统控制要求 (5)1.4系统任务分析 (7)第二章系统硬件设计……………………………………………………………………………....8茕桢广鳓鯡选块网羈泪。
滚柱直径分选机
1
2.主要研究内容:
在分析比较了各种常用轴承直径测量分选方法的基础上,结合轴承测 量过程中的特点和工作环境,确定了轴承直径自动检测分选装置的设 计方案。
3.设计目的:
本设计是基于PLC的自动分选系统,其功能是对滚柱直径进行连续测量,将 被测参数转变为电信号,再经电路放大、逻辑运算处理后,控制相应的执 行机构,完成滚柱的自动分选。
3
组示意图:
4
2.2 PLC程序控制流程图:
5
三 、
滚柱直径筛选系统输入端子接线图
滚柱直径筛选系统输出端子接线图
6
四.模拟量的设置
由于测量机构所产生的信号为±10V的模拟量电压信号,所以需要通过 模拟量输入模块将误差信号送入PLC进行比较处理。可以将模拟量输入模块转 换后的数字-32768~+32768用整数规范化功能子程序进一步转换为 0~100的 实型数字。
误差值 <15 15≤X<30 30≤X<45 45≤X≤55 55<X≤70
料斗1 √
料斗2
料斗3
料斗4
料斗5
料斗6
料斗7
√ √ √ √
70<X≤85
>85
√
√ 7
五、分选机的梯形图
PLC阀门开关
8
PLC计数器
9
电磁阀 传感器 限位挡板控制
10
控制对照表
11
传感器型号选择
• • • • • 名称: M5电感式接近开关 (通用圆柱形开关) 特点: -电感式圆柱型接近开关,直径:4mm 5mm -感应距离:埋入式 -电源:直流三线 (1mm)(指感应头全部在金属螺纹里,) (10~30V DC)
课题名称: 滚柱直径分选机控制系统的设计
工件自动分选装置控制系统设计毕业设计
工件自动分选装置控制系统设计毕业设计xx学院毕业设计(论文)中期报告设计(论文)题目:工件自动分选装置控制系统设计系:机电工程系专业:测控技术与仪器名称:XXX讲师:XXX辅导教师:xxx二千零二十一5月5日一、毕业设计题目说明本设计通过plc、组态软件等技术对工件自动分选装置进行控制,实现自动化控制、人机交互等功能,在现场可以通过传感器对工件进行识别,同时用机械手对工件进行分选。
通过上位机对plc控制实现装置的启停,在现场的人机界面上可以对现场的运行状况进行显示。
对于系统输入点,有两种方式:信号采集和模式选择。
工件识别传感器通过数据通信与PLC相连,由急停按钮、信号判断采集、位置采集等部分组成。
模式选择由三部分组成:自动、手动和返回原点。
在正常运行期间,整个过程自动完成。
用户可以通过上位机操作机器,改变机器的运行状态。
此外,作为调试或维护过程中的一个步骤,添加了手动状态的开关。
紧急停机用于处理突发故障,防止突发故障对系统造成损害,确保生产线的安全。
2、设计内容1设计任务总体设计方案是根据工件自动分选装置控制系统的要求,以可编程控制器(plc)为中心,进行硬件选型,并绘制梯形图、电器原理图及外部接线图,最后制作人机交互界面,实现仿真。
首先,收集相关数据,掌握可编程控制器(PLC)的编程和使用方法,学习使用组态王软件为本课题编制相应的人机界面程序做准备。
其次,分析控制系统的控制要求,熟悉工件自动分选装置的流程,掌握应用到的气缸技术、电机控制技术及相关的基础知识。
第三,根据分拣装置的工艺要求,合理布置机械机构的运动部件,熟悉滚筒和电机的驱动方式。
列出所设计PLC控制系统的I/O清单,以便于绘制梯形图、电气原理图和外部接线图。
接下来,对电器元器件进行选型,尤其是plc的选型;分配plc的i/o接口,画出该控制系统的电气原理图及外部接线图。
然后,编制了PLC梯形图和程序清单,利用组态王软件制作了人机操作界面,并实现了仿真。
基于电感传感器的滚珠分选机设计
基于 电感传感器的滚珠分选机设计
Desi gn o f si z e di s t r i bu t i on de vi ce f or bal I bear i ng b ased on L V DT
陈月晨 ,苑会娟‘ ,詹 烨
CH E N Y u e . c h e n , Y U AN Hu i - j u a n ‘ , Z H A N Y e l
的直径 ,经过 系统中单片机 的分 析判 断 ,启动分选装置 , 分选 出符合条件 的滚珠 。本设计在分 选机结构方面采用步进 电机和链轮的配合 , 该方案可以较好的实现滚珠自动分选。 关键词 :滚珠 ;分选 ;位移 传感 器 ;差动变压器
中图分类号 :T P 2 3 文献标识码 :A 文章编号 :1 0 0 9 - 0 1 3 4 ( : 2 0 1 5 ) 0 2 ( 下) - 0 1 4 2 -0 4
由于位 移传 感器 非 常普及 ,因此 外文 文献 主 要都 是 对 于 分 选 流 水 线 的设 计 …和 采 用 电容 传 感 器口 对 于 滚 珠 的表 面进 行 精确 测量 。其 中基于 电容 传感 器 对滚 珠表 面 的几 何 结构 进行 精确 测 量十 分先 进 ,并 且该 装置 主要 应
D o i :1 0 . 3 9 6 9 / J . i s s n . 1 0 0 9 - 0 1 3 4 . 2 0 1 5 . 0 2 ( 下) . 4 5
机电一体化自动分选称的系统设计本科学位论文
目录第一章概述1.1 设计内容和任务1.2 工作原理及组成1.3 本论文的结构安排第二章电子称的研究目的、意义及研究现状2.1 研究目的及意义2.2国内外的研究现状第三章系统实现方案及论证3.1 系统实现方案3.2 方案可行性论证3.3 具体实施方案简介第四章系统硬件设计4.1 机械部分的设计4.2 ADC0809芯片4.3 AT89C51单片机第五章控制系统的总体设计5.1 主程序5.2 子程序总结致谢参考文献摘要在现有电子分选称的基础上,对其测控系统进行了重新设计,该系统为单片机控制。
在保持原有测控功能的前提下,操作更加灵活、简便,降低了设备成本。
该单片机测控系统以AT89C51为核心,配以称重传感器、输入键盘、输出显示等几个部分。
工作时,由电机驱动输送链轮将成品送入输送道,通过安装在输送道下的压力传感器检测成品重量,将成品的重量信号转换为模拟的电压信号,模拟电压信号先经过信号调理电路放大、滤波,再经A/D转换器模数转换后,送入以AT89C51为核心的主机电路进行数据处理。
当主机采集到代表成品重量的数字信号时,系统软件对信号进行运算和判断,得出成品是否合格,向相应分选开关发出开关量信号,这里,开关量信号必须通过软件延时,确保成品到达分选口时,电磁阀才将分选开关打开,从而使得不合格成品准确地落入相应的分选容器中,从而剔除不合格成品。
最终实现对成品的动态称重和实时分选控制。
该测控系统设计方案合理可行,操作简便灵活;能够预先设置分选等级,实现多种产品的分选,具有较好的通用性和灵活性。
关键词: 单片机;电子称量;成品分选;检测系统AbstractIn the existing electronic sorting says, on the basis of its redesigned the measurement and control system, the system for single-chip microcomputer control. In keep original under the premise of measurement and control functions, operating more flexible, simple and reduce the equipment cost. The microcontroller measure-control system USES AT89C51 as core, match with weighing transducer, input/outputkeyboard display several parts. Work, driven by A motor transport sprocket the finished into conveying word, by installing in transmission way under pressure sensor detects the finished product weight, weight signals are converted to simulate voltage signal and simulation voltage signal after signal regulate circuit amplification, filtering, then after A/D converter frequency-field, to USES AT89C51 as core host circuit data processing. When a host acquisition to represent finished the weight of the digital signal, the system software to signal calculations and judgment, draw the finished product, if they are qualified to corresponding sorting switch switch quantity issued signals, here, switch quantity signals must through software delay, ensure products reach sorting mouth, electromagnetic valve will sorting switch, thus make the non-conformity goods accurately fall into the corresponding sorting containers, thereby eliminating unqualified products. Finally realize for the finished products of dynamic weighting and real-time sorting control. The measurement and control system design scheme is rational and feasible, simple operation flexibility, Can a preset level to achieve a variety of product.Keywords: SCM, Electronic weighing, Finished sorting, Detection system第一章概述1.1 设计内容及任务1.在温度、压力、流量、机械量(含位移、速度、加速度等)、液位、组分、成等常见参数中,选择有工程应用价值的一个或几个参数作为本课程设计要构造的检测系统的被测参数。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
题目滚珠自动分选机测控系统设计毕业设计(论文)原创性声明和使用授权说明原创性声明本人郑重承诺:所呈交的毕业设计(论文),是我个人在指导教师的指导下进行的研究工作及取得的成果。
尽我所知,除文中特别加以标注和致谢的地方外,不包含其他人或组织已经发表或公布过的研究成果,也不包含我为获得及其它教育机构的学位或学历而使用过的材料。
对本研究提供过帮助和做出过贡献的个人或集体,均已在文中作了明确的说明并表示了谢意。
作者签名:日期:指导教师签名:日期:使用授权说明本人完全了解大学关于收集、保存、使用毕业设计(论文)的规定,即:按照学校要求提交毕业设计(论文)的印刷本和电子版本;学校有权保存毕业设计(论文)的印刷本和电子版,并提供目录检索与阅览服务;学校可以采用影印、缩印、数字化或其它复制手段保存论文;在不以赢利为目的前提下,学校可以公布论文的部分或全部内容。
作者签名:日期:成都学院学士学位论文(设计)滚珠自动分选机测控系统设计摘要:本设计是针对滚珠按直径自动分选的难题,提出一种采用CCD光电传感器来实现对滚珠直径进行测量的方法。
通过对CCD中被挡光部分的像元个数的计数,从而获得滚珠的实际直径,经过系统中单片机的自动分析判断,启动分选装置,将符合条件的滚珠分选出来。
该方案可较好的实现滚珠的自动分选,是光电技术在滚珠分选行业的典型应用。
关键字:滚珠;分选机;CCD-TCD142D传感器;89C52单片机;误差分析Ball Bearing Automatic Sorting Machine Control SystemDesignSpecialty:Measurement and Control Technology and InstrumentStudent Number:200910114240Student:Chen Keyu Supervisor:Wu BinAbstract:This design is for the ball in the problem of automatic sorting diameter,puts forward a method to realize the measurement of ball diameter by CCD photoelectric sensor.Through the count of CCD were counted in the pixel light-blocked, to obtain the actual diameter of ball, after the judgment of singlechip in system,start sorting device,sorted out in line with the conditions of the ball.This scheme can realize automatic sorting the ball better,is a typical application of photoelectric technology in ball separation industry.Key words:Ball bearing;Separator;The CCD-TCD142D photoelectric sensor;89 c52;The error analysis目录1 绪论 (1)1.1 滚珠分选机研究的现状 (1)1.2 研究内容 (1)2 方案设计 (2)3 分选机模块设计 (3)3.1 上料装置 (3)3.2 送料装置 (4)3.3 测量部分 (6)3.3.1 测量装置 (6)3.3.2 激光发射端 (7)3.3.3 CCD光电传感器 (8)3.3.4 CCD-TCD142D传感器 (10)3.4 分选部分 (11)3.4.1 分选原理 (11)3.4.2 分选装置 (12)4 系统软件设计 (13)4.1单片机 (13)4.1.1 AT89C52简介 (13)4.1.2 引脚介绍 (13)4.2 CCD-TCD142D电路 (16)4.3 二值化电路处理 (17)4.4 输入模块 (18)4.5 显示模块 (19)4.6 分选模块电路设计 (20)4.7 总体电路设计 (21)4.8 系统程序设计 (21)5 测量误差分析及误差消除方案 (22)5.1 误差分析的要素 (22)5.2 随机误差 (23)5.2.1 滚珠热胀冷缩引起的随机误差 (23)5.2.2 被测滚珠尺寸产生的测量误差 (23)5.2.3 被测滚珠表面粗糙度引起的误差 (24)5.3 系统测量误差 (25)5.3.1 测量环境中杂质引起的误差 (25)5.3.2 传感器定位引起的误差 (25)5.4 本章小结 (26)6 结论 (27)附录一 (28)附录二 (29)附录三 (30)参考文献 (31)致谢 (32)1 绪论1.1 滚珠分选机研究的现状调查资料表明,国内外对轴承滚珠的分选装置的研究经历了很长的一段时间,它作为轴承制造业中重要的专用设备,对提高轴承质量,提高生产效率,减轻工人的劳动强度,具有十分重要的意义。
根据测量方式的发展过程将分选装置分为以下几个阶段[1]:第一阶段:采用千分表对滚珠进行测量,这种方式出现最早,也是应用时间最长的一种测量方式,在我国大多数的轴承生产厂家依然沿用该分选方式,它虽然能够在一定程度上满足生产的需要,但由于采用该方法必须投入大量的人力资源,严重的浪费了劳动力,对于人口密集型的地区来讲尚可以适用,但对于劳动力稀缺的地方就存在着人力资源浪费的现象。
第二阶段:采用接触式的测量方式,根据不同的滚珠,设计不同类型的滚珠分选机,设计的目的是为了能够实现自动上料、自动送料、自动测量以及依类别分选等过程。
第三阶段:采用非接触式的测量方式,将计算机强大的数据处理能力和庞大的分析能力有机地结合起来,以满足人们对于工业自动化程度不断提高的需要。
采用非接触式的测量方式不仅能够解决测量过程中由于磕碰产生的误差,而且测量精度也非常高。
综上所述,滚珠分选机因轴承行业的兴起而发展,随着工业发展的程度的不断递进,研制自动化程度更高的分选设备对我国工业自动化水平的提高有强劲的推进作用。
1.2 研究内容(1)研发一种能够取代传统检测方式的测量设备,其作用对象是轴承滚珠。
(2)寻求一种不同于当前分选机的测量方式,提出利用CCD光电传感器实现非接触式测量的方式来获得被测滚珠的直径的思路,并在结构中合理运用。
(3)测量后的滚珠要按照一定的尺寸进行分级存放,如何进行分类筛选是该装置的一个需要重要考虑的问题。
(4)对测量过程中由随机误差、系统测量误差引起的对测量结果可能产生误差的原因进行分析,找出主要误差和次要误差,对可能产生的误差值进行量化,并提出避免和减少误差产生的方案。
2 方案设计本次设计主要采用模块化设计,模块化设计主要是以功能化的产品结构为基础,分解产品,在分解中考虑到各个要素的可行性,从而在早期就预测到设计中可能会出现的矛盾,提高设计的可行性和可靠性,降低产品的成本[2]。
系统主要功能模块包括的部分有:测量模块、控制模块、送料模块、上料模块、分料模块以及落料模块;次要功能模块包括:支架模块、动力模块以及外形罩模块。
本文章将主要介绍设备中的上料装置、送料装置、测量部分与分选装置,并对最后测量结果进行误差分析。
滚珠分选流程图如下:上料装置送料装置测量部分分选装置料箱图2-1 滚珠分选系统流程图待测滚珠由自动上料装置送下,经送料装置送入测量部分,测量部分通过CCD-TCD142D测出滚珠的直径数据,并将数据传给AT89C52单片机,AT89C52单片机将数据处理后继而控制分选装置,使滚珠经过不同的阀门进入到不同的料箱中储存,从而完成对滚珠直径的自动测量与分选。
软件部分,本设计拟采用矩阵键盘对系统进行参数设置,测量部分采用半导体激光器作为发射光源,CCD-TCD142D图像传感器作为测量元件。
拟采用AT89C52单片机进行数据处理和控制分选,用LCD12864-0402B进行数据显示。
3 分选机模块设计3.1 上料装置上料装置它的作用是把盛在料斗里的工件送至待料位置,实现自动供料。
作为自动上料装置的料斗有多种结构型式,常采用往复式推管式结构,其中常见的有如图3-1两种,前一种是气动式的,它实际上是一组复合气缸,中空的活塞杆即为料管,两气缸的运动时反向的,一般用在圆锥滚子和圆柱滚子等分选机上。
后一种是机械式的,由电机传动,也是由两支上下往复运动的推管组成,一般用在滚珠和钢球等分选机上。
1、上套2、上料管组件3、托快4、螺钉5、软管组6、压软管块7、托架 8、侧向轴承 9、摆杆 10、盖板 11、油杯 12、塞子图3-1 料斗要保证高精度、高速度的自动分选,有一个高效率的自动上料机构是必须的,两向往复推管式料斗能很好地保证这一点。
即使对于不易下料的某些大规格滚珠,也能保证100个每分的供料速度,此时两推管的往复运动速度为60-100次每分,因此供料情况完全满足要求。
此外,在这种结构中,两推管对料斗中所盛滚珠的搅动较小,故虽然下料速度甚快,但滚珠的搅动量不大,因而与其他一些结构形式的料斗相比较,这种料斗噪音较小,滚珠表面搓伤也较小[3]。
3.2 送料装置送料装置不仅应满足送料对象的节拍要求,而且要为CCD光电传感器的工作提供条件。
CCD光电传感器的响应时间较短,测量速度快,可以采用气缸推料的方式,由送料杆将滚珠从待料位置送入测量位置,同时把前一个滚珠推入分选装置,从而实现送料。
如图3-2所示,送料装置有三个功能件组成,分别是50斜面、气缸、V型定位块。
三个功能件安装在设备中的测量工作台上,组成送料结构。
50斜面安装在工作台的右侧,其出口端与V型定位块相连,斜面上的滚珠在重力和后排滚珠的推力作用下顺利滚落到V 型定位块中。
在V型定位块的一侧由装有推杆的气缸连接,气缸的往复运动推动滚珠在V型块上的移动。
V型块是滚珠移动的载体,不仅与50斜面、气缸相连,还有一部分位于传感器之间,便于滚珠的测量[4]。
图3-2 滚珠送料装置示意图具体设计思路[4]如下:50斜面的设计:如图3-3所示,滚珠为球面体,其与工作台之间的接触方式为点接触,斜面对滚珠产生的摩擦力小,存在一定斜度的平面上的滚珠会自动滚落,便于滚珠的自动送料。
同时,过大的倾斜角度会导致滚珠不能按顺序排列在斜面和V型定位块上,经计算采用斜度为50的斜面为适合角度。
此外,设计中为了方便滚珠能够顺利的从斜面上滚落到V型定位块上,在50斜面的出口端相对于V型定位块高出2mm,这样既会使滚珠可以正常滚动到V型块上,又可以避免滚珠卡在50斜面和V型定位块二者间。